

Moldagem por injeção, como um representante típico do significado de moldagem na indústria moderna. É um processo de produção em massa no qual os materiais fundidos de polímero são injetados em molde de precisão sob alta pressão e resfriados e solidificados para formar componentes complexos. Seu núcleo é combinar o mecanismo termodinâmico da injeção de moldagem com propriedades mecânicas para atingir a precisão da dimensão e a massa superficial do milímetro e até a escala de mícrons através do controle preciso da temperatura, pressão, taxa de enchimento e outros parâmetros.
Com a transformação da fabricação global em alta eficiência e inteligência, a tecnologia de moldagem quebrou através da estrutura tradicional e se transformou em inovações abrangentes, comoImpressão 3Dpré -forma e materiais biodegradáveis. Este artigo analisará o fluxo de trabalho da moldagem por injeção, design de moldes e o papel das máquinas de moldagem por injeção para fornecer referência teórica e inspiração prática para a atualização tecnológica da indústria pela indústria.
Qual é a ciência por trás da moldagem por injeção?
A essência científica da moldagem por injeção é a injeção precisa de materiais de polímero fundido na cavidade do molde e sua solidificação através da sinergia da termodinâmica, mecânica de fluidos e ciência dos materiais.O controle científico do processo de injeção de moldagem depende do ajuste dinâmico dos parâmetros do núcleo do processo de moldagem por injeção.
1.Acionamento termodinâmico
Duranteprocesso de moldagem por injeçãoAs partículas de plástico são cortadas por parafusos e depois derretidas por aquecedores para formar um líquido viscoelástico cuja viscosidade varia exponencialmente com a temperatura.A chave para o controle científico está equilibrando a temperatura do molde (geralmente controlada a 20-150 ° C) com a taxa de resfriamento por fusão.O resfriamento rápido pode diminuir o ciclo, mas facilmente causar deformação de deformação, enquanto o resfriamento lento pode aumentar a cristalinidade, mas reduzir a eficiência da produção.
2.A hidrodinâmica domina
O fluxo de material fundido na cavidade fundido segue as características das características não newtonianas do fluido, e o gradiente de pressão é proporcional ao quadrado da velocidade de fluxo.O controle científico exige que a taxa de cisalhamento por fusão seja regulada pela velocidade do parafuso (geralmente 100-500 rpm) para impedir que o material reforçado com fibra quebrasse devido ao cisalhamento excessivo.
Ao mesmo tempo, o portão foi projetado para corresponder à fluidez do material (por exemplo, Índice de Fluxo de Melt de PPMFI = 20-30G/10min), garantindo que a frente do fundido seja preenchida uniformemente em um modo de fluxo laminar para evitar uma diminuição na força da linha de fusão.
3.Capacidades da ciência dos materiais de construção
As propriedades finais da moldagem por injeção dependem da evolução da microestrutura do material.As resinas ABS, por exemplo, passam por emaranhamento e recombinação da cadeia molecular durante a fase de retenção de pressão (pressão 80-120 MPa), com uma correlação positiva entre intensidade de impacto e tempo de retenção.Ao monitorar a diferença de temperatura da fusão e as flutuações de pressão em tempo real por sensores de molde, os parâmetros de processo podem ser otimizados e a tolerância das peças do para -choques do carro pode ser controlada para ± 0,1 mm.
4.Controle inteligente
ModernoTecnologia de moldagem por injeçãoCombina gêmea digital com aprendizado de máquina para obter iteração automática de parâmetros de moldagem por injeção, configurando o modelo de otimização de parâmetros de moldagem por injeção.
Como a moldagem por injeção é realizada gradualmente?
A moldagem por injeção é uma das principais tecnologias da indústria manufatureira moderna. É amplamente utilizado em moldagem de plástico e moldagem de silicone.As etapas principais para sua implementação progressiva são as seguintes:
1.Design e documentação
Os clientes são obrigados a enviar desenhos CAD na etapa, STL, PDF, etc.A equipe JS realizará análises de simulação por meio de software especializado para avaliar a viabilidade da estrutura do produto e fazer sugestões de otimização.Esta fase pode reduzir o custo das modificações subsequentes em 30%.
2.Fabricação de molde de precisão
- Escolha do material: Adote aço de alta qualidade importado (por exemplo, H13, S136), Molde a vida mais de 1 milhão de ciclos.
- Projeto estrutural: de acordo com as características da moldagem de plástico emoldagem por silicone, sistemas de fluxo quente e frio são adotados, respectivamente.
- Entrega rápida: o processo padronizado da JS reduz o ciclo de fabricação de moldes para 2 a 4 semanas e suporta a personalização de pequenos lote.
3.Seleção de material e pré -tratamento
- Moldagem de plástico: suporta mais de 50 plásticos como ABS, PC, PA, TPU e requer secagem e coloração de acordo com as características do material (por exemplo, PET, 4 horas a 120 ° C).
- Moldagem de silicone: Usando silicone líquido de nível médico ou de grau alimentar (LSR), a pré-mistura precisa ser ajustada no vácuo para evitar bolhas.
- O sistema de alimentação automatizado do JS pode controlar as proporções do material com precisão e reduzir o erro humano.
4.Controle de parâmetros do processo de moldagem por injeção
Gerenciamento de temperatura: iA temperatura do bico da máquina de moldagem por nudeções é ajustada em um ponto de fusão do material de +20 ° C e a temperatura do molde (± 1 ° C flutuação) é controlada com precisão através de um circuito de água circulante ou termostato de óleo.
Regulamento de pressão:
- Moldagem de plástico: A pressão da injeção é geralmente de 50 a 150mPa, que é mantida durante a fase de retenção para evitar o encolhimento.
- Moldagem de silicone: UseMoldagem de injeção de baixa pressão(10-30MPa) Para se adaptar à fluxo de silicone, prolongar o tempo de isolamento, garantir o enchimento uniforme.
5.Pós-tratamento e inspeção de qualidade
- Tecnologia de desmontagem: desmontagem automática por pinos ejetores, desmontagem pneumática ou braço robótico para reduzir a intervenção manual.
- Otimização da superfície: fornece serviços de valor agregado, como polimento (RA ≤0,02μm), pulverização, revestimento, etc.Por exemplo, a tecnologia de textura fosca da JS para interiores de carro pode reduzir o brilho em até 80%.
- Padrão de inspeção da qualidade: A tolerância das dimensões-chave é controlada dentro de ± 0,005 mm usando a inspeção de raios CMM e X.
O que é o design do molde?
O design de moldagem é a pedra angular da moldagem de plásticos. Sua essência é estabelecer um sistema de molde que possa produzirmoldando peças de plásticoEficiente e estável através de engenharia de precisão e ciência dos materiais. No campo das molduras de plástico, a qualidade do design do molde determina diretamente a precisão do tamanho, a qualidade da superfície e o custo de produção do produto. A JS Company levou a tecnologia para o próximo nível com sua profunda experiência emmantigodEsig.
Elementos centrais do design do molde
1.Projeto estrutural:Modelagem e otimização da cavidade da matriz, canal de fluxo e sistema de refrigeração são necessários de acordo com a taxa de fluidez e encolhimento da modelagem de plástico.Por exemplo, o JS usa o software de análise de fluxo de molde para simular o caminho de fluxo do derretimento, limitando o erro de tempo de enchimento a ± 5% para evitar a deformação de resistência inferior ou solda.
2.Seleção de material:O aço do dado requer um equilíbrio de dureza e resistência ao calor.Por exemplo, o aço P20 é usado para plásticos comuns e o aço H13 é usado para materiais de alta temperatura (por exemplo, espidade).O JS usa a tecnologia de tratamento de nitrogênio da superfície para aumentar a vida útil do dado para mais de 1 milhão de ciclos, reduzindo os custos de produção de longo prazo para os clientes.
3.Usinagem de precisão:Máquina CNC de 5 eixosFerramentas combinadas com EDM e atende aos requisitos rígidos de moldagem de plástico de grau médico, como invólucros de instrumentos cirúrgicos.
JS Company Molding Design Technology Advantage
1.Design inteligente:Uma plataforma de design de molde integrada algoritmicamente da AI gera automaticamente a localização da posição mais gate e o layout de refrigeração, reduzindo o tempo de desenvolvimento 40%.
2.Adaptação de vários materiais:Soluções de molde diferenciais que suportam materiais termoplásticos (por exemplo, ABS, PC) e elastômeros (por exemplo, TPU, silicone).O design das molduras de silicone de JS adota o design da estrutura resistente às lágrimas e a taxa de remoção bem -sucedida de até 99%.
3.Manufatura sustentável:O design modular do molde permite a substituição rápida do molde e a reciclagem de materiais, reduz a geração de resíduos em 30% e está alinhada com as tendências ambientais globais.
Como alcançar um equilíbrio entre a vida útil e o custo dos moldes de injeção?
1.Fase de design
- Design modular: quebrando o dado em componentes padrão (como mangas de sprue e pinos de ejetor) ecomponentes personalizadosReduz os tempos de liderança de desenvolvimento em 30%.
- CASO: Projeto modular de um molde do conector do carro, taxa de reutilização de 70%, mais de 800.000 vezes a vida útil do serviço, redução de 25% no custo unitário.
- Otimização da simulação do CAE: modelagem Fluxo de fusão com software de análise de fluxo de matriz, prevendo áreas de concentração de tensão, otimizando a estrutura.
- Efeito: A taxa de reparo dos moldes JS devido a defeitos de projeto é de apenas 5%, em comparação com a média de 15%.
2. Seleção de material
- Estratégia de classificação de materiais
| Cena | Tipo de material | Lifespan (10.000 ciclos) | Proporção de custo |
| Componentes de precisão automotiva | Aço H13 importado | 80-120 | Alto (30%-40%) |
| Shell diário | Aço de ferramenta pré -endurecido | 30-50 | Médio (20%-30%) |
| Componentes médicos de silicone | Aço de liga específica de silicone | 50-80 | Alto (35%-45%) |
- Acabamento superficialTecnologia: o revestimento de PVD/estanho ou revestimento a laser é usado para melhorar a resistência à abrasão e evitar o excesso de investimento em aço de alto preço.
3.Atualização de fabricação e tecnologia enxuta
- Construção inteligente do sistema de usinagem: Usando cinco eixos Machine-ferramenta CNC e sistema de medição on-line em tempo real, a frequência de correção do molde é controlada para menos de 5%.
- Avanço de eficiência do processo: Através da otimização de parâmetros do processo e controle de ligação do equipamento, o ciclo de processamento de modo único foi reduzido em 20%, enquanto a taxa de defeito ultra baixa foi alcançada.
- Inovação do sistema de canal de fluxo de calor: Usando o canal de fluxo de calor de várias cavernas para equilibrar a tecnologia de alimentação, reduzir a cabeça do material frio produzido pelo portão em 70%e estender o ciclo de desgaste das partes importantes dos moldes em 30%.
4. Solução de monitoramento inteligente e otimização de custos
- A rede de sensores monitora os dados de temperatura e pressão do molde em tempo real, usando algoritmos de inteligência artificial para prever o ciclo de desgaste dos principais componentes para manutenção preventiva.
- Exemplos de aplicação mostram que a manutenção preditiva pode reduzir o tempo de inatividade não planejado demolde de aparelho domésticoem 60% e prolongar sua vida útil em 20%.
- Modelo de custo do ciclo de vida inteiro: avaliação abrangente de P&D, perdas de produção, manutenção de operação etc., para evitar se desviar de uma única decisão inicial de investimento.
- Comparação:
| Esquema | Custo inicial | Lifespan (10.000 ciclos) | Custo único |
| Molde padrão |
US $ 5.000
|
20 | $ 0,25 |
| Plano de otimização JS | US $ 8.000 | 50 | $ 0,16 |
5. Tabela de resumo da estratégia de equilíbrio
| Elementos centrais | Medidas de equilíbrio | Efeito típico |
| Otimização do projeto | Design modular, simulação CAE. | Reduza o ciclo de desenvolvimento em 30% e a manutenção em 10%. |
| Seleção de material | Seleção de material graduada+tratamento de superfície. | Aumentar a vida útil 2-3 vezes, reduz os custos de longo prazo em 15 a 20%. |
| Processo de fabricação | Usinagem de alta velocidade+tecnologia de corredor quente. | A eficiência do processo aumentou 20% e a taxa de produção excedeu 98%. |
| Manutenção | Monitoramento+manutenção preventiva | Reduza o tempo de inatividade em 60% e estenda a vida útil do serviço em mais de 20%. |
Caso de prática da empresa JS:
- Dado do painel de carros: Feito com o sistema de aço e corredor quente H13, ele tem uma vida útil de 800.000 ciclos e custo de manutenção anual inferior a US $ 2.000.
- Molfo da concha eletrônica de consumo: aço pré-endurecido+design modular com 300.000 vezes a vida útil do serviço e não mais que 15 minutos de tempo de mudança de molde.
- Molde de silicone médico: aço de liga especial + revestimento corrosionResistente com uma vida útil de 500.000 vezes e uma taxa de falha inferior a 0,01%.
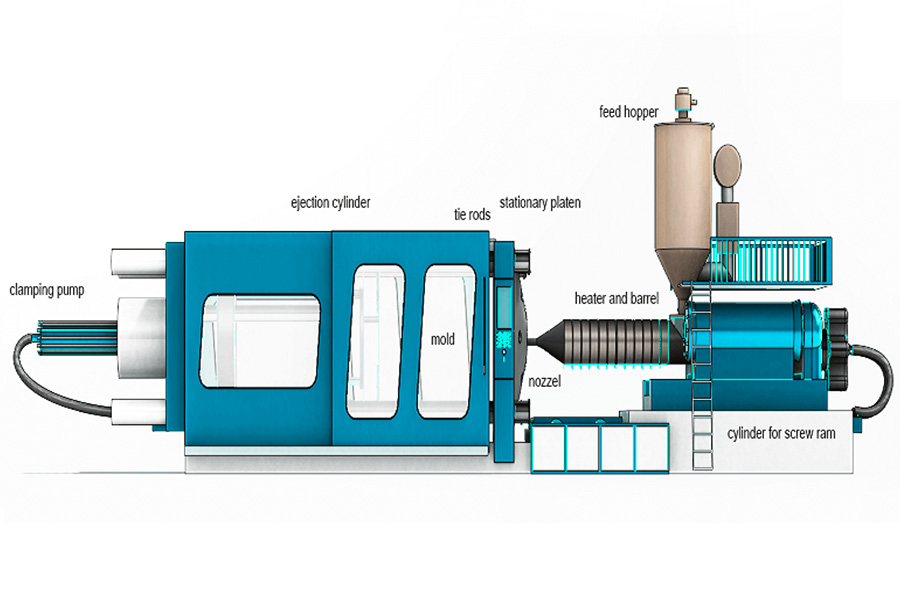
Como os componentes principais de uma máquina de moldagem por injeção trabalham juntos em termos de suas respectivas funções?
Divisão de funções entre os principais componentes
1.Unidade de injeção
Função: Aqueça e derreta partículas de plástico sólido e injetar cavidade do molde sob alta pressão (50-200MPa).
Tecnologias -chave:
- Acionamento de parafuso: plastificado e medido por rotação e propulsão do parafuso (por exemplo, sistema de acionamento de servo de servo da JS, precisão da injeção ± 0,5%).
- Controle de temperatura: As bobinas de aquecimento segmentadas garantem a temperatura uniforme do derretimento (por exemplo, o material de nylon requer temperatura constante de 260-280 ° C).
- Indicadores de desempenho: velocidade de injeção de até 80 mm/s, adequada para embalagens de paredes finas, peças automáticas de paredes grossas e outros requisitos.
2.Sistema de fechamento de moldes
Função: fornecer força de bloqueio suficiente (como o modelo JS de até 1200 toneladas) para prevenirMoldes de injeçãode rachaduras sob pressão e ação completa de abertura e fechamento dos moldes de injeção.
Tecnologias -chave:
- Acionamento hidráulico: ajuste a pressão do óleo através da válvula proporcional para obter controle preciso da força de travamento (erro inferior a 5%).
- Mecanismo de ajuste do molde: a espessura do molde pode ser ajustada automaticamente de acordo com diferentes especificações de produção (por exemplo, sistema de ajuste de molde elétrico JS, precisão do ajuste do molde ± 0,01 mm).
- Indicadores de desempenho: suporta vários tamanhos de molde (mínimo 50 × 50mm, máximo de 1500 × 1500 mm).
3.Sistema de controle
Função: Coordenar o tempo e a sequência de moldagem por injeção, compressão, resfriamento, abertura do molde etc. para garantir a estabilidade dos parâmetros do processo.
Tecnologias -chave:
- Programação do PLC: suporta a personalização dos processos de produção (por exemplo, moldagem por injeção de vários estágios, abertura do molde atrasado).
- Coleta de dados: Monitoramento em tempo real de parâmetros como pressão, temperatura e localização (frequência de amostragem do sistema até 1000Hz no sistema JS).
- Indicadores de desempenho: O tempo de circulação pode ser reduzido para 1,5 segundos (modelo de alta velocidade) com um rendimento ≥98%.
Colaboração dos três componentes principais
1.Estágio de fechamento do molde
- O sistema de fechamento de moldes desliga a matriz e o cilindro hidráulico exerce força de bloqueio (200 toneladas de força de bloqueio é necessária, por exemplo, para o molde da caixa do telefone celular).
- O sistema de controle detecta o estado de fechamento do dado e desencadeia osinal de injeção.
2.Estágio de injeção
- O parafuso da unidade de injeção é empurrado para a frente e o plástico fundido é injetado no molde (por exemplo, preforma de 120mpa) a uma pressão definida.
- O sistema de controle ajusta a velocidade do parafuso (aceleração segmentada) e o tempo de retenção (por exemplo, 10 segundos para peças do carro).
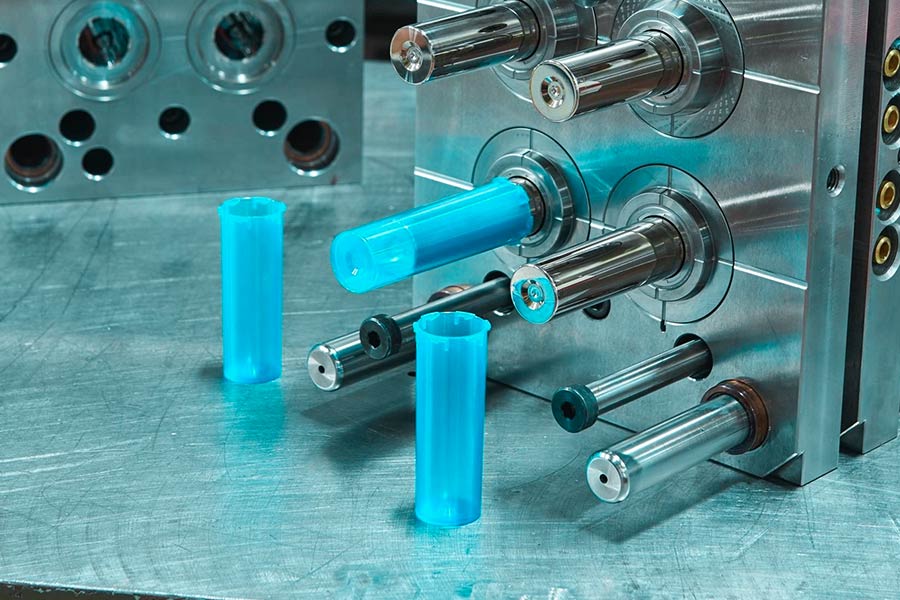
3.Refrigeração e abertura do molde
- O circuito de água de resfriamento carrega calor através do molde e o sistema de controle monitora a temperatura do molde (por exemplo, ± 1 ℃ flutuação).
- Quando o tempo de resfriamento predefinido é atingido, o sistema de fechamento de moldes é aberto e o mecanismo de ejeção empurra o produto acabado.

Como o banco de dados de materiais JS pode ajudar os clientes a reduzir o ciclo de seleção de materiais?
1.Triagem e correspondência inteligentes
- Consulta parametrizada: suporta filtração rápida por tipo de material (por exemplo, ABS, PA66, silicone líquido), propriedades mecânicas, processo de processamento (temperatura da injeção, adaptabilidade de aço de molde), etc.
- Combinação de casos: com base nos dados do histórico do projeto, as soluções de materiais bem -sucedidas são diretamente recomendadas para situações semelhantes.
2.Comparação de visualização de desempenho
- Matriz de comparação de material: parâmetros detalhados, como taxa de encolhimento, temperatura de deformação térmica e resistência ao impacto de 50+Materiais plásticos, Mais de 20 materiais de sílica e compósito são comparados por gráfico.
- Feedback da simulação em tempo real: vinculado ao software de análise de fluxo de molde para prever o comportamento do fluxo do material e a eficiência de resfriamento em um determinado dado.
3.Certificação e conformidade do setor
- Rotulagem padronizada: indica se o material está em conformidade com os requisitos de FDA, ROHS, UL e outros requisitos de certificação (como a certificação de biocompatibilidade para silicone de nível médico), reduzindo o tempo de auto-verificação do cliente.
- Área de exposição de materiais ecológicos: Materiais verdes concentrados de exibição, como plásticos biodegradáveis (PLA) e PET reciclado para apoiar as necessidades de desenvolvimento sustentável.
4.Vantagens do banco de dados de materiais JS
| Dimensão | Pontos problemáticos de seleção de material tradicional | Solução do banco de dados JS |
| Eficiência | A recuperação de dados manuais leva de 3 a 5 dias. | Triagem inicial de materiais concluídos em 10 minutos. |
| Precisão | Confiança no julgamento da experiência, propenso a erros. | Validação dupla de dados e simulações com taxa de erro inferior a 5%. |
| Custo | Alto custo de tentativa e erro (resíduos de material+modificação de molde). | O teste virtual reduz os custos de experimentos físicos em 80%. |
| Conformidade | Os padrões de verificação estão sujeitos a verificação caso a caso. | Rotulagem direta dos rótulos de conformidade para evitar riscos legais. |
Resumo
A moldagem por injeção realiza transformação eficiente de partículas plásticas em componentes complexos, e seu valor técnico é refletido não apenas na exploração final das propriedades do material, mas também na fusão profunda deDesign de moldageme injeção-processos de moldagem.
Através do controle inteligente de parâmetros, desenvolvimento modular de moldes e processo de produção digital, a moldagem por injeção não apenas reduz o custo, mas também concede o produto com maior precisão e confiabilidade. No futuro, com a melhoria da otimização e nível de automação do algoritmo, a tecnologia de moldagem por injeção continuará ultrapassando os limites e se tornará uma força -chave que impulsiona a inovação de produtos e a atualização industrial.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.cncprotolabs.com
Perguntas frequentes
1. Como importante é o design do molde?
O design do molde influencia diretamente a forma, a precisão da dimensão e a qualidade da superfície do produto.Um bom design pode reduzir o encolhimento e a deformação e melhorar a eficiência da produção.
2.Como escolher o material plástico certo?
Materiais como ABS (duráveis) e silicone (macio) para anel de vedação são selecionados de acordo com o uso do produto.O desempenho do material determina a temperatura do processamento e o desempenho do produto acabado.
3.Como as máquinas de moldagem por injeção funcionam?
A máquina de moldagem por injeção derrete partículas de plástico aquecendo -as e depois as injeta no molde em alta pressão.Depois de resfriado, abra o molde e remova o produto acabado.Seus componentes principais incluem unidade de injeção, sistema de fixação de molde e sistema de controle.
4.Como reduzir a poluição durante o processo de moldagem por injeção?
A moldagem por injeção plástica pode ser efetivamente reduzida pela adoção de plásticos reciclados (por exemplo, materiais de PCR), otimizando parâmetros de processo, reduzindo o desperdício, instalando dispositivos de filtragem de gases de escape, adotando sistemas de fluxo de calor e reduzindo as perdas de matérias -primas.
Recursos

