

Imaginez que vous avez conçu une lame de turbine avec un labyrinthe de canaux de refroidissement et des textures aérodynamiques à la surface. Usinage CNC? L'outil ne peut pas atteindre ces rebondissements. Coulage de sable ordinaire? La surface est trop rugueuse et tous les détails sont perdus. Comment résoudre ce dilemme? La réponse réside dans un processus de 4000 ans mais intemporel:casting d'investissement.
Son secret central est de reproduire parfaitement un modèle de cire.Nous utilisons d'abord de la cire pour faire avec précision tous les détails de la pièce (la "casting d'investissement" signifie à l'origine "emballage"). Ensuite, le modèle de cire est enduit à plusieurs reprises d'une suspension en céramique spéciale, qui est séchée et durcie par couche pour former une coquille de céramique solide pour l'enrouler.
Voici l'étape clé: chauffer la coquille, la cire à l'intérieur fond et s'écoule, laissant une cavité dans la coquille qui est exactement la même que le modèle de cire d'origine. Enfin, versez du métal fondu dans la cavité, éliminez la coquille de céramique après refroidissement et une partie métallique qui reproduit tous les détails complexes est né.
C'est pourquoi il s'agit du processus préféré de fabrication de pièces extrêmement complexes avec des cavités fines ou des surfaces incurvées telles que les lames de turbine. Combiné avec le design CAO moderne,Impression 3DCire pour la technologie de la coulée et du contrôle des investissements, nous pouvons produire efficacement des pièces de haute qualité avec des dimensions précises, des surfaces lisses et de petites indemnités d'usinage. Dans notre atelier, le casting d'investissement est un outil puissant pour ces tâches impossibles.
Résumé de la réponse de base:
| Articles de comparaison | Casting d'investissement | Coulée de sable | Usinage CNC |
| Principe de base | La "méthode de cire perdue" utilise un modèle fondu pour fabriquer des moules en céramique jetables. | Utilisez des moules réutilisables pour appuyer la cavité des moisissures dans le sable. | Coupez l'excès de matériau des blocs métalliques solides. |
| Le plus approprié | Formes géométriques complexes, finition de surface élevée, pièces à parois minces. | Grandes pièces simples avec des exigences à faible tolérance. | Haute précision, prototypage et formes géométriques simples. |
| Limitations principales | Coût initial élevé et cycle de processus long. | Précision de faible dimension et surface rugueuse. | Difficile de traiter des structures internes complexes et des déchets de matériaux. |
Dans ce guide, je vais présenter en détail:
- Les sept étapes complètes du processus de coulée d'investissement et utilisent un diagramme de coulée d'investissement pour présenter visuellement le processus.
- Ensuite, je comparerai les avantages et les inconvénients de la coulée de sable par rapport à la coulée d'investissement.
- Enfin, à travers un vrai cas, je prouverai sa valeur unique et vous aiderai à maîtriser facilement les avantages de base de cette technologie.
Pourquoi devriez-vous faire confiance à ce guide? Perspective complète des experts de la fabrication JS
Chez JS, aider les clients à trouver les meilleures solutions de fabrication de pièces est notre travail quotidien. Nous ne sommes pas seulement des experts dans l'exploitation des machines-outils CNC, mais plus comme des consultants manufacturiers pour les clients. Après avoir travaillé dans cette industrie pendant longtemps, vous comprendrez une chose: toutes les pièces ne conviennent pasCNC COUPE(c'est-à-dire la "fabrication soustractive"). Parfois, les idées de fabrication additive telles que le casting d'investissement sont des solutions plus intelligentes et plus économiques.
- Permettez-moi de vous donner un exemple: auparavant, un client d'aviation a apporté un support complexe à consulter. S'il est fabriqué par CNC, il sera divisé en trois parties pour le traitement et le soudage. Non seulement il y a de nombreux processus, mais le poids et la résistance sont également affectés. Après une évaluation minutieuse, notre équipe a fortement favorisé le casting d'investissement. Quel est le résultat? Une partie intégralement formée est plus légère et plus forte, et elle permet également d'économiser le coût et les dangers cachés du soudage.
- Une autre fois, nous avons aidé un client d'art à reproduire des détails de sculpture extrêmement fins. Les méthodes traditionnelles ne pouvaient tout simplement pas réaliser cet effet, nous avons donc utilisé le casting d'investissement d'impression 3D pour restaurer parfaitement les détails de l'original.
"Tout comme le maître de fabrication Henry Ford l'a souligné: la qualité signifie adhérer aux normes lorsque personne ne supervise."
Ce guide est condensé des critères d'expérience et de jugement accumulés par notre équipe JS dans d'innombrables pratiques de projet. Ce n'est pas une théorie vide, mais notre expérience réelle après avoir comparé à plusieurs reprises différents processus (en particulier CNC et la coulée d'investissement) après avoir fait face aux facteurs clés tels que le coût, la performance et la complexité de conception. Notre objectif est simple: pour vous aider à éviter les détours, utilisez lebonne méthode, et faites les bonnes parties. Après tout, nous ne sommes pas des opérateurs de machines à froid, mais des partenaires qui comprennent vraiment la fabrication.
Qu'est-ce que le casting d'investissement exactement?
En ce qui concerne la façon dont nous travaillons dans notre atelier,La coulée d'investissement est un processus de fabrication d'un modèle identique avec de la cire, puis l'enrouler avec de la céramique, et enfin fondre la cire et y verser du métal pour obtenir une réplique d'une partie de précision. Il a également un nom plus vivant, la méthode de la cire perdue.
Faire des modèles de cire:
Étape la plus critique! Tout d'abord, il faut faire unmodèle de cirede la même forme et de la même taille que la pièce métal ultime. La précision de ce modèle de cire détermine à quel point la pièce ultime va être excellente.
Shell en céramique:
Une suspension spéciale en céramique est appliquée à la couche sur la couche sur la surface du modèle de cire. Un sable fin doit être ajouté à chaque couche. Il est appliqué lorsqu'il est complètement sec et durci. Fait plusieurs fois, une coquille en céramique dure se forme à l'extérieur du modèle de cire, l'encombrant complètement à l'intérieur.
Pourquoi s'appelle-t-il la "casting d'investissement"?Parce que dans cet investissement! L'investissement, dans le langage de la coulée, fait référence à une couche de couverture ou d'emballage, qui décrit avec précision le processus fondamental d'enclure le modèle de cire parfaitement dans une suspension en céramique.
Fixant de la cire, versant du métal, bombardement:
- Ferme de cire perdue: Après le durcissement de la coquille en céramique, il est placé dans un four chauffé. Le modèle de cire à l'intérieur fond et se déverse, et la cavité avec la forme, la taille et les détails du modèle de cire se reproduisent précisément dans la coquille.Il s'agit du principal processus de cire perdue.
- Version du métal: remplissez la cavité de métal fondu à une température particulière.
- Bombardement etrefroidissement: Une fois durci et refroidi, retirez la coquille de céramique externe par vibration ou jet d'eau à haute pression. La partie métallique exposée est votre blanc conçu.
"Qu'est-ce que le casting d'investissement? C'est la façon dont les modèles de cire fusible sont utilisés pour reproduire les pièces en métal fins. Des lames de moteur d'avion de précision, les dispositifs médicaux, à des illustrations uniques, il ne peut pas être remplacé. Ici à JS, nous utilisons cet art ancien dans la combinaison de la technologie moderne (comme la cire imprimée en 3D) est votre meilleur ami, n'hésitez pas à nous contacter.

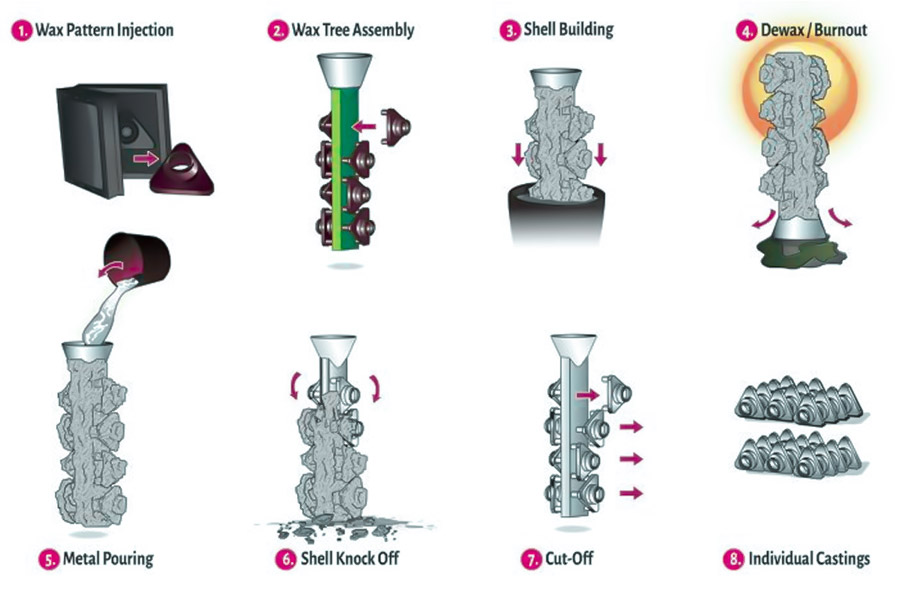
8 étapes clés de la coulée d'investissement
En tant qu'ingénieur responsable de la ligne de production de casting d'investissement chez JS,Je vais décomposer les sept étapes de base de ce processus de précision, tout aussi clairement que de vous faire visiter notre processus d'atelier:
Étape 1: Faire un modèle de cire de précision
Tout commence par la cire d'investissement. Nous chauffons et faisons fondre le matériau de cire spécial, l'injectons dans un moule en métal de précision et le refroidissons pour obtenir un modèle de cire qui est exactement le même que la dernière partie que vous avez conçue. Ceci est la source de précision. Pour une production de petits essais par lots ou des pièces extrêmement complexes, nous utiliserons directementTechnologie d'impression 3DPour faire des modèles de cire, économiser le coût et le temps d'ouverture des moules métalliques, ce qui est très flexible.
Étape 2: Ensemble d'arbre à cire
Pour améliorer l'efficacité, nous ne le ferons pas un par un. Au lieu de cela, nous souderons soigneusement plusieurs modèles de cire à un coureur central et des coureurs de succursale en la même cire, tout comme les blocs de construction, pour former un "arbre" inversé. Imaginez que le tronc et les branches de cet arbre sont les canaux pour que le métal fondu s'écoule dans chaque modèle de cire, afin que plusieurs pièces puissent être coulées en même temps.
Étape 3: Construisez une coque en céramique
Il s'agit de l'origine du nom de la coulée d'investissement (l'investissement signifie un emballage). Nous plongeons l'ensemble de l'arbre à cire dans une suspension en céramique spéciale, l'enrobergez uniformément de suspension et saupoudons immédiatement une couche de sable réfractaire très fin sur la surface humide. Une fois que cette couche sèche et durcit, répétez le processus, immergez-le dans une suspension plus grossière, saupoudrez de sable légèrement plus grossier et séchez-le à nouveau. Répétez cette 5 à 9 fois jusqu'à ce qu'une coquille de céramique suffisamment épaisse et forte se forme à l'extérieur de l'arbre de cire. Chaque étape du séchage est cruciale et détermine la force finale de la coquille.
Étape 4: Dewaxing
Nous mettons la coque entière dans une bouilloire à vapeur à haute pression (comme un autocuiseur pour la coulée). La vapeur à haute température et à haute pression fonde rapidement et éliminera la cire de coulée d'investissement à l'intérieur et la déchargera à travers les canaux réservés. À ce moment-là, unréseau de cavitéCela reproduit parfaitement la forme de l'arbre de modèle de cire d'origine est laissé à l'intérieur de la coque en céramique solide.
Étape 5: coulé en métal
La coquille en céramique déwaxée est envoyée à une fournaise à haute température pour la cuisson.
Il y a trois objectifs:
- Brûlez la cire de trace restante, enlevez complètement l'humidité, augmentez la résistance de la coquille et préchauffez-la à une température près du métal fondu.
- Dans le même temps, nous faisons fondre et affinons le métal sélectionné dans le four à fond au meilleur état.
- Ensuite, le métal fondu est coulé lentement et en douceur dans la cavité de la coquille de céramique préchauffée pour remplir chaque partie de la partie à la fin d'une branche.
Étape 6: bombardement
Après avoir versé, laissez la coquille refroidir dans un environnement contrôlé pour garantir que le métal à l'intérieur est complètement solidifié. Après refroidissement, la coque en céramique couvrant vers l'extérieur est secouée et brisée par des vibrations de table de vibration ou un jet d'eau à grande vitesse pour exposer l'arbre de métal à l'intérieur.
Étape 7: Couper
Ensuite, les pièces en métal formées sont coupées et retirées du coureur moyen et du coureur de branche par scie à bande, roue de broyagecoupure ou laser.
Étape 8: Finition et inspection
Après la coupe, nous retirons ces rayures par broyage,polissageet d'autres méthodes pour obtenir une surface plate. Selon vos exigences pour la pièce, le sablage, le traitement thermique, l'usinage de précision ou le traitement de surface sont également demandés. Enfin, l'inspection des défauts de rayons X est utilisée pour confirmer les défauts internes, et la machine de mesure à trois coordonnées (CMM) mesure précisément toutes les dimensions vitales pour garantir que chaque pièce expédiée répond sans relâche sur vos dessins.
Tous ces sept processus de coulée d'investissement sont interdépendants étroitement. L'essentiel est d'employer de la cire de coulée d'investissement précise pour créer la réplique du modèle, puis, après l'enveloppe et la transformation de la coquille en céramique, parvenir enfin à la mise en forme de haute précision depièces métalliques complexes.
"Chez JS, nous comprenons le savoir-faire à chaque étape du traitement et des points de contrôle de qualité et sommes très bien capables d'utiliser la technologie de modèle de cire d'impression 3D pour pénétrer des structures complexes avec des difficultés à obtenir avec des méthodes traditionnelles. Lorsque vous prévoyez de fabriquer des pièces métalliques avec des cavités intérieures et des exigences de surface critiques, le casting d'investissement pourrait être votre meilleure option.
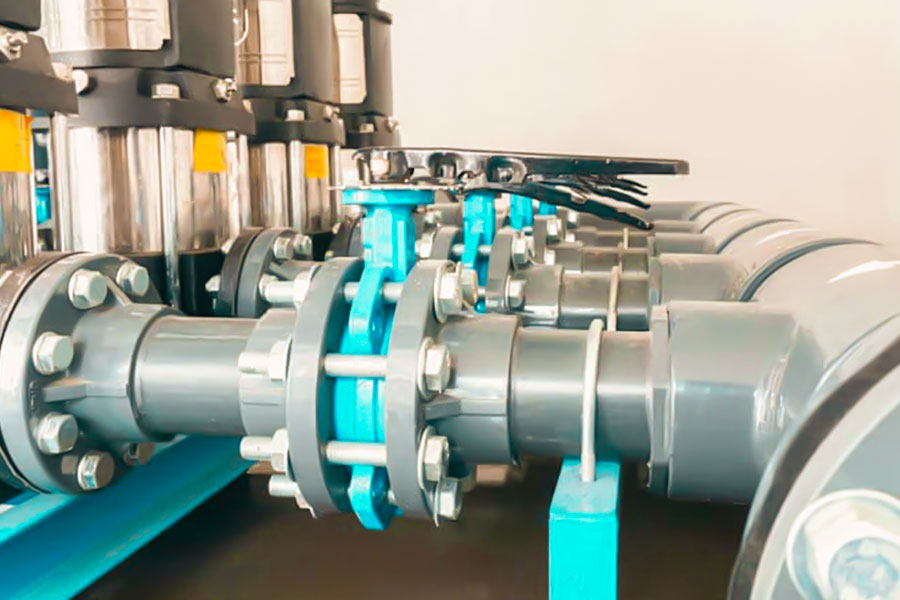
Analyse de cas réelle: fabrication de corps de soupape en acier inoxydable monobloc pour l'industrie pétrolière
Maintenant, permettez-moi de partager un vrai cas de la façon dont nous utilisons la coulée d'investissement pour résoudre un problème difficile dans l'industrie pétrolière. Ce n'est pas seulement une théorie, mais un véritable tournage de l'impossible en réalité.
Un géant de l'équipement de pétrole est venu vers nous et ils voulaient un corps de soupape en acier inoxydable 316 une pièce pour des pipelines à haute pression. Le dessin de conception a montré la difficulté: le corps de la valve a plusieurs canaux de liquide sinueux, ce qui est comme un labyrinthe métallique. La chose la plus terrible est que le client nécessite une fuite absolument nulle, ce qui signifie que l'ensemble du corps de vanne doit être un tout, et il ne doit pas y avoir de soudures, car les soudures sont des risques de fuite potentiels sous haute pression.
Deux solutions qu'ils considéraient auparavant:
- Solution de traitement CNC: les ingénieurs ont pensé à démonter le corps de la valve en plusieurs pièces, à les traiter séparément, puissoudageles ensemble. Après la comptabilité des coûts, c'était au-delà de leur tolérance. Plus important encore, chaque soudure est un risque de fuite de bombe temporelle. Sur les pipelines de pétrole et de gaz à haute pression, qui peut se permettre ce risque?
- Solution de coulée de sable: essayé, mais la surface du canal interne est trop rugueuse, comme du papier de verre, la résistance au fluide est grande, affectant l'efficacité. De plus, la précision dimensionnelle de la surface d'étanchéité clé ne répond pas aux exigences et le scellement n'est pas garanti.
La contradiction centrale est dénommé: géométrie interne extrêmement complexe par rapport aux exigences strictes pour l'intégrité structurelle et le scellement. Les processus traditionnels ont frappé un mur ici.
Solution de JS: casting d'investissement, combinaison parfaite d'organes internes complexes et sans couture
Face à ce défi, notre équipe a immédiatement pensé à la coulée d'investissement (méthode de cire perdue).
Pourquoi? Parce qu'il convient naturellement, reproduisant parfaitement des formes complexes, moulage en une seule pièce sans coutures.
- Façon de précision: nous utilisons d'abord unmoule de haute précision(combiné avec la conception CAO et l'usinage de précision) pour injecter un moule à cire complet. Ce moule à cire, qui rend les canaux d'écoulement internes complexes dans les dessins de conception du client, est fait exactement dans son ensemble.
- Clonage en céramique: Mettez plusieurs couches de "couches" en céramique spéciales sur ce moule à cire, durcissez la couche par couche et forment une coquille de céramique solide. Ensuite, l'étape clé est ici: chauffage! La cire fond et s'écoule, laissant une cavité complète avec tous les canaux d'écoulement complexes à l'intérieur de la coque en céramique.
- Rebirthal métallique: Verser en fusion en acier inoxydable 316 de haute qualité dans cette cavité de moule en céramique sans couture. Le métal remplit tous les coins, et après refroidissement et solidification, éliminer la coque en céramique et un corps de soupape en acier inoxydable avec des canaux d'écoulement internes extrêmement complexes et aucune soudure n'est née!
Résultats débarqués: les performances ont dépassé les attentes et les coûts ont été réduits
Quel a été le résultat?Une fois que le client a reçu le produit fini, l'effet était incroyable:
- Garantie de fuite zéro: L'ensemble du corps de la valve est un morceau de métal entier, éliminant complètement le plus grand point de risque de la soudure, l'intégrité structurelle est impeccable et le scellement à haute pression est parfaitement standard.
- Amélioration des performances: l'internescanal de fluxLa surface de la coulée d'investissement est extrêmement fluide, ce qui réduit considérablement la résistance au fluide, améliore l'écoulement et l'efficacité, et dépasse même les attentes de conception.
Surprise coûteuse:
- Nombre de pièces: D'après la solution CNC d'origine, 5 pièces nécessitaient de souder, il est directement modifié en 1 partie intégrale.
- Points de défaillance potentiels: le nombre de soudures a été réduit de 4 (points à haut risque) à 0.
- Après le calcul final, le coût de fabrication d'un corps de valve unique était près de 30% inférieur à la solution d'usinage CNC + de soudage d'origine!
"Ce cas démontre de manière vivante la valeur fondamentale de la coulée d'investissement: elle peut transformer directement la conception complexe du concepteur en une partie métallique intégrée structurellement fiable, tout en apportant des surprises en termes de coût et d'efficacité. Le casting d'investissement est la garantie de cette qualité inhérente, en particulier pour les pièces avec des pièces complexesCavités intérieuresEt les exigences de scellement absolues, ses avantages sont difficiles à remplacer par d'autres processus. Si vous avez un mal de tête pour des pièces métalliques complexes, n'hésitez pas! Veuillez contacter JS. Une solution perturbatrice peut être trouvée dans le temps qu'il faut pour prendre une tasse de café. "
FAQ - Répondez à plus de questions sur le casting d'investissement
Question 1: Casting d'investissement vs casting de sable: comment dois-je choisir?
Ils sont différents à bien des égards, et le choix dépend de ce que vous faites: si la forme est complexe ou nécessite une haute précision, le casting d'investissement peut être plus approprié. Si la chose est simple ou si vous voulez économiser de l'argent, la coulée de sable est meilleure. Ci-dessous, j'ai répertorié les fonctionnalités principales d'un tableau, ce qui est clair et vous pouvez savoir lequel convient le plus à votre situation en les comparant.
| Aspect de comparaison | Casting d'investissement | Coulée de sable |
| La capacité de faire des productions complexes | Très fort, capable de produire diverses formes et cavités fines. | Relativement faible, adapté aux conceptions avec des structures simples. |
| Qualité de surface | Très bon, presque aucun polissage supplémentaire requis. | Il est relativement rugueux et nécessite généralement un traitement ultérieur (comme le broyage, la coupe). |
| Niveau de précision | Élevé, avec de petites erreurs de dimension (par exemple environ ± 0,1 mm par 25 mm). | L'erreur est relativement grande (par exemple, environ ± 0,8 mm par 25 mm). |
| Coût de la moisissure | Élevé (nécessitant la production de moules de cire de précision). | Matière de moisissure de sable à faible coût. |
| Coût unitaire | Modéré à élevé (affecté par les matériaux et les processus). | Faible (en particulier avec des avantages de coûts importants en grande quantité). |
| Convient pour le volume de production | Des quantités moyennes à grandes (les économies d'échelle peuvent réduire les coûts unitaires). | Application flexible: Convient aux petits lots / articles individuels (tels que grandes pièces), ainsi que de grandes quantités. |
Question 2: Quels sont les inconvénients du casting d'investissement?
- Grand investissement initial (en particulier pour les moules métalliques): Pour fabriquer des moules de cire de haute précision, vous devez généralement faire un ensemble de moules métalliques de précision en premier. Le coût de cet ensemble de moules n'est pas faible, il ne sera donc pas économique pour la production à petite échelle. Bien sûr, il y a maintenant une technologie de moisissure en cire d'impression 3D pour atténuer ce problème.
- Cycle de production long: il y a de nombreuses étapes dans ce processus, notamment la fabrication de moules de cire, l'assemblage des arbres, le revêtement à plusieurs reprises, la déwax, la torréfaction, le versement, le nettoyage ... chaque étape prend du temps et le processus global est plus lent que de nombreuses autres méthodes de moulage. Pour les projets urgents, vous devez planifier à l'avance.
- La taille est limitée: la fabrication de pièces particulièrement grandes et lourdes n'est pas son point fort. En raison de la difficulté de fabrication, de déwax et de versement, la limite supérieure de la taille et du poids des pièces qu'il peut gérer est inférieure à celle de la coulée de sable.
Question 3: Comment les moules de coulée d'investissement sont-ils fabriqués?
Permettez-moi de démonter le point clé des moules dans le casting d'investissement. En fait, il y a deux moules complètement différents impliqués ici:
Moule de moule de cire (réutilisable):
Ce moule est généralement en aluminium ou en acier par l'usinage CNC de précision (CNC). Il détermine la forme et la précision du moule en cire et peut être utilisé à plusieurs reprises de dizaines de milliers de fois pour injecter exactement les mêmes pièces de moule de cire.
Shell en céramique pour verser du métal (consommables jetables):
Ceci est le moule utilisé pour verser du métal. Il plonge à plusieurs reprises le moule de cire dans le lisier en céramique, sèche et durcit la couche par couche pour former une coque résistante à haute température. Chaque pièce doit être faite séparément. Après chauffage et déwax, la cavité à l'intérieur est l'endroit où le métal est versé.
Résumé
L'essence de la coulée d'investissement est qu'il utilise des moules à cire fusible pour fournir une solution unique pour fabriquer des pièces métalliques avec des structures complexes, des détails fins et d'excellentsqualité de surface. Il est l'un des processus clés pour transformer des conceptions difficiles en entités métalliques fiables.
Rencontrez-vous souvent cette situation?
- Vous avez un excellent design, mais vous craignez qu'il soit difficile à fabriquer car la structure est trop compliquée?
- Êtes-vous en difficulté entre le casting d'investissement, le moulage de sable et l'usinage CNC, et vous ne savez pas lequel est le plus approprié? Vous devez déterminer si la conception peut être réalisée et peser le budget et les exigences de performance ...
Ne t'inquiète pas, c'est exactement le problèmeNotre équipeSelon tous les jours! Chez JS, nos ingénieurs se concentrent là-dessus: Selon vos dessins de conception, votre gamme budget et vos exigences de performance, nous vous aiderons à analyser et à comparer pour trouver la solution de fabrication la meilleure et la plus rentable.
Vous voulez connaître la réponse rapidement? C'est facile!
Téléchargez votreDossier CAOMaintenant, notre équipe professionnelle d'ingénieurs vous aide à évaluer clairement, à fournir des conseils professionnels et à transformer vos conceptions impossibles et merveilleuses en réalité régulièrement!

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
Ressource

