

Stampaggio a iniezione, come tipico rappresentante del significato dello stampaggio nell'industria moderna. È un processo di produzione di massa in cui i materiali fusi polimerici vengono iniettati nello stampo di precisione ad alta pressione e raffreddati e solidificati per formare componenti complessi. Il suo nucleo è quello di combinare il meccanismo termodinamico dell'iniezione di stampaggio con le proprietà della meccanica per ottenere l'accuratezza della dimensione e la massa superficiale di millimetro e persino la scala dei micron attraverso un controllo preciso di temperatura, pressione, velocità di riempimento e altri parametri.
Con la trasformazione della produzione globale in alta efficienza e intelligenza, la tecnologia di modanatura si è sfogliata attraverso il quadro tradizionale e si è sviluppata in innovazioni complete comeStampa 3DPreforme e materiali biodegradabili. Questo documento analizzerà il flusso di lavoro dello stampaggio a iniezione, del design dello stampo e del ruolo delle macchine per lo stampaggio a iniezione per fornire riferimento teorico e ispirazione pratica per il potenziamento tecnologico del settore del settore.
Qual è la scienza dietro lo stampaggio a iniezione?
L'essenza scientifica dello stampaggio a iniezione è l'iniezione precisa di materiali polimerici fusi nella cavità della muffa e la loro solidificazione attraverso la sinergia di termodinamica, meccanica dei fluidi e scienza dei materiali.Il controllo scientifico del processo di iniezione di stampaggio dipende dalla regolazione dinamica dei parametri core del processo di stampaggio dell'iniezione.
1.Termodinamica Drive
DuranteProcesso di iniezione, Le particelle di plastica vengono tagliate da viti e quindi fusi dai riscaldatori per formare un fluido viscoelastico la cui viscosità varia esponenzialmente con la temperatura.La chiave per il controllo scientifico sta bilanciando la temperatura dello stampo (di solito controllata a 20-150 ° C) con velocità di raffreddamento a fusione.Il raffreddamento rapido può accorciare il ciclo ma causare facilmente deformazioni di deformazione, mentre il raffreddamento lento può aumentare la cristallinità ma ridurre l'efficienza della produzione.
2.L'idrodinamica domina
Il flusso di materiale fuso nella cavità fusa segue le caratteristiche delle caratteristiche del fluido non newtoniano e il gradiente di pressione è proporzionale al quadrato della velocità del flusso.Il controllo scientifico richiede che la velocità di taglio del fusione sia regolata dalla velocità della vite (di solito 100-500 giri / min) per impedire la rottura del materiale rinforzato in fibra a causa dell'eccessivo taglio.
Allo stesso tempo, il gate è progettato per abbinare la fluidità del materiale (ad esempio l'indice di flusso di fusione di PPMFI = 20-30G/10min), assicurando che la parte anteriore del fusione sia riempita uniformemente in modalità di flusso laminare per evitare una diminuzione della forza della linea di fusione.
3.Capacità di scienze dei materiali da costruzione
Le proprietà finali dello stampaggio a iniezione dipendono dall'evoluzione della microstruttura del materiale.Le resine ABS, ad esempio, subiscono entanglement e ricombinazione della catena molecolare durante la fase di ritenzione della pressione (pressione 80-120 MPa), con una correlazione positiva tra intensità di impatto e tempo di ritenzione.Monitorando la differenza di temperatura di fusione e le fluttuazioni della pressione in tempo reale da parte dei sensori dello stampo, i parametri di processo possono essere ottimizzati e la tolleranza delle parti del paraurti di auto può essere controllata a ± 0,1 mm.
4.Controllo intelligente
ModernoTecnologia di iniezioneCombina il gemello digitale con l'apprendimento automatico per ottenere iterazione automatica dei parametri di stampaggio iniezione impostando il modello di ottimizzazione dei parametri di stampaggio iniezione.
Come viene gradualmente eseguita lo stampaggio di iniezione?
Lo stampaggio a iniezione è una delle tecnologie fondamentali della moderna industria manifatturiera. È ampiamente utilizzato nello stampaggio di plastica e nello stampaggio in silicone.I passaggi chiave per la sua implementazione progressiva sono i seguenti:
1.Progettazione e documentazione
I clienti sono tenuti a inviare disegni CAD al passo, STL, PDF, ecc.Il team JS condurrà analisi di simulazione attraverso software specializzato per valutare la fattibilità della struttura del prodotto e dare suggerimenti di ottimizzazione.Questa fase può ridurre il costo delle successive modifiche del 30%.
2.Produzione di stampi di precisione
- Scelta del materiale: adottare acciaio di alta qualità importato (ad es. H13, S136), muffa della vita più di 1 milione di cicli.
- Design strutturale: secondo le caratteristiche dello stampaggio di plastica emodanatura in silicone, i sistemi di flusso caldo e freddo sono adottati rispettivamente.
- Consegna rapida: il processo standardizzato di JS riduce il ciclo di produzione dello stampo da 2 a 4 settimane e supporta la personalizzazione batch di piccole dimensioni.
3.Selezione e pretrattamento dei materiali
- Stampaggio in plastica: supporta più di 50 materie plastiche come ABS, PC, PA, TPU e richiede asciugatura e colorazione in base alle caratteristiche del materiale (ad es. PET, 4 ore a 120 ° C).
- Mormatura al silicone: utilizzando silicone liquido di livello medico o di grado alimentare (LSR), la premisx deve essere regolata nel vuoto per evitare bolle.
- Il sistema di alimentazione automatizzato di JS può controllare accuratamente i rapporti di materiale e ridurre l'errore umano.
4.Controllo dei parametri del processo di stampaggio dell'iniezione
Gestione della temperatura: iLa temperatura dell'ugello della macchina di stampaggio Nieaging è impostata su un punto di fusione del materiale di +20 ° C e la temperatura dello stampo (fluttuazione di ± 1 ° C) è controllata con precisione attraverso un circuito di acqua circolante o un termostato di olio.
Regolazione della pressione:
- Stampaggio in plastica: la pressione di iniezione è generalmente 50-150 MPA, che viene mantenuta durante la fase di mantenimento per prevenire il restringimento.
- Modanatura in silicone: usostampaggio a bassa pressione(10-30MPA) Per adattarsi al flusso del silicone, prolungare il tempo di isolamento, garantire il riempimento uniforme.
5.Ispezione post-trattamento e qualità
- Tecnologia di disassemblaggio: smontaggio automatico da pin di espulsione, smontaggio pneumatico o braccio robotico per ridurre l'intervento manuale.
- Ottimizzazione della superficie: fornisce servizi di valore aggiunto come lucidatura (RA ≤0,02μm), spruzzatura, placcatura, ecc.Ad esempio, la tecnologia di consistenza opaca di JS per gli interni delle auto può ridurre la lucentezza fino all'80%.
- Standard di ispezione della qualità: la tolleranza delle dimensioni chiave è controllata entro ± 0,005 mm usando l'ispezione CMM e a raggi X.
Cos'è il design dello stampo?
Il design dello stampaggio è la pietra angolare dello stampaggio di plasticaS. La sua essenza è stabilire un sistema di stampo in grado di produrreModellatura di parti di plasticaEfficiente e stabilmente attraverso l'ingegneria di precisione e la scienza dei materiali. Nel campo delle modanature in plastica, la qualità del design dello stampo determina direttamente l'accuratezza delle dimensioni, la qualità della superficie e il costo di produzione del prodotto. La società JS ha portato la tecnologia al livello successivo con la sua esperienza profondaMvecchioDeSign.
Elementi core del design dello stampo
1.Design strutturale:La modellazione e l'ottimizzazione della cavità del dado, del canale di flusso e del sistema di raffreddamento sono necessari in base alla fluidità e al tasso di restringimento della modellazione della plastica.Ad esempio, JS utilizza il software di analisi del flusso di stampo per simulare il percorso di flusso del fuso, limitando l'errore del tempo di riempimento a ± 5% per evitare deformazioni di deformazione di resistenza o saldatura.
2.Selezione del materiale:L'acciaio da morire richiede un equilibrio di durezza e resistenza al calore.Ad esempio, l'acciaio P20 viene utilizzato per la plastica comune e l'acciaio H13 viene utilizzato per materiali ad alta temperatura (ad es. Peek).JS utilizza la tecnologia di trattamento dell'azoto superficiale per aumentare la durata del servizio a oltre 1 milione di cicli, riducendo i costi di produzione a lungo termine per i clienti.
3.Macchinatura di precisione:Asse CNC MachineStrumenti combinati con EDM e soddisfano i rigorosi requisiti dello stampaggio di plastica di grado medico, come gli involucri di strumenti chirurgici.
Vantaggio della tecnologia di progettazione dello stampaggio della società JS
1.Design intelligente:Una piattaforma di design dello stampo integrata algoritmicamente integrata genera automaticamente la posizione della posizione del gate e il layout di raffreddamento, accorciando il tempo di sviluppo del 40%.
2.Adattamento multi -materiale:Soluzioni di stampo differenziali che supportano i materiali termoplastici (ad es. ABS, PC) ed elastomeri (ad es. TPU, silicone).Il design delle modanature in silicone di JS adotta il design della struttura resistente alla lacrime e il successo del tasso di rimozione fino al 99%.
3.Produzione sostenibile:Il design modulare dello stampo consente una rapida sostituzione dello stampo e il riciclaggio del materiale, riduce la generazione di rifiuti del 30% ed è in linea con le tendenze ambientali globali.
Come raggiungere un equilibrio tra la durata della vita e il costo degli stampi per iniezione?
1.Fase di progettazione
- Design modulare: abbattere il dado in componenti standard (come maniche a spigico e perni di espulsione) ecomponenti personalizzatiRiduce i tempi di sviluppo dello sviluppo del 30%.
- Caso: Progettazione modulare di uno stampo per connettore automobilistico, tasso di riutilizzo del 70%, oltre 800.000 volte la durata di servizio, riduzione del 25% del costo unitario.
- Ottimizzazione della simulazione CAE: modellazione del flusso di fusione con software di analisi del flusso di daina, previsione delle aree di concentrazione dello stress, struttura di ottimizzazione.
- Effetto: il tasso di riparazione degli stampi JS dovuti a difetti di progettazione è solo del 5%, rispetto alla media del settore del 15%.
2. Selezione del materiale
- Strategia di classificazione dei materiali
| Scena | Tipo di materiale | Durata della vita (10.000 cicli) | Proporzione di costo |
| Componenti di precisione automobilistica | Acciaio H13 importato | 80-120 | Alto (30%-40%) |
| Guscio quotidiano | Acciaio per utensili induriti | 30-50 | Medio (20%-30%) |
| Componenti in silicone medico | Acciaio in lega specifico in silicone | 50-80 | Alto (35%-45%) |
- Finitura superficialeTecnologia: il rivestimento PVD/stagno o il rivestimento laser viene utilizzato per migliorare la resistenza all'abrasione ed evitare l'invalutato in acciaio ad alto prezzo.
3.Produzione snella e aggiornamento tecnologico
- Costruzione del sistema di lavorazione intelligente: utilizzando la macchina utensile CNC a cinque assi e il sistema di misurazione online in tempo reale, la frequenza di correzione dello stampo è controllata a meno del 5%.
- SOLOUGHE EFFICAZIONE DEL PROCESSO: attraverso l'ottimizzazione dei parametri di processo e il controllo del collegamento delle apparecchiature, il ciclo di elaborazione a modalità singola è stato ridotto del 20%, mentre è stato raggiunto il tasso di difetto ultra-basso inferiore allo 0,3%.
- Innovazione del sistema di canali di flusso di calore: utilizzando il canale di flusso di calore multi-cavità per bilanciare la tecnologia di alimentazione, ridurre la testa del materiale freddo prodotto dal cancello del 70%ed estendere il ciclo di usura delle parti chiave degli stampi del 30%.
4. Monitoraggio intelligente e soluzione di ottimizzazione dei costi
- La rete del sensore monitora i dati di temperatura e pressione dello stampo in tempo reale, utilizzando algoritmi di intelligenza artificiale per prevedere il ciclo di usura dei componenti chiave per la manutenzione preventiva.
- Esempi di applicazioni mostrano che la manutenzione predittiva può ridurre i tempi di inattività non pianificati distampo per elettrodomesticidel 60% ed estendere la sua durata di servizio del 20%.
- Modello di costo del ciclo di vita intero: valutazione completa della R&S, perdite di produzione, manutenzione delle operazioni, ecc., Per evitare di deviarsi da un'unica decisione di investimento iniziale.
- Confronto:
| Schema | Costo iniziale | Durata della vita (10.000 cicli) | Costo di una volta |
| Stampo standard |
$ 5.000
|
20 | $ 0,25 |
| Piano di ottimizzazione di JS | $ 8.000 | 50 | $ 0,16 |
5. Tabella di riepilogo della strategia di bilanciamento
| Elementi fondamentali | Misure di equilibrio | Effetto tipico |
| Ottimizzazione del design | Design modulare, simulazione CAE. | Ridurre il ciclo di sviluppo del 30% e la manutenzione del 10%. |
| Selezione del materiale | Selezione del materiale graduale+trattamento superficiale. | Aumentare la durata della vita di 2-3 volte, riduce i costi a lungo termine del 15-20%. |
| Processo di produzione | Macchinatura ad alta velocità+tecnologia Hot Runner. | L'efficienza del processo è aumentata del 20% e il tasso di rendimento ha superato il 98%. |
| Manutenzione | Monitoraggio+manutenzione preventiva | Ridurre i tempi di inattività del 60% ed estendere la durata di servizio di oltre il 20%. |
Caso di pratica aziendale JS:
- Dashboard Car Die: realizzato con H13 Steel e Hot Runner System, ha una durata di 800.000 cicli e un costo di manutenzione annuale inferiore a $ 2.000.
- Stampo per conchiglia per elettronica di consumo: acciaio preimpostato+design modulare con 300.000 volte la vita di servizio e non più di 15 minuti di tempo di cambio della muffa.
- Stampo in silicone medico: acciaio in lega speciale + rivestimento corrosionista con una durata di 500.000 volte e un tasso di fallimento inferiore allo 0,01%.
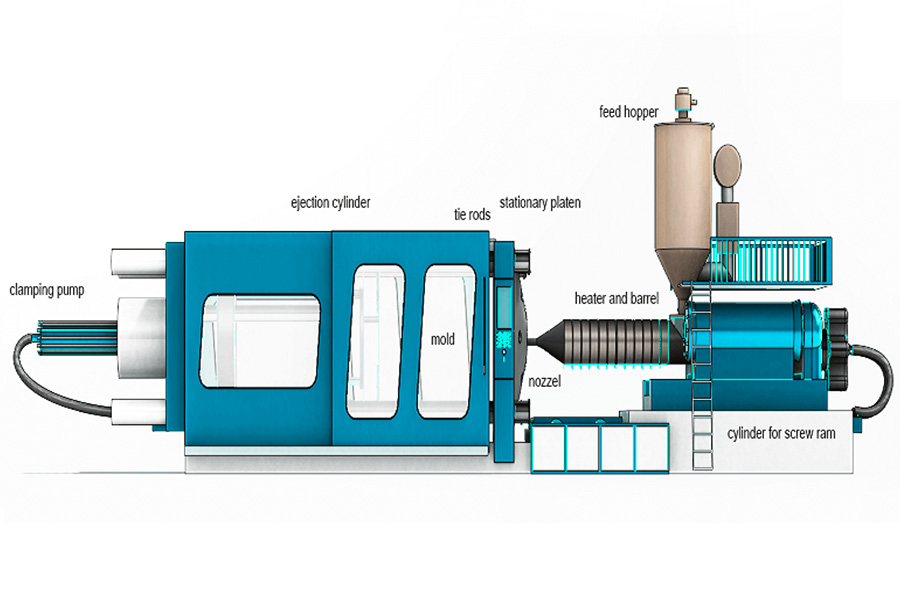
In che modo i componenti principali di una macchina per lo stampaggio ad iniezione lavorano insieme in termini delle rispettive funzioni?
Divisione delle funzioni tra i componenti principali
1.Unità di iniezione
Funzione: riscaldare le particelle di plastica solida e sciogliere e iniettare cavità dello stampo ad alta pressione (50-200MPA).
Tecnologie chiave:
- Azionamento a vite: plastificato e misurato per rotazione e propulsione della vite (ad es. Sistema di trasmissione del servo JS, accuratezza di iniezione ± 0,5%).
- Controllo della temperatura: le bobine di riscaldamento segmentate garantiscono una temperatura di fusione uniforme (ad es. Il materiale di nylon richiede una temperatura costante di 260-280 ° C).
- Indicatori di prestazione: velocità di iniezione fino a 80 mm/s, adatta per imballaggi a parete sottile, parti auto a parete spessa e altri requisiti.
2.Sistema di chiusura della muffa
Funzione: fornire una forza di bloccaggio sufficiente (come il modello JS fino a 1200 tonnellate) per prevenirestampi per iniezioneDalle cracking sotto pressione e completa l'azione di apertura e chiusura degli stampi per iniezione.
Tecnologie chiave:
- Azionamento idraulico: regolare la pressione dell'olio attraverso la valvola proporzionale per ottenere un controllo accurato della forza di bloccaggio (errore inferiore al 5%).
- Meccanismo di regolazione dello stampo: lo spessore dello stampo può essere regolato automaticamente in base alle diverse specifiche di produzione (ad es. Sistema di regolazione dello stampo elettrico JS, accuratezza della regolazione dello stampo ± 0,01 mm).
- Indicatori di prestazione: supportare più dimensioni dello stampo (minimo 50 × 50 mm, massimo 1500 × 1500 mm).
3.Sistema di controllo
Funzione: coordinare i tempi e la sequenza di stampaggio iniezione, compressione, raffreddamento, apertura dello stampo, ecc. Per garantire la stabilità dei parametri di processo.
Tecnologie chiave:
- Programmazione PLC: supporta la personalizzazione dei processi di produzione (ad es. Stampaggio a iniezione a più stadi, apertura ritardata dello stampo).
- Raccolta di dati: monitoraggio in tempo reale di parametri come pressione, temperatura e posizione (frequenza di campionamento del sistema fino a 1000Hz nel sistema JS).
- Indicatori di prestazione: il tempo di circolazione può essere ridotto a 1,5 secondi (modello ad alta velocità) con una resa ≥98%.
Collaborazione dei tre componenti principali
1.Stadio di chiusura della muffa
- Il sistema di chiusura dello stampo chiude la matrice e il cilindro idraulico esercita la forza di bloccaggio (sono necessarie 200 tonnellate di forza di bloccaggio, ad esempio, per lo stampo della custodia del telefono cellulare).
- Il sistema di controllo rileva lo stato di chiusura del dado e innesca ilsegnale di iniezione.
2.Fase di iniezione
- La vite dell'unità di iniezione viene spinta in avanti e la plastica fusa viene iniettata nello stampo (ad es. Preforma PET 120 MPA) a una pressione impostata.
- Il sistema di controllo regola la velocità della vite (accelerazione segmentata) e il tempo di ritenzione (ad es. 10 secondi per le parti dell'auto).
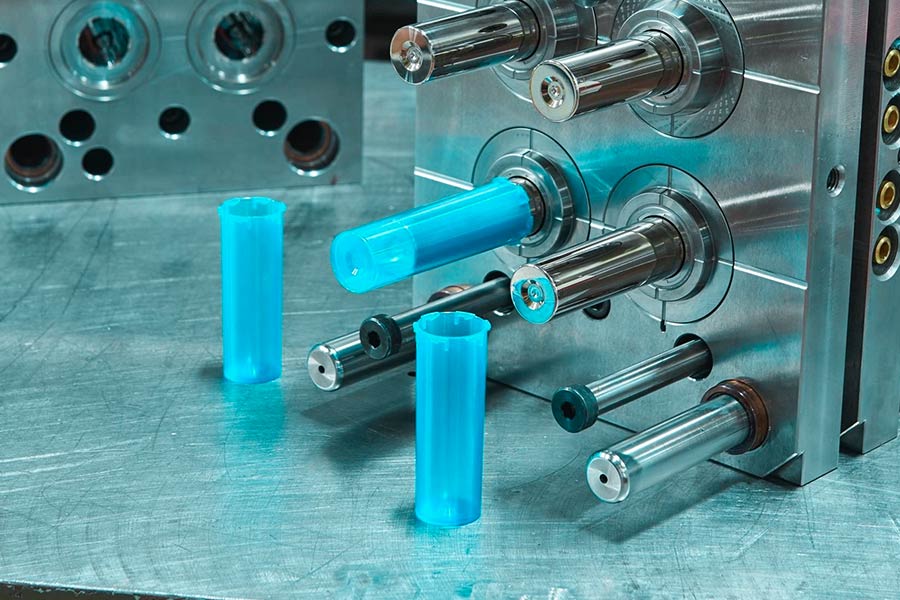
3.Raffreddamento e apertura di muffa
- Il circuito dell'acqua di raffreddamento trasporta calore attraverso lo stampo e il sistema di controllo monitora la temperatura dello stampo (ad esempio ± 1 ℃ fluttuazione).
- Quando viene raggiunto il tempo di raffreddamento pre-set, si apre il sistema di chiusura dello stampo e il meccanismo di espulsione spinge fuori il prodotto finito.

In che modo il database dei materiali JS può aiutare i clienti ad accorciare il ciclo di selezione dei materiali?
1.Screening e abbinamento intelligenti
- Query parametrizzata: supporta la filtrazione rapida per tipo di materiale (ad es. ABS, PA66, silicone liquido), proprietà meccaniche, processo di elaborazione (temperatura di iniezione, adattabilità in acciaio dello stampo), ecc.
- Case corrispondente: in base ai dati sulla cronologia del progetto, sono direttamente raccomandate soluzioni di materiale di successo per situazioni simili.
2.Confronto di visualizzazione delle prestazioni
- Matrix di confronto dei materiali: parametri dettagliati come tasso di restringimento, temperatura di deformazione termica e resistenza di impatto di 50+Materiali plastici, Oltre 20 materiali di silice e composito vengono confrontati per grafico.
- Feedback di simulazione in tempo reale: collegato al software di analisi del flusso di muffe per prevedere il comportamento del flusso di materiale e l'efficienza di raffreddamento in un determinato madio.
3.Certificazione e conformità del settore
- Etichettatura standardizzata: indica se il materiale è conforme a FDA, ROHS, UL e altri requisiti di certificazione (come la certificazione di biocompatibilità per il silicone di livello medico), riducendo i tempi di auto-verifica dei clienti.
- Materiali eco-compatibili Area espositiva: display concentrato materiali verdi come materie plastiche biodegradabili (PLA) e PET riciclato per supportare le esigenze di sviluppo sostenibile.
4.Vantaggi del database dei materiali JS
| Dimensione | Punti deboli della selezione tradizionale del materiale | Soluzione del database JS |
| Efficienza | Il recupero dei dati manuali richiede 3-5 giorni. | Screening iniziale dei materiali completati in 10 minuti. |
| Precisione | Affidamento sul giudizio dell'esperienza, soggetto all'errore. | Doppia convalida dei dati e simulazioni con un tasso di errore inferiore al 5%. |
| Costo | Alto costo di prova ed errore (modifica dei rifiuti del materiale+modifica dello stampo). | I test virtuali riducono i costi dell'esperimento fisico dell'80%. |
| Conformità | Gli standard di verifica sono soggetti a verifica caso per caso. | Etichettatura diretta di etichette di conformità per evitare il rischio legale. |
Riepilogo
Lo stampaggio a iniezione realizza una trasformazione efficiente delle particelle di plastica in componenti complessi e il suo valore tecnico si riflette non solo nella massima esplorazione delle proprietà del materiale, ma anche nella profonda fusione didesign di stampaggioe iniezione-Processi di stampaggio.
Attraverso il controllo intelligente dei parametri, lo sviluppo modulare dello stampo e il processo di produzione digitale, lo stampaggio a iniezione non solo riduce il costo, ma conferisce anche al prodotto una maggiore precisione e affidabilità. In futuro, con il miglioramento dell'ottimizzazione dell'algoritmo e del livello di automazione, la tecnologia di stampaggio a iniezione continuerà a spingere i confini e diventare una chiave di guida della forza chiave innovativa del prodotto e un aggiornamento industriale.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1. Quanto è importante il design dello stampo?
Il design dello stampo influenza direttamente la forma, l'accuratezza della dimensione e la qualità della superficie del prodotto.Un buon design può ridurre il restringimento e la deformazione e migliorare l'efficienza della produzione.
2.Come scegliere il materiale plastico giusto?
I materiali come ABS (durevole) e silicone (morbido) per l'anello di tenuta sono selezionati in base all'utilizzo del prodotto.Le prestazioni del materiale determinano la temperatura di elaborazione e le prestazioni del prodotto finito.
3. In che modo funzionano le macchine per lo stampaggio a iniezione?
La macchina per stampaggio a iniezione scioglie le particelle di plastica riscaldandole e quindi le inietta nello stampo ad alta pressione.Una volta raffreddato, aprire lo stampo e rimuovere il prodotto finito.I suoi componenti di base includono unità di iniezione, sistema di bloccaggio dello stampo e sistema di controllo.
4.Come ridurre l'inquinamento durante il processo di stampaggio dell'iniezione?
Lo stampaggio a iniezione di plastica può essere effettivamente ridotto adottando materiali riciclati (ad es. Materiali PCR), ottimizzando i parametri di processo, riducendo i rifiuti, installando dispositivi di filtrazione dei gas di scarico, adottando sistemi di flusso di calore e riducendo le perdite delle materie prime.
Risorse

