

Инъекционное формование, как типичный представитель формования значения в современной промышленности. Это процесс массового производства, в котором полимерные расплавленные материалы впрыскивают в точную плесень под высоким давлением, охлаждаются и затвердевают для образования сложных компонентов. Его ядро состоит в том, чтобы объединить термодинамический механизм инъекции литья со свойствами механики для достижения точности измерения и поверхностной массы миллиметрового и даже микронного масштаба посредством точного контроля температуры, давления, скорости заполнения и других параметров.
Благодаря трансформации глобального производства в высокую эффективность и интеллект, технология формования преодолела традиционные рамки и превратилась в комплексные инновации, такие как3D -печатьПредварительные и биоразлагаемые материалы. В этой статье будет анализироваться рабочий процесс литья под давлением, дизайна плесени и роль инъекционных формовых машин для обеспечения теоретического эталона и практического вдохновения для технологического обновления отрасли отрасли.
Какова наука, стоящая за инъекцией литья?
Научная сущность литья под давлением - точная инъекция расплавленных полимерных материалов в полость плесени и их затвердевание через синергию термодинамики, механики жидкости и материалости.Научный контроль процесса инъекции литья зависит от динамической регулировки параметров ядра процесса литья под давлением.
1Термодинамический привод
В течениеПроцесс инъекцииПластиковые частицы разрезают винты, а затем расплавляются нагревателями, образуя вязкоупругую жидкость, вязкость которых зависит от температуры.Ключ к научному контролю заключается в балансировании температуры плесени (обычно контролируется при 20-150 ° C) с скоростью охлаждения расплава.Быстрое охлаждение может сократить цикл, но легко вызвать деформацию деформации, в то время как медленное охлаждение может повысить кристалличность, но снизить эффективность производства.
2Гидродинамика доминирует
Поток расплавленного материала в расплавленной полости следует характеристикам не ньютоновских характеристик жидкости, а градиент давления пропорционален квадрату скорости потока.Научный контроль требует, чтобы скорость сдвига расплава была регулирована с помощью винтовой скорости (обычно 100-500 об / мин), чтобы предотвратить разрыв, армированные волокном материал из-за чрезмерного сдвига.
В то же время затворы предназначены для соответствия текучести материала (например, индекс потока расплава ППMFI = 20-30 г/10 мин), гарантируя, что передняя часть расплава равномерно заполнена в режиме ламинарного потока, чтобы избежать уменьшения силы линии расплава.
3Сборка в области материалонного наука
Окончательные свойства литья под давлением зависят от эволюции микроструктуры материала.Например, смола ABS подвергаются молекулярной цепей и рекомбинации во время фазы удержания давления (давление 80-120 МПа) с положительной корреляцией между интенсивностью удара и временем удержания.Мониторинг разности температуры расплава и колебаний давления в режиме реального времени с помощью датчиков плесени, параметры процесса могут быть оптимизированы, а допустимость деталей автомобиля может контролироваться до ± 0,1 мм.
4Интеллектуальный контроль
СовременныйТехнология инъекцииКомбинирует цифровой близнец с машинным обучением для достижения автоматической итерации параметров литья под давлением путем настройки модели оптимизации параметров литья.
Как постепенно проводится литья под давлением?
Инъекционное формование является одной из основных технологий современной производственной промышленности. Он широко используется в пластиковом литью и силиконовой литью.Ключевые шаги для его прогрессивной реализации заключаются в следующем:
1Дизайн и документация
Клиенты должны отправлять рисунки CAD в шаг, STL, PDF и т. Д.Команда JS проведет анализ моделирования с помощью специализированного программного обеспечения для оценки осуществимости структуры продукта и внесения предложений по оптимизации.Этот этап может снизить стоимость последующих модификаций на 30%.
2Точное производство плесени
- Выбор материала: принять импортную высококачественную сталь (например, H13, S136), срок службы плесени более 1 миллиона циклов.
- Структурный дизайн: в соответствии с характеристиками пластикового литья иСиликоновый литья, Горячие и холодные системы потока приняты соответственно.
- Быстрая доставка: стандартизированный процесс JS сокращает цикл производства плесени до 2-4 недель и поддерживает небольшую партированную настройку.
3Выбор материала и предварительная обработка
- Пластиковое литье: поддерживает более 50 пластмасс, таких как ABS, PC, PA, TPU, и требует сушки и окраски в соответствии с характеристиками материала (например, PET, 4 часа при 120 ° C).
- Силиконовое литье: с использованием жидкого силикона (LSR) в области медицинского уровня или пищевого качества (LSR) необходимо скорректировать в вакууме, чтобы избежать пузырьков.
- Автоматическая система подачи JS может точно контролировать соотношения материала и уменьшить ошибку человека.
4Управление параметрами процесса литья впрыска
Управление температурой: яТемпература формовой машины для формования установлена в точке плавления материала +20 ° C, а температура формы (± 1 ° C) точно контролируется через циркулирующую воду или термостат масла.
Регламент давления:
- Пластическое литье: давление впрыска, как правило, составляет 50-150 МПа, которое поддерживается во время фазы удержания для предотвращения усадки.
- Силиконовый литье: ИспользованиеЛитье под давлением низкого давления(10-30 МПа), чтобы адаптироваться к потоковому силикону, продлить время изоляции, обеспечить равномерное заполнение.
5Пост лечения и качественная проверка
- Технология разборки: автоматическая разборка с помощью выталкивающих штифтов, пневматической разборки или роботизированной руки для уменьшения ручного вмешательства.
- Оптимизация поверхности: предоставляет услуги добавленной стоимости, такие как полировка (RA ≤0,02 мкм), распыление, покрытие и т. Д.Например, технология матовой текстуры JS для автомобильных интерьеров может уменьшить глянец до 80%.
- Стандарт проверки качества: допуск ключевых размеров контролируется в пределах ± 0,005 мм с использованием CMM и рентгеновского осмотра.
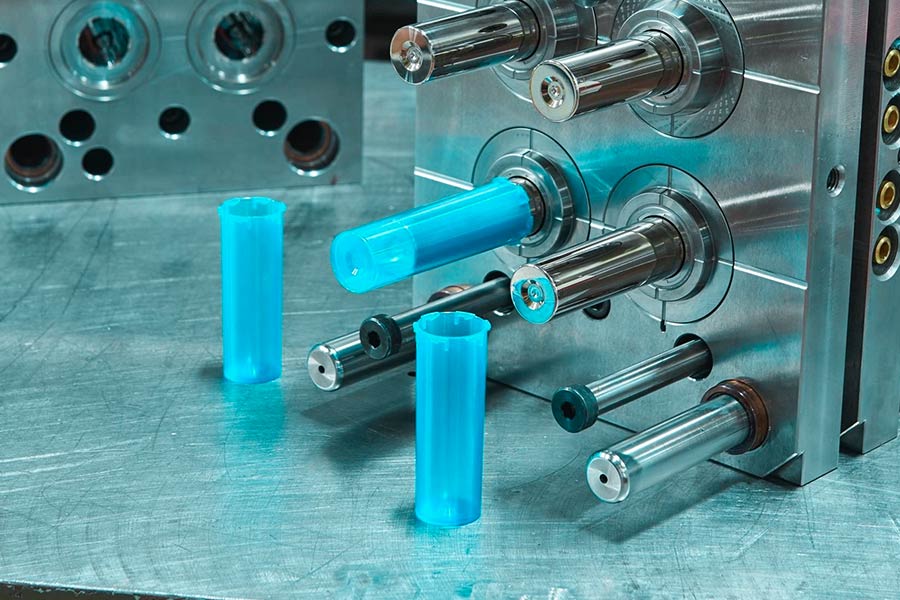
Что такое дизайн плесени?
Дизайн формования является краеугольным камнем пластикового литьясПолем Его сущность заключается в создании системы плесени, которая может производитьФормованные пластиковые деталиэффективно и стабильно через точную инженерию и материалому науку. В области пластиковых молдингов качество конструкции плесени напрямую определяет точность размера, качество поверхности и стоимость производства продукта. JS Компания подняла технологию на следующий уровень с глубоким опытом вмстарыйдюймовыйesign.
Основные элементы дизайна плесени
1Структурный дизайн:Моделирование и оптимизация полости матрицы, канала потока и системы охлаждения необходимы в соответствии с плавностью и скоростью усадки моделирования пластика.Например, JS использует программное обеспечение для анализа потоков для моделирования потока расплава, ограничивая ошибку времени заполнения до ± 5%, чтобы избежать деформации деформации по длине или сварки.
2Выбор материала:Die Steel требует баланса твердости и теплостойкости.Например, сталь P20 используется для общих пластмассы, а сталь H13 используется для высокотемпературных материалов (например, Peek).JS использует технологию обработки азота поверхностного азота для увеличения срока службы Die до более чем 1 миллиона циклов, что снижает долгосрочные затраты на производство для клиентов.
3Точная обработка:5 Осина машина с ЧПУИнструменты в сочетании с EDM и соответствуют строгим требованиям пластического литья медицинского качества, таких как оболочки хирургических приборов.
Преимущество технологии формирования формования JS Компания
1Интеллектуальный дизайн:Алгоритмически интегрированная платформа для разработки плесени автоматически создает наибольшее местоположение в затворе и макет охлаждения, сокращая время разработки 40%.
2Адаптация с несколькими материалами:Дифференциальные растворы плесени, которые поддерживают термопластичные материалы (например, ABS, PC) и эластомеры (например, TPU, силикон).Дизайн силиконовых молдингов JS принимает устойчивую к слезой конструкции и успешную скорость удаления до 99%.
3Устойчивое производство:Модульная конструкция пресс -формы обеспечивает быстрое замену плесени и переработку материала, уменьшает генерацию отходов на 30% и соответствует глобальным тенденциям окружающей среды.
Как достичь баланса между сроком службы и стоимостью впрыскивающих форм?
1Фаза дизайна
- Модульная конструкция: разбивая матрицу на стандартные компоненты (такие как литники и выводы) ииндивидуальные компонентыСокращает время выполнения развития на 30%.
- Корпус: модульная конструкция формы автомобильного соединителя, увеличение уровня повторного использования на 70%, более 800 000 раз сроком обслуживания, снижение стоимости единицы на 25%.
- Оптимизация моделирования CAE: моделирование потока расплава с помощью программного обеспечения для анализа потока, прогнозируя области концентрации напряжений, оптимизация структуры.
- Эффект: скорость ремонта форм JS из -за дефектов проектирования составляет всего 5%по сравнению с в среднем с отрасли 15%.
2. Выбор материала
- Стратегия оценки материала
| Сцена | Тип материала | Срок службы (10000 циклов) | Стоимость доля |
| Автомобильные точные компоненты | Импортная сталь H13 | 80-120 | Высокий (30-40%) |
| Ежедневная оболочка | Предварительно закаленная инструментальная сталь | 30-50 | Средний (20%-30%) |
| Медицинские силиконовые компоненты | Силиконовая сплавная сталь | 50-80 | Высокий (35%-45%) |
- Поверхностная отделкаТехнология: PVD/TIN Cat Pater или лазерная облицовка используется для повышения устойчивости к истиранию и избежать чрезмерного инвестирования в дорогостоящую сталь.
3Lean Manufacturing и технологическое обновление
- Интеллектуальная конструкция системы обработки: Используя пять машинных инструментов с ЧПУ и в режиме реального времени в режиме онлайн-системы измерения, частота коррекции форм контролируется менее чем на 5%.
- Прорыв эффективности процесса: с помощью оптимизации параметров процесса и контроля связи оборудования цикл обработки одномода был сокращен на 20%, в то время как ультра-низкий уровень дефекта менее 0,3% был достигнут.
- Инновации системы канала теплового потока: использование канала теплового потока с несколькими кавит для сбалансирования технологии кормления, уменьшить головку холодного материала, произведенную затвором на 70%, и расширить цикл износа ключевых частей плесени на 30%.
4 Умное мониторинг и решение оптимизации затрат
- Сетчатая сеть контролирует данные о температуре и давлении формы в режиме реального времени, используя алгоритмы искусственного интеллекта для прогнозирования цикла износа ключевых компонентов для профилактического обслуживания.
- Примеры применения показывают, что предсказательное обслуживание может сократить время непрерывного простояДомохозяйственная формана 60% и продлить срок службы на 20%.
- Модель затрат на жизненный цикл: комплексная оценка НИОКР, потери производства, эксплуатационное обслуживание и т. Д., Чтобы избежать отклонения от единого первоначального инвестиционного решения.
- Сравнение:
| Схема | Начальная стоимость | Срок службы (10000 циклов) | Однажды стоимость |
| Стандартная плесень |
5000 долларов
|
20 | $ 0,25 |
| План оптимизации JS | 8000 долларов | 50 | $ 0,16 |
5. Таблица сводки стратегии баланса
| Основные элементы | Меры баланса | Типичный эффект |
| Оптимизация дизайна | Модульная конструкция, моделирование CAE. | Уменьшите цикл развития на 30% и обслуживание на 10%. |
| Выбор материала | Оцененный выбор материала+обработка поверхности. | Увеличить продолжительность жизни в 2-3 раза, снижает долгосрочные расходы на 15-20%. |
| Процесс производства | Высокоскоростная обработка+Hot Runner Technology. | Эффективность процесса увеличилась на 20%, а уровень доходности превысил 98%. |
| Обслуживание | Мониторинг+профилактическое обслуживание | Уменьшите время простоя на 60% и продлить срок службы более чем на 20%. |
Случай по практике компании JS:
- Car Dashboard Die: изготовленная из H13 Steel и Hot Runner System, с срок службы составляет 800 000 циклов и годовой стоимость технического обслуживания менее 2000 долларов.
- Потребительская электроника, скорлупа: предварительно упорная сталь+модульная конструкция с срок службы в 300 000 раз и не более 15 минут времени изменения плесени.
- Медицинская силиконовая плесень: специальная сплавная сталь + коррозионное покрытие с сроком службы в 500 000 раз и частотой отказов менее 0,01%.
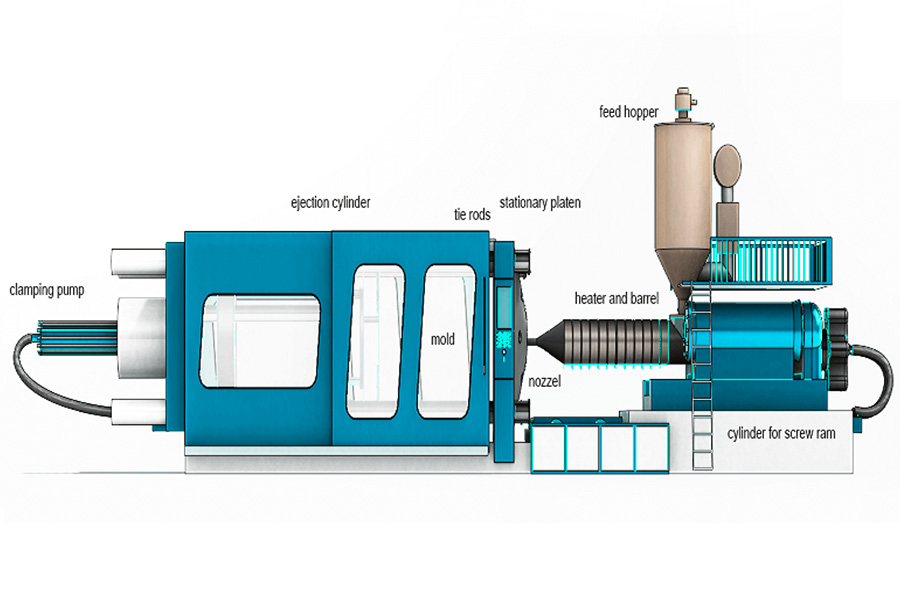
Как основные компоненты инъекционной формованной машины работают вместе с точки зрения их соответствующих функций?
Разделение функций между основными компонентами
1Инъекционный блок
Функция: нагревать и растопить твердые пластиковые частицы и вводить полость пресс-формы под высоким давлением (50-200 МПа).
Ключевые технологии:
- Винтовое привод: пластифицированный и измеренный с помощью винтного вращения и движения (например, система сервопривода JS, точность впрыска ± 0,5%).
- Контроль температуры: сегментированные нагревающие катушки обеспечивают равномерную температуру расплава (например, нейлоновый материал требует постоянной температуры 260-280 ° C).
- Индикаторы производительности: скорость впрыска до 80 мм/с, подходящая для тонкостенной упаковки, автоматических деталей с толстостенными и другими требованиями.
2Система закрытия плесени
Функция: обеспечить достаточную силу блокировки (например, модель JS до 1200 тонн), чтобы предотвратитьИнъекционные формыот растрескивания под давлением и полным открытием и закрытием действий впрысков.
Ключевые технологии:
- Гидравлический привод: отрегулируйте давление масла через пропорциональный клапан для достижения точного управления силой блокировки (ошибка менее 5%).
- Механизм регулировки плесени: толщина плесени можно регулировать автоматически в соответствии с различными производственными характеристиками (например, система регулировки электрической формы JS, точность регулировки плесени ± 0,01 мм).
- Индикаторы производительности: поддерживать несколько размеров плесени (минимум 50 × 50 мм, максимум 1500 × 1500 мм).
3Система управления
Функция: координировать время и последовательность литья под давления, сжатие, охлаждение, открытие плесени и т. Д., Чтобы обеспечить стабильность параметров процесса.
Ключевые технологии:
- Программирование ПЛК: поддерживает настройку производственных процессов (например, многоступенчатое литье в инъекции, задержка открытия плесени).
- Сбор данных: мониторинг параметров в реальном времени, таких как давление, температура и местоположение (частота выборки системы до 1000 Гц в системе JS).
- Индикаторы производительности: время циркуляции может быть сокращено до 1,5 секунды (модель высокой скорости) с выходом ≥98%.
Сотрудничество трех основных компонентов
1Стадия закрытия плесени
- Система закрытия плесени закрывает матрицу, а гидравлический цилиндр оказывает силу блокировки (например, для формы корпуса мобильного телефона требуется 200 тонн блокирующей силы).
- Система управления обнаруживает состояние закрытия и запускаетсигнал впрыскаПолем
2Этап впрыска
- Винт инъекционного блока выдвигается вперед, а расплавленный пластик впрыскивается в форму (например, PET Preforms 120MPA) при заданном давлении.
- Система управления регулирует скорость винта (сегментированное ускорение) и время удержания (например, 10 секунд для автомобильных деталей).
3Охлаждение и открытие плесени
- Цепь охлаждающей воды переносит тепло через форму, а система управления контролирует температуру плесени (например, ± 1 ℃ колебания).
- Когда достигается предварительное время охлаждения, открывается система закрытия плесени, и механизм выброса выталкивает готовый продукт.

Как база данных материалов JS может помочь клиентам сократить цикл выбора материала?
1Интеллектуальный показ и сопоставление
- Параметризованный запрос: поддерживает быструю фильтрацию по типу материала (например, ABS, PA66, жидкий силиконовый), механические свойства, процесс обработки (температура инъекции, адаптируемость стали плесени) и т. Д.
- Сопоставление случаев: на основе данных истории проекта успешные материальные решения напрямую рекомендуются для аналогичных ситуаций.
2Сравнение визуализации производительности
- Матрица сравнения материалов: подробные параметры, такие как скорость усадки, температура тепловой деформации и прочность на 50+пластиковые материалы, 20+ кремнезем и композитные материалы сравниваются по графику.
- Обратная связь с моделированием в реальном времени: связано с программным обеспечением для анализа потока плесени для прогнозирования поведения потока материала и эффективности охлаждения в определенной матрице.
3Сертификация и соответствие отрасли
- Стандартизированная маркировка: указывает, соответствует ли материал с FDA, ROHS, UL и другими требованиями к сертификации (например, сертификация биосовместимости для медицинского силикона), сокращение времени проверки клиентов.
- Экологически чистые материалы.
4Преимущества базы данных материалов JS
| Измерение | Боли традиционного выбора материала | JS Database Solution |
| Эффективность | Ручное поиск данных занимает 3-5 дней. | Первоначальный скрининг материалов, завершенных за 10 минут. |
| Точность | Определение опыта суждения, склонно к ошибке. | Двойная проверка данных и моделирования с частотой ошибок менее 5%. |
| Расходы | Высокая стоимость проб и ошибок (отходы материала+модификация плесени). | Виртуальное тестирование снижает затраты на физический эксперимент на 80%. |
| Согласие | Стандарты проверки подлежат проверке в каждом конкретном случае. | Прямая маркировка метки соответствия, чтобы избежать юридического риска. |
Краткое содержание
Инъекционное формование реализует эффективное преобразование пластических частиц в сложные компоненты, и его техническое значение отражается не только только на окончательном изучении свойств материала, но и в глубоком слиянииформовочный дизайни инъекция-формовочные процессы.
Благодаря интеллектуальному управлению параметрами, разработкой модульной плесени и цифровым производственным процессом, литье под давлением не только снижает стоимость, но и наделяет продукт с более высокой точностью и надежностью. В будущем, благодаря улучшению оптимизации алгоритмов и уровня автоматизации, технология литья под давлением будет продолжать раздвигать границы и становиться ключевой силой инновационной продукции и модернизации промышленности.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Насколько важен дизайн плесени?
Конструкция плесени напрямую влияет на форму, точность размера и качество поверхности продукта.Хороший дизайн может уменьшить усадку и деформацию и повысить эффективность производства.
2. Как выбрать правильный пластиковый материал?
Материалы, такие как ABS (долговечный) и силиконовый (мягкий) для герметичного кольца, выбираются в соответствии с использованием продукта.Производительность материала определяет температуру обработки и производительность готового продукта.
3. Как работают машины для литья под давлением?
Машина для литья под давлением плавит пластиковые частицы, нагревая их, а затем вводят их в форму при высоком давлении.После охлаждения откройте форму и удалите готовый продукт.Его основные компоненты включают в себя блок впрыска, систему зажима плесени и систему управления.
4. Как уменьшить загрязнение во время процесса литья инъекции?
Литье пластиковой инъекции может быть эффективно снижена путем принятия переработанных пластмасс (например, материалов для ПЦР), оптимизации параметров процесса, уменьшения отходов, установки устройств фильтрации выхлопных газов, принятия систем теплового потока и уменьшения потерь сырья.
Ресурсы

