

Moulage par injection, en tant que représentant typique du modelage de la signification dans l'industrie moderne. Il s'agit d'un processus de production de masse dans lequel les matériaux fondus en polymère sont injectés dans des moisissures de précision sous haute pression et refroidis et solidifiés pour former des composants complexes. Son cœur est de combiner le mécanisme thermodynamique de l'injection de moulage avec les propriétés de mécanique pour atteindre la précision de dimension et la masse de surface du millimètre et même l'échelle de micron par un contrôle précis de la température, de la pression, du taux de remplissage et d'autres paramètres.
Avec la transformation de la fabrication mondiale en grande efficacité et intelligence, la technologie de moulage a éclaté à travers le cadre traditionnel et s'est transformé en innovations complètes telles queImpression 3DPréformes et matériaux biodégradables. Cet article analysera le flux de travail du moulage par injection, de la conception de moisissures et du rôle des machines de moulage par injection pour fournir une référence théorique et une inspiration pratique pour la mise à niveau technologique de l'industrie par l'industrie.
Quelle est la science derrière le moulage par injection?
L'essence scientifique du moulage par injection est l'injection précise de matériaux de polymère fondu dans la cavité des moisissures et leur solidification par la synergie de la thermodynamique, de la mécanique des fluides et de la science des matériaux.Le contrôle scientifique du processus d'injection de moulage dépend de l'ajustement dynamique des paramètres centraux du processus de moulage par injection.
1 et 1Lecteur de thermodynamique
Pendantprocessus de moulage par injection, les particules en plastique sont coupées par des vis, puis fondues par des radiateurs pour former un fluide viscoélastique dont la viscosité varie de façon exponentielle avec la température.La clé du contrôle scientifique réside dans l'équilibrage de la température du moule (généralement contrôlée à 20-150 ° C) avec un taux de refroidissement par fusion.Le refroidissement rapide peut raccourcir le cycle mais provoquer facilement la déformation de déformation, tandis que le refroidissement lent peut augmenter la cristallinité mais réduire l'efficacité de la production.
2L'hydrodynamique domine
L'écoulement du matériau fondu dans la cavité foncière suit les caractéristiques des caractéristiques du fluide non newtonien, et le gradient de pression est proportionnel au carré de vitesse d'écoulement.Le contrôle scientifique nécessite que le taux de cisaillement de fusion soit régulé par la vitesse de vis (généralement 100-500 tr / min) pour empêcher la rupture des matériaux renforcés par les fibres en raison d'un cisaillement excessif.
Dans le même temps, la porte est conçue pour correspondre à la fluidité du matériau (par ex.MFI = 20-30g / 10 minutes), garantissant que le front de la fusion est uniformément rempli en mode d'écoulement laminaire pour éviter une diminution de la force de la ligne de fusion.
3 et 3Capacités scientifiques des matériaux de construction
Les propriétés finales de moulage par injection dépendent de l'évolution de la microstructure du matériau.Les résines ABS, par exemple, subissent un enchevêtrement et une recombinaison de la chaîne moléculaire pendant la phase de rétention de pression (pression 80-120 MPa), avec une corrélation positive entre l'intensité d'impact et le temps de rétention.En surveillant la différence de température de fusion et les fluctuations de pression en temps réel par des capteurs de moisissure, les paramètres de processus peuvent être optimisés et la tolérance des pièces de pare-chocs de voiture peut être contrôlée à ± 0,1 mm.
4Contrôle intelligent
ModerneTechnologie de moulage par injectioncombine le jumeau numérique avec l'apprentissage automatique pour obtenir une itération automatique des paramètres de moulage par injection en configurant le modèle d'optimisation des paramètres de moulage par injection.
Comment le moulage par injection est-il progressivement effectué?
Le moulage par injection est l'une des technologies de base de l'industrie manufacturière moderne. Il est largement utilisé dans le moulage en plastique et le moulage en silicone.Les étapes clés de sa mise en œuvre progressive sont les suivantes:
1 et 1Conception et documentation
Les clients doivent soumettre des dessins CAO en étape, STL, PDF, etc.L'équipe JS effectuera une analyse de simulation via un logiciel spécialisé pour évaluer la faisabilité de la structure du produit et fera des suggestions d'optimisation.Cette phase peut réduire le coût des modifications ultérieures de 30%.
2Fabrication de moisissures de précision
- Choix du matériau: adopter l'acier importé de haute qualité (par exemple H13, S136), la durée de vie de moisissure de plus d'un million de cycles.
- Conception structurelle: selon les caractéristiques du moulage en plastique etmoulage en silicone, les systèmes d'écoulement chaud et froid sont adoptés respectivement.
- Livraison rapide: le processus standardisé de JS raccourcit le cycle de fabrication de moisissures à 2 à 4 semaines et prend en charge la personnalisation des petits lots.
3 et 3Sélection et prétraitement des matériaux
- Moulage en plastique: prend en charge plus de 50 plastiques tels que l'ABS, PC, PA, TPU, et nécessite du séchage et de la coloration selon les caractéristiques des matériaux (par exemple, PET, 4 heures à 120 ° C).
- Moulage en silicone: En utilisant du silicone liquide de qualité médicale ou de qualité alimentaire (LSR), le prémélange doit être ajusté dans le vide pour éviter les bulles.
- Le système d'alimentation automatisé de JS peut contrôler avec précision les rapports de matériaux et réduire l'erreur humaine.
4Contrôle des paramètres du processus de moulage par injection
Gestion de la température: iLa température de la buse de la machine de moulure de noix est réglée à un point de fusion de matériau de +20 ° C et la température du moule (± 1 ° C de fluctuation) est contrôlée avec précision par un circuit d'eau en circulation ou un thermostat à huile.
Régulation de la pression:
- Moulage en plastique: la pression d'injection est généralement de 50 à 150 MPA, qui est maintenue pendant la phase de maintien pour éviter le retrait.
- Moulage en silicone: utilisationmoulure d'injection à basse pression(10-30MPA) Pour s'adapter à la fluidité du silicone, prolonger le temps d'isolation, assurer un remplissage uniforme.
5Inspection post-traitement et qualité
- Technologie de démontage: Démontage automatique par épingles d'éjecteurs, démontage pneumatique ou bras robotique pour réduire l'intervention manuelle.
- Optimisation de surface: fournit des services à valeur ajoutée tels que le polissage (RA ≤0,02 μm), la pulvérisation, le placage, etc.Par exemple, la technologie de texture mate de JS pour les intérieurs automobiles peut réduire jusqu'à 80% de brillance.
- Norme d'inspection de qualité: La tolérance des dimensions clés est contrôlée dans ± 0,005 mm en utilisant l'inspection CMM et Rays X.
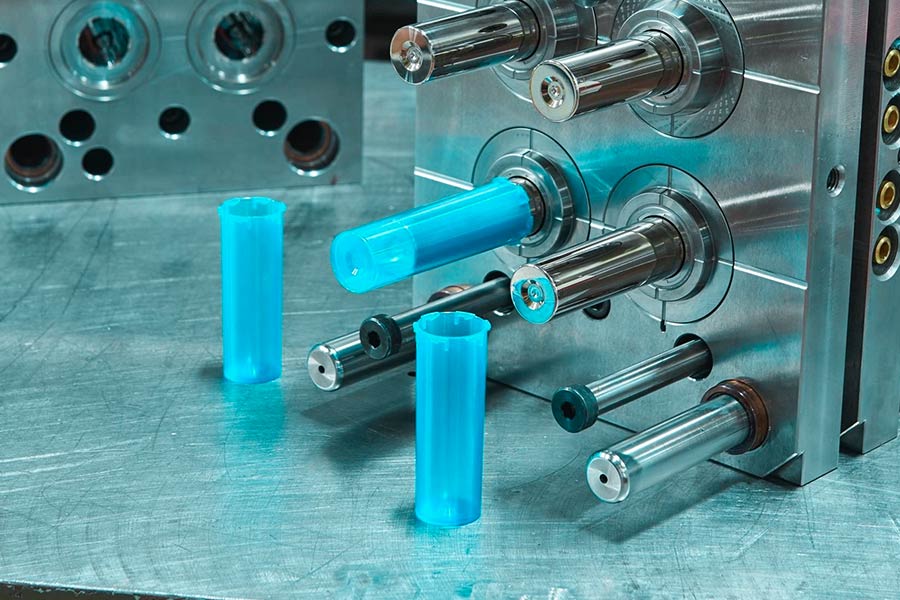
Qu'est-ce que la conception de moisissure?
La conception de la moulure est la pierre angulaire de la moulure en plastiques. Son essence est d'établir un système de moisissure qui peut produiremoulage en plastiqueefficacement et stable par l'ingénierie de précision et la science des matériaux. Dans le domaine des moulures en plastique, la qualité de la conception des moisissures détermine directement la précision de la taille, la qualité de la surface et le coût de production du produit. JS Company a fait passer la technologie au niveau supérieur avec son expérience profondemanciendEssign.
Éléments centraux de la conception de moisissures
1 et 1Conception structurelle:La modélisation et l'optimisation de la cavité de la matrice, du canal d'écoulement et du système de refroidissement sont nécessaires en fonction de la fluidité et du taux de retrait de la modélisation du plastique.Par exemple, JS utilise un logiciel d'analyse de flux de moisissure pour simuler le chemin d'écoulement de la fonte, limitant l'erreur de temps de remplissage à ± 5% pour éviter la déformation de la sous-longueur ou de la soudure.
2Sélection des matériaux:L'acier de la matrice nécessite un équilibre de dureté et de résistance à la chaleur.Par exemple, l'acier P20 est utilisé pour les plastiques communs et l'acier H13 est utilisé pour les matériaux à haute température (par exemple, le coup d'œil).JS utilise la technologie de traitement de l'azote de surface pour augmenter la durée de vie de la matrice à plus d'un million de cycles, réduisant les coûts de production à long terme pour les clients.
3 et 3Usinage de précision:Machine CNC à 5 axesOutils combinés avec EDM et répond aux exigences strictes du moulage en plastique de qualité médicale, tels que les boîtiers d'instruments chirurgicaux.
Avantage de la technologie de conception de moulage de la société JS
1 et 1Conception intelligente:Une plate-forme de conception de moisissure intégrée algorithmique AI génère automatiquement l'emplacement de la position la plus élevée et la disposition de refroidissement, raccourcissant le temps de développement de 40%.
2Adaptation multi-matériaux:Solutions de moisissure différentielles qui prennent en charge les matériaux thermoplastiques (par exemple ABS, PC) et les élastomères (par exemple TPU, silicone).La conception des moulures en silicone de JS adopte la conception de la structure résistante à la déchirure et le taux d'élimination réussi jusqu'à 99%.
3 et 3Fabrication durable:La conception modulaire de moisissure permet le remplacement rapide des moisissures et le recyclage des matériaux, réduit la production de déchets de 30% et est conforme aux tendances environnementales mondiales.
Comment atteindre un équilibre entre la durée de vie et le coût des moules d'injection?
1 et 1Phase de conception
- Conception modulaire: décomposer le matcomposants personnalisésréduit les délais de développement de 30%.
- Cas: conception modulaire d'un moule de connecteur automobile, en hausse de 70% de taux de réutilisation, plus de 800 000 fois la durée de vie, réduction de 25% du coût unitaire.
- Optimisation de la simulation CAE: modélisation du flux de fusion avec le logiciel d'analyse du flux de matrice, prédire les zones de concentration de contrainte, optimisation de la structure.
- Effet: Le taux de réparation des moules JS en raison des défauts de conception n'est que de 5%, contre 15% en moyenne de l'industrie.
2. Sélection des matériaux
- Stratégie de notation matérielle
| Scène | Type de matériau | Durée de vie (10 000 cycles) | Proportion de coût |
| Composants de précision automobile | Acier H13 importé | 80-120 | Élevé (30% -40%) |
| Coquille quotidienne | Acier d'outils pré-durci | 30-50 | Moyen (20% -30%) |
| Composants en silicone médical | Acier en alliage spécifique en silicone | 50-80 | Élevé (35% -45%) |
- Finition de surfaceTechnologie: Le revêtement PVD / étain ou le revêtement laser est utilisé pour améliorer la résistance à l'abrasion et éviter le surinvestissement dans l'acier à prix élevé.
3 et 3Fabrication maigre et mise à niveau technologique
- Construction du système d'usinage intelligent: Utilisation de la machine CNC de liaison à cinq axes et du système de mesure en ligne en temps réel, la fréquence de correction de moisissure est contrôlée à moins de 5%.
- Percée de l'efficacité du processus: grâce à l'optimisation des paramètres du processus et au contrôle de la liaison de l'équipement, le cycle de traitement monomode a été raccourci de 20%, tandis que le taux de défaut ultra-bas inférieur à 0,3% a été atteint.
- Innovation du système de canal de flux de chaleur: à l'aide du canal de flux de chaleur multi-cavité pour équilibrer la technologie d'alimentation, réduisez la tête du matériau froid produit par la porte de 70% et étendez le cycle d'usure des parties clés des moules de 30%.
4 Solution de surveillance intelligente et d'optimisation des coûts
- Le réseau de capteurs surveille les données de température et de pression du moule en temps réel, en utilisant des algorithmes d'intelligence artificielle pour prédire le cycle d'usure des composants clés pour la maintenance préventive.
- Des exemples d'application montrent que la maintenance prédictive peut réduire les temps d'arrêt imprévus deMoule d'appareil de ménagede 60% et prolonger sa durée de vie de 20%.
- Modèle de coût du cycle de vie entier: évaluation complète de la R&D, des pertes de production, de la maintenance des opérations, etc., pour éviter de s'écarter d'une seule décision d'investissement initiale.
- Comparaison:
| Schème | Coût initial | Durée de vie (10 000 cycles) | Coût unique |
| Moule standard |
5 000 $
|
20 | 0,25 $ |
| Plan d'optimisation JS | 8 000 $ | 50 | 0,16 $ |
5. Tableau de résumé de la stratégie d'équilibre
| Éléments de base | Mesures d'équilibre | Effet typique |
| Optimisation de conception | Conception modulaire, simulation CAE. | Réduisez le cycle de développement de 30% et entretien de 10%. |
| Sélection des matériaux | Sélection du matériau gradué + traitement de surface. | Augmenter la durée de vie de 2 à 3 fois, réduit les coûts à long terme de 15 à 20%. |
| Processus de fabrication | Usinage à grande vitesse + technologie Hot Runner. | L'efficacité du processus a augmenté de 20% et le taux de rendement a dépassé 98%. |
| Entretien | Surveillance + maintenance préventive | Réduire les temps d'arrêt de 60% et prolonger la durée de vie de plus de 20%. |
Cas de pratique de l'entreprise JS:
- Le tableau de bord de voiture Die: Fabriqué avec H13 Steel et Hot Runner System, il a une durée de vie de 800 000 cycles et un coût de maintenance annuel de moins de 2 000 $.
- Moule de coquille d'électronique grand public: acier pré-endurg + conception modulaire avec une durée de vie de 300 000 fois et pas plus de 15 minutes de temps de changement de moisissure.
- Moule médical de silicone: acier en alliage spécial + revêtement corrosionniste avec une durée de vie de 500 000 fois et un taux de défaillance inférieur à 0,01%.
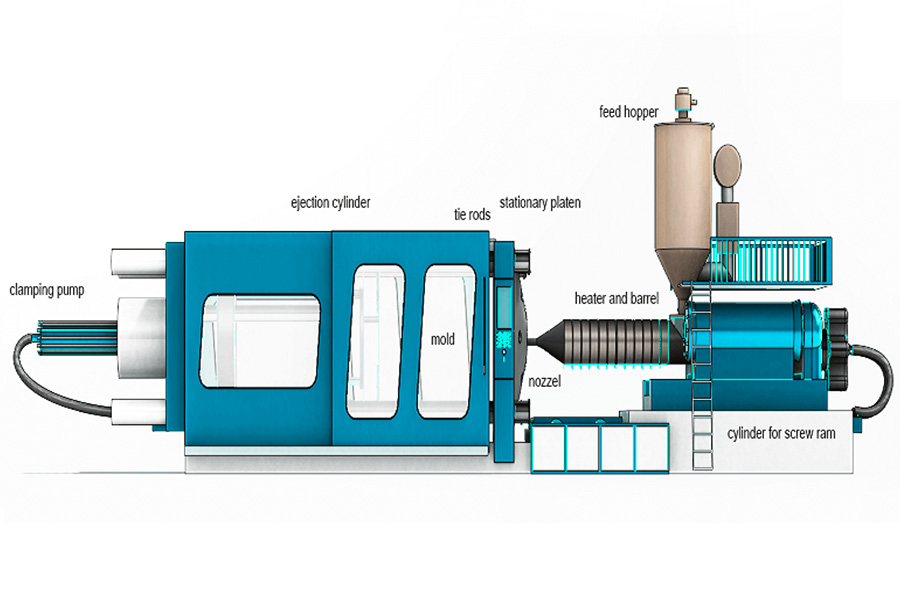
Comment les composants principaux d'une machine à moulage par injection fonctionnent-ils ensemble en termes de fonctions respectives?
Division des fonctions parmi les composants principaux
1 et 1Injection
FONCTION: THAUX ET FONCTIONNEZ LES PARTICULES PLASTIQUES solides et injectez la cavité du moule sous haute pression (50-200MPA).
Technologies clés:
- L'entraînement à vis: plastifié et mesuré par rotation et propulsion à vis (par exemple le système d'entraînement du servomoteur de JS, précision d'injection ± 0,5%).
- Contrôle de la température: les bobines de chauffage segmentées garantissent une température uniforme de fusion (par exemple, le matériau en nylon nécessite une température constante de 260-280 ° C).
- Indicateurs de performance: vitesse d'injection allant jusqu'à 80 mm / s, adaptée à l'emballage à parois minces, aux pièces automobiles à parois épaisses et autres exigences.
2Système de clôture de moisissure
Fonction: Fournir une force de verrouillage suffisante (comme le modèle JS jusqu'à 1200 tonnes) pour évitermoules d'injectionde la fissuration sous pression et de l'action complète de l'ouverture et de la fermeture des moules d'injection.
Technologies clés:
- Entraînement hydraulique: ajustez la pression d'huile par une valve proportionnelle pour obtenir un contrôle précis de la force de verrouillage (erreur inférieure à 5%).
- Mécanisme de réglage du moule: L'épaisseur du moule peut être ajustée automatiquement en fonction de différentes spécifications de production (par exemple le système de réglage de la moisissure électrique JS, précision de réglage du moule ± 0,01 mm).
- Indicateurs de performance: Soutenez plusieurs tailles de moisissures (minimum 50 × 50 mm, maximum 1500 × 1500 mm).
3 et 3Système de contrôle
Fonction: Coordonner le moment et la séquence de moulure, de compression, de refroidissement, d'ouverture des moisissures, etc. pour assurer la stabilité des paramètres de processus.
Technologies clés:
- PROGRAMMATION PLC: Prise en charge la personnalisation des processus de production (par exemple, moulage par injection à plusieurs étages, ouverture de moisissure retardée).
- Collecte de données: surveillance en temps réel de paramètres tels que la pression, la température et l'emplacement (fréquence d'échantillonnage du système jusqu'à 1000 Hz dans le système JS).
- Indicateurs de performance: le temps de circulation peut être raccourci à 1,5 seconde (modèle à haute vitesse) avec un rendement ≥98%.
Collaboration des trois composants principaux
1 et 1Étape de clôture des moisissures
- Le système de fermeture de moisissure arrête la matrice et le cylindre hydraulique exerce une force de verrouillage (200 tonnes de force de verrouillage sont nécessaires, par exemple, pour le moule du boîtier de téléphone portable).
- Le système de contrôle détecte l'état de clôture de la matrice et déclenche lesignal d'injection.
2Étape d'injection
- La vis de l'unité d'injection est poussée vers l'avant et le plastique fondu est injecté dans le moule (par exemple, PET préforme 120 MPa) à une pression réglée.
- Le système de commande ajuste la vitesse de vis (accélération segmentée) et le temps de rétention (par exemple 10 secondes pour les pièces automobiles).
3 et 3Refroidissement et ouverture de moisissure
- Le circuit d'eau de refroidissement transporte la chaleur à travers le moule et le système de commande surveille la température du moule (par exemple ± 1 ℃ Fluctation).
- Lorsque le temps de refroidissement prédéfini est atteint, le système de clôture des moisissures s'ouvre et le mécanisme d'éjection repousse le produit fini.

Comment la base de données de matériaux JS peut-elle aider les clients à raccourcir le cycle de sélection des matériaux?
1 et 1Dépistage et correspondance intelligents
- Requête paramétrée: prend en charge la filtration rapide par type de matériau (par exemple ABS, PA66, silicone liquide), propriétés mécaniques, processus de traitement (température d'injection, adaptabilité en acier de moule), etc.
- Correspondance de cas: en fonction des données sur l'historique du projet, des solutions de matériaux réussies sont directement recommandées pour des situations similaires.
2Comparaison de visualisation des performances
- Matrice de comparaison des matériaux: paramètres détaillés tels que le taux de rétrécissement, la température de déformation thermique et la résistance aux impact de 50+matériaux de plastique, 20+ silice et matériaux composites sont comparés par graphique.
- Feedback de simulation en temps réel: Logiciels liés à l'analyse du flux de moisissures pour prédire le comportement de flux de matériaux et l'efficacité de refroidissement dans un dé.
3 et 3Certification et conformité de l'industrie
- Étiquetage standardisé: indique si le matériel est conforme à la FDA, ROHS, UL et d'autres exigences de certification (telles que la certification de biocompatibilité pour le silicone de qualité médicale), réduisant le temps d'auto-vérification des clients.
- Zone d'exposition des matériaux respectueux de l'environnement: affichage concentré des matériaux verts tels que les plastiques biodégradables (PLA) et le TEP recyclé pour répondre aux besoins de développement durable.
4Avantages de la base de données de matériaux JS
| Dimension | Points de douleur de la sélection des matériaux traditionnels | Solution de base de données JS |
| Efficacité | La récupération des données manuelle prend 3 à 5 jours. | Dépistage initial des matériaux terminés en 10 minutes. |
| Précision | La dépendance à l'expérience du jugement, sujette à l'erreur. | Double validation des données et des simulations avec un taux d'erreur inférieur à 5%. |
| Coût | Coût élevé des essais et erreurs (déchets de matériaux + modification de la moisissure). | Les tests virtuels réduisent les coûts de l'expérience physique de 80%. |
| Conformité | Les normes de vérification sont soumises à une vérification au cas par cas. | Étiquetage direct des étiquettes de conformité pour éviter les risques juridiques. |
Résumé
Le moulage par injection réalise une transformation efficace des particules de plastique en composants complexes, et sa valeur technique se reflète non seulement dans l'exploration ultime des propriétés des matériaux, mais aussi dans la fusion profonde deconception de moulageet injection-processus de moulage.
Grâce au contrôle intelligent des paramètres, au développement de moisissures modulaires et au processus de production numérique, le moulage par injection réduit non seulement le coût, mais dote également le produit avec une précision et une fiabilité plus élevées. À l'avenir, avec l'amélioration de l'optimisation des algorithmes et du niveau d'automatisation, la technologie de moulage par injection continuera de repousser les limites et de devenir une force clé à l'origine de l'innovation des produits et de la mise à niveau industrielle.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1.Comment important la conception des moisissures est-elle importante?
La conception de moisissure influence directement la forme, la précision des dimensions et la qualité de surface du produit.Une bonne conception peut réduire le retrait et la déformation et améliorer l'efficacité de la production.
2.Comment choisir le bon matériau plastique?
Des matériaux tels que l'ABS (durable) et le silicone (doux) pour le cycle d'étanchéité sont sélectionnés en fonction de l'utilisation du produit.Les performances du matériau déterminent la température de traitement et les performances du produit fini.
3.Comment les machines de moulage par injection fonctionnent-elles?
La machine de moulage par injection fait fondre les particules en plastique en les chauffant, puis les injecte dans le moule à haute pression.Une fois refroidi, ouvrez le moule et retirez le produit fini.Ses composants centraux comprennent l'unité d'injection, le système de serrage de moisissure et le système de contrôle.
4.Comment réduire la pollution pendant le processus de moulage par injection?
Le moulage par injection plastique peut être réduit efficacement en adoptant des plastiques recyclés (par exemple les matériaux de PCR), en optimisant les paramètres du processus, en réduisant les déchets, en installant des dispositifs de filtration de gaz d'échappement, en adoptant des systèmes de flux de chaleur et en réduisant les pertes de matières premières.
Ressources

