

注射成型是现代制造业中革命性的塑料成型技术。核心原则是注入熔融塑料进入精确的霉菌腔,冷却和凝固,并获得具有特定形状的塑料产品。该过程结合了智慧材料科学,流体力学和精确机制,以实现从传统手工成型到高度自动化的质量生产的塑料成型飞跃。
与传统的加工方法不同,注射成型具有独特的优势,即能够一次完成复杂的结构成型。该技术已成为塑料生产的支柱过程,其中大约是通过注射成型生产的世界塑料产品。
它的重要性不仅反映在生产的效率和经济中,而且还反映了产品设计的无限可能性。随着新材料和智能技术的开发,注射成型正在从简单的成型过程为了结合数字化和智能的高级制造系统,不断重塑现代制造的面孔。
注射成型的核心过程是什么?
注射成型的核心过程本质上是在受控相变期间热塑性材料的空间规划。通过成型注入,将熔融塑料注入动力学行为中,并在模制设计的预设几何限制下完成了从粘性状态到固态的智能过渡。
该过程远非简单地填充和冷却周期,结合了材料流变学,热力学转移和机械约束的协同作用:模具不仅是容器,而且是指导聚合物分子方向的太空导体。现代注射成型技术的突破在于采用创新手段,例如动态模具温度控制和多阶段注入策略,以升级从基本制造工艺到材料属性重新设计过程的注入成型。这是将其与其他区分开的基本特征塑料造型技术。
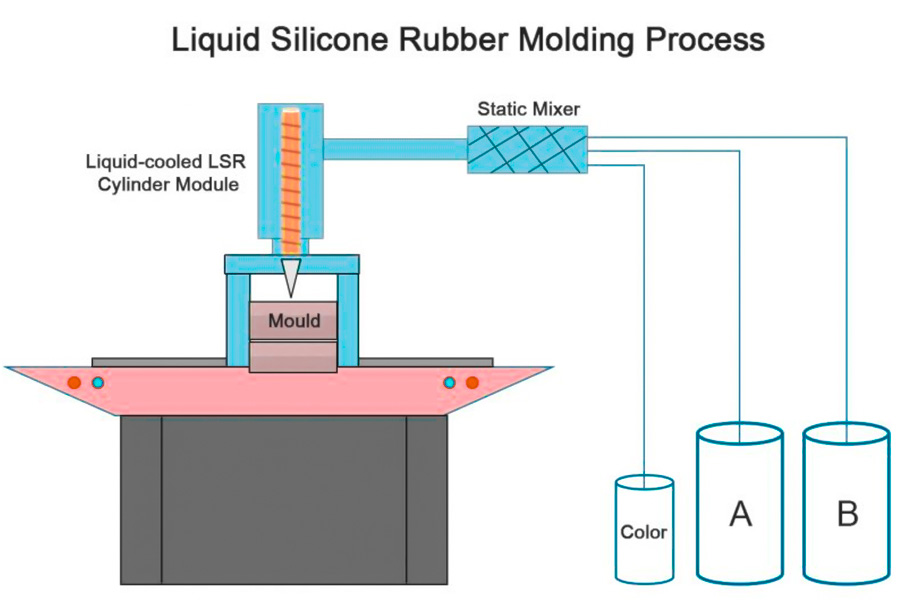
液体有机硅注射成型过程的特征是什么?
1。低温和压力下的活动流动
与热塑性注射成型不同,LSR在注射过程中保持其液体特性,并通过铂催化在模具中交联并固化,从而使其能够以很小的尺度完美地复制模具的结构。
2。自我修复模具适应
有机硅材料的独特弹性记忆效应可以自动补偿模具造型过程中低耐受性和减少闪光缺陷的缺陷,这是刚性塑料无法实现的动态键合。
3。生物相容性的分子编程
通过调整A/B组比率,可以在注入时定制材料的硬度,以实现从医疗导管到地震密封的性能过渡。
4。反向温度控制逻辑
而传统注入成型LSR依赖于霉菌冷却,需要加热才能启动凝固(通常为170-200°C),从而完全重建了成型设备的热管理系统。
5.4D构成潜力
半疗法的有机硅产品具有形状记忆的特征,可以在后期通过二级加热来恢复变形,从而为可变形的结构成分提供了新的制造范式。
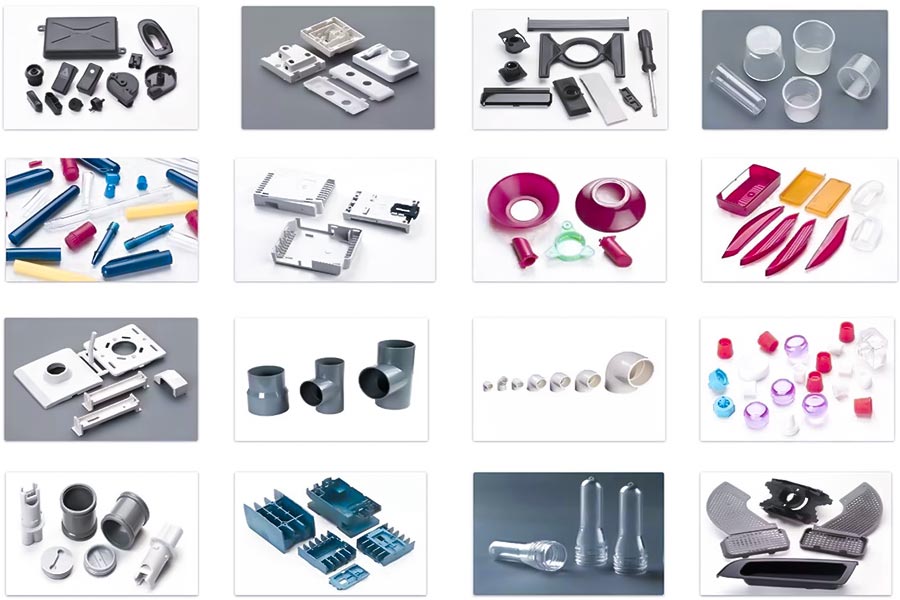
注射成型用于哪些行业?
注射量正在通过物质创新和跨学科技术整合来重塑以下行业的制造界限,从而提供传统过程无法实现的解决方案:
| 行业 | 创新的场景 | JS核心技术 | 数据指标 |
| 航天 | 燃油喷嘴,卫星安装。 | 金属粉末+碳纤维增强注入成型。 | 300°C的温度抗性,重量减少60%。 |
| 农业机械 | 智能灌溉阀。 | PA12+石墨烯增强+集成的传感器接口。 | 耐盐喷雾剂10年,其寿命增加了三倍。 |
| 医疗 | 呼吸口罩,植入物。 | LSR硅+紫外线在线灭菌。 | 每日生产50,000件,灭菌效率为99.9%。 |
| 机器人自动化 | 仿生手指关节,编码器外壳。 | 双色硅胶TPU注入成型+模块化设计。 | 抓住精度±0.1mm,成本降低了40%。 |
| 可回收能量 | 风力涡轮机轴承盖,能源储物外壳。 | 海洋塑料+PA11生物基材料的化学回收。 | 恢复率为95%,碳减少70%。 |
独特的价值
注射技术因传统大规模生产工具的作用而破裂,并成为整个行业技术创新的核心驱动力:
- 航空航天:通过极端环境中的轻质结构3D打印模具和复合材料。
- 医疗保健:将LSR硅胶与在线灭菌技术相结合,以满足流行病时期的快速交付需求。
- 新能源:海洋塑料回收材料在可持续发展中的闭环应用。
例如,某个公司通过使用多层CO注射技术来重新定义深空探索的制造标准,以实现从负150°C到200°C的温度循环测试,以用于MARS探针注射霉的辐射传感器外壳。
如何在极端环境中选择模具设计材料?
在极端环境中的注射模制领域,模具材料已经从被动防御转变为主动适应。以下是针对不同极端工作条件的创新解决方案:
| 极端环境类型 | 材料方案 | 核心技术突破 | 申请方案案例 |
| 高温腐蚀性环境 | 棘皮型碳化物纳米涂料模具。 | 自生产生的抗氧化剂保护层(在1800℃时不会失败)。 | 飞机发动机的高温抗树脂成分的注射成型。 |
| 超低温环境 | 高熵合金复合模具。 | 晶界工程的韧性在-200℃。 | 液体氢储罐的密封件的低温形成。 |
| 强烈的腐蚀环境 | 无定形合金模具。 |
缺乏晶界结构可防止电化学腐蚀。
|
荧光塑料阀的注射成型用于化学使用。 |
| 深海高压环境 | 梯度多孔钛合金模具。 | 3D打印可控的孔结构平衡压力传输。 | 潜水的耐压壳被整合并形成。 |
| 空间中的微重力 | 磁悬浮智能模具系统。 | 超导磁场可实现非接触式形状。 | 空间站的精确组件是在轨道上制造的。 |
这些创新材料的共同特征是:
- 从同质性到异质性:通过多尺度结构设计(例如纳米涂层 +大孔)的性能突破。
- 静态到动态:一些新材料可以根据环境参数自动调整其微观结构。
- 单一复合材料:结合了传统材料无法与高强度和韧性共存的属性。

如何注入家用电器的外壳?
1.M旧装饰(IMD+)技术
- 突破点:将JS纳米级转移膜结合在一起,以整合3D纹理,金属光泽和塑性期间的耐指纹涂料,以避免次要处理。
- 例子:JS注塑成型高级品牌冰箱门面板具有0.1mm Ultra-Fine绘图纹理,收率率为99.8%。
2。动态温度控制模具系统
- 突破点:使用JS的自发AI温度控制算法,实时调整了模具每个区域的温度(精度±1°C),从而消除了大壳的翘曲变形。
- 案例:55英寸电视前框架可注射式成型,其平坦误差<0.05mm(行业标准0.2mm)。
3。直接注入环保复合材料
- 突破点:可以通过JS特殊螺丝设计直接注入稻草纤维增强的塑料(最高40%),并具有强烈的木材感觉和强度。
- 例子:JS为国际品牌空气净化器提供碳中性壳解决方案。
4。超高速度薄壁注塑成型
- 突破点:利用JS超响应性注入系统,可以将1.5mm的壁厚式家用电器壳注入模具中3秒钟,从而将能耗降低35%。
- 例子:机器人真空清洁壳的质量生产效率提高了300%。
5。智能卫生材料注入成型
- 突破点:合并JS专利在塑料成型过程中均匀分散抗菌/抗病毒主斑,从长远来看,有效地抑制了表面微生物。
- 例子:JS为ISO 22196认证厨房设备品牌提供了抗菌面板。
对手术仪器的注射成型的要求是什么?
以下是对手术仪器的注射成型要求的创新解决方案分析,并结合JS精密制造的独特优势:
超清洁材料适应系统
1。生物相容性矩阵筛选
基于JS中的各种医学级聚合物材料库(例如,PEEK,医用硅树脂,透明的聚碳酸酯),一种用于开发仪器使用的材料适应模型以及通过ISO 10993细胞毒性测试的特殊合金(例如钼钛合金)优先考虑长期仪器植入。
2。预先治疗抗感染的表面修饰
将血浆浸入离子植入与纳米银结合,在注射型成型膜的腔内建立了抗菌微观结构,形成了仪器表面上的持久(> 500个清洁周期)抗菌层(Escherichia大肠杆菌失活率> 99.9%)。
亚微米级精确制造矩阵
1。动态公差补偿系统
使用JS专利的闭环温度控制注射成型系统(±0.002°C的精度)与模具腔中的实时压力感测(分辨率为0.1MPA)结合在一起,0.1壁厚的组件尺寸稳定性为±0.003mm,满足了微外科仪器的组装要求。
2。多材料集成的成型过程
梯度注入成型技术的发展允许在单个成型过程中硬金属(例如不锈钢)和柔性TPU软组织之间的无缝连接,剪切强度超过25MPa,超过了传统粘合过程的疲劳寿命限制(增加了3次以上)。
医疗级清洁链
1。100,000级干净的单元群
注射成型车间配备了ISO 7纯化系统,AGV材料转移和无尘包装工作站的灰尘浓度小于0.5μg/m³,这符合美国食品药品管理局的QSR QSR无菌仪器生产环境控制的要求。
2。闭环可追溯性管理系统
每个注射成型件都配备了RFID芯片,该芯片整合了200多个维度的数据,例如原材料体积,注入参数(压力/温度/速度),质量检查结果以及更多以支持FDA 21 CFR Part 11标准的电子记录可追溯性。
极端工作条件验证系统
1。加速老化测试矩阵
在极端情况下,该工具的可靠性急诊手术通过三重验证温度循环(-40°C至130°C,1000个循环),化学腐蚀(72小时用75%乙醇浸泡)和机械疲劳(100,000个开放和关闭测试)来确保。
2。Bioburden极端挑战
模拟了最严重的污染条件(MRSA生物膜加载10^7 CFU/CM²),使用JS的自发酶清洁过程,仪器表面上的残留蛋白质含量小于2μg/cm²,符合欧盟MDR MDR IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII年尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔尔(MRSA)生物膜的负载量则小于2μg/cm²。
智能复合规范输出解决方案
1。一站式身份验证加速套件
提供两轨FDA 510(k)和CE MDR双轨道认证咨询服务,包括一组完整的注册文件,例如风险分析报告(ISO 14971),生物相容性数据包,消毒验证方案等,将平均认证周期减少40天。
2。数字双输送系统
同时,提供了仪器的3D功能模拟模型,材料微观结构分析报告和制造过程参数文件(从MES系统派生),以帮助客户迅速完成临床前验证。

军事注射模制零件的环境耐受性是什么?
环境耐受技术的突破
1。超宽温度范围稳定性
- 该材料通过-55°C的极端温度变化测试,至180°C(传统军事标准中-40°C至125°C),热变形速率小于0.3%(平均行业的0.5%)。
- 特殊配制的玻璃纤维增强PA66材料在湿热衰老85°C/ 85%RH 3000小时后,强度保留率大于90%。
2。抵抗中等穿透性的创新
- 使用纳米级气相二氧化硅,PCT分析(121°C/饱和蒸气)在240小时内没有银线。
- 浸泡96小时后,体积膨胀速率小于0.2%,优于MIL-DTL-53022G标准。
3。动态载荷加强
- 在模拟的炮振动条件下(10-500Hz/ 30grms),10^7循环后的临界尺寸变化小于0.02mm。
- 抗冲击的ABS底物通过了100J滴锤测试(Notch样品),裂纹传播速率降低了60%。
环境适应验证系统
| 测试维度 | 测试标准 | JS测量的指标 | 行业基准比较 |
| 高温和低温周期 | MIL-STD-810H方法503 | -55℃至125/100循环不会失败。 | 该标准需要-40℃至85℃。 |
| 盐喷雾腐蚀 | ASTM B117 | 480小时没有红锈。 |
该标准需要240小时。
|
| 紫外线老化 | ISO 4892-3 | 1000小时,颜色差ΔE<1.5。 | 该标准需要500小时。 |
| 低压模拟 | GB/T 2423.21 | 密封性能在10^-3PA/24H时完好无损。 | 常规10^-1PA测试。 |
JS将精确加工精度(±0.005mm)转换为千分尺级保护结构控制能力,该能力与材料基因组数据库中的23个军事特异性等级结合在一起,以在整个陆地,海上,空气和太空域中形成定制的解决方案。该公司的生产基地配备了恒温器±0.1°C干净的车间和无尘的100,000级无尘实验室,该实验室为从设计模拟到高可靠性组件的全面支持群众生产。
JS公司如何降低小批次注塑成型的成本?
通过专业技术和过程优化,JS将小规模注射成型的成本降低了30%-50%。具体计划如下:
数字预生产系统
1。虚拟验证取代物理试验建模
- CAE模拟技术预测收缩率和翘曲变形(误差小于0.01mm)可将模具试验频率降低70%
- Die Flow分析软件自动匹配最佳的门位置,从而消除了传统调试的消耗品消耗品。
2。智能报价系统
- 3D模型会自动识别功能(例如加强剂/扣)并生成一个BOM成本清单在不到3秒内。
- 全球化学原材料价格指数的实时整合,最具成本效益的原材料组合的动态建议。
灵活的制造系统
| 传统模式的痛点 | JS创新解决方案 | 成本影响 |
| 过度投资模具 | 磁性可拆卸插入模具。 | 将单腔模具的成本降低60%。 |
| 更换线需要很长时间 | 机器人自动喷涂释放剂系统。 | 更换线路的时间已缩短到8分钟。 |
| 小批量的高边缘成本 | 动态调度算法优化了设备负载。 | 最低订单数量100件的成本降低了45%。 |
物质创新
1。回收物质计划
- 客户可以选择JS回收航空航天年级腹肌/PC合金(性能降解<3%)。
- 每吨再生材料的成本节省$ 800-1200。
2。按需合成技术
- 使用分子级3D打印在现场合成定制的修饰塑料,例如阻燃PA12。
- 将中间保费降低,并将材料成本降低25%-40%。
整个生命周期成本控制
- 嵌入式服务寿命预测芯片:注入模制零件配备了物联网传感器,可以实时监视疲劳寿命并提供反馈以优化后续批处理过程。
- 碳足迹扣除机制:使用可生物降解材料(例如PHA)的客户可以扣除其年度碳排放税。
典型:一个无人机客户应该购买1000个自定义天线盖。通过JS的Digital Twin Pre Prodafor和Mold Technology,仅使用三个原型用于验证和批量生产。与传统模型相比,总成本下降了67%,分配时间压缩至12天(平均30天行业)。
概括
注射成型已经超过传统成型含义,这不仅是将熔融塑料注入霉菌的简单过程,而且是一种结合材料科学,精确工程和智能制造的现代技术。从纳米级医疗设备到长飞机,成型塑料正在以令人难以置信的创造力重塑行业的制造界限。这项技术的真正吸引力在于其无限的可能性。
当新材料遇到智能工艺和创新设计时,注射型始终会带来惊人的解决方案。我们正处于制造业革命的风口浪尖,企业家,工程师和产品设计师有机会通过这项技术实现创新的愿景。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng网络提供性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任需要零件报价确定这些部分的具体要求。请与我们联系以获取更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们在5,000多个客户方面拥有超过20年的经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是少量生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:www.cncprotolabs.com
常见问题解答
1.适合批量生产的注射成型?
注射成型非常适合批量生产。一组模具可以生产数十万到数百万件,高效率,低成本,特别适合大规模生产标准化产品。
2.注射模制耐高温的零件?
注射模具的温度抗性取决于材料。普通的塑料可以承受60℃至100°之间的温度,而诸如PEEK之类的工程塑料可以承受摄氏260摄氏度以上的温度。特殊公式可以进一步增强耐热性。
3.注射模制零件被回收?
热塑性注射成型零件可以被回收,但需要分类,并且由于化学交联而导致热固性塑料无法回收。再生材料通常被降级供使用,从而导致一定程度的性能退化。
4.寿命多长时间的注射模制?
注射型通常持续100,000至100万周,具体取决于塑料的材料,类型和维护水平。精确模具可以达到超过500万次。
资源

