

In CNC-Fräsdienstleistungen , eine scheinbar grundlegende Entscheidung – welcher Planfräser gewählt wird, wie viel Schnitttiefe verwendet werden soll – bestimmt direkt die Genauigkeit, Glätte, Bearbeitungseffizienz und letztendlich die Kosten des Hobels.
Rattermarken, Werkzeugdurchbiegung, übermäßiger Werkzeugverschleiß und sogar Werkstückausschuss können durch eine falsche Auswahl verursacht werden. Der Schlüssel zum Erfolg liegt in der richtigen Werkzeug- und Prozessstrategie, egal ob Sie Präzisions-CNC-Frästeile mit bester Oberflächenqualität suchen oder viel Material effektiv aus tiefen Hohlräumen entfernen müssen.

Dieser Leitfaden demonstriert nicht nur die Kompetenz von JS Precision in diesem Bereich, sondern erläutert auch die Grundprinzipien der CNC-Fräsbearbeitung, um Ihnen dabei zu helfen, typische Fallstricke zu vermeiden und das ideale Gleichgewicht zwischen Genauigkeit, Effizienz und Kosten zu erreichen, sei es beim Prototyping oder bei der Massenproduktion.
Zusammenfassung der Kernantworten
| Kernherausforderungen | Häufige Missverständnisse | Professionelle Lösungen von JS Precision |
| Schlechte Ebenheit und Vibrationsspuren | Der blinde Einsatz von Werkzeugen mit großem Durchmesser oder zu großer Schnitttiefe führt zu übermäßigen Schnittkräften. | Basierend auf den Materialeigenschaften, der Steifigkeit der Werkzeugmaschine und der Zielgenauigkeit können Sie die optimale Kombination aus Werkzeugdurchmesser, Schnitttiefe und Vorschub wissenschaftlich berechnen und empfehlen. |
| Geringe Effizienz und Präzisionsverlust bei der Bearbeitung tiefer Kavitäten | Beim herkömmlichen Schichtfräsen kommt es zu einem übermäßigen Werkzeugüberhang, der zu Vibrationen und Werkzeugablenkungen führt. | Wenden Sie effiziente Strategien wie „kleine Schritte, schnelle Durchgänge“ beim Trochoidenfräsen an und verwenden Sie erweiterte starre Werkzeughalter, um die Präzision des CNC-Fräsens sicherzustellen. |
| Hohe Kosten für die Prototypenerstellung in Kleinserien | Bestellung spezieller, nicht standardmäßiger Werkzeuge für Prototypen oder Verwendung unwirtschaftlicher Bearbeitungsparameter. | Nutzen Sie vorhandene standardisierte Werkzeugbibliotheken und flexible Prozesse, um Kosteneinsparungen zu maximieren und gleichzeitig die Anforderungen an das Präzisions-CNC-Fräsen zu erfüllen. |
| Verzögerte Lieferung für dringende Projekte | Unzureichende Vorbereitung der Lieferkette oder zu lange Prozessvalidierungszeiten. | Implementieren Sie schnelle Reaktionsprozesse, einschließlich der Vorbereitung häufig verwendeter Materialien, Standardwerkzeuge und validierter Prozessvorlagen, um die Lieferzyklen zu verkürzen. |
Wichtige Erkenntnisse:
- Die Werkzeugausrüstung ist Teil des Systems: Die optimale Auswahl hängt von den kombinierten Auswirkungen des Werkstückmaterials, der Leistung/Steifigkeit der Maschine, der Stabilität der Vorrichtung und der Zielgenauigkeit ab.
- Die Schnitttiefe ist kein isolierter Parameter: Sie muss in Verbindung mit der radialen Breite und der Vorschubgeschwindigkeit optimiert werden, um einen effizienten und stabilen Schnitt zu gewährleisten.
- Maßgeschneiderte Strategie für tiefe Kavitäten: Der Verzicht auf einfache Schichten und der Einsatz einer gezielten Hochleistungsfrässtrategie (HPML) ist der Schlüssel.
- Eine frühzeitige Zusammenarbeit entscheidet über die Wirtschaftlichkeit: Durch die Kommunikation der Herstellbarkeit während der Entwurfsphase werden teure Werkzeuganpassungen und ineffiziente Prozesse vermieden.
Vertrauen Sie den CNC-Fräsdienstleistungen von JS Precision: Bewältigen Sie die Herausforderungen der Stirnflächenfräspräzision
Die High-End-Fertigung stand schon immer vor Herausforderungen bei der Präzisionssteuerung des CNC-Fräsens. Laut der ISO 8688-1 Beim Standardfräsen geraten Unternehmen oft in Nacharbeitszyklen, erhöhte Kosten und Verzögerungen aufgrund von Problemen wie Werkzeugverschleiß, thermischer Verformung und Rattern.
JS Precision verfügt über mehr als 15 Jahre Erfahrung im Bereich CNC-Fräsdienstleistungen und hat verschiedene Präzisionsbearbeitungsprobleme für über 500 Kunden weltweit erfolgreich gelöst und deckt mehrere stark nachgefragte Branchen wie Luft- und Raumfahrt, medizinische Geräte und optische Instrumente ab.
Unsere Hauptstärke liegt in der Umsetzung des „Systemdenkens“ -Ansatzes im gesamten Bearbeitungsprozess, anstatt nur einen Parameter isoliert anzupassen.
Beispielsweise haben wir für eines der Stirnfräsprojekte unseres Kunden für Komponenten aus Titanlegierungen nicht nur die Materialart und die Anzahl der Zähne des Werkzeugs optimiert, sondern auch die Bearbeitungsgenauigkeit von ±0,02 auf ±0,005 mm verbessert, da wir die Maschinengeschwindigkeit, den Vorschub und die Schnitttiefe angepasst haben. All dies führte zu einer Verbesserung der Werkzeugstandzeit um 30 %.
JS Precision verfügt über die richtigen Ressourcen, um ein komplettes Qualitätskontrollsystem vom Rohstofflager bis zum fertigen Produkt zu betreiben. Möglich wird dies durch das Vorhandensein hochpräziser Prüfgeräte wie Laserinterferometer und Koordinatenmessgeräte.
Alle unsere Ingenieure verfügen über 8 oder mehr Jahre Berufserfahrung Design für die Fertigung (DFM) . Dadurch ist es möglich, potenzielle Bearbeitungsprobleme zu überwachen und frühzeitig im Projekt Lösungen anzubieten.
Bisher liegen unsere Bearbeitungsausbeuten bei Präzisionsteilen weiterhin bei 99,8 %. Dies spiegelt unsere Zuverlässigkeit in diesem Bereich wider. In Kombination mit einer Wiederkaufsrate unserer Kunden von über 75 % stärkt dies unseren Ruf im Unternehmen weiter.
Möchten Sie Präzisionsfehler vermeiden und Ihr CNC-Fräsprojekt zeitnah erhalten? Wenden Sie sich an das Ingenieurteam von JS Precision und teilen Sie ihm das Teilematerial, die Präzisionsspezifikationen und die Lieferzeit Ihres Projekts mit. Wir bieten Ihnen dann eine kostenlose Prozessbewertung und Lösungsoptimierung zum Schutz Ihres Projekts an.
So wählen Sie den perfekten Planfräser für Ihr CNC-Fräsdienstleistungsprojekt aus?
Die Wahl eines Planfräsers ist ein Balanceakt zwischen Material, Maschinenfunktionen und Qualität. Dies wirkt sich direkt auf die Effizienz und Qualität der CNC-Fräsdienstleistungen aus, die Sie erhalten.
Die Beherrschung des Planfräserdurchmessers und der Zahnzahl
Planfräser haben viele Parameter und zwei davon sind effektiver Durchmesser und Zähnezahl. Sie stehen im Mittelpunkt der Schneideffizienz und -qualität.
- Effektiver Durchmesser: Wählen Sie einen Durchmesser, der dem 1,2- bis 1,5-fachen der Werkstückbreite entspricht, um eine gleichmäßige Kraftverteilung, geringeres Rattern und eine bessere Effizienz zu erreichen.
- Auswahl der Zahnanzahl: Berücksichtigen Sie die Leistung und das Material der Werkzeugmaschine und beziehen Sie sich dabei auf die folgende Tabelle:
| Werkstückmaterial | Empfohlene Zahnanzahl | Hauptgründe |
| Aluminiumlegierung | 8-12 Zähne | Geringer Schnittwiderstand, verbesserte Effizienz und reibungslose Spanabfuhr |
| Stahl | 4-6 Zähne | Große Spannuten reduzieren Verstopfungen und Schnittkräfte |
| Titanlegierung | 3-4 Zähne | Gute Wärmeableitung, verhindert das Anhaften von Spänen und verlängert die Lebensdauer |
Die entscheidenden Details des Einsatzmaterials und der Geometrie
Wendeschneidplattenmaterial, Beschichtung und Geometrie bestimmen die Schnittleistung und müssen auf das Bearbeitungsszenario abgestimmt sein.
| Beschichtung/Substrat | Anwendbare Materialien | Kernvorteile |
| PVD-beschichtetes Hartmetall | Aluminium, Edelstahl | Hohe Härte, geringe Reibung, Antihaftwirkung, geeignet für Hochgeschwindigkeitsschneiden |
| CVD-beschichtetes Hartmetall | Stahl, Gusseisen | Starke Haftung, verschleißfest, hochtemperaturbeständig |
| Diamantbeschichtet | Nichteisenmetalle, Verbundwerkstoffe | Extrem hohe Härte, verschleißfest, hervorragende Oberflächengüte |
Einfluss der Einsatzgeometrie
- Scharfe Schneidkante: Ideal für weichere Materialien wie Aluminium mit geringen Schnittkräften für eine glatte Oberfläche.
- Verstärkte Schneide: Ideal für härtere Materialien wie Stahl und Titanlegierungen . Starke, splitterfreie Schneidkanten.
Die Erfüllung der Anforderungen an CNC-Fräsdienstleistungen ist ein Muss für Effizienz und Präzision. Wählen Sie für hochpräzise Schneidkanten hochpräzise Optionen. Für mehr Effizienz wählen Sie schlagfeste Einsätze.

Abbildung 1 Stirnfräser werden aufgrund ihrer geometrischen Formen und Strukturen unterschiedlich konstruiert.
Kritische Überlegungen zum Tieftaschenfräsen bei der CNC-Fräsbearbeitung
Für das Tieffräsen von Hohlräumen (Tiefen-zu-Breiten-Verhältnis über 3:1) sind spezielle Verfahren erforderlich. Die Haupthindernisse sind unzureichende Werkzeugsteifigkeit und Schwierigkeiten bei der Spanabfuhr, die spezifische Lösungen erfordern.
Kompromiss zwischen Werkzeugsteifigkeit und Überhang
Das Verhältnis von Länge zu Durchmesser eines Werkzeugs beeinflusst die Steifigkeit. Wenn das Verhältnis größer als 5:1 ist, nimmt die Steifigkeit erheblich ab, was zu Verformung, Rattern und anderen Problemen führt.
Lösungen: Nutzen Sie das „Relaisfräsen“, bei dem Werkzeuge unterschiedlicher Länge zur Bearbeitung kombiniert werden. Verwenden Sie außerdem Werkzeughalter mit erhöhter Steifigkeit, die dynamisch ausgewuchtet sind.
Strategien für eine effektive Spanentfernung und Wärmekontrolle
Tiefe Hohlräume und eine schlechte Spanabfuhr können zu Nachbearbeitung und sogar Werkzeugverschleiß führen. Ohne aktive Regelung kann der Wärmestau zu einer thermischen Verformung führen.
- Spanabfuhr: Verwenden Sie einen spiralförmigen Vorschub in Verbindung mit einem oder mehreren der folgenden Elemente: segmentiertes Anheben des Werkzeugs und optimierte Werkzeugwegstrategien. In Kombination mit Hochdruck-Kühlmittel (10–20 MPa) oder Druckluftspülung.
- Wärmekontrolle: Wählen Sie die richtige Art von Schneidflüssigkeit aus, passen Sie die Schneidparameter an und führen Sie die Bearbeitung hochpräziser Komponenten in einer temperaturkontrollierten Umgebung durch.
Willst du CNC-Fräsbearbeitung für Bauteile mit tiefen Hohlräumen, um die Herausforderungen der Spanabfuhr und Steifigkeit zu meistern? Wenden Sie sich an JS Precision. Unser professionelles Team bietet kostenlos maßgeschneiderte Lösungen für das Tieffräsen von Hohlräumen basierend auf Ihrem Teilseitenverhältnis und Ihren Materialeigenschaften, um Verarbeitungsrisiken zu vermeiden und die Genauigkeit und Liefereffizienz der Teile sicherzustellen.
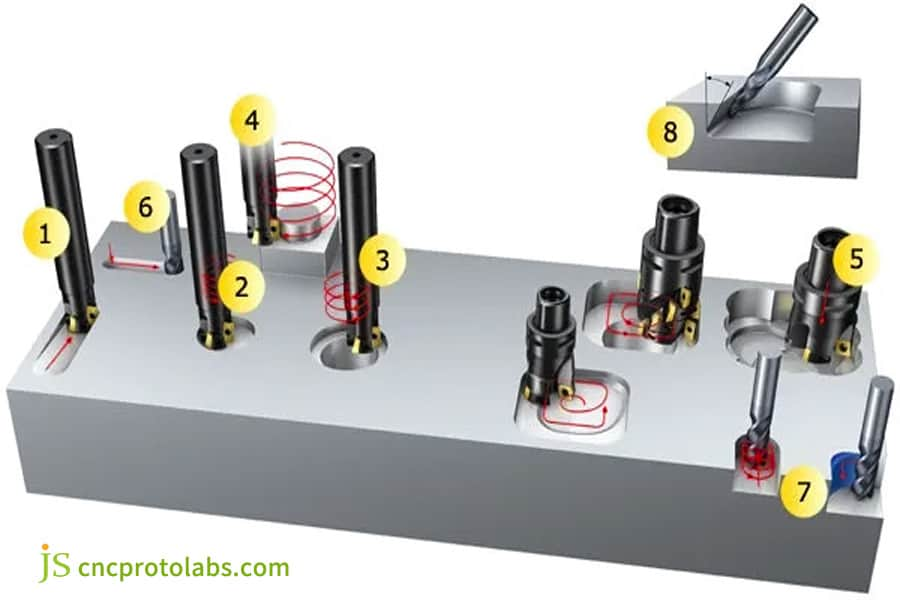
Abbildung 2 Fräsen von Löchern und Hohlräumen, Taschen
Die Präzisionsgleichung: Optimierung der Schnitttiefe für unübertroffene CNC-Fräspräzision
Die Schnitttiefe (Ap) muss den darin festgelegten Schnittparametern entsprechen ISO 3685 Standard. Dies ist ein Hauptparameter für Genauigkeit, Oberflächenbeschaffenheit und Effizienz und muss entsprechend der jeweiligen Bearbeitungsstufe und den Eigenschaften des Systems optimiert werden.
Die Philosophie der Schnitttiefe beim Schruppen und Schlichten
Die Ziele des Schruppens und Schlichtens sind sehr unterschiedlich, und die Schnitttiefenstrategien sind daher sehr unterschiedlich.
- Grobbearbeitung: große Schnitttiefe ( Werkzeugdurchmesser 30–50 % ), moderate Schnittbreite, schneller Materialabtrag, passende Werkzeugmaschine und Werkzeugtragfähigkeit.
- Präzisionsbearbeitung: geringe Schnitttiefe ( 0,1–0,3 mm ), hohe Geschwindigkeit, hoher Vorschub, Gewährleistung von Oberflächenqualität und Maßgenauigkeit.
Zittern vermeiden: Auf der Suche nach „Sweet Points“
Vibrationen wirken sich auf die Präzision des CNC-Fräsens aus und die Anpassung der Schnitttiefe ist der Schlüssel zur Vermeidung von Vibrationen .
- Grund für Vibrationen: Parameter wie Schnitttiefe und Geschwindigkeit regen Resonanzen im Werkstücksystem der Werkzeugmaschine an.
- Lösung: Durch Anpassen der Schnitttiefe zur Vermeidung von Resonanzfrequenzen (also dem Sweet Spot im „Stabilitätskeulendiagramm“ ) können die Bearbeitungsqualität und Effizienz verbessert werden.
Sie möchten den „Sweet Spot“ Ihrer Teilebearbeitung genau finden und Höchstleistungen erzielen CNC-Fräspräzision ? Übermitteln Sie Ihre Teileinformationen und Bearbeitungsprobleme, und JS Precision nutzt professionelle Software zur Simulationsanalyse, um Ihnen maßgeschneiderte Lösungen zur Schnitttiefenoptimierung zu bieten, damit Ihre Präzisionsbearbeitung Umwege vermeiden kann.
Prozessoptimierungsstrategien für wirtschaftliche CNC-Fräsdienstleistungen
Die Kosteneinsparungen bei CNC-Fräsdienstleistungen resultieren aus der Optimierung des gesamten Prozesses und nicht nur aus der Senkung der Stückpreise, wodurch eine Win-Win-Situation aus Kostensenkung und Effizienzsteigerung erreicht werden kann.
Optimierung des Werkzeugwegs: Reduzierung des Leerlaufs und Verbesserung der Schnitteffizienz
Die Optimierung des Werkzeugwegs ist der Schlüssel zur Kostenreduzierung und wirkt sich direkt auf die Bearbeitungszeit und die Werkzeuglebensdauer aus.
- Hochgeschwindigkeitsfräsen (HSM): Verbessert die Schnittgeschwindigkeit bei gleichzeitiger Gewährleistung der Qualität, da die Späne leichter abgeführt werden können.
- Optimieren Sie das Ein- und Ausschneiden: Spiralschneiden und Lichtbogenschneiden, um Klingenschäden zu reduzieren.
- Dynamisches Fräsen: Konstante Schnittlast, Reduzierung des Laufs und Verbesserung der Effizienz.
Versteckte Kostenkontrolle für Material und Spannmittel
Materialausnutzungsgrad und Spannzeit sind implizite Kosten, die nach Optimierung deutlich reduziert werden können.
- Materialoptimierung: Der intelligente Satz verbessert die Plattenausnutzung und entspricht den Standard-Rohstoffspezifikationen.
- Spannoptimierung: Verwendung modularer Vorrichtungen zur Reduzierung der Austausch- und Fehlerbehebungszeit, geeignet für kleine und mittlere Produktionen.
Vom Prototyp bis zur Produktion: Kosten und Genauigkeit für Präzisions-CNC-Frästeile ausbalancieren
Prototypenfertigung von Präzisions-CNC-Frästeile Es muss ein Gleichgewicht zwischen Kosten und Genauigkeit hergestellt werden, um den Grundstein für die Massenproduktion zu legen und einen reibungslosen Übergang vom Prototyp zur Massenproduktion zu erreichen.
Das „Good Enough“-Prinzip in der Prototyping-Phase
Der Kern der Prototyping-Phase ist die funktionale Verifizierung. Es ist keine extreme Präzision erforderlich, die Kosten können durch das „gut genug“-Prinzip kontrolliert werden.
- Lockern Sie die Toleranzen für unkritische Abmessungen, um die Bearbeitungsschwierigkeiten zu verringern.
- Verwenden Sie Standard-Schneidwerkzeuge, um die hohen Kosten und langen Lieferzeiten kundenspezifischer Werkzeuge zu vermeiden.
- Nutzen Sie leicht bearbeitbare Alternativmaterialien zur Funktionsüberprüfung.
Überlegungen zur Design-Skalierbarkeit
Beim Prototypendesign muss die Demanufacturability (DFM) berücksichtigt werden, um einen reibungslosen Übergang zur Massenproduktion von Präzisions-CNC-Fräsdienstleistungen zu gewährleisten.
- Vermeiden Sie Strukturen, die spezielle Schneidwerkzeuge erfordern, wie z. B. extreme Seitenverhältnisse und extrem kleine Inneneckenradien.
- Standardisieren Sie Abmessungen wie Lochdurchmesser und Verrundungen, um sie an standardmäßige Schneidwerkzeuge und Vorrichtungen für die Massenproduktion anzupassen.
Haben Sie Probleme mit dem Übergang vom Prototyping zur Massenproduktion für Präzisions-CNC-Frästeile? Laden Sie Ihre Prototyp-Entwurfszeichnungen hoch, und die DFM-Ingenieure von JS Precision stellen Ihnen eine kostenlose Herstellbarkeitsanalyse zur Verfügung, die Ihnen dabei hilft, Ihren Entwurf zu optimieren, Prototyping-Kosten und Durchführbarkeit der Massenproduktion in Einklang zu bringen und Projektverzögerungen zu minimieren.
Wie professionelle Präzisions-CNC-Fräsdienste eine schnelle Abwicklung gewährleisten?
Dringende Projekte setzen die geplante Reaktion des Lieferanten unter Druck. Professional Präzisions-CNC-Fräsdienstleistungen Anbieter sind durch den Einsatz von Standardprozessen und -technologien in der Lage, sehr schnell qualitativ hochwertige Produkte und Dienstleistungen zu liefern.
Fast-Track-Prozess und reservierte Ressourcen
JS Precision führt das Quick-Turn-Protokoll ein, um sicherzustellen, dass dringende Projekte weiterhin voranschreiten.
- Priority Scheduling: Öffnet einen Fast Track , der die Verfügbarkeit von Ressourcen garantiert.
- Dedizierte Kommunikation: Ein Projektmanager steht rund um die Uhr zur Verfügung, um über den Fortschritt des Projekts auf dem Laufenden zu bleiben.
- Reservierte Ressourcen: Hält Vorräte an häufig verwendeten Materialien und Standardwerkzeugen und vermeidet so Verzögerungen bei der Beschaffung.
Digitale Simulation und Erfolg auf Anhieb
Die digitale Simulation ist ein technisches Versprechen für die pünktliche Lieferung dringender Projekte und eine Möglichkeit, Verzögerungen bei der Fehlerbehebung vor Ort zu umgehen.
- Kollisionssimulation: Ermöglicht die Vorhersage von Kollisionsrisiken und gewährleistet so die Bearbeitungssicherheit.
- Zeitschätzung: Plant die Produktion mit großer Genauigkeit, um Lieferverzögerungen zu vermeiden.
- Erfolg auf Anhieb: Reduziert die Fehlersuche und spart dadurch Zeit.
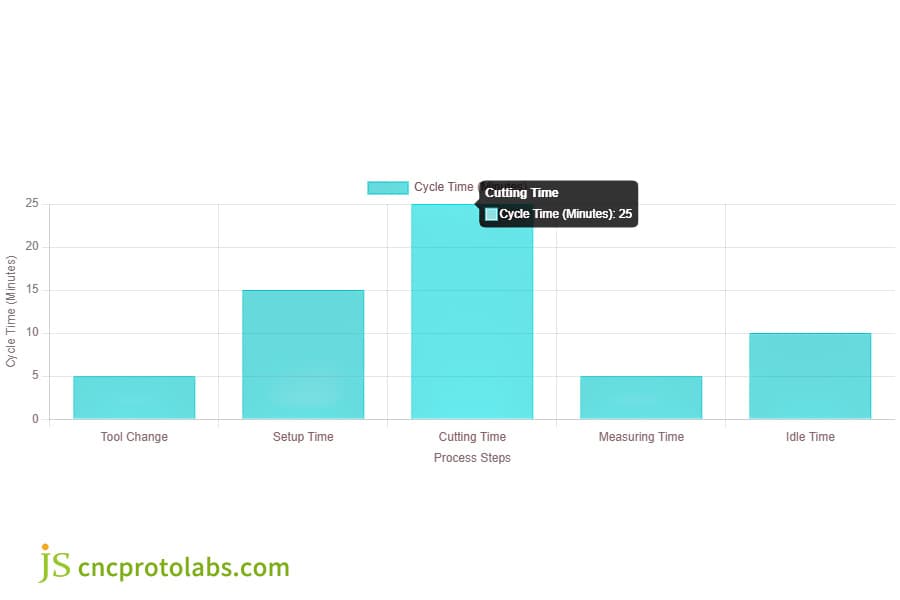
Abbildung 3 Dieses Balkendiagramm zeigt die verschiedenen Komponenten der Zykluszeit im CNC-Fräsprozess. Durch die Analyse und Optimierung dieser Prozesse können Betreiber die Gesamteffizienz deutlich verbessern.
Fallstudie: Vom Rattern zum Hochglanz: Erreichen von Ra <0,4 μm auf einer großen Aluminiumplatte
Kunde und Herausforderung:
Ein Hersteller optischer Geräte muss eine Größe von 600 mm x 400 mm verarbeiten Aluminiumlegierung Referenzplattform, die eine Ebenheit < 0,05 mm und einen Ra < 0,4 μm erfordert.
Die Prozessprobleme des vorherigen Lieferanten führten zu Vibrationsspuren und der Nichteinhaltung der Ebenheitsstandards, sodass das Projekt kurz vor dem Abbruch stand. Sie benötigen dringend einen zuverlässigen Anbieter von Präzisions-CNC-Fräsdienstleistungen.
Die Lösung von JS Precision:
Nach der Übernahme des Projekts stellte JS Precision sofort ein Ingenieurteam zusammen , das eine Systemdiagnose durchführte, um schließlich die Grundursache des Problems zu identifizieren und eine gezielte Lösung zu entwickeln.
Systemdiagnose:
Durch die Analyse stellte das JS Precision-Team fest, dass die Probleme des vorherigen Lieferanten hauptsächlich auf zwei Aspekte zurückzuführen waren.
- Erstens war die Steifigkeit des Werkzeug-Spindel-Werkstück- Systems unzureichend. Das verwendete Werkzeug mit großem Durchmesser und geringer Verzahnung führte zu einer ungleichmäßigen Kraftverteilung beim Schneiden, was zu Resonanzen führte.
- Zweitens verstärkte die Diskrepanz zwischen Schnitttiefe, Spindeldrehzahl und Vorschub das Rattern zusätzlich.
Präzise Maße:
- Zunächst wurde ein Präzisions-Planfräser mit kleinerem Durchmesser (φ50 mm) und mehr Zähnen (10 Zähne) verwendet, um die Schnittkraft pro Zahn zu reduzieren und die Systemvibrationen zu verringern.
- Zweitens wurde mit spezieller Software ein Stabilitätskeulendiagramm erstellt und die optimierte Schnitttiefe (0,2 mm) und Spindeldrehzahl (8000 U/min) neu berechnet und angewendet.
- Schließlich wurde ein „Gleichlauffräsen“-Verfahren in Verbindung mit einer Ultrahochpräzisionsspindel zum abschließenden Fertigfräsen eingesetzt, was eine weitere Verbesserung darstellte Oberflächenbeschaffenheit .
Umweltkontrolle:
Da die Bearbeitung von Aluminiumlegierungen sehr leicht durch Temperaturänderungen beeinträchtigt werden kann, wurde während der Bearbeitungsvorgänge eine kontrollierte Umgebung (mit einem Temperaturbereich von ±1 °C ) angewendet und die MMS-Methode verwendet.
Durch diese Vorgehensweise wurde nicht nur die Menge an Schneidflüssigkeit, die die Oberfläche verunreinigte, drastisch reduziert, sondern auch die Schneidtemperatur recht gut gesteuert, wodurch jegliche thermische Verformung verhindert wurde.
Ergebnisse:
Die allererste Charge von Werkstücken wurde erfolgreich in einem Durchgang hergestellt, wobei eine Ebenheit von 0,03 mm und eine Oberflächenrauheit von Ra 0,35 μm erreicht wurden, was zu einem hervorragenden Spiegelfinish führte.
Dem Kunden gelang es nicht nur, das Projekt zu retten, sondern er ging auch eine langfristige Partnerschaft mit JS Precision ein und alle Folgeaufträge für Hochpräzisionsplattformen werden von uns abgewickelt.
Bisher lag die Bearbeitungsausbeute dieser Teileserie bei beeindruckenden 100 % und der Lieferzyklus konnte im Vergleich zu den ursprünglichen Erwartungen des Kunden um 15 % verkürzt werden.
Stehen auch Sie vor der gleichen Schwierigkeit, die erforderliche Genauigkeit beim Präzisionsfräsen zu erreichen? Wenn ja, werfen Sie einen Blick auf weitere Erfolgsgeschichten von JS Precision und erfahren Sie, wie wir mit Bearbeitungsschwierigkeiten für Kunden aus verschiedenen Branchen umgehen. Wenn Sie besondere Anforderungen an die Teilebearbeitung haben, laden Sie einfach Ihre Zeichnungen mit dem Vermerk „Präzisionsoptimierung“ hoch und wir melden uns mit einer kostenlosen Machbarkeitsstudie und einem genauen Angebot bei Ihnen.
Abbildung 4 Referenzplattform aus Aluminiumlegierung für optische Geräte
So prüfen Sie einen Lieferanten auf zuverlässige Präzisions-CNC-Fräsdienstleistungen
Ein vertrauenswürdiger Anbieter für Präzisions-CNC-Fräsen Dienstleistungen eliminieren die Risiken im Zusammenhang mit Qualität, Kosten und Lieferung. Dieser Prozess erfordert jedoch eine gründliche Bewertung verschiedener Aspekte wie technische Fähigkeiten und Effektivität der Zusammenarbeit, anstatt nur den Preis und die Maschinen zu berücksichtigen.
Bewertung der technischen Leistungsfähigkeit: Über die Ausrüstungsliste hinaus
Bei der Bewertung technischer Fähigkeiten geht es um viel mehr als nur um die Erstellung einer Bestandsaufnahme der Ausrüstung: Analysieren Sie die Vollständigkeit der Prozessdatenbank, des Werkzeugverwaltungssystems, der Qualitätsprüfung des gesamten Prozesses und der SPC-Anwendung sowie die DFM-Erfahrung des Ingenieurteams. Die besten Lieferanten können Verarbeitungsrisiken bereits im Vorfeld kompensieren.
Transparenz der Zusammenarbeit und Kommunikationseffizienz
Eine effektive Zusammenarbeit ist für den Erfolg eines Projekts unerlässlich: Bewerten Sie die Möglichkeiten der digitalen Zusammenarbeit des Lieferanten (Kundenportal, Fortschrittsverfolgung usw.) und deren Kommunikation. Setzen Sie auf Ihrer Liste ganz oben die Partner, die eng in die Planung eingebunden werden können und Probleme rechtzeitig erkennen und lösen können.
FAQs
F1: Was ist der größte Unterschied zwischen der Wahl von Planfräsern für die Bearbeitung von Aluminiumlegierungen und Stahl?
Wählen Sie für die Bearbeitung von Aluminiumlegierungen Hochgeschwindigkeitsfräser mit mehreren Zähnen und scharfer Stirnfläche, um eine reibungslose Spanabfuhr zu gewährleisten und das Anhaften von Spänen zu verhindern. Wählen Sie für die Bearbeitung von Stahl robuste, beschichtete Spanfräser mit geringer Zahnung und hoher Kapazität, um die Verschleißfestigkeit und Spanbrechfähigkeit zu verbessern und hohen Schnittkräften standzuhalten.
F2: Ist es beim Fräsen tiefer Hohlräume besser, das Mehrschichtfräsen mit geringer Schnitttiefe oder das Wenigschichtfräsen mit großer Schnitttiefe zu verwenden?
Empfohlen wird das Mehrschichtfräsen mit geringer Schnitttiefe. Es reduziert Schnittkräfte, Werkzeugverformung und Rattern, erleichtert die Spanabfuhr und verhindert Nachschneiden . Große Schnitttiefen bei wenigen Schichten können leicht die Werkzeugbelastung erhöhen, die Spanentfernung erschweren und die Genauigkeit und Werkzeuglebensdauer beeinträchtigen.
F3: Sollte zur Erzielung einer besseren Oberflächengüte die Spindeldrehzahl erhöht oder die Vorschubgeschwindigkeit verringert werden?
Spindelgeschwindigkeit und Vorschubgeschwindigkeit müssen gleichzeitig optimiert werden. Stellen Sie zunächst einen angemessenen Vorschub pro Zahn sicher und erhöhen Sie dann die Spindeldrehzahl, um die Oberflächenstruktur zu verfeinern. Durch eine Reduzierung der Vorschubgeschwindigkeit kann es leicht zu einer übermäßigen Reibung zwischen Werkzeug und Werkstück kommen, was die Oberflächenqualität verschlechtern kann.
F4: Wie gehen Sie mit dem Problem der thermischen Verformung während der Bearbeitung um, insbesondere bei Präzisionsteilen?
Die thermische Verformung bei der Bearbeitung von Präzisionsteilen wird durch vier Methoden effektiv kontrolliert: mehrstufiger Spannungsabbau, passende Kühlmethoden, rationelle Gestaltung der Prozesssequenz und Präzisionsbearbeitung in einer Werkstatt mit konstanter Temperatur.
F5: Wie kann eine Verformung beim Planfräsen dünnwandiger Teile verhindert werden?
Der Kern besteht darin , die Schnittkräfte zu reduzieren und die Spannkräfte gleichmäßig zu verteilen . Symmetrische Bearbeitung, geringe Schnitttiefe und leichtes Schneiden in Kombination mit Werkzeugen wie Vakuumspannfuttern oder elastischen Klemmen können Verformungen beim Planfräsen dünnwandiger Teile wirksam verhindern.
F6: Was ist der typische Prozess und die typische Zeit von der Anfrage bis zum Erhalt der ersten Teilecharge?
Der typische Prozess besteht aus vier Schritten: 1–2 Arbeitstage für die Angebotsbestätigung, 1–3 Arbeitstage für die Prozessprogrammierung, 5–10 Tage für die Prototypenbearbeitung/10–25 Tage für die Massenproduktionsbearbeitung und 1–5 Tage für die Logistik, wobei je nach Bedarf geordnet vorgegangen wird.
F7: Wie kann ich Designdetails effektiv kommunizieren und den Produktionsfortschritt verfolgen, wenn ich im Ausland bin?
Kunden aus Übersee können rund um die Uhr über ein Online-Kundenportal mit einem engagierten zweisprachigen Projektmanager zusammenarbeiten und E-Mail, Videokonferenzen und andere Methoden nutzen, um eine nahtlose Designkommunikation und Verfolgung des Produktionsfortschritts sicherzustellen.
F8: Was ist der einzigartige Vorteil der Wahl von JS Precision im Vergleich zu anderen lokalen oder asiatischen Lieferanten?
Der Hauptvorteil ist die Kombination technischer Fähigkeiten auf europäischer Ebene und asiatischer Kostenvorteile. Das ermöglicht es uns Lösen Sie komplexe Präzisionsbearbeitungen Bewältigen Sie Herausforderungen, erreichen Sie eine kostengünstige und schnelle Lieferung durch eine effiziente Lieferkette und sorgen Sie für ein nahtloses Erlebnis vom Prototyp bis zur Massenproduktion.
Zusammenfassung
Die Auswahl und Tiefenkontrolle von Planfräsern ist ein Bereich, in dem Wissenschaft und Erfahrung bei CNC-Fräsdienstleistungen perfekt kombiniert werden . Es erfordert ein tiefes Verständnis der physikalischen Prinzipien, eine präzise Steuerung der Geräteleistung und ein kontinuierliches Streben nach Kosteneffizienz.
JS Precision, dessen Systemdenken im Mittelpunkt steht, nutzt professionelle Technologie und umfangreiche Erfahrung, um Ihre CNC-Fräsprojekte zu schützen.
Bringen Sie Ihre Anforderungen an die präzise Gesichtsbearbeitung jetzt auf die nächste Stufe!
Besuchen Sie die JS Precision-Website, Laden Sie Ihre Teilezeichnungen hoch , oder wenden Sie sich direkt an unser Engineering-Team. Sie erhalten eine professionelle CNC-Fräsdienstleistungslösung inklusive detaillierter Prozessanalyse und Werkzeugempfehlungen und erleben aus erster Hand, wie wir komplexe Präzisionsfräsarbeiten in vorhersehbare, qualitativ hochwertige Erfolge Ihrer Projekte verwandeln.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com

