

射出成形、現代の産業における成形の意味の典型的な代表として。これは、高圧下でポリマー溶融材料を精密型に注入し、冷却および固化して複雑な成分を形成する大量生産プロセスです。そのコアは、温度、圧力、充填速度、その他のパラメーターの正確な制御を通じて、寸法精度と表面質量、さらにはミクロンスケールを達成するために、成形注入の熱力学的メカニズムをメカニック特性と組み合わせることです。
グローバルな製造業の高効率と知性への変革により、成形技術は従来のフレームワークを通じて分かれており、そのような包括的なイノベーションに発展しました。3D印刷プリフォームと生分解性材料。このペーパーでは、射出成形、カビの設計、射出成形機の役割のワークフローを分析して、業界の業界の技術的アップグレードの理論的参照と実用的なインスピレーションを提供します。
射出成形の背後にある科学は何ですか?
射出成形の科学的本質は、溶融ポリマー材料がカビの空洞に正確に注入され、熱力学、液体力学、材料科学の相乗効果による凝固です。成形噴射プロセスの科学的制御は、射出成形プロセスのコアパラメーターの動的な調整に依存します。
1。熱力学ドライブ
その間噴射プロセス、プラスチック粒子はネジで切断され、ヒーターで溶けて粘性弾性液を形成し、その粘度が温度とともに指数関数的に変化します。科学的制御の鍵は、カビの温度(通常は20〜150°Cで制御される)と溶融冷却速度のバランスをとることです。迅速な冷却はサイクルを短くすることができますが、ゆがみの変形を簡単に引き起こしますが、ゆっくりした冷却は結晶化度を高めることができますが、生産効率を低下させます。
2。流体力学が支配的です
溶融空洞内の溶融物質の流れは、非ニュートン流体特性の特性に従い、圧力勾配は流速の平方に比例します。科学的制御では、溶融せん断速度をネジ速度(通常は100〜500rpm)によって調節する必要があります。
同時に、ゲートは材料の流動性に一致するように設計されています(例:PPの溶融流インデックスMFI = 20-30g/10分)、メルトの前面が層流モードで均等に満たされていることを確認して、溶融ラインの強度の低下を防ぎます。
3。建築材料科学能力
射出成形の最終的な特性は、材料の微細構造の進化に依存します。たとえば、ABS樹脂は、衝撃強度と保持時間の間に正の相関を持つ、圧力保持位相(圧力80-120 MPa)中に分子鎖の絡み合いと再結合を受けます。金型センサーによる溶融温度差とリアルタイムの圧力変動を監視することにより、プロセスパラメーターを最適化し、車のバンパー部品の許容範囲を±0.1mmに制御できます。
4。インテリジェントコントロール
モダンな噴射技術デジタルツインと機械学習を組み合わせて、射出成形パラメーターの最適化モデルをセットアップすることにより、射出成形パラメーターの自動反復を実現します。
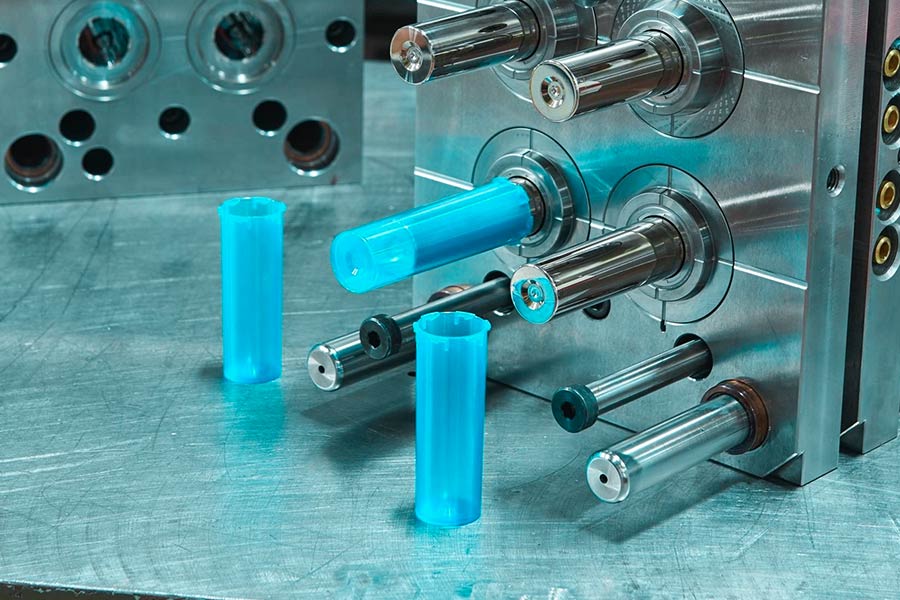
射出成形は徐々にどのように行われますか?
射出成形は、近代的な製造業の中心的な技術の1つです。プラスチック製の成形とシリコーン成形で広く使用されています。その進歩的な実装の重要な手順は次のとおりです。
1。デザインとドキュメンテーション
顧客は、STL、PDFなどでCAD図面を提出する必要があります。JSチームは、製品構造の実現可能性を評価し、最適化の提案を行うために、特殊なソフトウェアを通じてシミュレーション分析を実施します。このフェーズは、その後の変更のコストを30%削減できます。
2。精密金型製造
- 材料の選択:輸入された高品質の鋼(H13、S136など)を採用し、100万サイクル以上の成形寿命を採用しています。
- 構造設計:プラスチック成形の特性とシリコンモールディング、ホットおよびコールドフローシステムがそれぞれ採用されています。
- 高速配信:JSの標準化されたプロセスは、金型の製造サイクルを2〜4週間に短縮し、小さなバッチのカスタマイズをサポートします。
3。材料の選択と前処理
- プラスチックモールディング:ABS、PC、PA、TPUなどの50を超えるプラスチックをサポートし、材料の特性に従って乾燥と着色を必要とします(たとえば、PET、120°Cで4時間)。
- シリコンモールディング:医療グレードまたは食品グレードの液体シリコン(LSR)を使用して、泡を避けるためにPremixを真空で調整する必要があります。
- JSの自動給餌システムは、材料比を正確に制御し、ヒューマンエラーを減らすことができます。
4。射出成形プロセスのパラメーター制御
温度管理:inoction成形機ノズル温度は+20°Cの材料融点に設定され、カビの温度(±1°Cの変動)は、循環水路またはオイルサーモスタットを介して正確に制御されます。
圧力規制:
- プラスチック成形:注射圧力は一般に50〜150MPaであり、収縮を防ぐために保持段階で維持されます。
- シリコンモールディング:使用低圧射出成形(10-30MPA)シリコンの流動性に適応し、断熱時間を延長し、均一な詰め物を確保します。
5。治療後および品質検査
- 分解技術:手動介入を減らすために、エジェクターピン、空気圧分解またはロボットアームによる自動分解。
- 表面最適化:研磨(RA≤0.02μm)、スプレー、メッキなどの付加価値サービスを提供します。たとえば、車のインテリア用のJSのマットテクスチャテクノロジーは、光沢を最大80%削減できます。
- 品質検査基準:主要な寸法許容範囲は、CMMおよびX線検査を使用して±0.005mm以内に制御されます。
カビのデザインとは何ですか?
モールディングデザインは、プラスチックモールディングの基礎ですs。その本質は、生成できる金型システムを確立することですプラスチック部品の成形精密エンジニアリングと材料科学を通じて効率的かつ安定して。プラスチックモールディングの分野では、金型設計の品質により、製品のサイズの精度、表面の品質、生産コストが直接決定されます。 JS Companyは、深い経験を持ってテクノロジーを次のレベルに引き上げましたmオールディングdesign。
金型デザインのコア要素
1。構造設計:ダイキャビティ、フローチャネル、および冷却システムのモデリングと最適化は、モデリングプラスチックの流動性と収縮率に応じて必要です。たとえば、JSは金型フロー分析ソフトウェアを使用して溶融物のフローパスをシミュレートし、充填時間誤差を±5%に制限して、停止または溶接の歪みの変形を避けます。
2。材料の選択:ダイスチールには、硬度と耐熱性のバランスが必要です。たとえば、P20スチールは一般的なプラスチックに使用され、H13鋼は高温材料に使用されます(例:Peek)。JSは、表面の窒素治療技術を使用して、DIEのサービス寿命を100万サイクル以上に増やし、顧客の長期生産コストを削減します。
3。精密機械加工:5軸CNCマシンツールはEDMと組み合わせて、手術器具ケースなどの医療グレードのプラスチック成形の厳しい要件を満たしています。
JS Companyのモールディングデザインテクノロジーの利点
1。インテリジェントデザイン:AIアルゴリズム的に統合された金型デザインプラットフォームは、開発時間40%を短縮するために、最もゲート位置の位置と冷却レイアウトを自動的に生成します。
2。マルチマテリアルの適応:熱可塑性材料(ABS、PCなど)およびエラストマー(TPU、シリコンなど)をサポートする差動型溶液。JSのシリコンモールディングの設計は、涙抵抗性構造設計を採用し、最大99%の除去率が成功します。
3。持続可能な製造:モジュラーカビの設計により、迅速な金型の交換と材料のリサイクルが可能になり、廃棄物の生成が30%減少し、地球環境の傾向に沿っています。
寿命と射出型のコストのバランスをとる方法は?
1。設計フェーズ
- モジュラー設計:ダイを標準コンポーネント(スプルースリーブやエジェクターピンなど)に分解し、カスタマイズされたコンポーネント開発リードタイムを30%削減します。
- ケース:車コネクタカビのモジュラー設計、70%の再利用率、サービス寿命80万倍以上、25%の単位コストの削減。
- CAEシミュレーションの最適化:ダイフロー分析ソフトウェアを使用した溶融フローのモデリング、ストレス集中領域の予測、構造の最適化。
- 効果:設計上の欠陥によるJS金型の修復率は、業界の平均15%と比較して5%のみです。
2。材料の選択
- 材料のグレーディング戦略
| シーン | 材料タイプ | 寿命(10,000サイクル) | コストの割合 |
| 自動車精度コンポーネント | 輸入されたH13スチール | 80-120 | 高(30%〜40%) |
| 毎日のシェル | 事前に硬化したツールスチール | 30-50 | 中程度(20%〜30%) |
| 医療シリコン成分 | シリコン特異的合金鋼 | 50-80 | 高(35%-45%) |
- 表面仕上げ技術:PVD/TINコーティングまたはレーザークラッディングは、耐摩耗性を改善し、高価な鋼への過剰投資を避けるために使用されます。
3。リーン製造と技術的アップグレード
- インテリジェントな機械加工システム構造:5つの軸リンケージCNC機械工具とリアルタイムのオンライン測定システムを使用して、成形補正周波数は5%未満に制御されます。
- プロセス効率のブレークスルー:プロセスパラメーターの最適化と機器のリンケージ制御により、シングルモード処理サイクルは20%短縮されましたが、0.3%未満の超低欠陥率が達成されました。
- ヒートフローチャネルシステムの革新:マルチキャビティヒートフローチャネルを使用して給餌技術のバランスをとり、ゲートによって生成された冷たい材料ヘッドを70%減らし、金型の主要部分の摩耗サイクルを30%延長します。
4。 スマート監視とコスト最適化ソリューション
- センサーネットワークは、人工知能アルゴリズムを使用して、予防保守のための主要なコンポーネントの摩耗サイクルを予測するため、カビの温度と圧力データをリアルタイムで監視します。
- アプリケーションの例は、予測的なメンテナンスが予定外のダウンタイムを減らすことができることを示しています家電製品の金型60%、サービス寿命を20%延長します。
- ライフサイクルコストモデル:単一の初期投資決定からの逸脱を避けるために、R&D、生産損失、運用メンテナンスなどの包括的な評価。
- 比較:
| スキーム | 初期コスト | 寿命(10,000サイクル) | 一度の費用 |
| 標準型 |
5,000ドル
|
20 | 0.25ドル |
| JS最適化計画 | 8,000ドル | 50 | 0.16ドル |
5。バランス戦略の概要表
| コア要素 | バランス測定 | 典型的な効果 |
| 設計最適化 | モジュラー設計、CAEシミュレーション。 | 開発サイクルを30%、メンテナンスを10%削減します。 |
| 材料の選択 | 段階的な材料選択+表面処理。 | 寿命を2〜3倍増やし、長期コストを15〜20%削減します。 |
| 製造プロセス | 高速機械加工+ホットランナーテクノロジー。 | プロセスの効率は20%増加し、利回り率は98%を超えました。 |
| メンテナンス | 監視+予防保守 | ダウンタイムを60%削減し、サービス寿命を20%以上延長します。 |
JS会社の練習ケース:
- 車のダッシュボードは死ぬ:H13スチールとホットランナーシステムで作られており、80万サイクルのサービス寿命と2,000ドル未満の年間メンテナンスコストがあります。
- Consumer Electronicsシェル金型:300,000倍のサービス寿命と15分以内の金型変更時間を備えた事前に硬化したスチール+モジュラー設計。
- 医療シリコン金型:500,000倍のサービス寿命と0.01%未満の故障率を伴う特別な合金鋼 +腐食耐性コーティング。
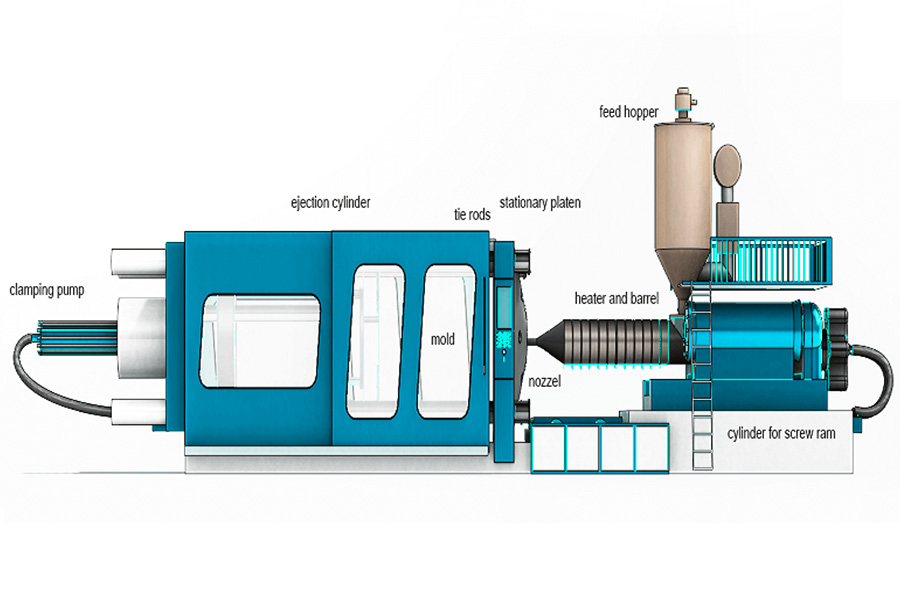
射出成形機のコアコンポーネントは、それぞれの機能の観点からどのように連携しますか?
コアコンポーネント間の機能の分割
1。注入ユニット
機能:固体プラスチック粒子を熱および溶かし、高圧(50-200MPA)でカビの空洞を注入します。
重要なテクノロジー:
- ネジ駆動:プラスチック化され、ねじの回転と推進力によって測定されます(たとえば、JSのサーボモータードライブシステム、注入精度±0.5%)。
- 温度制御:セグメント化された加熱コイルにより、均一な溶融温度が保証されます(たとえば、ナイロン材料には260〜280°Cの一定温度が必要です)。
- パフォーマンス指標:薄壁のパッケージ、厚壁の自動部品、その他の要件に適した最大80mm/sの噴射速度。
2。カビ閉鎖システム
機能:防止するために十分なロック力(1200トンまでのJSモデルなど)を提供する射出型圧力下で割れて、射出型の完全な開閉作用と閉鎖作用から。
重要なテクノロジー:
- 油圧ドライブ:比例バルブからオイル圧力を調整して、正確なロック力制御を実現します(5%未満)。
- カビの調整メカニズム:カビの厚さは、さまざまな生産仕様(たとえば、JS電動型調整システム、カビ調整精度±0.01mmなど)に従って自動的に調整できます。
- パフォーマンスインジケーター:複数の金型サイズ(最低50×50mm、最大1500×1500mm)をサポートします。
3。制御システム
機能:射出成形、圧縮、冷却、カビの開口部などのタイミングとシーケンスを調整して、プロセスパラメーターの安定性を確保します。
重要なテクノロジー:
- PLCプログラミング:生産プロセスのカスタマイズをサポートしています(たとえば、多段階の射出成形、遅延型の開口)。
- データ収集:圧力、温度、位置などのパラメーターのリアルタイムモニタリング(JSシステムでは最大1000Hzまでのシステムサンプリング周波数)。
- パフォーマンスインジケーター:循環時間を1.5秒(高速モデル)に短縮することができ、収量≥98%です。
3つの主要なコンポーネントのコラボレーション
1。金型閉じた段階
- カビの閉鎖システムはダイをシャットダウンし、油圧シリンダーがロック力を発揮します(たとえば、携帯電話のケースの金型には200トンのロック力が必要です)。
- 制御システムは、ダイの閉鎖状態を検出し、注入信号。
2。注入段階
- 噴射ユニットのネジを前に押し、溶融プラスチックを型に注入します(たとえば、PETは120MPaをpreforms 120mpa)。
- 制御システムは、ネジ速度(セグメント化された加速度)と保持時間(たとえば、車の部品の10秒)を調整します。
3。冷却とカビの開口部
- 冷却水路は金型を介して熱を運び、制御システムはカビの温度を監視します(例:±1℃変動)。
- 事前にセットの冷却時間に到達すると、金型の閉鎖システムが開き、排出機構が完成品を押し出します。

JSマテリアルデータベースは、顧客が材料選択サイクルを短縮するのにどのように役立ちますか?
1。インテリジェントなスクリーニングとマッチング
- パラメーター化されたクエリ:材料タイプ(例:ABS、PA66、液体シリコン)、機械的特性、処理プロセス(噴射温度、カビ鋼の適応性)などによる迅速なろ過をサポートします。
- ケースマッチング:プロジェクト履歴データに基づいて、同様の状況には成功した材料ソリューションが直接推奨されます。
2。パフォーマンスの視覚化の比較
- 材料比較マトリックス:収縮速度、熱変形温度、50+の衝撃強度などの詳細なパラメータープラスチック材料、20以上のシリカと複合材料は、グラフによって比較されます。
- リアルタイムシミュレーションフィードバック:カビの流れ分析ソフトウェアにリンクして、特定のDIEの材料の流れの動作と冷却効率を予測します。
3。業界の認定とコンプライアンス
- 標準化されたラベル:材料がFDA、ROH、UL、およびその他の認証要件(医療グレードシリコンの生体適合性認証など)に準拠しているかどうかを示し、顧客の自己検証時間を短縮します。
- 環境にやさしい材料展示エリア:持続可能な開発のニーズをサポートするために、生分解性プラスチック(PLA)やリサイクルペットなどの濃縮ディスプレイ緑の素材。
4。JS材料データベースの利点
| 寸法 | 伝統的な材料選択の問題点 | JSデータベースソリューション |
| 効率 | 手動データの取得には3〜5日かかります。 | 10分で完了した材料の初期スクリーニング。 |
| 正確さ | 経験の判断に依存し、エラーが発生しやすい。 | 5%未満のエラー率を備えたデータとシミュレーションの二重検証。 |
| 料金 | 試行錯誤の高コスト(材料廃棄物+カビの変更)。 | 仮想テストにより、物理実験コストが80%削減されます。 |
| コンプライアンス | 検証基準は、ケースバイケースで検証の対象となります。 | 法的リスクを回避するためのコンプライアンスラベルの直接ラベル付け。 |
まとめ
射出成形は、プラスチック粒子の複雑な成分への効率的な変換を実現し、その技術的価値は、材料特性の究極の探索だけでなく、深い融合にも反映されています。モールディングデザインおよび注射 - 成形プロセス。
インテリジェントなパラメーター制御、モジュール型のカビ開発、デジタル生産プロセスを通じて、射出成形はコストを削減するだけでなく、より高い精度と信頼性を製品に与えます。将来、アルゴリズムの最適化と自動化レベルの改善により、射出成形技術は引き続き境界を押し広げ、製品の革新と産業のアップグレードを推進する重要な力になります。

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。www.cncprotolabs.com
FAQ
1.金型デザインはどのくらい重要ですか?
カビの設計は、製品の形状、寸法の精度、表面の品質に直接影響します。優れた設計は、収縮と変形を減らし、生産効率を改善することができます。
2.適切なプラスチック材料を選択する方法は?
ABS(耐久性)やシリコン(ソフト)などの材料は、製品の使用に従って選択されます。材料性能により、処理温度と最終製品のパフォーマンスが決まります。
3.射出成形機はどのように機能しますか?
射出成形機は、それらを加熱することによりプラスチック粒子を溶かし、高圧でカビに注入します。冷却したら、金型を開き、完成品を取り外します。そのコアコンポーネントには、注入ユニット、カビのクランプシステム、制御システムが含まれます。
4.射出成形プロセス中に汚染を減らす方法は?
プラスチックの射出成形は、リサイクルされたプラスチック(PCR材料など)を採用し、プロセスパラメーターの最適化、廃棄物の削減、排気ガスろ過装置の設置、熱流システムの採用、原材料の損失の削減により、効果的に削減できます。
リソース

