

命を救うペースメーカーは完全に防水性のあるプラスチック製のシェルに収められていますが、猛スピードで走る車の巨大な燃料タンクは、一体型のプラスチックでできています。これらは、一度に射出成形されたり、接着剤で組み立てられたりしているわけではありません。
その耐久性、密閉性、そして強度は、「プラスチック溶接」と呼ばれる独自の技術によって実現されています。燃料による腐食に長年耐えられるほど頑丈でありながら、髪の毛ほどの細いワイヤーを圧着したり切断したりしないほど薄くなっています。
ネジや接着剤よりも強度が高いのか?と疑問に思う方もいるかもしれません。このガイドでは、溶接の基礎、プロセス、強度、コストの観点から、プラスチック溶接の強度について徹底的に解説します。JSの経験に基づき、プラスチック溶接を正しく活用して様々なプラスチック接合の問題を解決する方法をご理解いただけます。
主要な回答の要約
| コアテーマ | 主な結論 | 主要な根拠 |
| プラスチック溶接の有効性 | 効果的で、強度とシールの基準を満たしています。 | 強度は母材の 80% ~ 95% に達し、IP68 テストに合格できます。 |
| 材料要件 | 同じ材料が必要な場合は、一致する溶接材料を選択してください。 | 融点差≤10℃、適合表を参照してください。 |
| コスト優位性 | 中規模および大規模生産における総コストの削減。 | 年間生産量 50,000 個の場合、単価は 0.1 ~ 0.5 USD です。 |
| 主流のプロセス効率 | 超音波溶接は高い効率をもたらします。 | 1ユニットあたり0.5〜2秒の超音波溶接速度は大量生産に適しています。 |
| 厚肉部品に適用可能なプロセス | 深溶け込み溶接は厚肉部品に適しています。 | 深い素材融合を実現し、構造の安定性を高めます。 |
JSガイドを信じる理由とは?プラスチック溶接強度の分析
JS は、自動車、医療、民生用電子機器など、さまざまな主要市場におけるプラスチック溶接で 10 年以上の専門知識を持っています。
例えば、当社はこれまで大手自動車メーカー向けに年間50万件のプラスチックバンパー溶接修理を手掛け、99.8%の合格率を一貫して達成してきました。また、医療機器業界のお客様向けに、IP68シーリング仕様に準拠したマイクロセンサーケースの溶接も行いました。
対象はミリメートル単位の微細部品からメートル単位の大型構造部品まで多岐にわたり、数千ものプロセスパラメータと問題解決方法が含まれています。このハンドブックは、これらの実際のプロジェクト経験に基づいて作成されました。すべての推奨事項は実証済みであるため、その専門性と適用性に自信を持っていただけます。
JS Precision Manufacturingのプラスチック溶接サービスをお選びください。製品仕様と材料要件をお知らせいただければ、品質リスクを心配することなく、プラスチック接合の問題を簡単に解決できるソリューションを迅速に検討し、カスタマイズいたします。
プラスチック溶接とは?なぜプラスチック接合の「究極のソリューション」なのでしょうか?
プラスチック溶接は、熱、振動、またはレーザーを用いて2つのプラスチック部品の接触面を接合し、冷却時に目に見えない強固な接合部を形成します。なぜ「究極のプラスチック接合ソリューション」と呼ばれるのでしょうか?
従来の方法と比較すると、その優位性が明らかになります。
| 接続方法 | 強さ | シーリング | 外観 | 耐久性 |
| プラスチック溶接 | 高(母材強度に近い) | 優秀(漏れがなくシームレス) | 良好(目立った傷なし) | 強い(耐老化性、耐振動性) |
| 接着 | 中(接着剤の粘度に依存) | 悪い(気象条件と漏れに依存) | 普通(接着剤の残留物がある場合があります) | 弱い(接着剤が劣化してすぐに剥がれてしまう) |
| ねじ接続 | 中程度(ネジ固定に依存) | 悪い(ギャップあり) | 不良(ネジ穴跡あり) | 普通(長期使用による緩みの影響あり) |
表が示すように、プラスチック溶接は強度とシール性という最も重要なパラメータの両方において従来の方法を凌駕しており、高い信頼性が求められる用途に特に適しています。また、板金加工部品との併用により、製品全体の安定性を高めるために広く使用されています。
JS は、お客様の製品仕様に基づいたカスタムプラスチック溶接サービスを提供しており、カスタム板金加工の製造注文も受け付けており、お客様の統合処理ニーズを満たし、生産効率を高めています。
プラスチック溶接はどのように製造されるのか?6つの主流プロセスを紹介
プラスチック部品や用途によって、必要なプラスチック溶接プロセスは異なります。以下は、6つの主要な溶接プロセスの詳細な分析です。
| プロセスタイプ | 原理 | 適用可能な材料 | 利点 | デメリット |
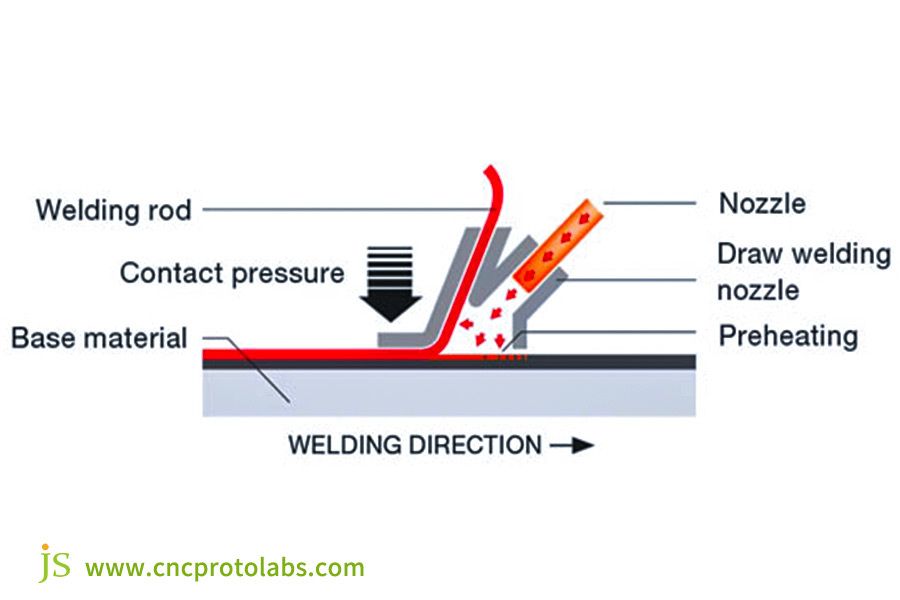
| 熱風溶接 | 熱風を使用してプラスチックの表面を溶かし、溶接して加圧します。 | PP、PE、PVC。 | 設備コストが低い(1,000~3,000 米ドル)、操作が簡単。 | 速度が遅く、精度も低く、シンプルな部品と互換性があります。 |
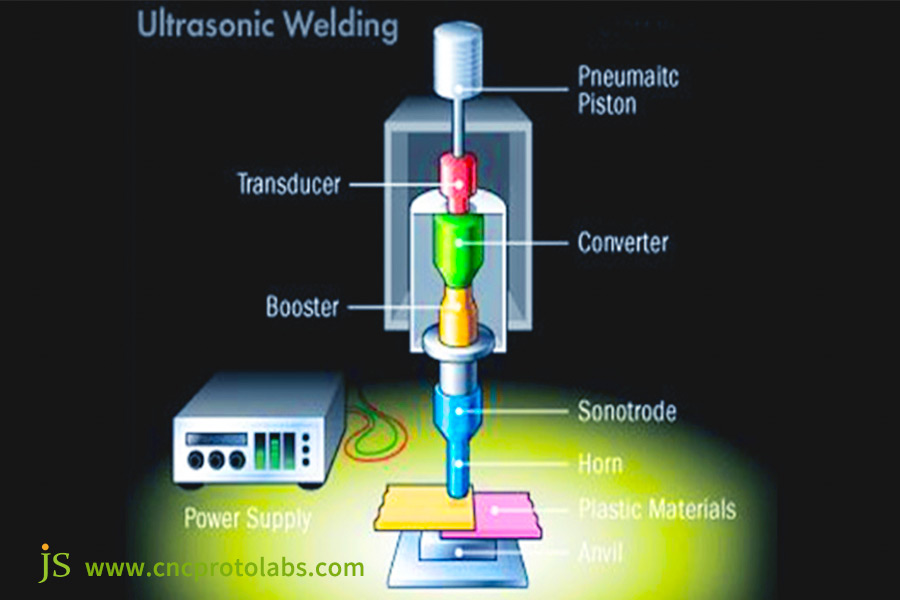
| 超音波溶接 | 高周波振動により接触面が加熱・溶融されます。 | ABS、PS、PC。 | 高速(部品あたり0.5〜2秒)、高精度、残留物なし。 | 部品のサイズに応じて、設備コストが高くなります(5,000~20,000 米ドル)。 |
| 振動摩擦溶接 | コンポーネントは互いに相対的に振動し、熱を発生してコンポーネントを焼結します。 | PP、PE、PC。 | 強度が高く、大型プラスチック部品に適しています。 | 装置のサイズが大きくセットアップが複雑なため、マイクロコンポーネントには適していません。 |
| レーザー溶接 | 集中的なレーザー加熱により、接合面が局所的に溶解します。 | PET、PMMA、PC。 | 極めて高精度(誤差0.01mm以下)、機械的ストレスなし。 | 設備コストが高価で、材料の透明性が必要です。 |
| 回転摩擦溶接 | 部品を回転させると、部品が温まって変形し、固定されます。 | ABS、PP、PE。 | 密閉性が高く、対称的な建物に使用されます。 | 円形・対称形の部品の場合のみ使用が制限されます。 |
| インプラント溶接 | 金属を溶かしてプラスチックに挿入し、接合部を形成します。 | ABS、PA、PC。 | 安全なジョイントを形成し、複合材料に適しています。 | 事前に計画された挿入場所が関係し、多くの事前準備が必要です。 |
これらのプロセスの特性を理解すれば、製品要件に最も適したプラスチック溶接方法を選択できます。
深溶け込み溶接などの他の方法は、より深い材料の溶け込みとより大きな全体的な接合強度を備えた厚肉プラスチック部品の溶接に適用でき、構造安定性の向上の要件を満たすことができます。
プラスチック溶接は本当に効果があるのか?強度と密封性の科学的検証
プラスチック溶接の成功は、科学的な試験データによって直接証明できます。強度に関しては、成功したプラスチック溶接は母材の強度の80%~95%を達成できます。正確な数値は以下の表に示されています。
| 溶接プロセス | 試験材料 | 溶接引張強度(MPa) | 母材に対する強度(%) |
| 超音波溶接 | ABS | 25 | 89 |
| 熱風溶接 | PP | 18 | 85 |
| レーザー溶接 | パソコン | 60 | 92 |
シール性能の面でも、プラスチック溶接部品は優れた性能を発揮します。
超音波溶接された医療機器は、水密性および気圧シール試験により、IP68シール規格を満たし、水深1.5メートルに24時間浸漬した後も漏れがないことが実証されています。また、溶接された自動車部品は、0.5MPaの圧力を30分間かけても漏れやボイドが発生しません。
これらの点は、プラスチック溶接がさまざまな業界の厳しい強度とシール要件を完全に満たしていることを証明しています。
JS Precision Manufacturingでは、溶接部品の各バッチに対して強度試験とシール試験を実施し、製品の品質を保証しています。また、板金加工の価格を透明化することで、お客様のコスト構造を容易に把握し、不要な費用を回避できます。
溶接は高価?投資と収益の方程式を分析
プラスチック溶接は多くの人にとって法外なコストがかかりますが、長期的な投資収益率(ROI)の観点から見ると、実際には多くのメリットがあります。コストは次のとおりです。
初期投資
自動溶接装置のコストはプロセスによって異なります。熱風溶接装置は約1,000~3,000米ドル、超音波溶接装置は5,000~20,000米ドル、レーザー溶接装置は20,000~50,000米ドルです。装置は5~8年使用できるため、大規模生産に適しています。
単位コスト
生産量が一定量まで増加すると、プラスチックの溶接の単位コストは大幅に減少します。
例えば、年間5万ユニットの需要がある場合、超音波溶接はユニットあたりのコストをわずか0.1~0.5米ドルに抑えます。これは、接着(0.3~1.0米ドル/ユニット)やネジ止め(0.5~1.5米ドル/ユニット)よりも大幅に低くなります。これは、高度な自動化効率により、人件費と消耗品コストが削減されるためです。
全体的な収益性
中〜大量生産量(年間需要 ≥ 50,000 ユニット)の場合、プラスチック溶接により大きな総収益が得られます。
車のバンパーのシナリオを例に挙げると、超音波装置に 15,000 ドルを投資すると、年間 100,000 ユニットの生産量でユニットあたりのコストは 0.30 ドルとなり、年間 70,000 ドルの節約となり、6 ~ 12 か月で投資を回収でき、コストの削減が継続します。
結論:中規模および大規模生産では、プラスチック溶接の総コストは通常、他の接合方法よりも大幅に低く、自動製造を実現し、単位当たりのコストを削減するための鍵となります。

プラスチックの溶接性を確認するには?材料適合性試験
材料適合性試験は、プラスチック溶接を成功させるための第一歩です。具体的な要件は以下の通りです。
1.第一のルール:材料は同一でなければならない
異なるプラスチックは分子構造と溶融特性が大きく異なるため、効果的に溶接することができません。効果的な溶接には、適切な溶接材料の選択が不可欠です。
例えば、PPはPPと、ABSはABSと溶接する必要があります。これらの材料を混合すると、接合部にひび割れが生じ、溶接強度が著しく低下します。
2.主要パラメータ:融点
プラスチックはそれぞれ融点が異なります。溶接する際は、両方の部品の温度がほぼ同じになるようにしてください。
例えば、PPは160~170℃、ABSは220~250℃、PCは220~230℃で融解します。完全に融解するには、これらの温度差は10℃以下に抑える必要があります。それ以上の温度差があると、融解が止まったり、プラスチックが燃えてしまったりすることもあります。
3.化学的適合性
溶接中に2種類のプラスチックが化学反応を起こすことはありません。例えば、PVCと一部のプラスチックを溶接すると、有害な塩化水素ガスが発生し、溶接部を軟化させる可能性があります。フッ素樹脂を一般的なプラスチックに溶接すると、有毒物質が発生し、溶接強度が低下する可能性があります。
4.便利なツール:プラスチック溶接適合チャートを使用する
プラスチック溶接適合性チャートには、プラスチックの適合性(「溶接可能」、「限定溶接」、「溶接不可」など)が表示され、適合性の確認が容易になり、試行錯誤のコストが削減され、溶接の成功率が最大化されます。
JSは、プラスチック溶接適合性試験サービスを提供しており、お客様の材料の溶接性を判定し、サポートプロセスをご提案いたします。また、お客様の多様な加工ニーズにお応えするため、カスタム板金加工も承っております。
強度を超えて:プラスチック溶接部品の幅広い用途
プラスチック溶接は、その密封性と強度の利点から、多くの業界で広く利用されています。一般的な用途:
医療業界:補聴器、注射器、センサーなどの機器の密閉に使用されます。たとえば、JS は高級補聴器で使用される非常に小さなマイク部品を溶接し、湿気やほこりから内部部品を保護するためにIP68 定格の保護を提供します。
自動車産業:バンパー、ダッシュボード、ラジエーターなどのプラスチック部品の補強。自動車バンパーの振動摩擦圧接により、強度が30%向上し、軽微な衝撃を割れずに吸収します。
エレクトロニクス産業:センサーハウジングとコネクタのシーリング。電子センサーのレーザー溶接により、高温多湿環境でも安定した動作を実現し、故障率は0.5%未満です。
包装業界:食品容器とペットボトルのキャップの接合。ペットボトルのキャップを回転摩擦圧接することで、密封性が向上し、食品の賞味期限が3~6か月延長されます。
家電業界:洗濯機のドラム内部とエアコンの外装部品の接合。プラスチック製家電部品の熱風溶接により耐久性が向上し、寿命が5~8年延びます。
このような用途におけるプラスチック溶接は、通常、 板金加工部品と組み合わせて使用されます。例えば、自動車のダッシュボードのプラスチック部品は、金属製のブラケットに溶接され、密閉性を高め、構造全体を補強します。

設備を超えて:プラスチック溶接時に考慮すべき4つの重要な要素
適切な機器と材料を選択すること以外に、溶接プロセスにおける最も重要な 4 つの要素がプラスチック溶接の品質に直接影響します。
1. 表面洗浄
溶接前に、プラスチック表面の油、ほこり、不純物をきれいに拭き取ってください。不純物は溶接継ぎ目に隙間を生じさせ、強度を30~50%低下させたり、シールを破損させたりする可能性があります。溶接前に表面をアルコールで洗浄し、乾燥させることをお勧めします。
2. 圧力制御
溶接には適切な圧力が必要です。圧力が不十分だと溶融材料の接合不良や溶接割れが発生し、圧力が高すぎると部品が変形し、外観や精度に影響を及ぼします。例えば、ABS樹脂の超音波溶接では、厚さに応じて0.1~0.5MPaの圧力を使用します。
3. 温度制御
プラスチックの種類によって溶融温度が異なるため、温度調整が必要です。温度が低すぎるとプラスチックが完全に溶融せず、溶接強度が低下します。一方、温度が高すぎるとプラスチックが燃えて煙が発生し、構造強度が低下します。例えば、PPを溶接する場合は160~170℃、ABSを溶接する場合は220~250℃の温度が適切です。
4. 冷却時間
溶融プラスチックが完全に硬化するまで、溶接後には十分な冷却時間が必要です。冷却が不十分だと溶接部が不均一になり、応力下で割れが発生しやすくなります。また、冷却が過剰だと効率が低下します。冷却時間は通常、溶接時間の2~3倍です。例えば、超音波溶接では0.8秒、冷却には1.6~2.4秒かかります。
JSは、プラスチック溶接工程におけるこれら4つの重要な要素を厳密に管理し、標準化された手順を通してすべての溶接が標準品質となるようにしています。また、オンラインで板金加工サービスも提供しています。オンラインでご注文いただければ、すぐにご連絡いたしますので、お客様の時間と費用を節約できます。
成功への道:プラスチック溶接の5つの実践的なヒント
以下の 5 つの便利なヒントを習得すると、プラスチック溶接の成功率が大幅に向上します。
1. 適切な溶接ツールの選択
部品のサイズと材質に基づいてツールを選択します。
- 医療用センサーなどの微小部品の場合は、極めて高精度で痕跡を残さない溶接が可能な超音波溶接機を選択してください。
- 大型部品(自動車のラジエーターなど)の場合は、大面積溶接用の振動摩擦溶接機を選択してください。
- 簡単な修理(プラスチック製の洗面器のひび割れなど)の場合は、費用が安く多用途に使える熱風装置を選択してください。
2. 事前にサンプルをテストする
量産溶接の前に、テストサンプルを作製する必要があります。溶接強度(引張強度、曲げ強度)とシール性(耐気圧性、耐水性)を試験します。適切なパラメータが得られた場合にのみ、量産に進むことができます。これにより、不適切なパラメータによるバッチの廃棄や損失を防ぐことができます。
3. 溶接速度を制御する
溶接速度は熱効率と等しくなければなりません。速すぎるとプラスチックが十分に加熱されず、溶接品質が低下します。一方、遅すぎると過熱、焦げ、反りが発生します。
例えば、熱風溶接でPPを溶接する場合は、焼けを防ぐために速度を5~10mm/sに制御します。
4.均一な溶接環境を提供する
溶接環境は、温度と湿度が一定で、粉塵のない状態である必要があります。湿度が高いとプラスチック表面に水分が付着して接着に影響を与え、粉塵が多すぎると不純物が入り込んで強度が低下し、温度変動は溶融状態に影響を与えます。
理想的には、溶接は20 ~ 25 ℃ の温度と 40% ~ 60% の湿度のクリーン ルームで実行する必要があります。
5. 機器を定期的に整理整頓する
溶接装置は定期的に検査およびメンテナンスを行う必要があります。
- 熱風溶接機の加熱要素は、ほこりによる効率の低下を防ぐために毎月清掃する必要があります。
- 超音波溶接機の振動子は、正しい周波数を確保するために四半期ごとに校正する必要があります。
- 正確な圧力測定を保証し、機器の寿命を最大限に延ばし、故障を減らすために、圧力センサーは半年ごとにテストする必要があります。
ケーススタディ:超音波溶接がスマート補聴器のクリアな音質を実現する仕組み
顧客の悩み
ある高性能補聴器メーカーは、3mm×5mmの小型マイクを微細な凹部に密閉する必要がありました。その際、以下の4つの要件がありました。
完全な密閉により、ほこりや湿気による音質への影響を防ぎ、非常に高い精度(偏差≤0.01mm)で感度の低下を排除し、外面に彫刻や接着剤は一切使用していません。
JSのソリューション
1.プロセスの選択
精密超音波溶接が選ばれたのは、精度が非常に高く、溶接時間が短く(ユニットあたり 0.5 ~ 2 秒)、溶接跡が残らず、顧客の精度と外観の要件をすべて満たすためです。
2.材料とデザイン
私たちは お客様と協議を重ね、底キャップと外装ケースには医療グレードのABS素材を採用しました。これにより、材料の適合性が向上し、溶接時の割れを防止します。また、溶接強度と密閉性を高めるため、0.2mmの溶接リブを設けました。
3.パラメータ制御
一連の試験溶接を行った後、最適なパラメータが決定されました。
超音波周波数35kHz、溶着圧力0.3MPa、溶着時間0.8秒、冷却時間2秒。これらのパラメータにより、十分なプラスチック溶融が確保され、部品の変形を防ぎ、シーリングの条件を満たします。
最終結果
このプロジェクトの歩留まりは 100% に達し、溶接部は IP68 密閉テスト (水深 1.5 メートルに 24 時間浸漬しても漏れなし) をクリアし、マイクのコンポーネントを完全に包み込みました。
お客様の証言により、量産効率が40%向上し、過酷な環境下でも99.5%の長期信頼性、音質歪み率が0.1%以下であることが実証されました。プロジェクトに含まれる板金加工部品はJS社から供給され、内製化とコスト効率の高い取り組みを支えています。
よくある質問
Q1: プラスチックの溶接は強いですか?
はい、プラスチックの溶接は、適切に施工されれば、母材の80%~95%の強度を実現できます。これは、材料の適合、適切なプロセスパラメータ、そして十分な冷却時間によって実現されます。例えば、超音波溶接されたABS樹脂の引張溶接強度は25MPaで、母材の28MPaにほぼ匹敵し、長期使用に耐えることができます。
Q2:プラスチックの溶接は難しいですか?
プラスチック溶接の難易度は中程度ですが、機器の操作、プラスチックの挙動、プロセスパラメータの制御など、専門的なトレーニングが必要です。温度と速度の制御は溶接品質に直接影響します。基本的な溶接プロセスは、1~2週間の正式なトレーニングと実習で習得できます。高度なプロセスについては、追加のプロジェクト経験が必要です。
Q3: プラスチック溶接は有害な煙を発生させるので安全ではないですか?
熱可塑性プラスチックの加工では、必ず煙が発生します。発生する煙の種類はプラスチックの種類によって異なります。例えば、PVCを加熱すると塩化水素ガスが発生する可能性があります。そのため、すべての加工は、煙の吸入を最小限に抑えるため、排気ろ過システムを備えた十分な換気環境下で実施する必要があります。特殊な材料を溶接する場合は、作業者自身を保護するために保護マスクを着用する必要があります。
Q4: 溶接サービスの見積もりを依頼するには何を提供する必要がありますか?
3つの重要な情報をご提供ください。溶接箇所を丸で囲んだ3D CAD製品図面、具体的なプラスチック材料(例:PP、ABS)、年間製品需要(例:10,000個、100,000個)です。これらの情報により、溶接作業の実現可能性を適切に評価し、最適な提案とコスト計算を行い、最終的に正確なお見積もりを提出することができます。
まとめ
プラスチック溶接は「似たような」プロセスではなく、科学的に実証され、高度に制御可能で精密な技術です。その優れた強度、密閉性、信頼性は、ハイエンド製造業への統合への扉を開きました。
JSは信頼できる製造・加工会社として、高品質な板金加工部品と透明性の高い板金加工価格をご提供しています。当社をお選びいただくことで、高品質な溶接製品だけでなく、熟練した迅速なサービスも提供いたしますので、プラスチック接合に関する問題も容易に解決できます。
当社のオンライン板金加工サービスは迅速な注文を可能にし、最初から最後まで完全なプロジェクトサポートを提供して、製造を効率的に完了し、製品の競争力を高めるお手伝いをします。

免責事項
このページの内容は情報提供のみを目的としています。JSサービスに関する情報の正確性、完全性、または有効性について、明示的または黙示的を問わず、いかなる表明または保証も行いません。第三者サプライヤーまたはメーカーが、Jushengネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質および種類、または製造技術を提供すると推測しないでください。これは購入者の責任です。部品の見積もりが必要です。これらのセクションに関する具体的な要件をお知らせください。詳細については、お問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに重点を置く業界をリードする企業です。20年以上にわたり5,000社以上のお客様と実績を誇り、高精度CNC加工、板金加工、 3Dプリント、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社の工場には、ISO 9001:2015認証を取得した最先端の5軸加工センターが100台以上あります。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに最速24時間以内の納品で対応いたします。JSテクノロジーをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムの選択を意味します。
詳細については、当社のウェブサイトをご覧ください: www.cncprotolabs.com
リソース

