

En el sistema industrial moderno, el moldeo que significa no solo reflejado en la realización precisa de la forma del producto, sino también en la capacidad de soporte de eficiencia y control de costos de la producción a gran escala.Moldura de inyecciónes el moldeo rápido de molduras de plásticos estructurales complejos al inyectar plásticos fundidos de alta presión en moldes de precisión, enfriarlos y curarlos.
La elección del material determina directamente el rendimiento del producto, y las características de los diferentes materiales (por ejemplo, resistencia a la temperatura, resistencia, elasticidad) deben coincidir con precisión con los requisitos de la función y el proceso del producto. Este documento tiene como objetivo sistematizar los principios de clasificación y selección de los materiales de moldeo por inyección, proporcionar orientación práctica a los ingenieros y diseñadores, ayudar a optimizar el proceso de diseño, reducir el costo de producción y promover la práctica de fabricación verde.
¿Cuál es la definición de moldeo por inyección?
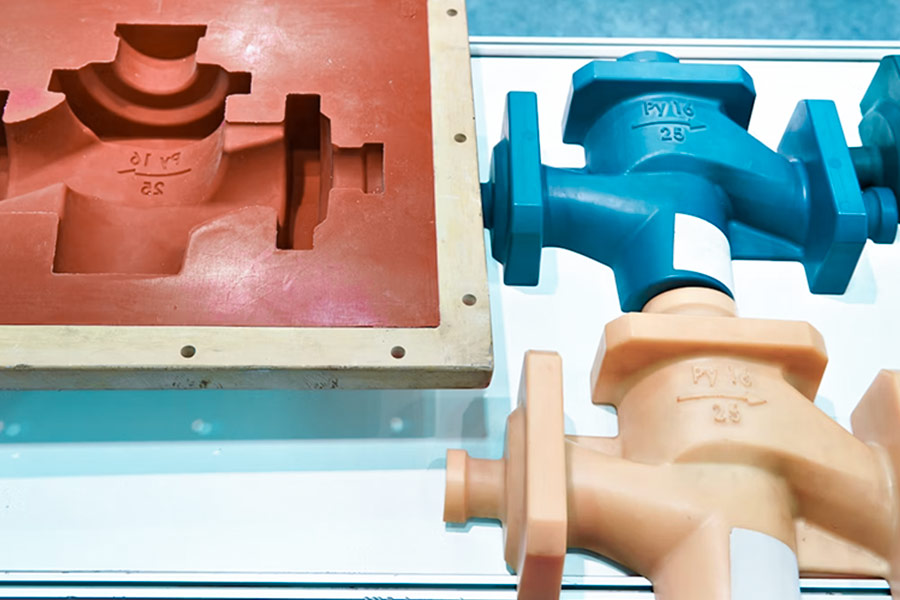
El moldeo por inyección es una tecnología de procesamiento eficiente ampliamente utilizada en el campo de moldeo por plásticos. El principio del núcleo es derretir el material de plástico a través de un dispositivo de calentamiento y inyectarlo en moldes diseñados con precisión, como molduras de silicona o moldes de metal, que se utilizarán en entornos de alta presión. Cuando el material se enfría y solidifica, formará un producto con una forma específica.
El proceso no solo puede replicar con precisión las estructuras geométricas complejas, sino que también tiene las características de la alta eficiencia de producción y la utilización de materiales, especialmente adecuada para la producción a gran escala de productos industriales como cargadas electrónicas y piezas de automóviles. En los últimos años, el moldeo de silicona se ha utilizado ampliamente para producirmoldes de inyeccióno piezas de personalización de lotes pequeños para su excelente resistencia y flexibilidad de la temperatura, ampliando aún más los escenarios de aplicación de esta tecnología.
¿Cuáles son los tipos de tecnologías de moldeo por inyección?
1.Moldura de inyección de plástico
Uno de los procesos centrales demoldura de plásticoes moldeo por inyección, que implica calentar y derretir partículas termoplásticas o de plástico termoestable, inyectándolas en la cavidad de molde de precisión a alta presión antes de enfriarse y solidificarse.
Tecnología central:
- Sistema de flujo de calor: al optimizar la ruta de flujo de la fusión, reducir los desechos del material y mejorar la eficiencia de moldeo por inyección.
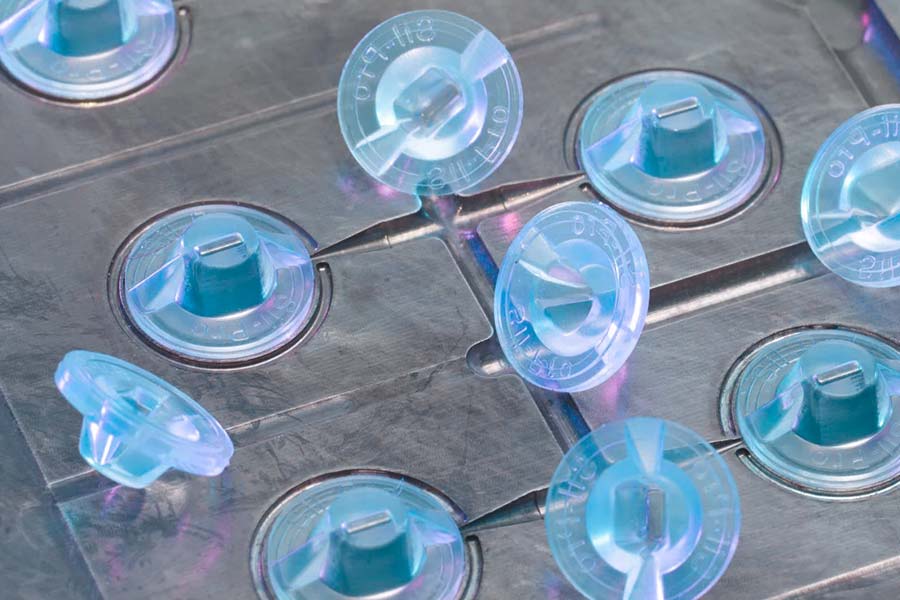
- Diseño de molde de múltiples cavidades: realice la producción del primer molde de muchas piezas, adecuado para una gran cantidad de productos estandarizados (como tiendas de comestibles, envases, etc.).
Escenario de aplicación: producción en masa de productos de plástico generales, como botellas de plástico, papelería, electrodomésticos, etc.
2.Sobrecarga
En el campo de moldeo de plástico,sobrecargaes una tecnología avanzada que combina diferentes materiales a través de dos procesos de moldeo por inyección.
Tipo de tecnología:
- Moldado de inyección de color: Combine el caucho duro (ABS) y el caucho suave (TPE) para manijas, por ejemplo, para la resistencia al deslizamiento y la estética.
- Moldado de encapsulación: el moldeo por inyección implica envolver plástico alrededor de un marco de metal para fortalecer la estructura (como las manijas de las herramientas).
Ventajas: reduzca los pasos de ensamblaje, mejore la funcionalidad y la estética del producto, ampliamente utilizada en interiores automotrices, electrónica de consumo y otros campos.
3.Moldeo de inserción
El moldeo de inserción es una técnica clave en molduras de plástico, que implica insertos de metal/cerámica previamente en un molde e inyectado en el molde junto con plástico.
Elementos clave:
- Posicionamiento de alta precisión: la estructura del troquel o el brazo robótico asegura una posición de inserción precisa (desviación <0.01 mm).
- Compatibilidad del material: admite el moldeo compuesto de metales, cerámicas y plásticos como PA y PC.
Aplicación: Conector electrónico automotriz (resistencia a alta temperatura, resistencia a la plug -thip), perilla de electrodomésticos (eje de metal+carcasa de plástico).
4.Tecnología de molde para moldeo por plásticos
El moho es el portador central del proceso de inyección, que afecta directamente la precisión y eficiencia del moldeo de plástico.
Diseño y tipo de molde:
- Molde de corredor de calor: reduzca la condensación del sprue y mejore la utilización del material (ahorre 30%).
- Moldes de apilamiento: moldeo por inyección de la parte superior ymoldes inferioresAl mismo tiempo, la eficiencia de multiplicación (por ejemplo, cajas de envasado de alimentos).
Procesos centrales:
- Optimización de la puerta: controle la dirección del relleno de fusión para evitar marcas de soldadura y marcas de contracción.
- Diseño del sistema de enfriamiento: reducción del ciclo de moldeo (por ejemplo, tiempo de enfriamiento de piezas de paredes delgadas <30 segundos).
5. Comparación técnica y selección de aplicaciones
| Tipo técnico | Escenarios aplicables | Ventajas | Materiales típicos |
| Moldura de inyección de plástico | Producción en masa estandarizada. | Bajo costo, alta eficiencia. | ABS 、 PP 、 PE. |
| Sobrecarga | Integración funcional o decoración exterior. | Menos ensamblaje, más textura. | PC+TPU 、 ABS+TPE. |
| Moldeo de inserción | Refuerzo estructural o integración funcional. | La combinación de metal y plástico. | Incrustación de metal+PA66. |
| Molde de inyección de plástico | Componentes estructurales de alta precisión o complejos. | Estabilidad de tamaño, larga vida útil. | Componentes electrónicos de precisión, piezas automotrices. |
¿Cuáles son las clasificaciones de los materiales de moldeo por inyección?
Materiales plásticos
1.Ingeniería de plásticos
- Materiales típicos: ABS, PC (policarbonato), PA (nylon), POM (polioximetileno), PPO/PSU (polifenileno éter/polisulfona).
- Características: alta resistencia, alta resistencia a la temperatura, resistencia al impacto, adecuado para campos automotrices, electrónicos, médicos y de otro tipo.
- JS Company puede cumplir con los requisitos de alta precisión de las estructuras complejas de ingeniería de plásticos, como piezas de precisión para equipos médicos.
2. Plastics generales
- Materiales típicos: PP, PE (polietileno), PVC.
- Características: Bajo costo, fácil de procesar, adecuado para necesidades diarias, envases y otros escenarios livianos.
- JS reduce los costos en un 20% a través de la optimización del proceso y es adecuado para pedidos grandes como el hogartrampas de electrodomésticosy contenedores.
3. Plastics de ingeniería especial
- Materiales típicos: Peek, PI, LCP.
- Características: Resistencia a alta temperatura, resistencia a la corrosión, excelente aislamiento, equipo aeroespacial y semiconductor.
- JS ha procesado con éxito más de 50 tipos de materiales y tiene experiencia en el procesamiento de materiales altos de alta abrasión, como los componentes de aviación de Peek.
Materiales metálicos
1.Materiales de moldeo por inyección de metal
- Materiales típicos: acero inoxidable (316L, 17-4ph), aleación de cobre, aleación de titanio.
- Características: Flexibilidad de moldeo por inyección de plástico combinado con resistencia al metal, adecuado para piezas de precisión como los engranajes de los relojes.
- JS logra la producción en masa de piezas metálicas complejas a través de la tecnología de pulverización adhesiva, acortando el ciclo de producción en un 15%.
2 aleaciones livianas
- Materiales típicos: aleación de aluminio, aleación de magnesio.
- Características: alta resistencia, baja densidad, utilizada en componentes automáticos y electrónica de consumo.
- JS proporcionaTratamiento de superficie personalizado(como la anodización) para mejorar la resistencia a la corrosión.
Compuestosmateriales
1. Plastic reforzado con fibra de carbono (CFRP)
- Características: Ultra-High Fuerza, Ligero, adecuado para equipos deportivos de alta gama y construcción de drones.
- Tecnología JS: admite molduras compuestas de material múltiple para garantizar la estabilidad dimensional (tolerancias ± 0.02 mm).
2. plástico reforzado con fibra de vidrio (GFRP)
- Características: resistencia a alta temperatura, resistencia a la fluencia, utilizada en el moho de automóviles y los componentes industriales.
- Asociación de Tecnología JS: adopte el proceso de moldeo por inyección de alta presión para mejorar la fluidez del material y el efecto de llenado.
Otros materiales innovadores
1. Materiales basados en la base: PLA, PHA
- Usos: embalaje ecológico, suministros médicos desechables.
- JS trabaja con estrategias de desarrollo sostenible para proporcionar soluciones de emisiones bajas en carbono.
2. plástico conductivo de conducción/térmica
- Propósito: carcasa del sensor, componentes de disipación de calor.
- La tecnología de nanofiller integrada de JS Company optimiza las propiedades eléctricas/térmicas del material.

¿Cuáles son las ventajas del termoplástico en el moldeo por inyección?
1. Respirabilidad del procesamiento
Los termoplásticos se derriten y fluyen cuando se calientan, se solidifican después del enfriamiento y se pueden calentar y enfriar repetidamente indefinidamente.Esta propiedad permite que el moldeo de desechos plásticos se recicle directamente, reduce en gran medida los costos de producción y minimiza los desechos de recursos.
2.Ciclo de moldeo eficiente
Los materiales termoplásticos a menudo tienen cristalización o velocidad de enfriamiento más rápida, que pueden acortar elciclo de moldeo por inyección.Los productos de paredes delgadas, por ejemplo, se pueden llenar y enfriar en segundos, aumentando en gran medida la productividad.Además, tiene buena fluidez y puede acelerarse aún más optimizando el diseño de moldeo para reducir el consumo de energía.
3.Estabilidad de alta dimensión
Muchos materiales termoplásticos, como ABS y PC, se contraen bajos y controlablemente después del enfriamiento, asegurando una alta precisión de las estructuras complejas durante el proceso de moldeo por inyección.Evita la deformación y la distorsión debido al enfriamiento desigual.
4.Propiedades de material diversificadas
Los plásticos termoplásticos cubren una amplia gama de tipos, desde plásticos de propósito general hasta plásticos de alto rendimiento, tales como:
- ABS: Resiliencia combinada con brillo superficial, adecuado para viviendas de electrodomésticos.
- PA (Nylon): alta resistencia a la abrasión y la tracción para engranajes y rodamientos.
- PC: resistente a alta temperatura, transparente, para vidrio a prueba de balas o accesorios de iluminación.
Esta diversidad permite que el moldeo de plástico se adapte de manera flexible a los requisitos funcionales de diferentes productos y mejore aún más el rendimiento a través de técnicas de modificación.
5.Compatibilidad ambiental
La reciclabilidad demateriales termoplásticosestá en línea con las tendencias ambientales globales y reduce el impacto ambiental de las cadenas de producción de moldeo por inyección.Por ejemplo, reemplazar las materias primas con plásticos reciclados (como RPET) no solo reduciría las emisiones de carbono, sino que también cumpliría con los límites en las sustancias nocivas impuestas por las regulaciones de la UE como ROHS.Además, algunos materiales termoplásticos, como el ácido poliláctico PLA, son biodegradables y adecuados para suministros médicos de un solo uso o envases de alimentos, reduciendo la contaminación blanca.
¿Cuál es la base central para seleccionar materiales de moldeo por inyección?
1.Requisitos funcionales del producto Selección de material de manejo
Escenarios de aplicación: Resistencia a la temperatura (por ejemplo, componentes del motor que requieren resistencia al calor de 200 ° C), capacidad de soporte (por ejemplo, piezas mecánicas), rendimiento de sellado (por ejemplo, catéteres médicos), etc.
Requisitos funcionales: conductividad eléctrica (componentes electrónicos), propiedades antimicrobianas (productos cotidianos), transparencia (accesorios de iluminación), etc.
Tecnología js:
- Base de datos de material: cubre los parámetros de rendimiento (resistencia a la tracción, temperatura de deformación en caliente, etc.) de varios plásticos (por ejemplo, PA, PC) ySilicona (LSR), Apoyo a la detección en línea.
- Modificación personalizada: al agregar fibra de vidrio, rellenos nano o masterbatch de color, se puede lograr ABS conductor personalizados (resistencia a la superficie <10³Ω).
2.Adaptabilidad del rendimiento del material coincidente
Propiedades mecánicas: resistencia a la tracción (por ejemplo, se requiere alta tenacidad para los parachoques del automóvil), resistencia a la abrasión (por ejemplo, engranajes).
Propiedades térmicas: rango de resistencia a la temperatura (por ejemplo, vista 300 ° C), conductividad térmica (por ejemplo, componentes de disipación de calor).
Estabilidad química: resistencia ácida-base (equipo químico), biocompatibilidad (implantes médicos).
Tecnología JS:
- Suministro de materiales especiales: ofrecemos plásticos de alto rendimiento como PEI y PPS, así como silicona líquida (LSR)Servicios de moldeo por inyecciónpara cumplir con condiciones de trabajo extremas.
- Sistema de simulación: optimice el diseño de la puerta analizando la tasa de contracción y la deformación de la deformación del material mediante el flujo de módulo (reducción del 35% en la tasa de deformación de un componente automotriz).
3.Garantía de compatibilidad de tecnologías de procesamiento
Fluidez: las piezas de paredes delgadas requieren alta fluidez plástica (por ejemplo, ABS) y se pueden seleccionar piezas de paredes gruesas para pp de baja viscosidad.
Control de contracción: las piezas de precisión (como los marcos de teléfono) requieren materiales de baja contracción (como POM).
Vida útil del moho: los materiales corrosivos como el PVC requieren moldes de cromo, mientras que el moldeo por inyección de silicona requiere un recubrimiento de alta temperatura resistente.
Tecnología JS:
- Sistema de canal de flujo térmico: canal de flujo de calor de troqueles múltiples con tolerancia de ± 0.02 mm admite un moldeo por inyección de 96 cavidades.
- Siliconamoldeo de inyección secundaria: Desarrolle canales de agua de enfriamiento flexibles y un proceso de vulcanización de varias etapas para la integración perfecta de caucho suave y duro (silicona+plástico) como el agarre del mango.
4.Equilibrio entre costos y eficiencia de producción en masa
Costos del material: la diferencia de precio entre los plásticos virgen y reciclado.
Tasa de residuos: tasa de reciclaje de chatarra (95% por tecnología de granulación).
Ciclo de producción: requisitos de prototipos rápidos (como pedidos diarios que requieren 72 horas de entrega).
Tecnología JS:
- Solución de optimización de costos: se recomienda PA6 mejorado de fibra de vidrio al 30% en lugar de PA6 puro, reduciendo los costos en un 25% mientras mantiene la fuerza.
- Línea de producción flexible: admite la producción piloto a pequeña escala (al menos 100 unidades), la producción en masa de millones de unidades por mes, acortando el ciclo de producción de un cliente en 60 días.
5.Requisitos de cumplimiento ambiental
Reciclabilidad: si el material apoya el reciclaje físico/químico (por ejemplo, reciclaje de PCR de plásticos).
Limite las sustancias peligrosas: siga el ROHS, el alcance y otras regulaciones (los juguetes deben estar libres de ftalato, por ejemplo).
Biodegradabilidad: los materiales médicos o de embalaje deberán cumplir con EN 13432.
Asociación de tecnología JS:
- Certificación de material ambiental: proporciona grado de alimentación de la FDA, certificación de retardantes de llama UL y otros informes para garantizar el cumplimiento del producto.
- Plastics reciclados: una marca electrónica ha alcanzado una tasa de reciclaje de materiales del 92% y el objetivo de vertedero cero a través de la solución JS.
¿Qué defectos pueden ocurrir cuando la temperatura del moldeo por inyección de silicona es demasiado alta?
1.Pirólisis de materiales y compuestos volátiles residuales
- Manifestación de defectos: una temperatura demasiado alta puede causar hilos de moléculas de silicona para que se rompan, liberando sustancias bajas en moleculares (como subproductos ácidos), formar burbujas, líneas de plata en la superficie o moldes corroídos.
- JS adopta un sistema especial de control de temperatura paramoldura de siliconaPara monitorear y regular la temperatura del tornillo (precisión ± 1 ℃) en tiempo real para evitar el sobrecalentamiento local.
2.Color desigual y fenómeno amarillento
- Manifestación de defectos: la alta temperatura acelerará la oxidación de pigmentos o aditivos, lo que resulta en una diferencia de color del producto o un amarillamiento general, afectando la consistencia de la apariencia.
- Precision Color MasterBatch El dispositivo de medición está integrado en molduras de inyección para garantizar la dispersión uniforme de cromóforo a alta temperatura.
3.El tamaño no controlado de la contracción y la deformación
- Manifestación de defectos: la vulcanización excesiva conduce a un gel de silicona de densidad de reticulación anormal, la tasa de contracción se desvía del valor de diseño, causando deformación del producto o falla del ensamblaje.
- Comentarios dinámicos de sensores de moho Grado de vulcanización, optimización de los parámetros del proceso de moldeo de silicona, para acortar el tiempo de enfriamiento en un 20%.
4.Deterioro mecánico
- Manifestación de defectos: la alta temperatura destruirá la estructura molecular del gel de silicona, lo que resulta en una disminución de la resistencia a la tracción y la resistencia a la rotura, lo que afecta la durabilidad del producto.
- JS ha desarrollado compuestos de silicona de alta resistencia, como los reforzados con fibra de vidrio, que aumentaron la resistencia a la tracción deanillo de sellado industrialIngeniería por 30%.
5.Daños térmicos de moho y vida útil más corta
- Manifestación de defectos: la temperatura alta acelerará la oxidación del acero del molde, obstruirá la boquilla del canal de calor, aumentará la frecuencia y el costo de mantenimiento.
- JS Technology Association: El DIE tiene un recubrimiento de diamantes DLC (HRC 60+), un sistema de flujo de calor resistente a alta temperatura y corrosión con control de campo de temperatura independiente (± 0.5 ℃ precisión) para prevenir el sobrecalentamiento en el área de la boquilla y una reducción del 30% en la frecuencia de mantenimiento.
Resumen
En el campo del moldeo por inyección, la selección de material es el factor central que determina el rendimiento y el costo del producto. Desde molduras de plástico básicas hasta alto rendimientoIngeniería de plásticosPara el moldeo especial de silicona, los diferentes materiales satisfacen las diversas necesidades de las industrias automotrices, médicas y electrónicas debido a su alta resistencia a la temperatura, fuerza, elasticidad y protección del medio ambiente. Con el aumento de las regulaciones ambientales, la aplicación de plásticos biodegradables (como los plásticos) y los materiales reciclados se ha convertido en una tendencia, promoviendo prácticas de fabricación verde.
En este proceso, JS maximiza el potencial de la tecnología de moldeo por inyección a través del diseño de la matriz de precisión, los sistemas de control de temperatura inteligente y la tecnología de modificación. En el futuro, el moldeo por inyección continuará desempeñando un papel clave en el desarrollo ligero, funcionalmente integrado y sostenible a medida que las tecnologías de ciencia y fabricación de materiales están profundamente integradas.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Preguntas frecuentes
1. ¿Cuál es la diferencia entre plástico y silicona en el moldeo por inyección?
El plástico (como ABS) es de bajo costo, fácil de procesar y adecuado para la producción a gran escala.La silicona (LSR) es suave y resistente al calor y es adecuada para productos blandos o médicos como chupetes.
2. ¿Los materiales amigables con el medio ambiente son ampliamente utilizados en el moldeo de inyección?
¡Cada vez más!Los plásticos biodegradables (PLA) y los plásticos reciclados (RPET), comúnmente utilizados en envases y componentes del automóvil, cumplen con las regulaciones ambientales.
3. ¿El costo del material tiene un gran impacto en la producción de moldeo por inyección?
Los costos del material afectan directamente los costos de producción.La selección razonable de material puede reducir los costos en un 30%, pero los requisitos de rendimiento y proceso deben tenerse en cuenta.
4. ¿Cómo afectan las propiedades del material a la calidad del producto?
La calidad de las propiedades del material afecta directamente la calidad de los productos.Por ejemplo, la AP tiene alta resistencia y resistencia a la abrasión, mientras que la PC es transparente y resistente al calor.Es fácil descifrar, deformarse o corroerse debido a la selección inadecuada del material, lo que determina la vida útil y la seguridad del producto.
Recursos
Diseño de componentes de plástico

