

すべての自動車のトランスミッションの動作、産業用ロボットの関節の各位置決め、およびすべての風力タービンのトルク変換には、歯車が関係しているという共通点があります。適切に設計されたギアは、最高の状態で、パワー、効率、信頼性が融合したものになります。
しかし、多くの人は歯車加工を「歯を削る」ことと同じだと考えています。カスタマイズのニーズに直面すると、精度をどのように保証するか、コストをどのように管理するか、歯車メーカーと協力しながら何を考慮する必要があるかなど、戸惑うことがあります。
このガイドは現代の中心部を探ります歯車加工そして、JS Precision のような企業と提携することが、パワートレインの成功に向けた重要なステップである理由を明らかにします。
主要な回答のまとめ
| 比較 | 従来の歯車加工 | 最新の精密歯車加工 |
| 精密級 | 標準商用グレード | 高精度グレード(AGMA 12-13以上まで) |
| 一貫性の保証 | 経験豊富な技術者とバッチバリエーションに依存します。 | CNC 制御と全プロセス監視により、すべてのバッチの一貫性を確保します。 |
| 材料適応性 | CNC 制御と全プロセス監視により、すべてのバッチの一貫性が保証されます。 | 粉末冶金から高張力合金鋼まで幅広い分野をカバーしています。 |
| デザインとカスタマイズ | リードタイムが長く、改造費が高額。 | デジタル設計、迅速なプロトタイピング、簡単なカスタマイズ。 |
| 全体のコスト | 初期費用は低いですが、潜在的な障害リスクは高くなります。 | 最適な全体的なライフサイクルコストによる合理的な先行投資。 |
| コアバリュー | 伝達の機能を実現します。 | 信頼性が高く、効率的で静かな電力伝送サービスを提供します。 |
このガイドが信頼できる理由歯車の加工精度にこだわるJSプレシジョン
歯車加工の分野では、経験が精度の保証につながります。JS プレシジョンは、数千のプロジェクトの完了を通じてその経験が実証されています。
過去 15 年間、当社は 20 以上の業界、自動車、航空宇宙、テスラのサプライ チェーンなどの医療機器製造分野、軍事研究機関、手術用ロボット メーカーなど、500 社を超えるクライアントにサービスを提供してきました。 合計 100,000 個以上のギア。AGMA グレード 14 高精度ギア当社のビジネスの 30% を占めており、顧客の再購入率は 80% を超えています。
かつて私たちは、特定のフォーミュラ チーム向けにディファレンシャル ギアをカスタマイズし、極度のトルク下でも故障ゼロを保証しながら 18% の重量削減を実現しました。このような実際の事例により、さまざまなシナリオにおける歯車加工に関連する問題点を深く理解することができました。
このマニュアルは単に理論をまとめたものではなく、材料の選択、プロセスの最適化、コスト管理におけるチームの経験を凝縮した実践的なツールです。提案はすべて自分のプロジェクトで直接使用できます。
JSプレシジョンは歯車加工を専門とする歯車メーカーとして、歯車の設計検討から量産まで対応いたします。今すぐお問い合わせいただき、ギアの図面を提供して、カスタマイズされたソリューションを入手し、48 時間以内に明確な見積もりを入手してください。
歯車加工とは何ですか?空白からパワーハブへの変革
歯車加工は単なる「歯を削る」ものだと多くの人が信じていますが、実際には、原材料からパワーハブに至るまでの精密製造システムです。
歯車加工とは、原材料の選択と準備、歯車形状の加工、熱処理、仕上げを含む一連の工程を指します。この点における基本的な目的は、騒音、振動、摩耗の発生を最小限に抑えながら、歯車の噛み合い点でスムーズで効率的な動力伝達を実現することです。
歯車製造の専門会社である JS Precision の歯車加工は、単なる機械加工ではありません。
お客様の使用シーンを考慮し、真空浸炭焼入れなどの熱処理工程や3Dモデルまで最適化した最適な材質をご提案いたします。 トポロジーの最適化、そのため、各製品は単純な標準部品ではなく、パワーコアとして正確に適合します。
最新の精密歯車はどのように製造されているのでしょうか?核となる製造プロセスを明らかにする
歯車加工とは何かを理解したところで、精密な歯車がどのように作られるのかを見ていきましょう。精密歯車の製造には通常 3 つの段階があり、すべての段階で歯車の切断と綿密な品質管理のための特別な機械が必要です。
工程1:ソフトマシニング段階
- 旋削と穴あけ:ブランクは、基準面、外径、および内穴に機械加工されます。 CNC フライスおよびターニング センター後続の手順の位置決めの精度を確保するため。
- ホブ加工または整形:初期の歯形は歯車切断機で機械加工され、基本的な歯の形状が直接決まります。
工程2:熱処理段階
浸炭焼入れによる性能向上:歯車を浸炭炉に入れて表面に高炭素層を形成した後、焼入れ処理を施すことにより、表面硬度が高く耐摩耗性が高く、使用中に破損しにくい中心部の靭性が得られます。
工程3:ハードマシニング段階
熱処理後、歯車はわずかに変形するため、歯車研削またはホーニングによる修正が必要です。高精度歯車研削盤を使用して誤差をミクロンレベルまで制御し、AGMA 12~14 レベルの精度に達します。 JS Precision はドイツのライシャウアー歯車研削盤を使用し、0.002mm 以内の安定した精度を実現します。
JS プレシジョンは、粗加工からホブ加工までの一連の歯車加工プロセスを保有しています。装置は定期的に校正され、各プロセスにはギアの最適なパフォーマンスを実現するための独自のプロセスカードと検査基準があります。
JS Precision は、あらゆる歯車加工のニーズに効率的かつ高精度で応えます。 歯切機とエンドツーエンドのプロセス制御。当社を選んでいただくメリットは、多段階のアウトソーシングによる精度の低下を回避できることです。
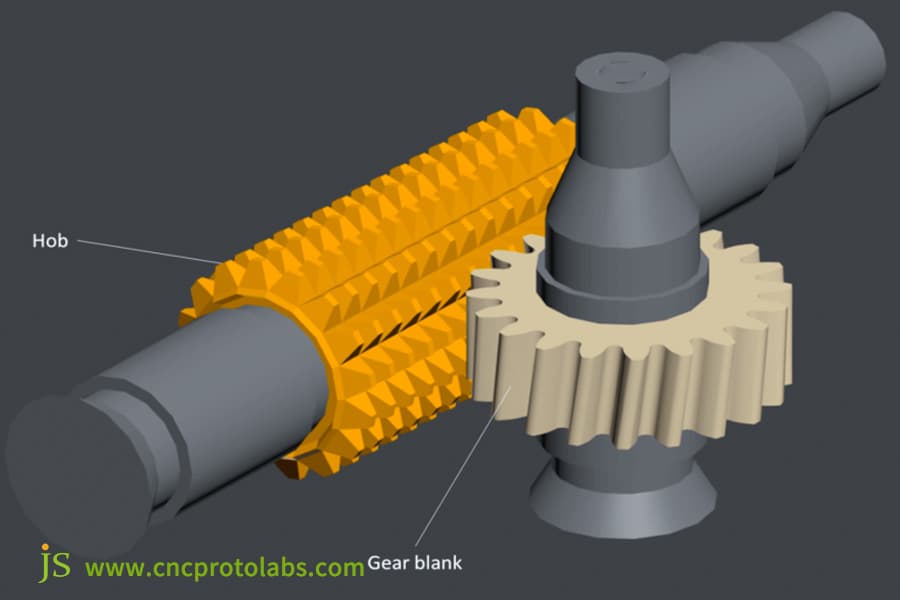
図1:図に示すように、歯車のホブ切りは、ローリングカッターを回転させて歯車の歯を加工することによって実現されます。
カスタムギア加工の価格に影響を与える主な要因は何ですか?
カスタム歯車の加工コストに影響を与える要因は数多くあります。これらの要素を理解することで、「精度の要求」と「コスト管理」のバランスをとることができます。業界のデータと経験に基づいて、詳細なコスト表を含む内訳を次に示します。
カスタム歯車加工のコストに対するさまざまな精密グレードとモジュールの影響(AGMA グレード 8 および 1mm モジュールに基づく)
| 精密級(AGMA) | コスト増加率 | 主な追加操作 | 主な用途 | モジュール(mm) | 単価 (米ドル、AGMA グレード 10) |
| 8年生 | ベースライン (100%) | ホブ加工+ホーニング加工 | 一般伝送装置 | 1 | 35 |
| 10年生 | 150%-180% | 準精密歯車歯車を追加 | 自動車用トランスミッション | 2 | 58 |
| 12年生 | 250%-300% | 完全精密ギア+複数の検査 | 航空宇宙用補助機器 | 3 | 82 |
| 14年生 | 400%-500% | 超研削歯車+歯車測定センターによる全数検査 | レーシングカー、ハイエンド医療機器 | 4 | 115 |
中核的な影響要因
1. 設計の複雑さ:モジュール、歯数、ねじれ角、ドラム型歯などの特殊なプロファイルにより、加工時間と工具の摩耗が増加します。ドラム形状の歯の加工コストは、標準の拍車よりも30% 以上高くなります。
2. 材料と熱処理: 航空宇宙品質の AISI 9310 鋼は 45# 鋼の 3 ~ 4 倍のコストがかかりますが、真空浸炭と焼き入れのコストは直接焼き入れより 50% 高くなります。
3. 注文数量:小ロット (1 ~ 10 個) の単価は、 1000個以上の大規模バッチの5〜8倍。 JSプレシジョンではコスト削減を目的とした「一括分割生産」が可能です。
JSプレシジョンは、コスト削減のために精度に妥協することなく、切削パラメータの最適化とコスト効率の高い材料の提案によりコスト効率を実現します。
カスタム歯車の加工コストがどれくらいかかるのか疑問に思っている場合、JS Precision はバランスのとれたソリューションを提供します。正確な歯車と加工精度要件とバッチサイズを考慮した、費用対効果の高い製品です。詳細なコスト分析については、今すぐお問い合わせください。
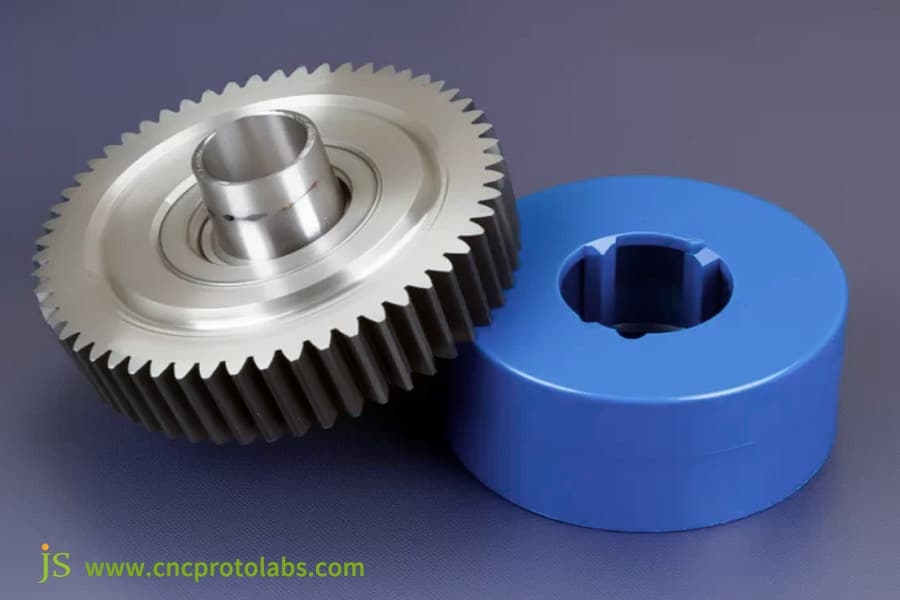
図 2: 材料の選択により、歯車加工の見積もりに大幅なコストの変動が生じます。
工作機械とギアの総合的なソリューションへの投資の価格帯はどれくらいですか?
企業が独自に歯車加工を導入する場合、設備によって投資額が大きく異なり、やみくもな投資は無駄になりやすい。次の表は、より包括的な決定を下すのに役立つように、メンテナンス費用と回収期間を補足したものです。
工作機械・歯車総合ソリューションの価格と運用コストの表
| ソリューションレベル | 価格帯 (米ドル) | コア機器構成 | 対象業種 | 年間保守コスト (USD) | 投資回収期間 (年) |
| 経済 | 50,000~200,000 | 基本的な CNC フライスおよびターニング センター、通常の歯車ホブ盤。 | 小さな金物工場、標準歯車の卸売業者。 | 5,000~12,000 | 5-8 |
| プロ | 300,000ドル~800,000ドル | 高精度歯車ホブ盤、CNC ギアシェーパー、従来の歯車研削盤。 | 自動車部品メーカー、中堅機器メーカー。 | 20,000 - 45,000 | 3-5 |
| 高度な | 1M-5M+ | 5軸連動歯車ホブ盤、輸入歯車研削盤、歯車測定センター。 | 航空宇宙メーカー、ハイエンド医療機器会社。 | 80,000~150,000 | 8-12 |
高度な最先端のソリューションのコストには巨額の投資が必要であり、専門の技術者も必要ですが、ほとんどの企業にはそれを支払う余裕がありません。 JS Precision と協力することが賢明な選択となるでしょう。
当社は、5 軸歯車切断機などの最先端の工作機械と歯車設備を備えており、加工パラメータを最適化するための10 年以上の経験を持つプロセス チームを備えています。
高額な設備投資や技術的なリスクを負担する必要はありません。最高級の設備とプロフェッショナルなプロセスによる正確な歯車と加工結果を、包括的な機能で直接お楽しみいただけます。工作機械と歯車JSプレシジョンが提供するサービスです。協力にご興味がございましたら、詳細をご相談ください。
カスタムギア加工の価格はどのように計算されますか?
カスタム歯車加工の見積もりには全体的なロジックがあります。 JS Precision は計算式を説明し、より透明性の高いコストを提供するためにバッチ処理料金データを追加します。
1.見積式分析
最終価格=材料費+加工費+熱処理・表面処理費+管理費15%~20%(設備減価償却費、品質検査等含む)
- 材料費:重量×密度×単価を乗じて計算します。たとえば、0.5kg の AISI 9310 スチール製ギアの価格は約 40 ドルになります。
- 加工コスト:中心となる変数であり、複雑さ、精度、バッチ サイズに直接関係します。 AGMA レベル 12 の加工時間は、AGMA レベル 8 の 2 ~ 3 倍です。
- 熱処理コスト:真空浸炭焼入れは 20 ~ 30 ドル/個、亜鉛メッキは 5 ~ 10 ドル/個。
2.さまざまなバッチサイズの処理コストの比較
カスタムギア加工AGMA グレード 10 およびモジュール 2mm のさまざまなバッチ数量でのコスト比較
| 注文バッチサイズ (個) | 単品加工コスト (USD) | 総処理コスト (USD) | 処理時間 (日) | 工具コストの配分 (USD/個) |
| 1-10 | 85 | 680-850 | 5-7 | 25 |
| 50-100 | 42 | 2100-4200 | 10-12 | 8 |
| 500-1000 | 28 | 14000~28000 | 18-22 | 2 |
| 1000以上 | 22 | 22000+ | 25-30 | 1 |
3.適切な見積もりを取得するための 3 つの重要な要素
- 歯車の全図、マーキング精度、歯形公差など。
- 材質と熱処理 - 明確に記載されています。
- 年間要件と単一バッチ数量。
JS Precision は、必要な費用を詳しく説明した明細別の見積もりを提供します。たとえば、AGMA レベル 14 では超精密歯車研削が必要になります。
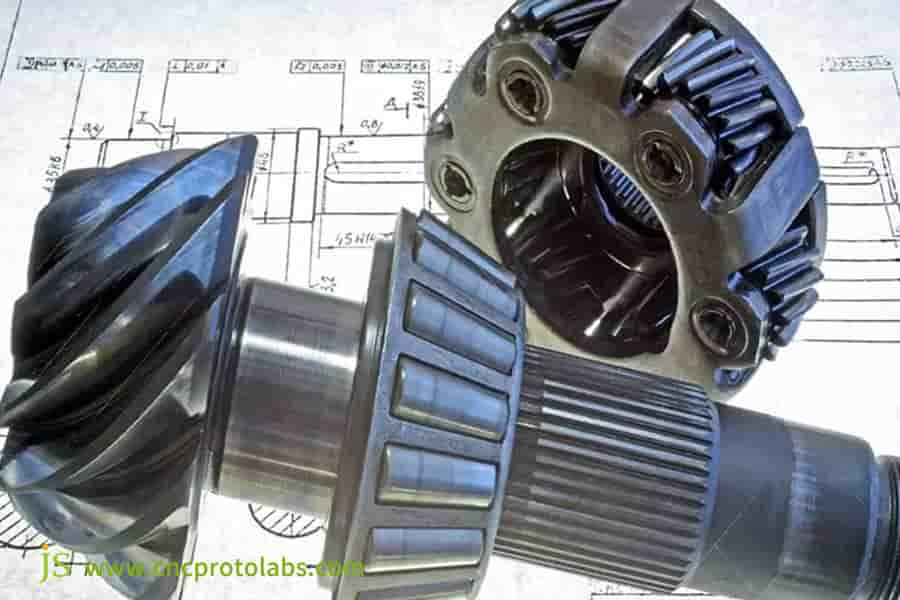
図 3: 歯車図面を歯車製造会社に提供して見積もりを取得します。
ギア製造会社との提携: カスタム サービスの標準プロセスは何ですか?
適切なものを見つけた後歯車製造会社、プロセスのスムーズさがプロジェクトの効率に影響します。 JS Precision は、標準化されたプロセスを通じてカスタマイズを完了するための何百ものクライアントを支援してきました。主要な段階には次のものが含まれます。
- コンサルティングおよび設計レビュー(1 ~ 3 日): これは、エンジニアが要件を関連付けて、材料の選択やギア プロファイルの簡素化などの設計を最適化する段階です。
- プロセス計画と見積もり(2 ~ 5 日): サプライヤーはカスタム歯車加工プロセス カードを作成し、詳細な見積もりと納期を提供します。
- サンプル製造と承認:最初のサンプルを製造し、実物大の検査報告書を提出し、顧客の確認後に量産します。 (1~2週間)
- 量産と品質管理:工程カードに従って完了し、 50個ごとにチェックし、異常が発生した場合はすぐに報告します。
- 配送とアフターサービス:認定された製品は合意に従って配送され、技術サポートは無料で提供されます。
JS Precision はお客様をパートナーとして扱い、あらゆる段階で提供されるフィードバックをサポートします。
プロセスに透明性があり、効率的にコミュニケーションを行う歯車製造会社をお探しの場合は、正規化されたカスタム歯車加工コラボレーション プロセスを次のサイトでご利用いただけます。 JSプレシジョン時間と労力を節約できます。カスタマイズされたギアのプロジェクトを開始するには、今すぐお気軽にお問い合わせください。
ケーススタディ: JS Precision がフォーミュラ レース向けに軽量ディファレンシャル ギアをどのようにカスタマイズしたか
クライアントの課題
お客様は、ディファレンシャル ギア セットを必要としているフォーミュラ E レーシング チームです。主な要件は次のとおりです。
- 構造は最大 800 N・m の高トルク、ピークトルクに耐えることができます。
- 非常に軽量な設計 - 15% 以上の重量削減。
- 低騒音 - レーシングコックピットは非常に小さいため、騒音が多すぎるとドライバーの判断に影響を与えます。
- レースではギアの故障がリタイアに直結する絶対的な信頼性を確保します。
JS Precision のソリューション
これらの問題に直面して、私たちのチームはいくつかの技術的な議論を通じて次の解決策に到達しました。
1. 材料と構造の最適化:
従来の 42CrMo 鋼を使用する代わりに、高強度で軽量の合金鋼である航空宇宙レベルの AISI 9310 が選択されました。一方、トポロジー最適化設計用の ANSYS ソフトウェアは、ハブの非合わせ面など、ギアの非重要な耐荷重領域の余分な材料を除去します。これにより、重量を軽減しながら強度を損なうことはありません。
2.精密ソフト加工:
歯車のホブ加工は、5 軸リンケージ歯車切断機で行われました。を制御することで、 リアルタイム切断パラメータ加工時の速度や送り速度など、歯形の加工誤差を0.005mm以内に抑え、その後の精密加工に必要な前提条件を作り出すことができました。
3. 高性能熱処理:
真空浸炭焼入れを行います。ギアを真空炉に入れるプロセス中は、酸化と脱炭を避けてください。浸炭層の深さは0.8~1.2mmの範囲で管理します。焼入れ後の表面硬度はHRC58~62、中心硬度は耐摩耗性と靱性のバランスを考慮してHRC30~35となります。
4.最終仕上げ:
歯車表面はドイツのライシャウアー RZ301S 歯車研削盤で研削されました。一方、歯形を改良してクラウニング効果を持たせるとともに、歯先エッジをトリミングすることで噛み合い時の衝撃や騒音を低減しました。決勝戦歯車精度AGMA 14 レベルに達し、累積ピッチ誤差はわずか 0.008mm です。
私たちの実績と価値
最終的に納品されるギアセットは、顧客の元の設計より18% 軽量になり、2.5kg から 2.05kg になります。伝達効率も当初設計の98.2%から99.5%に向上しました。シーズン全12試合で無故障稼働を実現した。
また、ギアの噛み合い時の騒音を 15dB 低減し、ドライバーのコックピット体験を効果的に向上させます。お客様のフィードバックによると、このギアセットはレーシングカーのパワートレインの核となる利点の 1 つとなり、チームのランキングを 3 つ向上させるのに役立ちました。

図4:カスタマイズされた軽量ディファレンシャルギヤ
次の Gear プロジェクトを始めるには?
歯車加工の理解に基づいて、歯車プロジェクトを開始する準備をしている場合、迅速に作業を進め、回り道を避けるのに役立つ3 つの重要な手順を次に示します。
ステップ 1: テクノロジー パッケージを準備する
テクノロジー パッケージはプロジェクトの基盤です。歯車の2D図面と3Dモデルをご用意ください。図面には精度等級、歯形パラメータ、材質、熱処理、表面処理要件と主要な寸法公差。設計が不完全な場合は、暫定的な解決策を提供することができ、当社のエンジニアが最適化を支援します。
ステップ 2: パフォーマンス要件の定義
ギアの使用目的と、動作速度、最大負荷、期待寿命、騒音制御などの関連要件をお知らせいただく必要があります。このようにして、材料とプロセスを適切に選択することができます。
ステップ 3: 専門家に相談する
テクノロジー パッケージと要件を準備したら、JS Precision までお問い合わせください。以下の公式連絡先情報を通じて当社のセールス エンジニアにご連絡ください。テクノロジー パッケージを受け取ってから 24 時間以内に連絡し、 48 時間以内に詳細な見積もりを提供します。
JS Precision を利用すると、最初のステップから専門的なサポートを受けることができ、プロジェクトの進行状況について心配する必要はありません。
よくある質問
Q1: AGMA 12 などの歯車精度グレードとは何を意味しますか?
AGMA 精度クラスは歯車品質の包括的な規格であり、ピッチ誤差、歯形誤差、歯方向誤差などの主要パラメータの限界範囲を規定しています。グレードが上がるにつれて誤差が小さくなり、低ノイズでスムーズな伝送が可能になり、長寿命となります。 AGMA 12 は航空宇宙用の補助機器に広く使用されています。
Q2: 歯車の研磨は必要ですか?
すべてのギアを研磨する必要はありません。レーシングディファレンシャルのギアなど、高精度、高速、または高負荷のアプリケーションが適切に機能するには、研磨する必要があります。一般的な市販の歯車の場合は、ホブ切りかホーニングのどちらかで十分です。
Q3: プラスチック歯車の加工はできますか?
はい、POM、ナイロン、PEEK、その他のエンジニアリングプラスチック歯車の加工には、専用の歯車切断機と工具を使用しています。さらに、金属インサートとプラスチックギア用の統合射出成形ソリューションも提供しています。
Q4: 図面からサンプルを採取するのにどれくらい時間がかかりますか?
サンプルの納期は歯車の複雑さと精度によって異なります。標準的な平歯車、AGMA 8 ~ 10 グレードの場合、最短で5 営業日かかりますが、はすば歯車や特別に加工された歯車などの複雑な歯車の場合、納期は約 2 ~ 3 週間となります。
Q5: ギアが認定されているかどうかを確認するにはどうすればよいですか?
実物大検査では、ドイツまたは日本の歯車測定センターを採用し、歯ピッチ誤差、歯形誤差、歯方向誤差を検査します。最後に、データの透明性と信頼性を確保するために、権威あるレポートが作成されます。
Q6: 歯車の熱処理サービスは行っていますか?
はい。当社には、緊密に連携したトップレベルの熱処理工場と独自の熱処理工場の両方があり、熱処理プロセス全体を厳密に制御して、歯車の硬度と靱性が設計要件を確実に満たしていることを確認できます。
Q7: 私のプロジェクトには厳格な機密保持契約が必要です。提供してもらえますか?
もちろん。 JS Precision はクライアントの知的財産を尊重します。プロジェクトの開始前に、お客様の設計情報や技術情報が漏洩しないように、厳格な機密保持契約を締結することができます。
Q8: JS プレシジョンに歯車加工の見積もりを依頼するにはどうすればよいですか?
ギアの図面を送ってくださいPDF または DWG 形式およびパフォーマンス要件については、弊社の公式連絡先にお問い合わせください。材料費・加工費を含めた詳細なお見積りを48時間以内にご提出いたします。
結論
単一のギアに小さなミスがあると、システム全体の動力伝達が低下する可能性があります。適切なギア製造会社を選択することは、製品の信頼性と優れたパフォーマンスの基盤を選択することを意味します。
歯車加工に関する深い知識を活かし、高度な歯車機械JS Precision は、正確な歯車と機械加工を絶え間なく追求し、あらゆる業界の多くの大手企業の信頼されるパートナーとなっています。
歯車が弱点であってはなりません。プロ仕様のカスタマイズされた歯車加工サービスについては、今すぐお問い合わせください。私たちが協力して、お客様のギア要件を高品質の製品に変え、プロジェクトを成功させましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

