

CNC-Fräsdienstleistungen kann ein entscheidendes Element der Präzisionsfertigung darstellen.
Wenn der Erfolg oder Misserfolg Ihres Projekts von der Auswahl der Lieferkette abhängt, kann eine falsche Entscheidung zu erheblichen Verlusten führen. Die Wahl des richtigen CNC-Fräslieferanten für Ihr kritisches Projekt ist ein entscheidender Schritt auf dem Weg zum endgültigen Erfolg, sei es die dringende Lieferung von Schlüsselkomponenten für Drohnen innerhalb von 72 Stunden, Präzisionsteile für medizinische Geräte, die extrem hohe Toleranzen von ± 0,005 mm erfordern, oder die Kostenkontrolle bei gleichzeitiger Qualitätssicherung großer Mengen von Schalenkomponenten.
Da es auf dem Markt viele CNC-Fräshersteller gibt, wie können Sie deren tatsächliche Leistungsfähigkeit ermitteln und sicherstellen, dass Ihre CNC-Frästeile die erforderliche Genauigkeit und Leistung erfüllen?

In diesem Leitfaden wird der gesamte Prozess von der technischen Analyse bis zur Entscheidungsfindung untersucht, um herauszufinden, warum ein echter Lösungsanbieter Ihr vertrauenswürdiger Produktionspartner sein kann.
Zusammenfassung der wichtigsten Antworten
| Kernabwägungsdimensionen | Häufige Herausforderungen, Missverständnisse | Professionelle Lösungen von JS Precision |
| Bewertung der technischen Leistungsfähigkeit | Konzentration ausschließlich auf die Maschinenmenge, ohne Rücksicht auf Verfahrenstechnik und Ingenieurskompetenz. | Ausgestattet mit fortschrittlichen Werkzeugmaschinen mit 3- bis 5-Achsen-Fähigkeit. Gepaart mit bestmöglichen Prozessen , um eine erfolgreiche Produktion komplexer Teile schon beim ersten Versuch zu gewährleisten. |
| Präzision und Qualitätssicherung | Die Fähigkeiten und Spezifikationen der Werkzeugmaschine werden mit der tatsächlichen Bearbeitungsfähigkeit verwechselt und die allgemeine Qualitätskontrolle von Anfang bis Ende wird nicht berücksichtigt. | Mit unserer CAM-Simulation und hoher Steifigkeit Präzisions-CNC-Fräsen bis hin zur Inspektion von Koordinatenmessgeräten können wir vorhersehbare Toleranzen und nachverfolgbare Qualität gewährleisten. |
| Kosten- und Reaktionseffizienz | Vergleichen Sie nur das ursprüngliche Angebot und ignorieren Sie versteckte Kosten und Verzögerungsrisiken | Wir verfügen über eine vollständige Analyse der Kostenaufschlüsselung der CNC-Fräsmaschine mit einem Schnellantwortlink für dringende Anfragen. |
| Tiefe des Werts der Zusammenarbeit | Lieferanten als Auftragsausführer behandeln und ihr technisches Optimierungspotenzial nicht nutzen. | Frühzeitige Einbindung in die DFM-Analyse, Optimierung des Designs zur Verbesserung der Herstellbarkeit, Reduzierung der Gesamtkosten und Schaffung eines Gesamtwerts über die Verarbeitung hinaus. |
Wichtige Erkenntnisse
- Die tatsächliche Leistungsfähigkeit liegt im Prozess-Know-how oder in der Erfahrung im Ingenieurwesen und nicht nur im bloßen Betrachten von Maschinen.
- Die stabile hohe Präzision ist auf einen methodischen Prozess mit High-Tech-CAM, hochwertigen Werkzeugmaschinen und Inspektionen zurückzuführen.
- Bei der Optimierung der Gesamtkosten müssen Faktoren wie Produktionseffizienz, Qualität und Lieferantenreaktion berücksichtigt werden.
- Der beste Weg, Risiken und Kosten für CNC-Fräsmaschinen zu verwalten, wäre die Zusammenarbeit zwischen Design und Fertigung in einem frühen Stadium.
Wie wählt man CNC-Fräsdienstleistungen aus? Vollständige Analyse der praktischen Erfahrungen von JS Precision
Als Unternehmen mit 15 Jahren Erfahrung im CNC-Fräsen hat JS Precision über 5.000 Kunden in 12 Kernbranchen bedient, darunter Luft- und Raumfahrt, medizinische Geräte und Unterhaltungselektronik.
Unsere Servicestandards richten sich strikt nach den Anforderungen von ISO 9001:2015 Qualitätsmanagementsystem, eine international anerkannte maßgebliche Spezifikation für die Qualitätskontrolle in der Fertigung.
Jetzt haben wir die Bearbeitung von Luft- und Raumfahrtteilen aus komplexer Titanlegierung mit einer Bearbeitungsgenauigkeit von ±0,008 mm abgeschlossen und die Schwierigkeiten bei der hocheffizienten Bearbeitung von Gehäusen aus Aluminiumlegierung für einen Kunden von New-Energy-Automobilen überwunden und die Bearbeitungszeiten um 30 % verkürzt.
All diese Erfahrungen haben es uns auch ermöglicht, ein tiefgreifendes Verständnis der Anforderungen und Schwachstellen jeder Branche zu erlangen. Dieses Tutorial ist das Ergebnis unseres Wissens aus über tausend erfolgreichen Projekten.
Alles, was hier erwähnt wird, sei es technische Bewertung oder Budgetverwaltung, pünktliche Lieferung oder langfristige Zusammenarbeit, kann in tatsächlichen Projekten nachgewiesen werden. Wenn Sie Schwierigkeiten bei der Auswahl der CNC-Fräsdienste haben, ist dieser Leitfaden mit umsichtigen Ratschlägen auf jeden Fall vertrauenswürdig.
Sind Sie auf der Suche nach einem schnellen Partner für Ihre CNC-Fräsdienstleistungen? Jetzt können Sie das Teil und die technischen Spezifikationen des Teils mitteilen, und das Team von JS Precision führt eine kostenlose Analyse durch und unterbreitet Ihnen das erforderliche Angebot.
Auf welche Kernbereiche sollte man sich bei der Bewertung von CNC-Fräsdienstleistungen konzentrieren?
Bei der Bewertung oder Erwägung einer Partnerschaft ist die Ausrüstung von entscheidender Bedeutung, der Erfolgsfaktor liegt jedoch im zugrunde liegenden Technologiesystem. Wenn Sie Hersteller von CNC-Fräsmaschinen in Betracht ziehen, lesen Sie die Gerätespezifikationen in den Broschüren, gehen Sie aber noch tiefer in die Tiefe der Technologie ein.
Echter Ausdruck technologischer Tiefe: verfahrenstechnische Unterstützungsfähigkeit
Verfahrenstechnische Fähigkeiten: Die Ingenieure von JS Precision können je nach Material und Geometrie des herzustellenden Teils Lösungen für Werkzeuge, Vorrichtungen und Schnittbedingungen bereitstellen.
Durch Variation der Bearbeitungsgeschwindigkeit und des Vorschubs mit entsprechend beschichteten Werkzeugen können wir Bearbeitungsbedingungen bereitstellen, die je nach zu bearbeitendem Material, wie z. B. Edelstahl, optimiert werden.
Mehrachs-Programmier- und Simulationskompetenz: Bei komplexen Teilen nutzen wir fortschrittliche CAM-Software wie Mastercam und HyperMill, um eine kollisionsfreie, effiziente Bahnplanung und eine völlig realistische Simulation durchzuführen, um Bearbeitungsrisiken im Voraus zu vermeiden.
Systematische Unterstützung der Qualitätskultur
- Mess- und Prüfressourcen: Unser Unternehmen ist mit Prüfgeräten wie Koordinatenmessgeräten und Laserinterferometern ausgestattet, da wir über einen Inspektionsprozess vom ersten bis zum letzten Stück verfügen, der dies gewährleistet CNC-Frästeile wird die geforderten Qualitätsstandards erfüllen.
- Standardisierung und Dokumentation: Die Prozesse und Verfahren zur Qualitätsprüfung sind genau spezifiziert und nachvollziehbar. Dies ist für eine Massenproduktion möglich.
Komplexe Geometrie meistern: Wie können professionelle CNC-Fräsdienste komplexe Mehrachsenbearbeitungen bewältigen?
Von Laufrädern bis zu vollständig integrierten Gehäusen: Bei der Produktion komplexer Teile werden die Fähigkeiten eines Zulieferers auf die Probe gestellt, um High-End-Maschinen in echte Endprodukte zu verwandeln. Kompetente CNC-Fräsdienste können Bearbeitungsschwierigkeiten bei Teilen mit komplexer Geometrie entgegenwirken.
Eine Präzisionskette von der Programmierung bis zur Ausführung
1. Verbesserte CAM-Techniken und optimierte Werkzeugwege: Durch Methoden wie kontinuierliche Fünf-Achsen-Verbindung und Trochoidenfräsen erhalten wir die Glätte der Oberflächen und sorgen für einen effizienten Materialabtrag.
2. Vorrichtungen für unregelmäßige Werkstücke und maschineninterne Hinweise: Wir verwenden spezielle Vorrichtungen für unregelmäßige Werkstücke und maschineninterne Hinweise zur Überprüfung der Werkstückposition vor der Bearbeitung, um sicherzustellen, dass die Abmessungen korrekt sind.
Umgang mit Material- und Vibrationsherausforderungen
1. Spezialbearbeitung für schwer zerspanbare Materialien: Für schwer zerspanbare Materialien wie Titanlegierungen Bei hochtemperaturbeständigen Legierungen nutzen wir Hochdruckkühlung und Schneidprozesse mit variabler Geschwindigkeit, um die Schneidwärme und die Schneidkraft zu steuern und so eine Verformung des Materials zu verhindern.
2. Dynamische Stabilitätskontrolle: Wir verwenden eine axiale Schnitttiefenkompensation und Werkzeughalter mit vibrationsdämpfenden Eigenschaften, um Rattern bei der Bearbeitung dünnwandiger Komponenten zu vermeiden.

Abbildung 1: CNC-Fräsmaschinen können auf mehreren Achsen laufen und ermöglichen so die Bearbeitung von Teilen mit komplexen Formen und Merkmalen.
Welche Toleranzstufe können Ihre CNC-Frästeile normalerweise erreichen?
Toleranzen stellen eine Art Vertrag zwischen Design und Fertigung dar. Um mit einem angemessenen Verständnis effektiv entwerfen zu können, ist es eine gute Idee, diese typischen Leistungsbereiche zu kennen. Verschiedene CNC-Frästeile sowie präzise CNC-Fräsoptionen können sich hinsichtlich der Toleranz erheblich unterscheiden.
Der ASME Y14.5-2009 Die Norm, eine Veröffentlichung der American Society of Mechanical Engineers (ASME), die spezifische Standards für die Kennzeichnung mechanischer Teiletoleranzen und Inspektionstoleranzen festlegt, wird in unserem Prozess zur Toleranzkontrolle vollständig eingehalten.
Standard- und erreichbarer Toleranzbereich
| Bearbeitungsart | Verwendetes Material | Typischer Toleranzbereich | Besondere Toleranzfunktion |
| Allgemeines Mahlen | Aluminiumlegierung | ±0,025 mm | ±0,0125 mm |
| Hochpräzises Fräsen | Verschiedene Metalle/Kunststoffe | ±0,005 mm | ±0,003 mm |
Wichtige Faktoren, die die endgültigen Toleranzniveaus beeinflussen
- Materialeigenschaften und Wärmemanagement: Die Verformung beim Schneiden unterscheidet sich erheblich von einer Materialart zur anderen. Die Schnitttoleranz von Edelstahl ist größer als die von Aluminiumlegierungen, da Edelstahl eine hohe Schnittreibung und eine geringe Wärmeableitung aufweist.
- Merkmalsgeometrie und Werkzeugzugänglichkeit: Es ist schwieriger, die Innenwände von tiefen Löchern und Hohlräumen präzise zu steuern als die Außenwände, da die längeren Werkzeuglängen das Werkzeug flexibler und anfälliger für Vibrationen machen.
Möchten Sie wissen, ob Ihr Teiledesign eine hochpräzise Bearbeitung ermöglicht? Laden Sie Ihre Teilezeichnungen auf JS Precision hoch und Sie erhalten einen vollständigen Aktionsplan für die Anwendung von Toleranzen in Bezug auf die Art der Materialien und Strukturen, die beim CNC-Fräsen von Teilen verwendet werden.
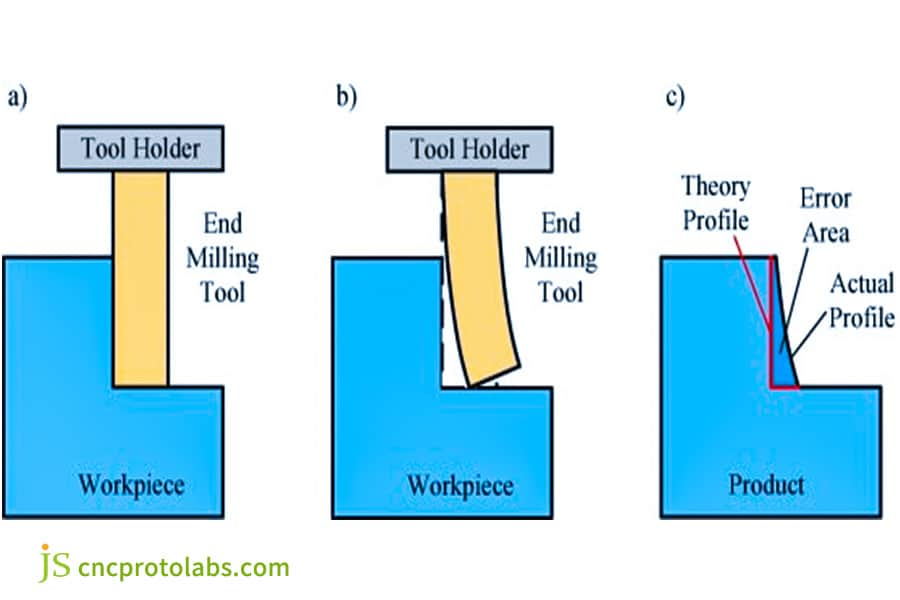
Abbildung 2 Wenn die Schnittkraft eine leichte Biegung des Werkzeugs oder Werkstücks verursacht, treten Maßfehler auf.
Welche Technologien stecken hinter den Kulissen, um zuverlässiges Präzisions-CNC-Fräsen zu erreichen?
Qualität ist kein Zufall, sondern erfordert eine Reihe bewusster technischer Eingriffe. Gutes Präzisions-CNC-Fräsen erfordert nicht nur technologische Hilfe, sondern ist auch mit der verbunden Kosten für CNC-Fräsmaschine .
Die zentrale Rolle der Leistung von Werkzeugmaschinen
- Hochsteife Struktur und thermische Stabilität: Dies sind die physikalischen Grundlagen für die Herstellung präziser Stabilität. Die Bearbeitung mit hoher Steifigkeit reduziert Schnittvibrationen, während die Hitzestabilität eine Verschlechterung der Präzision bei Temperaturänderungen verhindert. Dies ist relevant für den Wert, den die Maschine langfristig bieten kann, und für die Kosten der CNC-Fräsmaschine.
- Fortschrittliches CNC- und Feedback-System: Das hochdynamische CNC-System, die Linearmotoren und das optische Gitter mit vollständig geschlossenem Regelkreis sind im „Nervensystem“ vereint, das Konturgenauigkeit bei schneller Reaktion auf Programmierbefehle gewährleistet.
Erweitertes Management der Prozesskette
- Vollständiger Lebenszyklus der Werkzeugverwaltung: Von der Auswahl hochwertiger Werkzeuge über das dynamische Auswuchten bis hin zur Überwachung des Werkzeugverschleißes wird jeder Prozess sorgfältig reguliert, um sicherzustellen, dass der Schneidprozess stets optimal bleibt.
- Digitale Vollprozesssimulation: Überprüfung eines gesamten Prozesses, von der Programmierung bis hin zu Maschinenbewegung und Schnittkräften in einer virtuellen Simulationsumgebung, um Risiken wie Kollisionen und Überschnitte proaktiv zu mindern.
Möchten Sie wissen, wie Sie durch technologische Optimierung stabile Präzisions-CNC-Fräsdienstleistungen erhalten? Wir organisieren eine technische Vorführung von JS Precision. Wir informieren Sie über die konkrete Anwendungswirkung unserer Kerntechnologien und bieten Ihnen kompetente Beratung zur Kosteneinsparung und Effizienzsteigerung.

Abbildung 3: Warten und aktualisieren Sie Schneidwerkzeuge regelmäßig, um ihre Schärfe und Effizienz sicherzustellen und durch Werkzeugverschleiß verursachte Fehler zu reduzieren.
Wettlauf gegen die Zeit: Wie zuverlässig können CNC-Fräshersteller auf dringende Anforderungen reagieren?
Es gibt einen sich ständig weiterentwickelnden Markt, was bedeutet, dass die Nachfrage nach schnellem Prototyping oder Produktionsnachschub ein wachsender Bedarf ist. Die Flexibilität eines Lieferanten ist entscheidend für die Nachhaltigkeit der Lieferkette, eines Gutes Hersteller von CNC-Fräsen kann im Katastrophenfall eine Lieferung versprechen.
Systematischer Schnellreaktionsmechanismus zur Sicherstellung dringender CNC-Bearbeitungsanforderungen
- Reservierte Fast-Track-Kapazität: Werkzeugmaschinenkapazität und Konstruktionsfenster sind speziell für Kleinserienaufträge mit hoher Priorität reserviert und ermöglichen so eine schnelle Verfolgung von Aufträgen mit hoher Priorität.
- Bibliothek standardisierter Prozesse und Materialien: Standardlösungen für standardisierte Materialien und standardisierte Prozesse reduzieren den Zeitaufwand für die Prozessvorbereitung, da die Prozesse für standardisierte Materialien nicht mehr entworfen werden müssen.
Effektive interne und externe Zusammenarbeit
- Flache Projektkommunikation: Weisen Sie einen Projektmanager für dringende Aufträge zu, der direkt mit den jeweiligen Produktions- und Qualitätskontrolleinheiten des Unternehmens kommuniziert und daher weniger Entscheidungsebenen erfordert.
- Stabiles Lieferkettennetzwerk: Schnelle Beschaffungsnetzwerke und Partnerschaften mit Lieferanten für hochwertige Materialien und Werkzeuglieferanten ermöglichen eine effiziente Materiallieferung und verhindern Produktionsverzögerungen.
Hinter dem Angebot: Wie vergleicht man Angebote verschiedener CNC-Fräshersteller?
Ein Expertenangebot umfasst eine Gesamtvision von technischem Fachwissen und geschäftlicher Integrität. Die Beherrschung der Angebotsanalyse ist unerlässlich, um fundierte Entscheidungen bei verschiedenen CNC-Fräsherstellern zu treffen und die kostengünstigsten CNC-Fräsdienstleistungen zu finden.
Detaillierte Informationen in Zitaten verstehen
- Kostenaufschlüsselung: Eine klare Aufschlüsselung der Material-, Programmier-, Verarbeitungs-, Nachbearbeitungs- und Verwaltungsgebühren spiegelt das standardisierte Betriebsmodell der Lieferanten wider und ermöglicht es Ihnen, die Richtung jeder Ausgabe klar zu verstehen.
- Detaillierte Prozessbeschreibungen: Es hängt direkt von der technologischen Exzellenz des Lieferanten ab, ob ein Angebot Maschinenstrategien, Spanntechniken und Inspektionstechniken gut beschreibt.
Wertbewertung jenseits von Zahlen
- Verpflichtung zur Risikokontrolle: Ein Faktor, der den Optimismus eines Lieferanten hinsichtlich seiner Fähigkeiten anzeigt, ist sein Grad an Engagement zur Risikokontrolle, ausgedrückt durch seine Versprechen oder Garantien für Erfolgsquoten und pünktliche Lieferung.
- Zusätzlicher Servicewert: Kostenlos DFM-Analyse , Fortschrittsaktualisierungen und technischer Support sind Schlüsselelemente für den Wert eines CNC-Fräsdienstes.
Vergleichen Sie Angebote mehrerer CNC-Fräshersteller? Nachdem Sie konkurrenzfähige Angebote eingeholt haben, kann Ihnen das Kostenanalyseteam von JS Precision kostenlose Dolmetscherdienste zur Verfügung stellen, die Ihnen dabei helfen, versteckte Werte und potenzielle Risiken im Angebot zu identifizieren.
Fallstudie: 72-Stunden-Extreme-Lieferung: Wie JS Precision durch 5-Achsen-CNC-Fräsen wichtige Forschungs- und Entwicklungsknoten einspart
Im Bereich der CNC-Fräsdienstleistungen ist die Notfalllieferfähigkeit ein wesentliches Kriterium zur Messung der Wettbewerbsfähigkeit jedes Lieferanten. JS Precision hat mit Hilfe professioneller Technologie und schnellem Feedback die 72-Stunden-Mission zur unbegrenzten Lieferung erfolgreich erfüllt und damit einen wichtigen Forschungs- und Entwicklungsmeilenstein für einen seiner Kunden gesichert.
Krise: Schäden an kritischer Testkomponente, Projekt steht kurz vor wochenlanger Verzögerung
Einer der Drohnenkunden beschädigte vor dem letzten Flugtest versehentlich einen Metalleinsatz für die Grundform der Flugzeugzelle aus Kohlefaserverbundwerkstoff. Dieser Metalleinsatz hatte eine komplexe Geometrie mit unregelmäßig gekrümmten Oberflächen und Präzisionspositionslöchern, darunter viele tiefe Löcher.
Ursprünglich betrug die Zeit für diesen Herstellungsprozess zwei Wochen. Die Testmöglichkeit betrug jedoch nur drei Tage, da sich das Projekt sonst um mehrere Wochen verzögern würde.
Schnelle Reaktion und präzise Ausführung von JS Precision
Nach Eingang der Bestellung des Kunden leitete JS Precision seine Alarmreaktion ein. Das Produktions- und Programmierteam konnte die CAD-Daten des Kunden innerhalb von zwei Stunden sichern. Darüber hinaus gelang es dem Team, Routen mithilfe eines standardisierten Verfahrens zu optimieren und den gesamten Produktionsprozess zu überprüfen.
Wir haben die Aufgabe unserem anvertraut Fünf-Achsen-Präzisions-CNC-Fräszentrum mit hoher Leistung, Einrichtung von Schichten, um die Werkzeugmaschinen kontinuierlich laufen zu lassen, was bedeutet, dass die Werkzeugmaschinen rund um die Uhr in Betrieb sind.
Die Qualitätskontrollabteilung war für die Durchführung von Stichprobenkontrollen nach jedem Schlüsselprozess verantwortlich, um sicherzustellen, dass die Präzisionsbearbeitungsgenauigkeit erreicht wurde.
Ergebnisse: Nicht nur pünktlich, sondern übertraf auch die Erwartungen
Die Zeit, die JS Precision vom Erhalt der Daten bis zur Lieferung der Präzisions-CNC-Frästeile benötigte, um die Aufgabe zu erfüllen, betrug 72 Stunden, was perfekt zum Testzeitrahmen des Kunden passte. Die ihnen gelieferten Einsätze entsprachen ihren Maß- und Geometrietoleranzen und auch die Flugerprobung von Kohlefaserbauteilen verlief erfolgreich.
Benötigen Sie dringend Unterstützung beim CNC-Frässervice? Lassen Sie JS Precision einen exklusiven Lieferplan für Ihr Projekt entwickeln und nutzen Sie unsere Berufserfahrung, um den reibungslosen Ablauf Ihres Projekts sicherzustellen. Bitte reichen Sie Ihre dringende Anfrage ein.

Abbildung 4 Maßgeschneiderte Metallform für den Drohnenkörper
Warum sollte JS Precision Ihre erste Wahl für Ihr nächstes CNC-Frästeileprojekt sein?
Wir bieten nicht nur Fräsen, sondern auch Fertigungslösungen auf der Grundlage tiefgreifender technischer Kenntnisse und sorgen dafür, dass jedes Ihrer Projekte zu einer zuverlässigen Erfolgsgeschichte wird. Im CNC-Fräsen von Teilen und CNC-Frässervice Die Hauptstärken von JS Precision liegen in seinem umfassenden Engagement für Technologie, Qualität und Dienstleistungen.
Hochintegrierte Technologie und Ingenieurwesen
- Anwendungsorientiertes Team von Prozessexperten: Die Ingenieure von JS Precision verfügen über anwendungsorientiertes Know-how in der Luft- und Raumfahrt, der Medizintechnik und anderen Bereichen, sodass wir Ihre Anwendungsanforderungen genau verstehen und bereits in der Entwurfsphase kompetente Beratung bieten können.
- Kontinuierlich investiertes fortschrittliches Fertigungsökosystem: Unsere Bearbeitungszelle reicht von Hochgeschwindigkeitsfräsen und Fünf-Achsen-Bearbeitung bis hin zur Verbundwerkstoffbearbeitung und wurde entwickelt, um die kompliziertesten Herausforderungen in der Fertigung auf der Grundlage unterschiedlicher Anforderungen an Präzision und Kapazität zu bewältigen.
Kundenorientierte Qualitäts- und Lieferkultur
- Null-Fehler-orientierter Qualitätskreislauf: Wir betrachten Qualität als unsere Lebensader in unserem Unternehmen. Unsere strenge Kontrolle auf jeder Ebene, sei es auf der Materialstufe, auf der Verarbeitungsebene oder auf der Ebene des fertigen Produkts, gewährleistet eine fehlerfreie Lieferung unserer CNC-Frästeile.
- Projektbasiertes Full-Lifecycle-Management: Von der Anfrage bis zum Abschluss wird Ihr zugewiesener Account Manager jede Phase des Prozesses begleiten, um einen ordnungsgemäßen Informationsfluss, kontrollierbaren Fortschritt und angemessene Ergebnisse sicherzustellen.
FAQs
Q1. Was ist der Unterschied zwischen CNC-Fräsen und Drehen?
Beim Bearbeitungsprozess beim CNC-Fräsen dreht sich der Fräser zum Schneiden, während das Objekt stillsteht, ideal für die Bearbeitung von quader- und schalenförmigen Teilen. Der Bearbeitungsprozess beim CNC-Drehen umfasst das Drehen des Objekts zum Schneiden, wobei sich der Fräser bewegt, ideal für die Bearbeitung von Wellen und scheibenförmigen Teilen.
F2: Welcher Bereich der Oberflächenrauheit ist zu erwarten?
Die Oberflächenrauheit des herkömmlichen Endbearbeitungsverfahrens ist normalerweise auf Ra 0,8 μm begrenzt. Durch die Optimierung von Hochgeschwindigkeitsfräsen und anderen Prozessen können einige Komponenten eine Oberflächengüte von Ra 0,4 μm oder besser erreichen.
F3: Gibt es erhebliche Unterschiede bei den Stückpreisen für Einzelprototypen und Massenproduktion?
Der Unterschied im Stückpreis ist erheblich. Massenproduktion bedeutet, einmalige Kosten wie Programmierung und Spannvorbereitung zu verteilen. Mit zunehmendem Produktionsvolumen werden die Verarbeitungskosten pro Einheit erheblich reduziert.
F4: Welche Unterschiede gibt es bei den Bearbeitungskosten und -zeiten für Aluminium-, Stahl- und Kunststoffmaterialien?
Stahl ist im Vergleich zu Aluminium schwieriger zu schneiden und erfordert daher geringere Schnittgeschwindigkeiten. Stahl hat auch einen höheren Werkzeugverschleiß und damit höhere Verarbeitungskosten. Kunststoff neigt dazu, sich leicht zu verformen. Es sind spezielle Verarbeitungsparameter erforderlich. Der Bearbeitungsaufwand hängt von der Art des Materials ab.
F5: Wie kann ich die Sicherheit meines geistigen Eigentums gewährleisten?
In unserem Unternehmen schließen wir mit unseren Kunden einen rechtsverbindlichen Geheimhaltungsvertrag ab. Darüber hinaus nutzt unser Unternehmen eine verschlüsselte Dateiübertragung. Dies stellt die Vertraulichkeit der Designinformationen unserer Kunden sicher. Diese Verpflichtung ist Teil unseres ISO 9001-Zertifizierungsmanagementsystems.
F6: Wie ist das Verfahren, wenn das Design geändert wird?
Bitte geben Sie die an aktualisierte vollständige Zeichnungen und wir können Ihre Design Flow Assessment und Ihr Kostenangebot auf der Grundlage vollständiger Zeichnungen neu bewerten und uns bei Änderungen an unserem Lieferplan und unserem Angebot an Sie wenden.
F7: Worauf muss ich beim Markieren der Toleranzen in Zeichnungen achten?
Bei der Kennzeichnung von Toleranzen, der Spezifikation von Bezugsflächen und Bezugsachsen sowie der Spezifikation von Toleranzanforderungen für kritische und sekundäre Merkmale sollten internationale Standards wie ISO befolgt werden. Dies ist auch für die Optimierung der Prozesskosten von entscheidender Bedeutung. Klare Zeichnungsanmerkungen helfen uns, schneller genaue Angebote und DFM-Analysen bereitzustellen.
F8: Können Sie bei der Montageüberprüfung behilflich sein?
Um einen reibungslosen Ablauf beim Zusammenbau zu ermöglichen, können wir Bearbeitungsdienstleistungen für benachbarte Gegenkomponenten anbieten, einschließlich der Prüfung der Kompatibilität der Baugruppe.
Zusammenfassung
Der Kern der Auswahl von CNC-Fräsdienstleistungen besteht nicht nur darin, Geräte oder Preise zu vergleichen, sondern das beste Gleichgewicht zwischen Technologie, Qualität, Effizienz und Kosten zu finden.
Ein Produktionsmitarbeiter mit fortschrittlicher Technologie, Qualität und Agilität ist ein unschätzbarer Unternehmenswert. JS Precision setzt sich mit der Sorgfalt unserer Ingenieure und der Ehrlichkeit unserer Mitarbeiter dafür ein, jede Ihrer Designideen in eine präzise Wahrheit umzusetzen, eine Wahrheit, die zum Erfolg des Produkts führt.
Starten Sie jetzt eine effiziente und zuverlässige Zusammenarbeit:
→【 Laden Sie Zeichnungen hoch und erhalten Sie genaue Lösungen 】Laden Sie Ihre 3D-Dateien hoch, um innerhalb von 24 Stunden eine präzise Angebotsanalyse zu erhalten, die eine DFM-Analyse, eine Analyse der CNC-Fräsmaschinenkosten und der Lieferzeit umfasst.
→ 【Planen Sie ein technisches Treffen.】 Um komplizierte Projekte anzugehen, führen Sie direkte Gespräche über die am besten geeigneten technischen Lösungen und Partnerschaftsstrategien mit unseren Anwendungsingenieuren. Teilen Sie Ihre Verarbeitungsschwierigkeiten mit und gewinnen Sie eine kostenlose DFM-Analyse.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

