

A moldagem por injeção é uma tecnologia revolucionária de moldagem plástica na indústria manufatureira moderna.O princípio central éinjetar plástico fundidona cavidade do molde de precisão, esfrie e solidifique e obtenha produtos plásticos com formas específicas.O processo combina a ciência dos materiais da sabedoria, a mecânica de fluidos e as máquinas de precisão para obter salto de moldagem de plástico da moldagem tradicional da mão para a produção de massa altamente automatizada.
Diferentemente dos métodos tradicionais de processamento, a moldagem por injeção tem a vantagem única de ser capaz de concluir a moldagem complexa da estrutura de uma só vez.A tecnologia se tornou um processo de pilar de produção plástica, com os produtos plásticos do Athird of the World produzidos pela moldagem por injeção.
Sua importância não se reflete apenas na eficiência e na economia da produção, mas também na promoção de infinitas possibilidades de design do produto.Com o desenvolvimento de novos materiais e tecnologia inteligente, a moldagem de injeção está se desenvolvendo a partir de simplesprocesso de moldagemPara o sistema de fabricação avançado, combinando digitalização e inteligência, reformulando constantemente a face da fabricação moderna.
Qual é o processo principal de moldagem por injeção?
O processo principal de moldagem por injeção é essencialmente o planejamento espacial de materiais termoplásticos durante a transição de fase controlada.Ao moldar a injeção, o plástico fundido é injetado na cavidade do molde com o comportamento da dinâmica, e a transição inteligente do estado viscoso para o estado sólido é realizado sob as restrições geométricas predefinidas do projeto de moldagem.
Longe de simplesmente encher e resfriar os ciclos, o processo combina a sinergia da reologia material, transferência termodinâmica e restrições mecânicas: o molde não é apenas um recipiente, mas também um condutor espacial que guia a orientação das moléculas de polímero.A inovação da moderna tecnologia de moldagem por injeção está na adoção de meios inovadores, como controle dinâmico de temperatura do molde e estratégia de injeção de vários estágios, para atualizar a moldagem por injeção do processo básico de fabricação para as propriedades do material.Esta é uma característica essencial que o distingue de outrosTécnica de molduras de plástico.
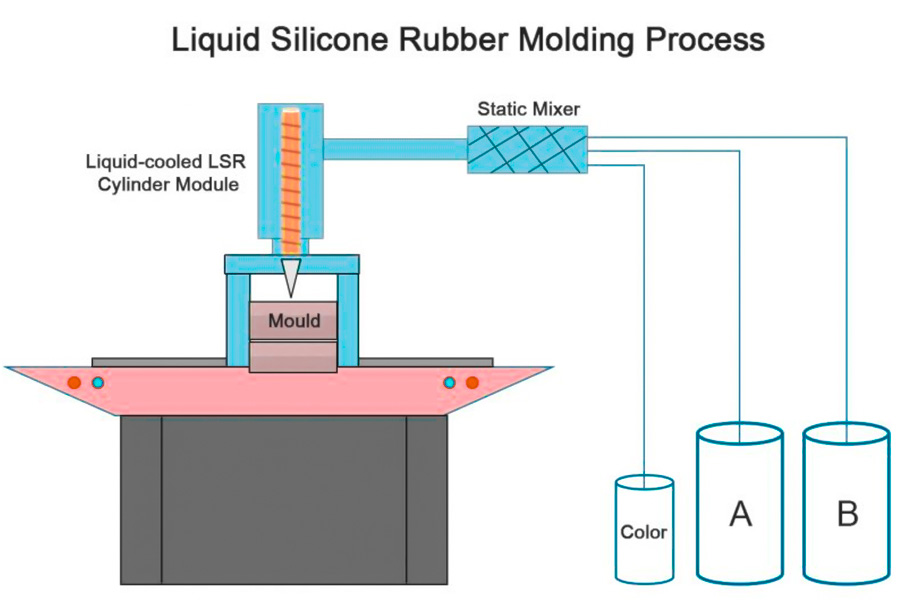
Quais são as características do processo de moldagem por injeção de silicone líquido?
1.Fluxo ativo a baixa temperatura e pressão
Ao contrário da moldagem de injeção termoplástica, o LSR mantém suas características líquidas durante a injeção e é reticulado e solidificado no molde por catálise de platina, permitindo que ele replique perfeitamente a estrutura do molde em uma pequena escala.
2.Adaptação de molde de auto-cicatrização
O efeito exclusivo da memória elástica do material de silicone pode compensar automaticamente o defeito da baixa tolerância da matriz e reduzir os defeitos do flash no processo de moldagem por silicone, que é a ligação dinâmica que os plásticos rígidos não podem alcançar.
3.Programação molecular para biocompatibilidade
Ao ajustar a proporção do grupo A/B, a dureza do material pode ser personalizada na injeção para obter a transição de desempenho do cateter médico para o selo sísmico.
4.Lógica de controle de temperatura reversa
Enquanto tradicionalmoldagem por injeçãodepende do resfriamento do molde, o LSR requer aquecimento para iniciar a solidificação (geralmente 170-200 ° C), reconstruindo completamente o sistema de gerenciamento térmico do equipamento de moldagem.
5.4D Potencial de formação
Os produtos de silicone semi-curáveis têm a característica da memória de forma, permitindo a recuperação da deformação através do aquecimento secundário no estágio posterior, fornecendo um novo paradigma de fabricação para componentes estruturais deformáveis.
Para quais indústrias a moldagem por injeção é usada?
A moldagem por injeção está reformulando os limites de fabricação das indústrias a seguir por meio de inovação material e integração de tecnologia interdisciplinar, oferecendo soluções que os processos tradicionais não podem alcançar:
| Indústria | Cenários inovadores | JS Tecnologia principal | Indicadores de dados |
| Aeroespacial | Bico de combustível, suporte de satélite. | Moldagem por injeção reforçada com fibra de metal+fibra de carbono. | Resistência à temperatura de 300 ° C, redução de peso de 60%. |
| Maquinaria agrícola | Válvula de irrigação inteligente. | PA12+grafeno aprimorado+interface do sensor integrado. | Resistente ao spray de sal por 10 anos, com um aumento de três vezes na vida útil. |
| Tratamento médico | Máscaras respiratórias, implantes. | Silicone LSR+Esterilização online UV. | Produção diária de 50.000 peças, eficiência de esterilização de 99,9%. |
| Automação de robô | Articulações biomiméticas dos dedos, alojamento do codificador. | Moldagem por injeção de Silicone Dual Color Silicone+Design Modular. | Precisão de compreensão ± 0,1 mm, custo reduzido em 40%. |
| Energia reciclável | Tampa do rolamento da turbina eólica, alojamento de armazenamento de energia. | Reciclagem química de plásticos marinhos+materiais de base Biológicos PA11. | Taxa de recuperação de 95%, redução de carbono de 70%. |
Valor único
A tecnologia de moldagem por injeção rompeu o papel das ferramentas tradicionais de produção em larga escala e se tornou o principal fator de inovação tecnológica entre os setores:
- Aeroespacial: estruturas leves em ambientes extremos através deMoldes de impressão 3De compósitos.
- Saúde: Combinando o silicone LSR com a tecnologia de esterilização on -line para atender às necessidades rápidas de entrega durante o período epidêmico.
- Nova energia: aplicação de circuito fechado de materiais de reciclagem de plástico marinho para desenvolvimento sustentável.
Por exemplo, uma certa empresa redefiniu os padrões de fabricação para exploração profunda do espaço usando a tecnologia de moldagem por injeção com várias camadas para obter testes de ciclagem de temperatura de menos 150 ° C a 200 ° C para o alojamento do sensor resistente à radiação de uma moldagem por injeção de sonda de Marte.
Como escolher materiais de design de molde em ambientes extremos?
No campo da moldagem de injeção em ambientes extremos,Materiais de mofomudaram da defesa passiva para a adaptação ativa.A seguir, são apresentadas soluções inovadoras para diferentes condições de trabalho extremas:
| Tipos ambientais extremos | Esquema de material | Principal da tecnologia central | Casos de cenário de aplicação |
| Ambiente corrosivo de alta temperatura | Molde de revestimento de nano de carboneto de Tantalum. | Camada protetora antioxidante auto -gerada (não falha em 1800 ℃). | Moldagem por injeção de componentes de resina resistentes a alta temperatura para motores de aeronaves. |
| Ambiente de temperatura ultra baixa | Molfo composto de liga de alta entropia. | A engenharia de limites de grãos atinge a resistência em -200 ℃. | Baixa temperatura formação de vedações para tanques de armazenamento de hidrogênio líquido. |
| Ambiente corrosivo forte | Moldes de liga amorfos. |
A ausência de estrutura limite de grão evita a corrosão eletroquímica.
|
Moldagem por injeção de válvulas fluoroplásticas para uso químico. |
| Ambiente de alta pressão do mar profundo | Gradiente poroso mofo de liga de titânio. | Impressão 3D A estrutura controlável da estrutura dos poros balança a transmissão de pressão. | A concha resistente à pressão do submersível é integrada e formada. |
| Microgravidade no espaço | Sistema de molde inteligente de levitação magnética. | O campo magnético supercondutor alcança a modelagem sem contato. | Os componentes de precisão para estações espaciais são fabricados em órbita. |
As características comuns desses materiais inovadores são:
- Da homogeneidade à heterogeneidade: avanços de desempenho através do projeto estrutural em várias escalas, como nanocoatings + macroporos.
- Estático a dinâmico: alguns novos materiais podem ajustar sua microestrutura automaticamente de acordo com os parâmetros ambientais.
- Único ao composto: combina propriedades com as quais os materiais tradicionais não podem coexistir, como alta resistência e resistência.

Como injetar o invólucro de eletrodomésticos?
1.mTecnologia antiga de decoração (IMD+)
- Ponto de avanço: combinando membranas de transferência de nanoescala JS para integrar texturas 3D, brilho metálico e revestimentos resistentes a impressões digitais durante a moldagem de plásticos para evitarprocessamento secundário.
- Caso em questão: JS Injeção Moldição de injeção O painel da porta da geladeira premium com textura de desenho ultra-fino de 0,1 mm com taxa de rendimento de 99,8%.
2.Sistema de molde de controle de temperatura dinâmico
- Ponto de inovação: Usando o algoritmo de controle de temperatura AIA desenvolvido de JS, a temperatura de cada área do molde (precisão ± 1 ° C) é ajustada em tempo real, eliminando a deformação de deformação da concha grande.
- CASO: Moldagem injetável de quadro de 55 polegadas de TV com um erro de nivelamento <0,05 mm (padrão da indústria 0,2 mm).
3.Injeção direta de compósitos ecológicos
- Ponto de avanço: o plástico reforçado com fibra de palha (até 40%) pode ser injetado diretamente através do design de parafuso especial JS, com uma forte sensação de madeira e força.
- Caso em questão: o JS oferece soluções de concha neutra de carbono para purificador de ar internacional de marca.
4.Moldagem de injeção de paredes fina de alta velocidade
- Ponto de avanço: Utilizando o sistema de injeção Ultra Responsivo JS, as conchas de aparelhos domésticos de espessura de parede de 1,5 mm podem ser injetados no molde por 3 segundos, reduzindo o consumo de energia em 35%.
- Caso em questão:Vacuum de robôA eficiência da produção em massa de concha mais limpa aumentou 300%.
5.Moldagem inteligente de injeção de material de saúde
- Ponto de avanço: a combinação de patentes de JS, o Masterbatch antibacteriano/antiviral é disperso uniformemente durante a moldagem de plásticos, inibindo efetivamente os microorganismos da superfície a longo prazo.
- Caso em questão: o JS forneceu painéis antibacterianos para uma marca de eletrodomésticos da ISO 22196 Certification.
Quais são os requisitos para a moldagem por injeção de instrumentos cirúrgicos?
A seguir, é apresentada uma análise inovadora da solução dos requisitos de moldagem por injeção para instrumentos cirúrgicos combinados com as vantagens únicas da fabricação de precisão de JS:
Sistema de adaptação de material ultra limpo
1.Triagem da matriz de biocompatibilidade
Com base em vários polímeros de nível médico no JSBiblioteca de Materiais(por exemplo, Peek, silicone médico, policarbonato transparente), um modelo de adaptação material para uso de instrumentos desenvolvido e ligas especiais (por exemplo, ligas de titânio de molibdênio) que passaram pelo teste de citotoxicidade ISO 10993 são priorizadas para implantação de instrumentos a longo prazo.
2.Pré-tratamento da modificação de superfície resistente à infecção
Combinando implante de íons de imersão no plasma com nano prata, uma microestruturas antibacterianas foi estabelecida dentro da cavidade das molduras de injeção para formar uma camada antimicrobiana de longa duração (> 500 ciclos de limpeza) na superfície do instrumento (taxa de inativação de Escherichia coli> 99,9%).
Matriz de fabricação de precisão no nível submicron
1.Sistema de compensação de tolerância dinâmica
Usando a temperatura de circuito fechado patenteado JS controladoSistema de moldagem por injeção(± 0,002 ° C precisão) combinado com detecção de pressão em tempo real (resolução 0,1MPa) na cavidade da matriz, a estabilidade do tamanho do componente de 0,1 espessura da parede foi de ± 0,003 mm, satisfazendo os requisitos de montagem dos instrumentos microcirúrgicos.
2.Processo de moldagem integrada de vários materiais
O desenvolvimento da tecnologia de moldagem por injeção de gradiente permite conexão perfeita entre metal duro (por exemplo, aço inoxidável) e tecidos moles de TPU flexíveis em um único processo de moldagem, com resistência ao cisalhamento excedendo 25MPa, excedendo o limite de vida da fadiga dos processos de ligação tradicionais (um aumento de mais de 3).
Cadeia de produção de limpeza de grau médico
1.Cluster de unidade limpa de 100.000 níveis
O workshop de moldagem por injeção está equipado com um sistema de purificação ISO 7, transferência de material AGV e estações de trabalho de embalagem sem poeira com concentração de poeira inferior a 0,5 μg/m³, que atende aos requisitos do controle de ambiente de produção estéril de Produção Estéril de Alimentos e Medicamentos dos EUA.
2.Sistema de gerenciamento de rastreabilidade de loop fechado
Cada peça de moldagem por injeção é equipada com um chip RFID que integra dados de mais de 200 dimensões, como volume de matéria -prima, parâmetros de injeção (pressão/ temperatura/ velocidade), resultados de inspeção de qualidade e mais para suportar a rastreabilidade eletrônica de registros dos padrões FDA 21 CFR Part 11.
Sistema de verificação de condição de trabalho extremo
1.Matriz de teste de envelhecimento acelerado
A confiabilidade do instrumento em casos de extremocirurgia de emergênciafoi garantido pela verificação tripla do ciclo de temperatura (-40 ° C a 130 ° C, 1000 ciclos), corrosão química (72 horas de imersão com etanol a 75%) e fadiga mecânica (100.000 testes de abertura e fechamento).
2.BioBurden Extreme Challenge
As condições de contaminação mais graves (carga de biofilme MRSA 10^7 CFU/cm²) foram simuladas, usando o processo de limpeza enzimático auto-desenvolvido de JS, o teor de proteína residual na superfície do instrumento é inferior a 2μg/cm², atendendo ao padrão de esterilização da classe III da UE III.
Solução de saída de especificação composta inteligente
1.Kit de aceleração de autenticação de um parada
Forneça serviços de consultoria de certificação de trilha dupla FDA 510 (K) e CE MDR, incluindo um conjunto completo de documentos de registro, como relatórios de análise de risco (ISO 14971), pacote de dados de biocompatibilidade, esquemas de validação de esterilização, etc., reduzindo o ciclo médio de certificação em 40 dias.
2.Sistema de entrega dupla digital
Simultaneamente, os modelos de simulação funcional 3D do instrumento, relatórios de análise de microestrutura de material e arquivos de parâmetros do processo de fabricação (derivados do sistema MES) são fornecidos para ajudar os clientes a concluir rapidamente a validação pré -clínica.

Qual é a tolerância ambiental das peças moldadas por injeção militar?
Avanços em tecnologia de tolerância ambiental
1.Estabilidade da faixa de temperatura ultra larga
- O material passou um teste extremo de mudança de temperatura de -55 ° C a 180 ° C (-40 ° C a 125 ° C nos padrões militares convencionais) com a taxa de deformação térmica menor que 0,3% (0,5%, em média, para a indústria).
- Fibra de vidro especialmente formulado reforçadoMaterial PA66Ter uma taxa de retenção de força superior a 90% após o envelhecimento do calor úmido de 85 ° C/ 85% RH por 3000 horas.
2.Inovação em resistência à penetração média
- Usando sílica em fase gasosa em nanoescala, os ensaios PCT (121 ° C/ vapor saturado) não mostraram linhas de prata por 240 horas.
- Após 96 horas de imersão em combustível, a taxa de expansão de volume é inferior a 0,2%, melhor que o padrão MIL-DTL-53022G.
3.Fortalecimento da carga dinâmica
- Em condições de vibração de artilharia simuladas (10-500Hz/ 30grms), a alteração da dimensão crítica após 10^7 ciclos é menor que 0,02 mm.
- O substrato ABS resistente ao impacto passou no teste de martelo de 100J (amostra de entalhe) e a taxa de propagação de trincas foi reduzida em 60%.
Sistema de verificação de adaptação ambiental
| Dimensão do teste | Padrões de teste | JS mediu indicadores | Comparação de referência da indústria |
| Ciclo de alta e baixa temperatura | Método MIL-STD-810H 503 | -55 ℃ a 125 ℃/100 ciclos sem falha. | O padrão requer -40 ℃ a 85 ℃. |
| Corrosão por spray de sal | ASTM B117 | 480 horas sem ferrugem vermelha. |
O padrão requer 240 horas.
|
| Envelhecimento ultravioleta | ISO 4892-3 | 1000 horas, diferença de cor ΔE < 1,5. | O padrão requer 500 horas. |
| Simulação de baixa pressão | GB/T 2423.21 | O desempenho de vedação está intacto a 10^-3pa/24h. | Teste convencional de 10^-1pa. |
O JS converte a precisão da usinagem de precisão (± 0,005 mm) em capacidade de controle da estrutura protetora do nível do micrômetro que se combinam com 23 graus específicos militares no banco de dados do genoma dos materiais para formar soluções personalizadas em toda a terra, mar, ar e domínios espaciais.A base de produção da empresa está equipada com um termostático±Oficina limpa de 0,1 ° C e um laboratório sem poeira sem poeira, que fornece suporte abrangente para componentes de alta confiabilidade, desde a simulação de projeto atéprodução em massa.
Como a JS Company pode reduzir os custos para pequenas molduras de injeção de lote?
O JS reduziu o custo da moldagem por injeção em pequena escala em 30% a 50% através da tecnologia profissional e da otimização de processos.Os planos específicos são os seguintes:
Sistema de pré-produção digital
1.A validação virtual substitui a modelagem de ensaios físicos
- Previsão da taxa de encolhimento e deformação de deformação (erro menor que 0,01 mm) pela tecnologia de simulação CAE reduz os ensaios de molde em 70%
- O software de análise de fluxo de dado corresponde automaticamente à posição mais ideal do portão, eliminando a perda consumíveis de depuração tradicional.
2.Sistema de citação inteligente
- O modelo 3D identifica automaticamente recursos (como endurecedores/fivelas) e gera umLista de custos BOMem menos de 3 segundos.
- Integração em tempo real do índice global de preços de matéria-prima química, recomendação dinâmica da combinação de matéria-prima mais econômica.
Sistema de fabricação flexível
| Pontos problemáticos do modo tradicional | Solução de inovação JS | Impacto de custo |
| Investimento excessivo em moldes | Molfo de inserção destacável magnético. | Reduza o custo dos moldes de cavidade única em 60%. |
| Mudar linhas leva muito tempo | Sistema de agente de liberação automática de pulverização automática do robô. | O tempo para mudar as linhas foi reduzido para 8 minutos. |
| Alto custo marginal para pequenos lotes | O algoritmo de agendamento dinâmico otimiza a carga do equipamento. | Redução de custos de 45% para quantidade mínima de pedidos de 100 peças. |
Inovação material
1.Plano de material reciclado
- Os clientes podem escolher JS reciclado aeroespacialABS ABS/PC ligas (degradação do desempenho <3%).
- Economia de custos de US $ 800-1200 por tonelada de material reciclado.
2.Tecnologia sintética sob demanda
- Plásticos modificados personalizados, como o retardador de chama, PA12 foram sintetizados no local usando a impressão 3D de nível molecular.
- Reduza os prêmios intermediários e reduza os custos do material em 25%a 40%.
Controle de custo do ciclo de vida inteiro
- Chip de previsão de vida útil incorporado: peças moldadas por injeção estão equipadas com sensores de IoT que podem monitorar a vida útil da fadiga em tempo real e fornecer feedback para otimizar os processos de lote subsequentes.
- Mecanismo de dedução da pegada de carbono: os clientes que usam materiais biodegradáveis, como a PHA, podem deduzir seu imposto anual sobre emissões de carbono.
Caso típico:Um cliente de drones deveria comprar 1000 capas de antena personalizadas.Apenas três protótipos foram usados para validação e produção em massa através da tecnologia digital de pré -produção e molde digital da JS.Os custos totais caíram 67% em comparação com o modelo tradicional, com os tempos de distribuição compactados para 12 dias (uma média da indústria de 30 dias).
Resumo
A moldagem por injeção já superou tradicionalsignificado de moldagem, que não é apenas um processo simples de injeção de plástico fundido em moldes, mas também uma tecnologia moderna que combina ciência de materiais, engenharia de precisão e fabricação inteligente.De dispositivos médicos em nanoescala a aeronaves de longa duração, a moldagem de plástico está reformulando os limites de fabricação das indústrias com uma criatividade incrível.O verdadeiro apelo dessa tecnologia reside suas possibilidades ilimitadas.
A moldagem por injeção sempre traz soluções incríveis quando novos materiais encontram processos inteligentes e designs inovadores que rompem as limitações tradicionais.Estamos à beira de uma revolução manufatureira onde empreendedores, engenheiros e designers de produtos têm a oportunidade de realizar sua visão inovadora por meio dessa tecnologia.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.cncprotolabs.com
Perguntas frequentes
1. Moldagem de injeção de injeção adequada para produção em massa?
A moldagem por injeção é muito adequada para a produção em massa.Um conjunto de moldes pode produzir centenas de milhares a milhões de peças, alta eficiência, baixo custo, especialmente adequado para a produção em larga escala de produtos padronizados.
2.eInjeção moldadapeças resistentes a altas temperaturas?
A resistência à temperatura dos moldes de injeção depende do material.Os plásticos comuns podem suportar as temperaturas entre 60 ℃ e 100 ℃, enquanto plásticos de engenharia como Peek podem suportar temperaturas acima de 260 graus Celsius.A fórmula especial pode aumentar ainda mais a resistência ao calor.
3. podeInjeção moldadapeças devem ser recicladas?
As peças de moldagem por injeção termoplástica podem ser recicladas, mas precisam ser classificadas, e os plásticos termoestores não são recicláveis devido à reticulação química.Os materiais reciclados são frequentemente rebaixados para uso, levando a um grau de degradação do desempenho.
4. quanto tempo é a vida útildeinjeçãomolduras?
As molduras de injeção geralmente duram entre 100.000 e 1 milhão de semanas, dependendo do material, tipo de plástico e nível de manutenção.Os moldes de precisão podem atingir mais de 5 milhões de vezes.
Recursos

