

Les stimulateurs cardiaques vitaux sont enfermés dans des coques en plastique totalement étanches, tandis que les énormes réservoirs de carburant des voitures de course forment une seule pièce continue en plastique. Ils ne sont ni moulés par injection ni assemblés avec de la colle.
Sa durabilité, son étanchéité et sa résistance sont issues d' une technique secrète appelée « soudure plastique ». Ce matériau est suffisamment résistant pour résister à des années de corrosion causée par le carburant, mais suffisamment fin pour ne pas sertir ni couper des fils très fins.
Vous vous demandez peut-être : est-ce plus résistant que des vis ou de la colle ? Ce guide explique en détail la résistance du soudage plastique , notamment ses principes fondamentaux, ses procédés, sa résistance et son coût. Fort de l'expérience de JS, il vous permettra de comprendre clairement comment utiliser correctement le soudage plastique pour résoudre divers problèmes d'assemblage.
Résumé des réponses clés
| Thème principal | Principales conclusions | Base clé |
| Efficacité du soudage plastique | Efficace, répondant aux normes de résistance et d'étanchéité. | La résistance atteint 80 à 95 % du matériau parent et peut passer les tests IP68. |
| Exigences matérielles | Même matériau requis, sélectionnez le matériau de soudage correspondant. | Différence de température de fusion ≤ 10 ℃, se référer au tableau de compatibilité. |
| Avantage de coût | Coût total réduit pour la production en volume moyen et grand. | Coût unitaire de 0,1 à 0,5 USD pour une production annuelle de 50 000 unités. |
| Efficacité des processus courants | Le soudage par ultrasons offre une efficacité élevée. | Des vitesses de soudage par ultrasons de 0,5 à 2 secondes par unité conviennent à la production de masse. |
| Procédés applicables aux pièces à parois épaisses | Le soudage à pénétration profonde convient aux pièces à parois épaisses. | Réalisez une fusion profonde des matériaux et améliorez la stabilité structurelle. |
Pourquoi faire confiance au guide JS ? Analyse de la résistance des soudures plastiques
JS possède plus de 10 ans d'expertise dans le soudage plastique pour une variété de marchés clés, notamment l'automobile, le médical et l'électronique grand public.
À titre d'exemple, nous avons déjà réalisé 500 000 réparations de pare-chocs en plastique par an pour un important client du secteur automobile , avec un taux de réussite constant de 99,8 % . Nous avons également réalisé des soudures de boîtiers de microcapteurs pour des clients du secteur des dispositifs médicaux, conformément aux spécifications d'étanchéité IP68.
Elles allaient de micro-pièces millimétriques à de grandes pièces structurelles de plusieurs mètres, avec des milliers de paramètres de processus et de solutions aux problèmes. Ce manuel s'appuie sur ces expériences de projets réels. Toutes les recommandations ont fait leurs preuves, vous pouvez donc être sûr de leur professionnalisme et de leur applicabilité.
Choisissez les services de soudage plastique de JS Precision Manufacturing . Communiquez-nous simplement les spécifications de votre produit et vos exigences en matière de matériaux, et nous étudierons et personnaliserons rapidement une solution qui résoudra facilement vos problèmes d'assemblage plastique, sans vous soucier des risques liés à la qualité.
Qu'est-ce que le soudage plastique ? Pourquoi est-ce la solution ultime pour assembler les plastiques ?
Le soudage plastique utilise la chaleur, les vibrations ou le laser pour assembler les faces en contact de deux pièces en plastique, créant ainsi un joint invisible et robuste une fois refroidi. Pourquoi est-il qualifié de « solution ultime » pour l'assemblage des plastiques ?
Une comparaison avec les moyens traditionnels révèle sa supériorité :
| Méthode de connexion | Force | Scellage | Apparence | Durabilité |
| Soudage plastique | Haute (résistance proche de celle du matériau parent) | Excellent (étanche et sans couture) | Bon (pas de marques visibles) | Solide (résistance au vieillissement et aux vibrations) |
| Collage | Moyen (selon la viscosité de l'adhésif) | Mauvais (en fonction des conditions météorologiques et des fuites) | Passable (peut contenir des résidus de colle) | Faible (la colle se détériore et se détériore rapidement) |
| Raccord à vis | Moyen (reposant sur une fixation par vis) | Mauvais (un écart existe) | Mauvais (Avec des traces de trous de vis ) | Juste (affecté par un desserrage dû à une utilisation prolongée) |
Comme le montre le tableau, le soudage plastique surpasse les méthodes traditionnelles sur les deux principaux paramètres de résistance et d'étanchéité, ce qui le rend particulièrement adapté aux applications exigeant une fiabilité élevée. Il est également largement utilisé en complément de la fabrication de pièces en tôle pour assurer une meilleure stabilité globale du produit.
JS fournit des services de soudage plastique personnalisés en fonction des spécifications de votre produit et accepte les commandes de fabrication de tôles personnalisées pour répondre à vos besoins de traitement intégrés et augmenter l'efficacité de la production.
Comment le soudage plastique est-il fabriqué ? Six procédés courants dévoilés.
Différentes pièces et applications en plastique nécessitent différents procédés de soudage. Voici une analyse approfondie de six procédés courants :
| Type de processus | Principe | Matériaux applicables | Avantages | Inconvénients |
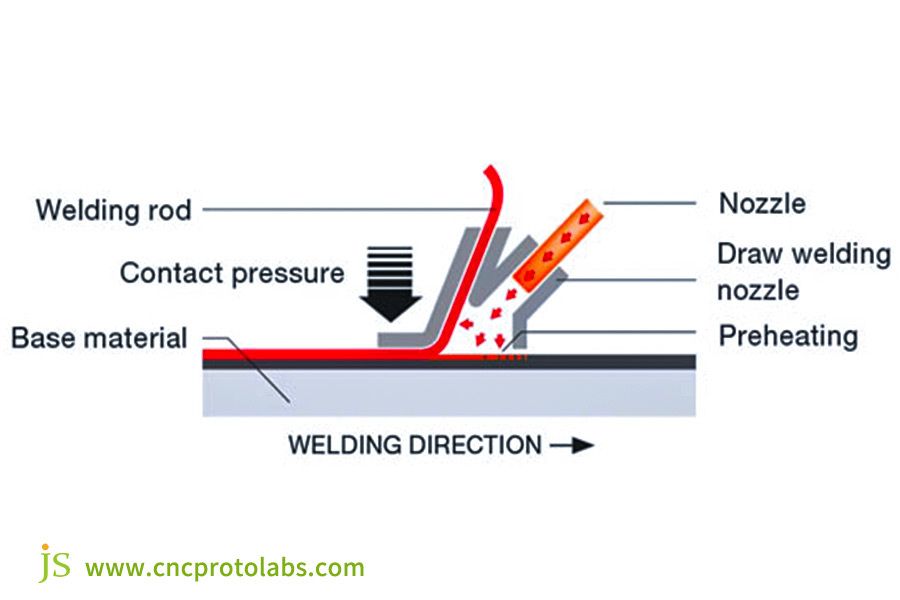
| Soudage à air chaud | L'air chaud est utilisé pour faire fondre la surface en plastique, puis la souder et la pressuriser. | PP, PE et PVC. | Faible coût de l'équipement (1 000 à 3 000 USD), fonctionnement simple. | Faible vitesse, faible précision et compatible avec des pièces simples. |
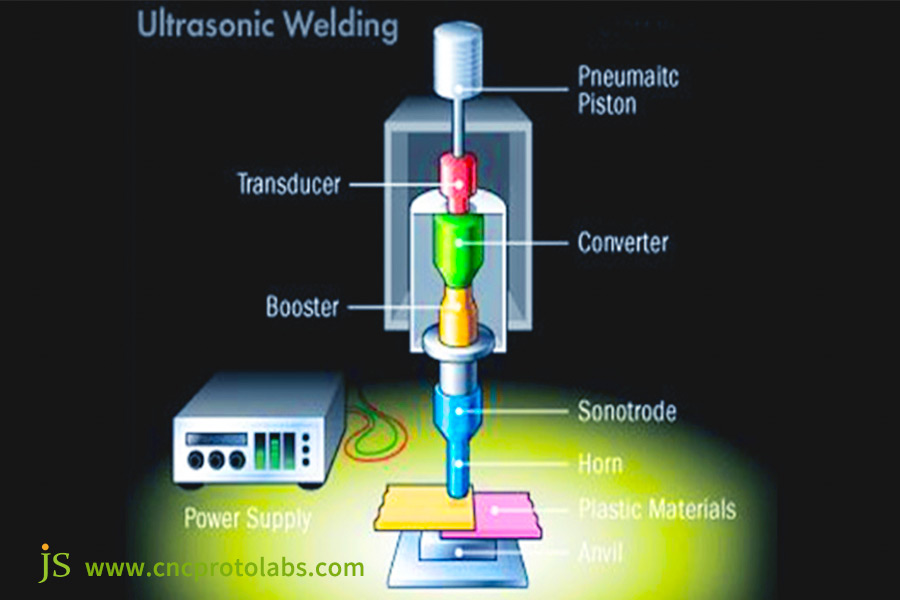
| Soudage par ultrasons | La chaleur et la fusion des surfaces à contacter sont produites par des vibrations à haute fréquence. | ABS, PS et PC. | Haute vitesse (0,5 à 2 secondes par pièce), haute précision et aucun résidu. | Coût élevé de l’équipement (5 000 à 20 000 USD), selon la taille de la pièce. |
| Soudage par vibration et friction | Les composants vibrent les uns par rapport aux autres, génèrent de la chaleur et frittent les composants. | PP, PE et PC. | Haute résistance, adapté aux gros composants en plastique. | Équipement de grande taille et configuration complexe, ne convient pas aux micro-composants. |
| Soudage au laser | Le chauffage laser focalisé crée une fusion très localisée des surfaces de contact. | PET, PMMA et PC. | Précision extrêmement élevée (erreur ≤ 0,01 mm), aucune contrainte mécanique. | Coût de l'équipement élevé, nécessite une transparence du matériel. |
| Soudage par friction rotative | La rotation d'une pièce la réchauffe et la déforme en une pièce fixe. | ABS, PP et PE. | Ils scellent bien et sont utilisés pour les bâtiments symétriques. | Leur utilisation est limitée uniquement dans le cas de pièces rondes/symétriques. |
| Soudage d'implants | Le métal est fondu et inséré dans le plastique pour former un joint. | ABS, PA et PC. | Forme des joints sûrs et adaptés aux matériaux composites. | L'emplacement d'insertion pré-planifié implique beaucoup de préparation préalable. |
Une fois que vous connaissez les propriétés de ces procédés, vous pouvez sélectionner la méthode de soudage plastique la plus appropriée aux exigences de votre produit.
D'autres méthodes telles que le soudage à pénétration profonde peuvent être appliquées pour souder des pièces en plastique à parois épaisses avec une pénétration plus profonde du matériau et une plus grande résistance globale des joints, répondant aux exigences d'une stabilité structurelle accrue.
Le soudage plastique est-il vraiment efficace ? Vérification scientifique de la résistance et de l'étanchéité
La réussite du soudage des plastiques peut être prouvée directement par des tests scientifiques. En termes de résistance, un soudage réussi peut atteindre 80 à 95 % de la résistance du matériau de base. Les chiffres exacts sont indiqués dans le tableau ci-dessous :
| Procédé de soudage | Matériel d'essai | Résistance à la traction de la soudure (MPa) | Résistance relative au matériau parent (%) |
| Soudage par ultrasons | ABS | 25 | 89 |
| Soudage à air chaud | PP | 18 | 85 |
| Soudage au laser | PC | 60 | 92 |
En termes de performances d'étanchéité, les pièces de soudage en plastique fonctionnent également bien.
Des tests d'étanchéité à l'eau et à l'air comprimé ont confirmé que les dispositifs médicaux soudés par ultrasons respectent la norme d'étanchéité IP68, garantissant une étanchéité parfaite après immersion dans l'eau pendant 24 heures à une profondeur de 1,5 mètre. Les composants automobiles soudés sont étanches et sans vide après 30 minutes de pression de 0,5 MPa.
Ces points valident que le soudage plastique répond pleinement aux exigences strictes de résistance et d’étanchéité de diverses industries.
JS Precision Manufacturing effectue des tests de résistance et d'étanchéité sur chaque lot de pièces soudées afin de garantir la qualité de nos produits. Nos tarifs de fabrication de tôlerie sont transparents, vous permettant de visualiser facilement votre structure de coûts et d'éviter des dépenses inutiles.
Le soudage est-il coûteux ? Analyse de l'équation investissement-rendement
Le soudage plastique est extrêmement coûteux pour beaucoup, mais en termes de retour sur investissement à long terme, il présente de nombreux avantages. Voici son coût :
Investissement initial
Le coût des équipements de soudage automatisés varie selon le procédé : le soudage à air chaud coûte environ 1 000 à 3 000 USD, le soudage par ultrasons entre 5 000 et 20 000 USD et le soudage laser entre 20 000 et 50 000 USD. Ces équipements ont une durée de vie de 5 à 8 ans, ce qui convient à une production à grande échelle.
Coût unitaire
À mesure que la production augmente jusqu’à un volume donné, le coût unitaire du soudage du plastique diminue considérablement.
Par exemple, avec une demande annuelle de 50 000 unités, le soudage par ultrasons réduit le coût unitaire à seulement 0,1 à 0,5 USD, soit nettement moins que le collage (0,3 à 1,0 USD/unité) et le vissage (0,5 à 1,5 USD/unité). Cela s'explique par le haut degré d'automatisation, qui réduit les coûts de main-d'œuvre et de consommables.
Rentabilité globale
Pour des quantités de production moyennes à élevées (demande annuelle ≥ 50 000 unités), le soudage plastique offre une rentabilité totale significative.
À titre d'exemple, pour le scénario d'un pare-chocs de voiture, où un investissement de 15 000 $ dans un équipement à ultrasons est réalisé, le coût par unité pour une quantité de production de 100 000 unités par an est de 0,30 $, avec 70 000 $ par an économisés, un retour sur investissement de 6 à 12 mois et des économies de coûts continues.
Conclusion : Dans la production en volume moyen et élevé, le coût total du soudage plastique est généralement bien inférieur à celui des autres formes d’assemblage, et il est essentiel pour obtenir une fabrication automatique et réduire le coût unitaire.

Comment tester la soudabilité des plastiques ? Test de compatibilité des matériaux
Les tests de compatibilité des matériaux constituent la première étape pour réussir le soudage des plastiques. Les exigences spécifiques sont décrites ci-dessous :
1. La première règle : les matériaux doivent être identiques
Différents plastiques ne peuvent pas être soudés efficacement en raison de leurs structures moléculaires et de leurs propriétés de fusion très différentes. Le choix d'un matériau de soudage adapté est indispensable pour un soudage efficace.
Par exemple, le PP doit être soudé au PP et l'ABS à l'ABS. Le mélange de ces matériaux entraînera des fissures dans les joints et une résistance de soudure extrêmement faible.
2. Paramètre clé : température de fusion
Chaque plastique a un point de fusion différent. Lors du soudage, veillez à ce que les températures des deux pièces soient quasiment identiques.
Par exemple, le PP fond entre 160 et 170 °C, l'ABS entre 220 et 250 °C et le PC entre 220 et 230 °C. La différence de température ne doit pas dépasser 10 °C pour une fusion complète. Une différence de température plus importante interrompra la fusion, voire brûlera les plastiques.
3. Compatibilité chimique
Deux plastiques ne peuvent pas subir de réactions chimiques lors du soudage. Par exemple, le soudage du PVC à certains plastiques peut libérer du chlorure d'hydrogène, un gaz nocif qui peut ramollir la soudure. Le soudage des fluoropolymères à la plupart des plastiques courants peut produire des produits toxiques et réduire la résistance de la soudure.
4. Outil utile : utilisez le tableau de compatibilité du soudage plastique
Le tableau de compatibilité du soudage plastique indique la compatibilité du plastique (par exemple, « soudable », « soudure limitée » et « non soudable ») et permet de vérifier facilement la compatibilité, de réduire les coûts d'essais et d'erreurs et de maximiser les taux de réussite du soudage.
JS propose des services de tests de compatibilité de soudage plastique, déterminant la soudabilité de vos matériaux et recommandant des procédés de support. Nous acceptons également les commandes de fabrication de tôles sur mesure pour répondre à vos divers besoins de traitement.
Au-delà de la résistance : la vaste gamme d'applications des pièces soudées en plastique
Le soudage des plastiques, grâce à ses avantages en matière d'étanchéité et de résistance, est largement utilisé dans de nombreux secteurs. Utilisations courantes :
Industrie médicale : utilisé pour sceller des équipements tels que des prothèses auditives, des seringues et des capteurs. Par exemple, JS soude de très petits composants de microphone utilisés dans les prothèses auditives haut de gamme, offrant une protection IP68 contre l'humidité et la poussière pour protéger les composants internes.
Industrie automobile : Complément aux pièces en plastique telles que les pare-chocs, les tableaux de bord et les radiateurs. Le soudage par friction-vibration des pare-chocs de véhicules automobiles augmente leur résistance de 30 % et leur permet d'absorber les chocs mineurs sans se fissurer.
Industrie électronique : Étanchéité des boîtiers et connecteurs de capteurs. Le soudage laser des capteurs électroniques les rend stables à des températures et une humidité élevées, avec un taux de défaillance inférieur à 0,5 %.
Industrie de l'emballage : Assemblage de contenants alimentaires et de bouchons de bouteilles en plastique. Le soudage par friction rotative des bouchons de bouteilles en plastique améliore l'étanchéité et prolonge la durée de conservation des aliments de 3 à 6 mois.
Industrie de l'électroménager : Assemblage des tambours intérieurs des machines à laver et des pièces extérieures des climatiseurs. Le soudage à l'air chaud des pièces en plastique des appareils les rend plus durables et prolonge leur durée de vie de 5 à 8 ans.
Le soudage plastique est généralement utilisé pour de telles applications, notamment pour la fabrication de pièces en tôle . Les composants en plastique des tableaux de bord automobiles, par exemple, sont soudés sur des supports métalliques afin d'assurer l'étanchéité et de renforcer la structure globale.

Au-delà de l'équipement : quatre facteurs clés à prendre en compte lors du soudage des plastiques
Outre la sélection du bon équipement et des bons matériaux, quatre des facteurs les plus importants du processus de soudage ont un impact direct sur la qualité du soudage plastique :
1. Nettoyage de surface
Nettoyez la surface plastique de l'huile, de la poussière et des impuretés avant le soudage. Les impuretés peuvent provoquer des fissures dans le cordon de soudure, réduire la résistance de 30 à 50 % et rompre l'étanchéité. Il est recommandé de nettoyer la surface à l'alcool et de la laisser sécher avant le soudage.
2. Contrôle de la pression
Une pression appropriée doit être utilisée pour le soudage. Une pression insuffisante entraînera une mauvaise adhérence des matériaux fondus et des fissures de soudure , tandis qu'une pression excessive entraînera une déformation des composants, affectant ainsi leur aspect et leur précision. Par exemple, pour le soudage par ultrasons de l'ABS, utilisez une pression de 0,1 à 0,5 MPa, variable selon l'épaisseur.
3. Contrôle de la température
Les différents plastiques fondent à des températures différentes, nécessitant un ajustement de la température. Une température trop basse ne fondra pas complètement et réduira la résistance de la soudure. Une température trop élevée brûlera le plastique, produira de la fumée et réduira la résistance de la structure. Par exemple, pour le soudage du PP, il faut utiliser une température de 160 à 170 °C et pour le soudage de l'ABS, de 220 à 250 °C.
4. Temps de refroidissement
Un temps de refroidissement suffisant doit être respecté après le soudage afin de permettre au plastique fondu de durcir complètement. Un refroidissement insuffisant entraîne une soudure indéfinie, sujette aux fissures sous contrainte ; un refroidissement excessif réduit l'efficacité. Le temps de refroidissement est généralement deux à trois fois supérieur au temps de soudage. Le soudage par ultrasons, par exemple, dure 0,8 seconde, tandis que le refroidissement dure entre 1,6 et 2,4 secondes.
JS contrôle rigoureusement ces quatre facteurs essentiels du processus de soudage plastique afin que chaque soudure soit de qualité standardisée grâce à des pratiques standardisées. Nous proposons même des services de fabrication de tôles en ligne . Commandez en ligne et nous vous contacterons rapidement, vous faisant gagner du temps et de l'argent.
Sur la voie du succès : cinq conseils pratiques pour le soudage plastique
La maîtrise de ces cinq conseils pratiques améliorera considérablement votre taux de réussite en matière de soudage plastique :
1. Choisir le bon outil de soudage
Choisissez les outils en fonction de la taille et du matériau de la pièce :
- Pour les micro-pièces (comme les capteurs médicaux), choisissez un soudeur à ultrasons pour une précision extrême et des soudures sans trace.
- Pour les pièces de grande taille (comme les radiateurs de voiture), choisissez un soudeur à friction par vibration pour le soudage sur de grandes surfaces.
- Pour des réparations simples (comme des fissures dans des bassins en plastique), choisissez un équipement à air chaud pour son faible coût et sa polyvalence.
2. Tester des échantillons à l'avance
Avant le soudage en série, des échantillons d'essai doivent être produits. La résistance des soudures (résistance à la traction, à la flexion) et l'étanchéité (résistance à la pression atmosphérique et à l'eau) sont testées. Seuls des paramètres appropriés permettent de lancer la production en série . Cela permet d'éviter les rebuts et les pertes de lots dus à des paramètres inappropriés.
3. Contrôler la vitesse de soudage
La vitesse de soudage doit être équivalente à l'efficacité thermique. Une vitesse trop rapide entraînera un chauffage insuffisant du plastique et une soudure de mauvaise qualité. Une vitesse trop lente entraînera une surchauffe, des brûlures et des déformations.
À titre d’exemple, lors du soudage du PP à l’air chaud, contrôlez la vitesse à 5-10 mm/s afin d’éviter les brûlures.
4. Fournir un environnement de soudage uniforme
L'environnement de soudage doit être constant en température et en humidité, et exempt de poussière. L'humidité provoque des dépôts d'humidité à la surface du plastique, ce qui affecte le collage. Un excès de poussière introduit des impuretés et réduit la résistance. Enfin, les fluctuations de température affectent l'état de fusion.
Le soudage doit idéalement être réalisé dans une salle blanche avec une température de 20 à 25 °C et une humidité de 40 à 60 %.
5. Maintenir régulièrement l'équipement en ordre
L'équipement de soudage doit être inspecté et entretenu régulièrement.
- Les éléments chauffants des soudeurs à air chaud doivent être nettoyés tous les mois pour éviter toute interférence de la poussière avec l'efficacité.
- Les vibrateurs de soudage à ultrasons doivent être calibrés tous les trimestres pour garantir une fréquence correcte.
- Les capteurs de pression doivent être testés tous les six mois pour garantir une mesure de pression précise, afin de maximiser la durée de vie de l'équipement et de réduire les pannes.
Étude de cas : Comment le soudage par ultrasons garantit une qualité sonore claire dans les aides auditives intelligentes
Points faibles des clients
Un fabricant d'aides auditives haute performance exigeait l'étanchéité d'un microphone miniature (3 mm x 5 mm) dans une minuscule dépression. Ses exigences étaient les suivantes :
Étanchéité complète pour empêcher la poussière et l'humidité d'interférer avec la qualité sonore, précision extrêmement élevée (écart ≤ 0,01 mm) pour éliminer la perte de sensibilité, aucune gravure sur la surface extérieure et aucun adhésif.
La solution de JS
1. Sélection du processus
Le soudage par ultrasons de précision a été choisi car il est extrêmement précis, implique une durée de soudage courte (0,5 à 2 secondes par unité), soude sans trace et répond à tous les besoins de précision et d'apparence du client.
2. Matériaux et conception
Nous avons utilisé Matériau ABS de qualité médicale pour le capuchon inférieur et le boîtier extérieur, après consultation du client, afin d'améliorer la compatibilité des matériaux et d'éviter les fissures lors du soudage. Nous avons également créé une nervure de soudure de 0,2 mm pour une soudure plus résistante et une meilleure étanchéité.
3. Contrôle des paramètres
Après avoir effectué une série de soudures d'essai, les paramètres optimaux ont été déterminés :
Fréquence ultrasonique de 35 kHz, pression de soudage de 0,3 MPa, temps de soudage de 0,8 seconde et temps de refroidissement de 2 secondes. Ces paramètres garantissent une fusion suffisante du plastique, préviennent la déformation des pièces et garantissent l'étanchéité.
Résultats finaux
Le projet a atteint un taux de rendement de 100 % et les soudures ont réussi le test d'étanchéité IP68 (aucune fuite après 24 heures d'immersion dans 1,5 mètre d'eau), enfermant entièrement les composants du microphone.
Les témoignages clients ont confirmé une amélioration de 40 % du rendement de la production en série, une fiabilité à long terme de 99,5 % dans les environnements exigeants et un taux de distorsion sonore inférieur ou égal à 0,1 %. Les pièces de tôlerie incluses dans le projet ont été fournies par JS, ce qui a permis une production interne et une rentabilité optimale.
FAQ
Q1 : La soudure plastique est-elle solide ?
Oui, les soudures en plastique, si elles sont bien réalisées, peuvent atteindre 80 à 95 % de la résistance du matériau de base. Pour ce faire, il est nécessaire d'adapter le matériau, de respecter les paramètres de procédé et de respecter un temps de refroidissement suffisant. Par exemple, la résistance à la traction d'une soudure en ABS soudé par ultrasons est de 25 MPa, soit presque aussi élevée que celle du matériau de base (28 MPa), et permet une longue durée de vie.
Q2 : Le soudage du plastique est-il difficile ?
La difficulté des opérations de soudage plastique est modérée, mais une formation professionnelle est requise, incluant le fonctionnement des équipements, le comportement du plastique et la maîtrise des paramètres du procédé. Le contrôle de la température et de la vitesse a un impact direct sur la qualité de la soudure. Les procédés de soudage fondamentaux peuvent être enseignés aux stagiaires en une à deux semaines de formation et de pratique. Une expérience projet supplémentaire est requise pour les procédés avancés.
Q3 : Le soudage du plastique est-il dangereux lorsqu'il produit des fumées dangereuses ?
Tout procédé thermoplastique génère des fumées. La nature des fumées produites dépend du plastique. Par exemple, le chauffage du PVC peut libérer du chlorure d'hydrogène gazeux. Tous les procédés doivent donc être réalisés sous une bonne ventilation et un système de filtration des gaz d'échappement afin de minimiser l'inhalation de fumées. Pour les matériaux spéciaux, le port de masques de protection est également requis pour la protection des opérateurs lors du soudage .
Q4 : Que devez-vous fournir pour établir un devis pour des services de soudage ?
Veuillez fournir trois informations essentielles : un plan CAO 3D du produit avec la zone de soudure encerclée, le matériau plastique précis (par exemple, PP, ABS) et la demande annuelle (par exemple, 10 000 unités, 100 000 unités). Ces informations nous permettront d'évaluer précisément la faisabilité des opérations de soudage, de formuler les meilleures recommandations et de calculer les coûts, afin de vous fournir un devis précis.
Résumé
Le soudage plastique n'est pas un procédé similaire, mais une technologie scientifiquement prouvée, hautement contrôlable et précise. Sa résistance, son étanchéité et sa fiabilité supérieures ont ouvert la voie à son intégration dans la fabrication haut de gamme.
JS, entreprise de fabrication et de transformation fiable, fournit des pièces de tôlerie de qualité et des prix transparents. Nous choisir vous garantit non seulement des produits de soudage de qualité, mais aussi un service compétent et rapide, simplifiant ainsi les problèmes d'assemblage plastique.
Nos services de fabrication de tôles en ligne offrent une commande rapide et nous fournissons un support de projet complet du début à la fin pour vous aider à terminer la fabrication efficacement et à améliorer la compétitivité des produits.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services JS : Aucune déclaration ni garantie, expresse ou implicite, n’est fournie quant à l’exactitude, l’exhaustivité ou la validité des informations. Il ne faut pas en déduire qu’un fournisseur ou fabricant tiers fournira les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériau ou la fabrication via le réseau Jusheng. Il est de la responsabilité de l’acheteur de demander un devis pour les pièces . Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d’informations .
Équipe JS
JS est une entreprise leader du secteur, spécialisée dans les solutions de fabrication sur mesure. Forts de plus de 20 ans d'expérience auprès de plus de 5 000 clients, nous nous spécialisons dans l'usinage CNC de haute précision, la tôlerie , l'impression 3D , le moulage par injection , l'emboutissage des métaux et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à nos clients dans plus de 150 pays. Qu'il s'agisse de production en petite série ou de personnalisation à grande échelle, nous répondons à vos besoins avec une livraison rapide en 24 heures. Choisir JS Technology, c'est choisir efficacité, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

