

Imagine que diseñó una cuchilla de turbina con un laberinto de canales de enfriamiento y texturas aerodinámicas en la superficie. ¿Mecanizado CNC? La herramienta no puede alcanzar esos giros y vueltas. ¿Casting de arena ordinario? La superficie es demasiado áspera y todos los detalles se pierden. ¿Cómo resolver este dilema? La respuesta radica en un proceso de 4.000 años pero atemporal:casting de inversión.
Su secreto central es replicar perfectamente un modelo de cera.Primero usamos cera para hacer con precisión todos los detalles de la parte ("Casting de inversión" originalmente significa "envoltura"). Luego, el modelo de cera se recubre repetidamente con una suspensión de cerámica especial, que se seca y se endurece en capa por capa para formar una cubierta de cerámica sólida para envolverla.
Aquí viene el paso clave: calentar la carcasa, la cera interior se derrite y fluye, dejando una cavidad en la carcasa que es exactamente la misma que el modelo de cera original. Finalmente, vierta el metal fundido en la cavidad, elimine la cubierta de cerámica después del enfriamiento, y una parte de metal que replica todos los detalles complejos nace.
Es por eso que es el proceso preferido para fabricar piezas extremadamente complejas con cavidades finas o superficies curvas como las cuchillas de la turbina. Combinado con el diseño moderno de CAD,Impresión 3DCera para la tecnología de fundición y control de inversión, podemos producir eficientemente piezas de alta calidad con dimensiones precisas, superficies lisas y pequeñas subsidios de mecanizado. En nuestro taller, el casting de inversión es una herramienta poderosa para esas tareas imposibles.
Resumen de la respuesta central:
| Elementos de comparación | Casting de inversión | Fundición de arena | Mecanizado CNC |
| Principio central | El "método de cera perdido" utiliza un modelo fundible para fabricar moldes de cerámica desechables. | Use moldes reutilizables para presionar la cavidad del molde en la arena. | Corte el exceso de material de bloques de metal sólido. |
| El mas adecuado | Formas geométricas complejas, acabado de superficie alta, piezas de paredes delgadas. | Partes grandes y simples con requisitos de baja tolerancia. | Alta precisión, creación de prototipos y formas geométricas simples. |
| Limitaciones principales | Alto costo inicial y ciclo de proceso largo. | Precisión de baja dimensión y superficie rugosa. | Difícil de procesar estructuras internas complejas y residuos de materiales. |
En esta guía, presentaré en detalle:
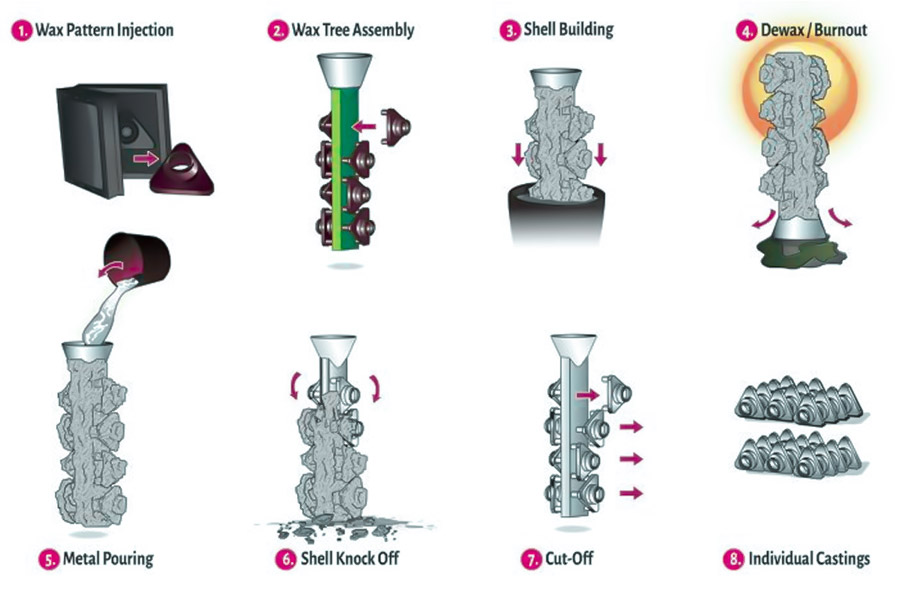
- Los siete pasos completos del proceso de casting de inversión y utilizan un diagrama de fundición de inversión para presentar visualmente el proceso.
- Luego, compararé las ventajas y desventajas del fundición de arena frente al lanzamiento de inversiones.
- Finalmente, a través de un caso real, demostraré su valor único y lo ayudaré a dominar fácilmente las ventajas centrales de esta tecnología.
¿Por qué debería confiar en esta guía? Perspectiva integral de expertos en fabricación de JS
En JS, ayudar a los clientes a encontrar la mejor parte de las soluciones de fabricación es nuestro trabajo diario. No somos solo expertos en operar máquinas herramientas de CNC, sino más bien como consultores de fabricación para clientes. Después de trabajar en esta industria durante mucho tiempo, comprenderá una cosa: no todas las piezas son adecuadas paraCorte de CNC(es decir, "fabricación sustractiva"). A veces, las ideas de fabricación aditiva, como el lanzamiento de inversiones, son soluciones más inteligentes y económicas.
- Permítanme darle un ejemplo: Anteriormente, un cliente de aviación trajo un soporte complejo para consultar. Si está hecho por CNC, se dividirá en tres partes para el procesamiento y la soldadura. No solo hay muchos procesos, sino que el peso y la fuerza también se ven afectados. Después de una evaluación cuidadosa, nuestro equipo promovió fuertemente el lanzamiento de inversiones. ¿Cuál es el resultado? Una parte formada integralmente es más ligera y más fuerte, y también ahorra el costo y los peligros ocultos de soldadura.
- En otra ocasión, ayudamos a un cliente de arte a replicar detalles de escultura extremadamente finos. Los métodos tradicionales simplemente no pudieron lograr ese efecto, por lo que utilizamos la fundición de inversión de impresión 3D para restaurar perfectamente los detalles del original.
"Así como el maestro de fabricación Henry Ford enfatizó: la calidad significa adherirse a los estándares cuando nadie está supervisando".
Esta guía está condensada con los criterios de experiencia y juicio acumulados por nuestro equipo JS en innumerables prácticas de proyectos. No es una teoría vacía, sino nuestra experiencia real después de comparar repetidamente diferentes procesos (especialmente CNC y fundición de inversión) después de enfrentar los factores clave como el costo, el rendimiento y la complejidad del diseño. Nuestro objetivo es simple: ayudarlo a evitar los desvíos, usar elmétodo correctoy hacer las partes correctas. Después de todo, no somos operadores de máquinas frías, sino socios que realmente entienden la fabricación.
¿Qué es exactamente el casting de inversión?
En términos de la forma en que trabajamos en nuestro taller,El casting de inversión es un proceso de hacer un modelo idéntico con cera, luego envuélvalo con cerámica y finalmente derritiendo la cera y vertiendo metal en ella para obtener una réplica de una parte de precisión. También tiene un nombre más vívido, el método de cera perdido.
Hacer modelos de cera:
¡El paso más crítico! Primero, tiene que hacerse unmodelo de cerade precisamente la misma forma y tamaño que la mejor pieza de metal. Qué preciso es este modelo de cera determina cuán excelente será la última pieza.
Caparazón de cerámica:
Se aplica una capa de cerámica especial sobre capa sobre la superficie del modelo de cera. Se debe agregar arena fina a cada capa. Se aplica cuando está completamente seco y endurecido. Hecho muchas veces, se forma una dura caparazón de cerámica en el exterior del modelo de cera, encerrándolo por completo dentro.
¿Por qué se llama "Casting de inversiones"?¡Porque en esta inversión! La inversión, en el lenguaje de lanzamiento, se refiere a la capa de cubierta o envoltura, que describe con precisión el proceso fundamental de encerrar el modelo de cera ajustado en la suspensión de cerámica.
Cera derretida, vertido de metal, bombardeo:
- Fundación de cera perdida: después del endurecimiento de la carcasa de cerámica, se coloca en un horno con calefacción. El modelo de cera en el interior se derrite y se vierte, y la cavidad con la forma, el tamaño y los detalles del modelo de cera se replican con precisión en la carcasa.Este es el principal proceso de cera perdido.
- Verter de metal: llene la cavidad con metal fundido a una temperatura particular.
- Bombardeo yenfriamiento: Una vez endurecido y enfriado, retire la cubierta de cerámica externa por vibración o chorro de agua de alta presión. La parte del metal expuesto es su blanco diseñado. A través de la limpieza, se forma una parte muy precisa.
"¿Qué es la fundición de inversión en entonces? Es la forma en que se emplean modelos de cera fusibles para replicar piezas metálicas finas. Desde las cuchillas de los motores de aeronaves de precisión, los dispositivos médicos, hasta obras de arte únicas, no se puede reemplazar. Aquí en JS, utilizamos este antiguo arte en combinación con la tecnología moderna (como la cera imprimida 3D) en una base regular para ayudar a los clientes a dar vida a los clientes. es tu mejor amigo, no dudes en ponerse en contacto con nosotros.

8 pasos clave del casting de inversión
Como ingeniero responsable de la línea de producción de casting de inversión en JS,Desglosaré los siete pasos principales de este proceso de precisión., tan claramente como llevarte a un recorrido por nuestro proceso de taller:
Paso 1: hacer un modelo de cera de precisión
Todo comienza con la cera de casting de inversión. Calentamos y derretimos el material de cera especial, lo inyectamos en un molde de metal de precisión y lo enfriamos para obtener un modelo de cera que sea exactamente lo mismo que la parte final que diseñó. Esta es la fuente de precisión. Para la producción de prueba de lotes pequeños o piezas extremadamente complejas, usaremos directamenteTecnología de impresión 3DPara hacer modelos de cera, ahorrando el costo y el tiempo de apertura de moldes de metal, que es muy flexible.
Paso 2: Conjunto de árbol de cera
Para mejorar la eficiencia, no lo haremos uno por uno. En cambio, soldaremos cuidadosamente múltiples modelos de cera a un corredor central y corredores de ramas hechos de la misma cera, al igual que los bloques de construcción, para formar un "árbol" invertido. Imagine que el tronco y las ramas de este árbol son los canales para que el metal fundido fluya a cada modelo de cera, de modo que se puedan fundir varias partes a la vez.
Paso 3: Construya una cáscara de cerámica
Este es el origen del nombre del casting de inversión (inversión significa envolver). Sumeramos todo el árbol de cera en una lechada de cerámica especial, cubrimos uniformemente con una lechada, e inmediatamente espolvorea una capa de arena refractaria muy fina en la superficie húmeda. Después de que esta capa se seca y se endurece, repita el proceso, sumérjalo en una lechada más gruesa, espolvoree la arena ligeramente más gruesa y lagré nuevamente. Repita esto 5-9 veces hasta que se forme una cubierta de cerámica suficientemente gruesa y fuerte fuera del árbol de cera. Cada paso de secado es crucial y determina la resistencia final de la carcasa.
Paso 4: Rociando
Ponemos toda la carcasa en una tetera de rocío de vapor de alta presión (como una olla a presión para la fundición). El vapor de alta temperatura y alta presión derretirá rápidamente y eliminará la cera de fundición de inversión dentro, y la descargará a través de los canales reservados. En este momento, unred de cavidadesEso replica perfectamente la forma del árbol modelo de cera original se deja dentro de la carcasa de cerámica sólida.
Paso 5: vertido de metal
La concha de cerámica retirada se envía a un horno de alta temperatura para hornear.
Hay tres propósitos:
- Queme la cera de traza restante, elimine completamente la humedad, aumente la resistencia de la carcasa y precaliente a una temperatura cercana al metal fundido.
- Al mismo tiempo, derretimos y refinamos el metal seleccionado en el horno de fusión al mejor estado.
- Luego, el metal fundido se lanza lenta y suavemente en la cavidad de concha de cerámica precalentada para llenar cada cavidad de la parte al final de una rama.
Paso 6: bombardeo
Después de verter, deje que la carcasa se enfríe en un entorno controlado para garantizar que el metal en el interior se solidifique por completo. Después del enfriamiento, la cubierta de cerámica que cubre hacia afuera se agita y se destroza por la vibración de la mesa de vibración o chorro de agua de alta velocidad para exponer el árbol de metal en el interior.
Paso 7: Corte
Luego, las piezas de metal formadas se cortan y se quitan del corredor medio y el corredor de ramas por sierra de banda, rueda de moliendacorte o láser.
Paso 8: acabado e inspección
Después de cortar, eliminamos estos rasguños al moler,pulidoy otros métodos para obtener una superficie plana. Dependiendo de sus requisitos para la pieza, también se solicitan el arena, el tratamiento térmico, el mecanizado de precisión o el tratamiento de superficie. Finalmente, la inspección de defectos de rayos X se utiliza para confirmar los defectos internos, y la máquina de medición de tres coordenadas (CMM) mide con precisión todas las dimensiones vitales para garantizar que cada parte enviada cumpla con las especificaciones implacablemente en sus dibujos.
Todos estos siete procesos de lanzamiento de inversiones están interrelacionados estrechamente. Lo clave es emplear cera de fundición de inversión precisa para crear la réplica del modelo, y luego, después de la envoltura y la transformación de la carcasa de cerámica, finalmente logran una configuración de alta precisión departes metálicas complejas.
"En JS, entendemos el conocimiento en cada paso de los puntos de control de procesamiento y calidad y somos muy bien capaces de usar la tecnología del modelo de cera de impresión 3D para penetrar estructuras complejas con dificultad para obtener los métodos tradicionales. Cuando planea fabricar piezas metálicas con caries interiores y requisitos de superficie crítica, la fundición de inversión podría ser su opción mejor opción.
Análisis de casos de la vida real: fabricación de cuerpos de válvulas de acero inoxidable de una pieza para la industria del petróleo
Ahora, permítanme compartir un caso real de cómo usamos el casting de inversión para resolver un problema difícil en la industria petrolera. Esta no es solo una teoría, sino un verdadero convertido de lo imposible en realidad.
Un gigante de equipos de petróleo vino a nosotros y querían un cuerpo de válvula de acero inoxidable de una pieza 316 para tuberías de alta presión. El dibujo de diseño mostró la dificultad: el cuerpo de la válvula tiene varios canales de fluido de bobinado, que es como un laberinto de metal. Lo más terrible es que el cliente requiere una fuga absolutamente cero, lo que significa que todo el cuerpo de la válvula debe ser todo, y no debe haber soldaduras, porque las soldaduras son riesgos potenciales de fuga a alta presión.
Dos soluciones que consideraron antes:
- Solución de procesamiento de CNC: los ingenieros pensaron en desmontar el cuerpo de la válvula en varias piezas, procesarlas por separado y luegosoldaduraellos juntos. Después de la contabilidad de costos, estaba más allá de su tolerancia. Más importante aún, cada soldadura es un peligro de fuga en forma de bomba de tiempo. En tuberías de petróleo y gas de alta presión, ¿quién puede pagar este riesgo?
- Solución de fundición de arena: lo probé, pero la superficie del canal interno es demasiado áspera, como el papel de lija, la resistencia del fluido es grande y afecta la eficiencia. Además, la precisión dimensional de la superficie de sellado clave no cumple con los requisitos, y el sellado no está garantizado.
La contradicción del núcleo se presenta desnudamente: geometría interna extremadamente compleja frente a requisitos estrictos para la integridad estructural y el sellado. Los procesos tradicionales golpean una pared aquí.
Solución de JS: Casting de inversiones, combinación perfecta de órganos internos complejos y perfección
Ante este desafío, nuestro equipo pensó inmediatamente en el casting de inversiones (método de cera perdido).
¿Por qué? Porque es naturalmente adecuado, replicando perfectamente formas complejas, molduras de una pieza sin costuras.
- Conformación de precisión: primero usamos unmolde de alta precisión(combinado con diseño CAD y mecanizado de precisión) para inyectar un molde de cera completo. Este molde de cera, que fabrica los intrincados canales de flujo interno en los dibujos de diseño del cliente, se hace exactamente como un todo.
- Clonación de cerámica: ponte múltiples capas de "abrigos" de cerámica especiales en este molde de cera, endurece la capa por capa y forme una cubierta de cerámica sólida. Entonces, el paso clave está aquí: ¡Calefacción! La cera se derrite y fluye, dejando una cavidad completa con todos los canales de flujo complejos dentro de la carcasa de cerámica.
- Rebirth de metal: Vierta acero inoxidable 316 de alta calidad de alta calidad en esta cavidad de moho cerámica sin costura. El metal llena cada esquina, y después de enfriar y solidificar, elimine la carcasa de cerámica, y un cuerpo de válvula de acero inoxidable con canales de flujo internos extremadamente complejos y no hay soldaduras.
Los resultados aterrizados: el rendimiento excedió las expectativas y los costos se redujeron
¿Cuál fue el resultado?Después de que el cliente recibió el producto terminado, el efecto fue increíble:
- Garantía de fuga cero: todo el cuerpo de la válvula es una pieza de metal entera, eliminando por completo el mayor punto de riesgo de la soldadura, la integridad estructural es impecable y el sellado de alta presión está perfectamente hasta el estándar.
- Mejora del rendimiento: el internocanal de flujoLa superficie de la fundición de inversión es extremadamente suave, lo que reduce en gran medida la resistencia a los fluidos, mejora el flujo y la eficiencia, e incluso supera las expectativas de diseño.
Costo de sorpresa:
- Número de piezas: a partir de la solución CNC original requirió 5 partes para soldar, se cambia directamente a 1 parte integral.
- Puntos de falla potencial: el número de soldaduras se redujo de 4 (puntos de alto riesgo) a 0.
- Después del cálculo final, el costo de fabricación de una sola válvula fue casi un 30% más bajo que la solución original de soldadura CNC Meckining +.
"Este caso demuestra vívidamente el valor central de la fundición de inversión: puede transformar directamente el diseño complejo del diseñador en una parte de metal integrada estructuralmente confiable, al tiempo que aporta sorpresas en términos de costo y eficiencia.cavidades internasy requisitos de sellado absoluto, sus ventajas son difíciles de reemplazar por otros procesos. Si tiene dolor de cabeza para piezas de metal complejas, ¡no lo dude! Póngase en contacto con JS. Se puede encontrar una solución disruptiva en el tiempo que lleva tomar una taza de café ".
Preguntas frecuentes: responda más preguntas sobre el lanzamiento de inversiones
Pregunta 1: Casting de inversión vs Casting de arena: ¿Cómo debo elegir?
Son diferentes en muchos sentidos, y la elección depende de lo que esté haciendo: si la forma es compleja o requiere alta precisión, la fundición de inversión puede ser más adecuada. Si la cosa es simple o quieres ahorrar dinero, el casting de arena es mejor. A continuación he enumerado las características principales en una tabla, lo cual es claro y puede saber cuál es más adecuado para su situación comparándolas.
| Aspecto de comparación | Casting de inversión | Fundición de arena |
| La capacidad de hacer producciones complejas | Muy fuerte, capaz de producir varias formas y cavidades finas. | Relativamente débil, adecuado para diseños con estructuras simples. |
| Calidad de la superficie | Muy bien, casi no se requiere pulido adicional. | Es relativamente áspero y generalmente requiere un procesamiento posterior (como molienda, corte). |
| Nivel de precisión | Alto, con pequeños errores dimensionales (por ejemplo, aproximadamente ± 0.1 mm por 25 mm). | El error es relativamente grande (por ejemplo, aproximadamente ± 0.8 mm por 25 mm). |
| Costo de molde | Alto (que requiere la producción de moldes de cera de precisión). | Material de molde de arena de bajo costo. |
| Costo unitario | Moderado a alto (afectado por materiales y procesos). | Bajo (especialmente con ventajas de costos significativas en grandes cantidades). |
| Adecuado para el volumen de producción | Cantidades medianas a grandes (las economías de escala pueden reducir los costos unitarios). | Aplicación flexible: adecuado para lotes pequeños/artículos individuales (como piezas grandes), así como grandes cantidades. |
Pregunta 2: ¿Cuáles son las desventajas del casting de inversión?
- Gran inversión inicial (especialmente para moldes de metal): para hacer moldes de cera de alta precisión, generalmente debe hacer un conjunto de moldes de metal de precisión primero. El costo de este conjunto de moldes no es bajo, por lo que no será económico para la producción a pequeña escala. Por supuesto, ahora hay una tecnología de moho de cera de impresión 3D para aliviar este problema.
- Largo ciclo de producción: hay muchos pasos en este proceso, que incluyen hacer moldes de cera, ensamblar árboles, recubrir repetidamente conchas, desparacarse, asar, verter, limpiar ... Cada paso lleva tiempo y el proceso general es más lento que muchos otros métodos de fundición. Para proyectos urgentes, debe planificar por adelantado.
- El tamaño es limitado: hacer piezas particularmente grandes y pesadas no es su punto fuerte. Debido a la dificultad de la fabricación de carcasas, el rocío y el vertido, el límite superior del tamaño y el peso de las piezas que puede manejar es más bajo que el de la fundición de arena.
Pregunta 3: ¿Cómo se fabrican los moldes de fundición de inversión?
Permítanme desmontar el punto clave de los moldes en el lanzamiento de inversiones. De hecho, hay dos moldes completamente diferentes involucrados aquí:
Molde de cera molde (reutilizable):
Este molde generalmente está hecho de aluminio o acero a través del mecanizado CNC de precisión (CNC). Determina la forma y la precisión del molde de cera, y se puede usar repetidamente decenas de miles de veces para inyectar exactamente las mismas partes del molde de cera.
Concha de cerámica para verter metal (consumibles desechables):
Este es el molde utilizado para verter metal. Sumerge repetidamente el molde de cera en la suspensión de cerámica, se seca y endurece la capa por capa para formar una cubierta resistente a alta temperatura. Cada parte debe hacerse por separado. Después de calentar y despegar, la cavidad en el interior es donde se vierte el metal.
Resumen
La esencia de la fundición de inversión es que utiliza moldes de cera fusibles para proporcionar una solución única para fabricar piezas metálicas con estructuras complejas, detalles finos y excelentes.calidad de la superficie. Es uno de los procesos clave para transformar diseños difíciles en entidades metálicas confiables.
¿Te encuentras a menudo esta situación?
- ¿Tiene un gran diseño, pero le preocupa que sea difícil fabricar porque la estructura es demasiado complicada?
- ¿Estás luchando entre el lanzamiento de la inversión, el lanzamiento de arena y el mecanizado CNC, y no estás seguro de cuál es el más adecuado? Debe considerar si el diseño se puede realizar y sopesar los requisitos de presupuesto y rendimiento ...
No te preocupes, este es exactamente el problemanuestro equipo¡Se resuelve todos los días! En JS, nuestros ingenieros se centran en esto: de acuerdo con sus dibujos de diseño, rango de presupuesto y requisitos de rendimiento de la pieza, lo ayudaremos a analizar y comparar para encontrar la mejor y más rentable solución de fabricación.
¿Quieres saber la respuesta rápidamente? ¡Es fácil!
Sube tuArchivo CADAhora. Vuelva a hacer que nuestro equipo profesional de ingenieros lo ayude a evaluar claramente, brinde asesoramiento profesional y convierta sus diseños imposibles y maravillosos en realidad de manera constante.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Recurso

