

Em Serviços de fresagem CNC , uma decisão aparentemente fundamental - qual fresa de facear escolher, qual profundidade de corte usar - determina diretamente a precisão, suavidade, eficiência de usinagem e, em última análise, o custo da plaina.
Marcas de trepidação, deflexão da ferramenta, desgaste excessivo da ferramenta e até mesmo refugo da peça podem resultar de seleção inadequada. A chave para o sucesso é ter as ferramentas e a estratégia de processo adequadas, quer você esteja procurando peças fresadas CNC de precisão com a melhor qualidade de superfície ou precise remover com eficácia uma grande quantidade de material de cavidades profundas.

Além de demonstrar a proficiência da JS Precision nesta área, este guia dissecará os princípios fundamentais da usinagem CNC para ajudá-lo a evitar armadilhas típicas e alcançar o equilíbrio ideal entre precisão, eficiência e custo , seja na prototipagem ou na produção em massa.
Resumo das respostas principais
| Principais Desafios | Equívocos comuns | Soluções profissionais da JS Precision |
| Baixa planicidade e marcas de vibração | O uso cego de ferramentas de grande diâmetro ou profundidade de corte excessiva leva a forças de corte excessivas. | Com base nas propriedades do material, na rigidez da máquina-ferramenta e na precisão do alvo, calcule cientificamente e recomende a combinação ideal de diâmetro-profundidade da ferramenta de corte-avanço. |
| Baixa eficiência e perda de precisão na usinagem de cavidades profundas | O uso do fresamento em camadas convencional resulta em balanço excessivo da ferramenta, causando vibração e deflexão da ferramenta. | Aplique estratégias eficientes, como fresamento trocoidal "pequenos passos, tiragens rápidas" e use porta-ferramentas rígidos estendidos para garantir a precisão do fresamento CNC. |
| Custos elevados para prototipagem de pequenos lotes | Solicitar ferramentas dedicadas não padronizadas para protótipos ou usar parâmetros de usinagem antieconômicos . | Utilize bibliotecas de ferramentas padronizadas e processos flexíveis existentes para maximizar a economia de custos e, ao mesmo tempo, atender aos requisitos de fresamento CNC de precisão. |
| Entrega atrasada para projetos urgentes | Preparação insuficiente da cadeia de abastecimento ou tempos de validação de processos excessivamente longos. | Implemente processos de resposta rápida , incluindo a preparação de materiais comumente usados, ferramentas padrão e modelos de processos validados, para reduzir os ciclos de entrega. |
Principais vantagens:
- As ferramentas fazem parte do sistema: a seleção ideal depende dos efeitos combinados do material da peça, da potência/rigidez da máquina-ferramenta, da estabilidade do acessório e da precisão do alvo.
- A profundidade de corte não é um parâmetro isolado: ela precisa ser otimizada em conjunto com a largura radial e a taxa de avanço para um corte eficiente e estável.
- Estratégia sob medida para cavidades profundas: Evitar camadas simples e empregar uma estratégia direcionada de fresamento de alto desempenho (HPML) é fundamental.
- A colaboração precoce determina a economia: comunicar a capacidade de fabricação durante a fase de design evita a personalização cara de ferramentas e processos ineficientes.
Confie nos serviços de fresamento CNC da JS Precision: superando os desafios da precisão do fresamento de face final
A fabricação de ponta sempre enfrentou desafios com o controle de precisão da fresagem CNC. De acordo com o ISO 8688-1 padrão de fresamento, as empresas muitas vezes ficam presas em ciclos de retrabalho, aumento de custos e atrasos devido a problemas como desgaste da ferramenta, deformação térmica e trepidação.
A JS Precision, com mais de 15 anos de experiência em serviços de fresamento CNC , resolveu com sucesso vários problemas de usinagem de precisão para mais de 500 clientes em todo o mundo, cobrindo vários setores de alta demanda, como aeroespacial, equipamentos médicos e instrumentos ópticos.
Nosso principal ponto forte está na implementação da abordagem de “pensamento sistêmico” em todo o processo de usinagem, em vez de apenas ajustar um parâmetro isoladamente.
Por exemplo, para um dos projetos de fresamento frontal de componentes de liga de titânio de nosso cliente, não apenas otimizamos o tipo de material da ferramenta e o número de dentes, mas também melhoramos a precisão da usinagem de ±0,02 para ±0,005 mm devido ao nosso ajuste na velocidade da máquina-ferramenta, taxa de avanço e profundidade de corte. Tudo isso resultou em uma melhoria de 30% na vida útil da ferramenta.
A JS Precision possui os recursos certos para operar um sistema completo de controle de qualidade, desde o armazém da matéria-prima até o produto acabado. Isto é possível graças à presença de ferramentas de teste de alta precisão, como interferômetros a laser e máquinas de medição por coordenadas.
Todos os nossos engenheiros têm 8 ou mais anos lidando com Projeto para Fabricação (DFM) . Devido a isso, torna-se possível supervisionar possíveis problemas de usinagem e oferecer soluções no início de um projeto.
Até o momento, nossos índices de rendimento de usinagem em peças de precisão permanecem em 99,8%. Isso reflete muito em nossa confiabilidade em campo. Isto, combinado com a nossa taxa de recompra de clientes superior a 75%, fortalece ainda mais a nossa reputação na empresa.
Quer evitar erros de precisão e receber seu projeto de fresagem CNC em tempo hábil? Entre em contato com a equipe de engenharia da JS Precision e informe o material da peça, as especificações de precisão e o prazo de entrega do seu projeto, e nós lhe daremos uma avaliação gratuita do processo e otimização da solução para proteger seu projeto.
Como selecionar a fresa de facear perfeita para o seu projeto de serviços de fresagem CNC?
A escolha de uma fresa de facear é um ato de equilíbrio entre material, capacidade da máquina-ferramenta e qualidade. Isto terá um impacto direto na eficiência e qualidade dos serviços de fresagem CNC que você recebe.
O domínio do diâmetro da fresa de facear e do número de dentes
As fresas de facear têm muitos parâmetros e dois deles são o diâmetro efetivo e a contagem de dentes. Eles estão no centro da eficiência e qualidade do corte.
- Diâmetro efetivo: Escolha um diâmetro que seja 1,2-1,5 vezes a largura da peça de trabalho para obter distribuição uniforme de força, menor vibração e melhor eficiência.
- Seleção da contagem de dentes: Considere a potência e o material da máquina-ferramenta, consultando a tabela a seguir:
| Material da peça | Contagem de dentes recomendada | Principais razões |
| Liga de alumínio | 8-12 dentes | Baixa resistência ao corte, maior eficiência e remoção suave de cavacos |
| Aço | 4-6 dentes | Grandes ranhuras para cavacos, reduzindo entupimentos e força de corte |
| Liga de titânio | 3-4 dentes | Boa dissipação de calor, evita a adesão de cavacos e prolonga a vida útil |
Os detalhes decisivos do material de inserção e da geometria
O material da pastilha, o revestimento e a geometria determinam o desempenho de corte e devem ser adequados ao cenário de usinagem.
| Revestimento/Substrato | Materiais Aplicáveis | Principais vantagens |
| Metal Duro Revestido PVD | Alumínio, Aço Inoxidável | Alta dureza, baixo atrito, antiaderência, adequado para corte em alta velocidade |
| Metal Duro Revestido CVD | Aço, Ferro Fundido | Adesão forte, resistente ao desgaste, resistente a altas temperaturas |
| Diamante revestido | Metais não ferrosos, Materiais compósitos | Dureza extremamente alta, resistente ao desgaste, excelente qualidade de superfície |
Influência da geometria da inserção
- Aresta de corte afiada: Ideal para materiais mais macios, como alumínio, com baixas forças de corte para um acabamento suave.
- Aresta de Corte Reforçada: Ideal para materiais mais duros como aço e ligas de titânio . Arestas de corte fortes que são anti-lascamento.
Corresponder aos requisitos dos serviços de fresagem CNC é essencial para eficiência e precisão. Para arestas de corte de alta precisão, escolha opções de alta precisão. Para maior eficiência, escolha pastilhas resistentes a impactos.

Figura 1 As fresas de faceamento frontal são projetadas de várias maneiras com base em suas formas e estruturas geométricas.
Considerações críticas para fresamento de bolsões profundos em usinagem CNC
Processos especiais são necessários para fresamento de cavidades profundas (relação profundidade/largura superior a 3:1). Os principais obstáculos são a rigidez insuficiente da ferramenta e as dificuldades de remoção de cavacos que requerem soluções específicas.
Compensação entre rigidez e balanço da ferramenta
A relação comprimento/diâmetro de uma ferramenta afeta a rigidez. Se a proporção for superior a 5:1 , a rigidez diminui consideravelmente, levando a deformação, trepidação e outros problemas.
Soluções: Use "fresamento de relé" onde ferramentas de diferentes comprimentos são combinadas para usinagem. Use também porta-ferramentas de rigidez estendida que sejam balanceados dinamicamente.
Estratégias para remoção eficaz de cavacos e controle de calor
Cavidades profundas e má remoção de cavacos podem resultar em usinagem secundária e até mesmo desgaste da ferramenta. Sem controle ativo, o acúmulo de calor pode resultar em deformação térmica.
- Remoção de cavacos: Use avanço helicoidal em conjunto com um ou mais dos seguintes: levantamento de ferramenta segmentado e estratégias de percurso otimizadas. Combine com refrigerante de alta pressão (10-20MPa) ou lavagem com ar comprimido.
- Controle térmico: Selecione o tipo adequado de fluido de corte, ajuste os parâmetros de corte e execute a usinagem de componentes de alta precisão em um ambiente com temperatura controlada.
Você quer Usinagem CNC para componentes de cavidade profunda superarem os desafios de remoção de cavacos e rigidez? Entre em contato com a JS Precision, nossa equipe de profissionais fornecerá soluções personalizadas de fresamento de cavidades profundas com base na proporção de aspecto da peça e nas características do material, gratuitamente para evitar riscos de processamento e garantir a precisão da peça e eficiência de entrega.
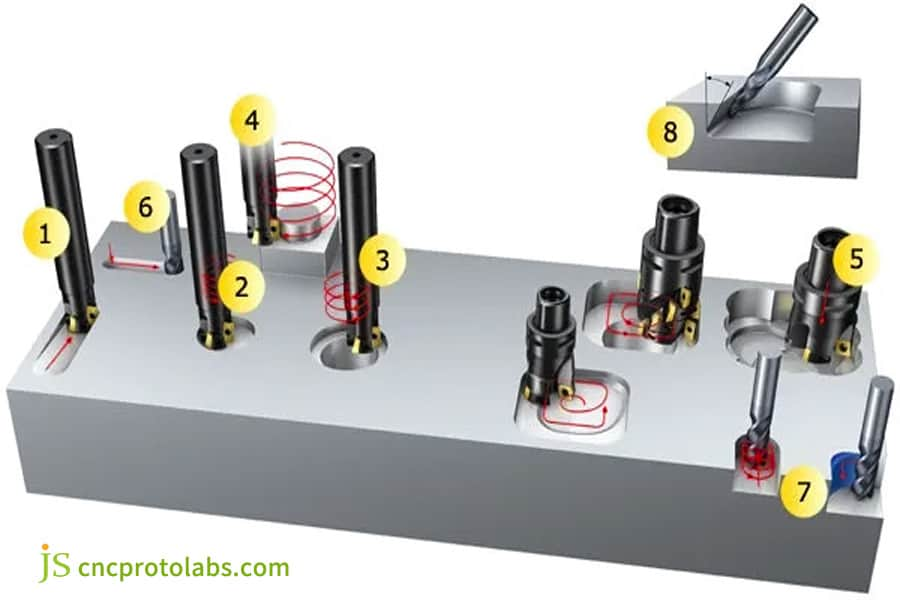
Figura 2 Furos e cavidades de fresagem, bolsões
A equação de precisão: otimizando a profundidade de corte para uma precisão de fresamento CNC incomparável
A Profundidade de Corte (Ap) deve obedecer aos parâmetros de corte estabelecidos na ISO 3685 padrão. Este é um parâmetro primário de precisão, acabamento superficial e eficiência e deve ser otimizado de acordo com o estágio específico de usinagem e as características do sistema.
A filosofia da profundidade de corte em desbaste e acabamento
Os objetivos do desbaste e do acabamento são bastante distintos e as estratégias de profundidade de corte são, portanto, bastante diferentes.
- Usinagem de desbaste: grande profundidade de corte ( diâmetro da ferramenta 30% -50% ), largura de corte moderada, remoção rápida de material, máquina-ferramenta correspondente e capacidade de carga da ferramenta.
- Usinagem de precisão: pequena profundidade de corte ( 0,1-0,3 mm ), alta velocidade, alta taxa de avanço, garantindo qualidade superficial e precisão dimensional.
Evitando tremores: em busca de 'pontos ideais'
A vibração afeta a precisão do fresamento CNC e ajustar a profundidade de corte é a chave para evitar vibrações .
- Motivo da vibração: Parâmetros como profundidade de corte e velocidade provocam ressonância no sistema da peça da máquina-ferramenta.
- Solução: Ao ajustar a profundidade de corte para evitar a frequência de ressonância (ou seja, o ponto ideal no "diagrama do lóbulo de estabilidade" ), a qualidade e a eficiência do processamento podem ser melhoradas.
Deseja encontrar com precisão o "ponto ideal" do processamento de suas peças e obter resultados ultra-altos Precisão de fresamento CNC ? Envie as informações da sua peça e os pontos problemáticos da usinagem, e a JS Precision usará um software profissional para análise de simulação para fornecer soluções personalizadas de otimização da profundidade de corte, para que sua usinagem de precisão possa evitar desvios.
Estratégias de otimização de processos para serviços econômicos de fresamento CNC
A economia de custos dos serviços de fresamento CNC vem da otimização de todo o processo, em vez de simplesmente reduzir os preços unitários, o que pode alcançar uma situação ganha-ganha de redução de custos e melhoria de eficiência.
Otimização do caminho da ferramenta: reduzindo a marcha lenta e melhorando a eficiência de corte
A otimização do caminho da ferramenta é a chave para a redução de custos e afeta diretamente o tempo de usinagem e a vida útil da ferramenta.
- Fresamento de alta velocidade (HSM): melhora a velocidade de corte e garante a qualidade, facilitando a descarga dos cavacos.
- Otimize o corte dentro e fora: corte em espiral e corte em arco para reduzir danos à lâmina.
- Fresamento dinâmico: Carga de corte constante, reduzindo o funcionamento e melhorando a eficiência.
Controle oculto de custos de materiais e fixação
A taxa de utilização de materiais e o tempo de fixação são custos implícitos, que podem ser reduzidos significativamente após a otimização.
- Otimização de materiais: A composição tipográfica inteligente melhora a utilização do cartão e atende às especificações padrão de matéria-prima.
- Otimização de fixação: Uso de acessórios modulares para reduzir o tempo de substituição e depuração, adequado para produção de pequeno e médio porte.
Do protótipo à produção: equilibrando custo e precisão para peças de fresamento CNC de precisão
Produção de protótipo de peças de fresagem CNC de precisão precisa equilibrar custo e precisão , estabelecendo as bases para a produção em massa e alcançando uma transição suave do protótipo para a produção em massa.
O princípio “bom o suficiente” na fase de prototipagem
O núcleo da fase de prototipagem é a verificação funcional. Não é necessária precisão extrema, os custos podem ser controlados através do princípio “suficientemente bom”.
- Relaxe as tolerâncias para dimensões não críticas para reduzir a dificuldade de usinagem.
- Use ferramentas de corte padrão para evitar o alto custo e os longos prazos de entrega das ferramentas personalizadas.
- Use materiais alternativos facilmente usináveis para verificação funcional.
Considerações sobre escalabilidade de design
O projeto do protótipo deve considerar a desmanufaturabilidade (DFM) para garantir uma transição suave para a produção em massa de serviços de fresamento CNC de precisão.
- Evite estruturas que exijam ferramentas de corte especiais, como proporções extremas e raios de canto internos extremamente pequenos.
- Padronize dimensões como diâmetros de furos e filetes para se adaptar às ferramentas e acessórios de corte padrão de produção em massa .
Lutando com a transição da prototipagem para a produção em massa de peças de fresamento CNC de precisão? Carregue seus desenhos de projeto de protótipo e os engenheiros DFM da JS Precision fornecerão uma análise gratuita de capacidade de fabricação para ajudá-lo a otimizar seu projeto, equilibrar custos de prototipagem e viabilidade de produção em massa e minimizar atrasos no projeto.
Como os serviços especializados de fresagem CNC de precisão garantem um retorno rápido?
Projetos urgentes pressionam a resposta planejada do fornecedor. Profissional serviços de fresagem CNC de precisão os fornecedores têm a capacidade de fornecer produtos e serviços de alta qualidade muito rapidamente devido ao uso de processos e tecnologias padrão.
Processo Fast Track e recursos reservados
JS Precision apresenta o protocolo Quick-Turn para garantir que projetos urgentes continuem avançando.
- Agendamento Prioritário: Abre uma via rápida que garante a disponibilidade de recursos.
- Comunicação Dedicada: Um gerente de projeto está disponível 24 horas por dia para fornecer atualizações sobre o andamento do projeto.
- Recursos Reservados: Mantém estoques de materiais usados com frequência e ferramentas padrão , evitando assim atrasos na aquisição.
Simulação digital e sucesso inicial
A simulação digital é uma promessa técnica para a entrega oportuna de projetos urgentes e uma forma de contornar atrasos na depuração no local.
- Simulação de Colisão: Permite prever riscos de colisão e, assim, garantir a segurança da usinagem.
- Estimativa de tempo: Planeja a produção com grande precisão para evitar atrasos nas entregas.
- Sucesso inicial: diminui a depuração e, portanto, economiza tempo.
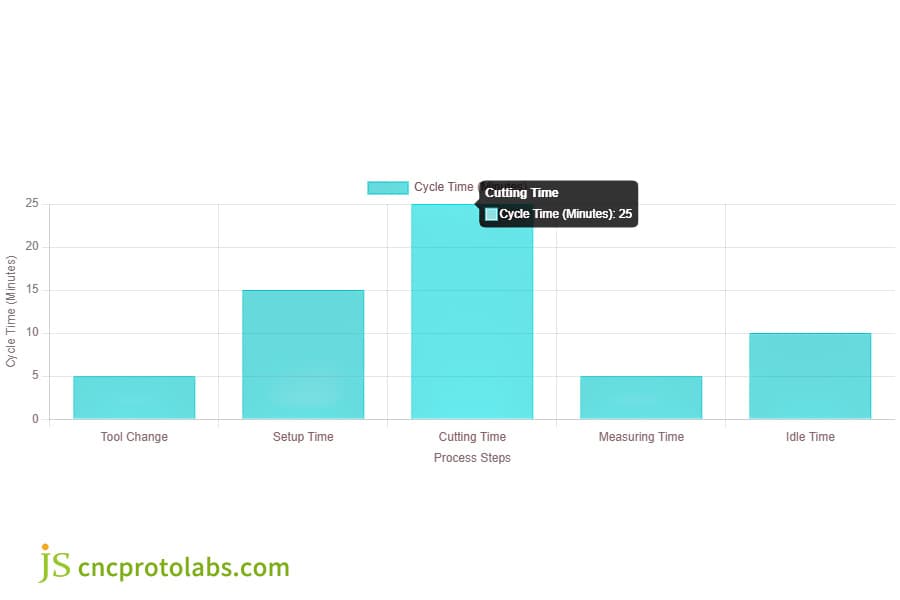
Figura 3 Este gráfico de barras mostra os vários componentes do tempo de ciclo no processo de fresamento CNC. Ao analisar e otimizar esses processos, os operadores podem melhorar significativamente a eficiência geral.
Estudo de caso: Da vibração ao acabamento espelhado: alcançando Ra<0,4μm em uma grande placa de alumínio
Cliente e desafio:
Um fabricante de equipamento óptico precisa processar um formato de 600 mm x 400 mm liga de alumínio plataforma de referência, necessitando de planicidade < 0,05mm e Ra < 0,4μm.
Os problemas de processo do fornecedor anterior resultaram em marcas de vibração e não conformidade com padrões de planicidade, colocando o projeto à beira do cancelamento. Eles precisam urgentemente de um fornecedor confiável de serviços de fresamento CNC de precisão.
Solução da JS Precision:
Depois de assumir o projeto, a JS Precision organizou imediatamente uma equipe de engenharia para realizar um diagnóstico do sistema, identificando finalmente a causa raiz do problema e desenvolvendo uma solução direcionada.
Diagnóstico do sistema:
Através da análise, a equipe da JS Precision determinou que os problemas do fornecedor anterior decorriam principalmente de dois aspectos.
- Primeiro, a rigidez do sistema ferramenta-fuso-peça era insuficiente. A ferramenta de grande diâmetro e dente baixo utilizada resultou em distribuição desigual de força durante o corte, desencadeando ressonância.
- Em segundo lugar, a incompatibilidade entre a profundidade de corte, a velocidade do fuso e a taxa de avanço exacerbou ainda mais a trepidação.
Medidas precisas:
- Primeiro, uma fresa frontal de precisão de diâmetro menor (φ50mm) com mais dentes (10 dentes) foi usada para reduzir a força de corte por dente e diminuir a vibração do sistema.
- Segundo, um diagrama de lóbulo de estabilidade foi gerado usando software especializado, e a profundidade de corte otimizada (0,2 mm) e a velocidade do fuso (8.000 rpm) foram recalculadas e aplicadas.
- Finalmente, um método de "fresamento ascendente" foi usado em conjunto com um fuso de altíssima precisão para o fresamento de acabamento final, melhorando ainda mais acabamento superficial .
Controle ambiental:
Dado que a usinagem de ligas de alumínio pode ser facilmente afetada por mudanças de temperatura, um ambiente controlado (com uma faixa de temperatura de ±1°C ) foi aplicado durante as operações de usinagem e o método MQL foi utilizado.
Esta prática não apenas reduziu drasticamente a quantidade de fluido de corte que contaminou a superfície, mas também administrou muito bem a temperatura de corte, evitando assim a ocorrência de qualquer deformação térmica.
Resultados:
O primeiro lote de peças foi produzido com sucesso de uma só vez, obtendo uma planicidade de 0,03mm e alcançando uma rugosidade superficial de Ra 0,35μm, o que resultou em um magnífico acabamento espelhado.
O cliente não só conseguiu salvar o projeto, mas também firmou uma parceria de longo prazo com a JS Precision, e todos os pedidos subsequentes de plataformas de alta precisão serão processados por nós.
Até agora, o rendimento de usinagem desta série de peças manteve-se em impressionantes 100% e o ciclo de entrega foi reduzido em 15% em comparação com as expectativas originais do cliente.
Você também está enfrentando a mesma dificuldade em alcançar a precisão necessária para o fresamento de precisão? Se sim, dê uma olhada em mais histórias de sucesso da JS Precision e descubra como lidamos com as dificuldades de usinagem de clientes de diversos setores. Se você tiver requisitos específicos de usinagem de peças, basta enviar seus desenhos com a nota "otimização de precisão" e entraremos em contato com você com um estudo de viabilidade gratuito e um orçamento exato.
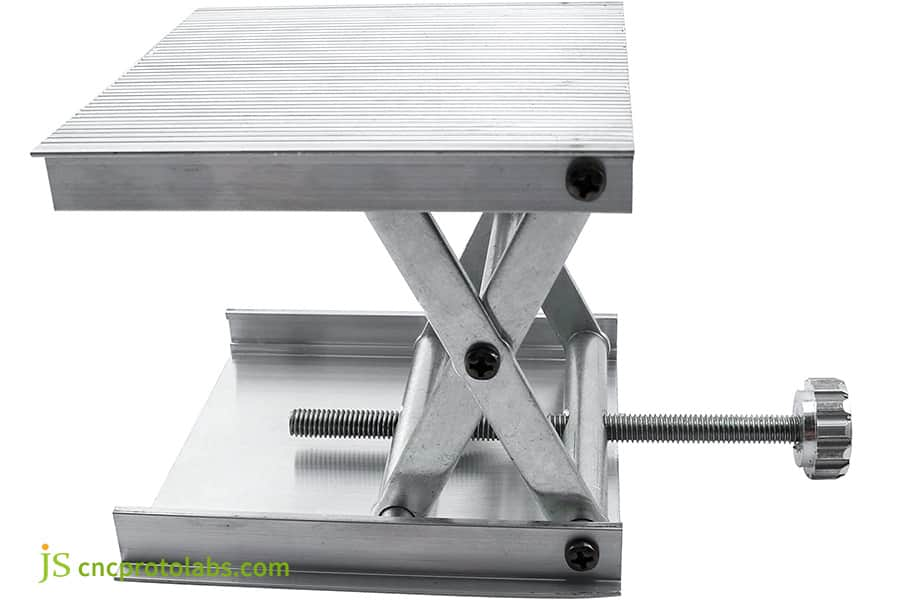
Figura 4 Plataforma de referência em liga de alumínio para equipamentos ópticos
Como avaliar um fornecedor para serviços confiáveis de fresagem CNC de precisão
Um fornecedor confiável para fresamento CNC de precisão serviços eliminarão os riscos relacionados à qualidade, custo e entrega. No entanto, este processo requer uma avaliação minuciosa de vários aspectos, como competências técnicas e eficácia da colaboração, em vez de considerar apenas o preço e a maquinaria.
Avaliação de capacidade técnica: além da lista de equipamentos
Avaliar capacidades técnicas é muito mais do que apenas obter um inventário de equipamentos: analisar a integridade do banco de dados do processo, do sistema de gerenciamento de ferramentas, da inspeção de qualidade de todo o processo e da aplicação do SPC, além da experiência em DFM da equipe de engenharia. Os melhores fornecedores podem compensar antecipadamente os riscos de processamento.
Transparência de colaboração e eficiência de comunicação
A colaboração eficaz é essencial para o sucesso de um projeto: avalie as capacidades de colaboração digital do fornecedor (portal do cliente, acompanhamento do progresso, etc.) e a sua comunicação. Coloque no topo da sua lista os parceiros que podem estar intimamente envolvidos no planeamento e que podem identificar e resolver problemas em tempo útil.
Perguntas frequentes
Q1: Qual é a maior diferença entre escolher fresas de facear para usinar ligas de alumínio e aço?
Para usinagem de ligas de alumínio, escolha fresas de alta velocidade, multidentes e de face afiada para garantir a remoção suave dos cavacos e evitar a adesão dos cavacos. Para usinagem de aço, escolha fresas de canalização de cavacos resistentes, revestidas, com poucos dentes e de alta capacidade para melhorar a resistência ao desgaste e a capacidade de quebra de cavacos para suportar altas forças de corte.
Q2: Ao fresar cavidades profundas, é melhor usar fresamento multicamadas com pequena profundidade de corte ou fresamento com poucas camadas de grande profundidade de corte?
Recomenda-se fresamento multicamadas com pequena profundidade de corte. Reduz as forças de corte, a deformação e a trepidação da ferramenta, facilita a remoção de cavacos e evita cortes secundários . Grande profundidade de corte em poucas camadas pode facilmente aumentar a carga da ferramenta, aumentar a dificuldade de remoção de cavacos e afetar a precisão e a vida útil da ferramenta.
Q3: Para obter um melhor acabamento superficial, a velocidade do fuso deve ser aumentada ou a taxa de avanço diminuída?
A velocidade do fuso e a taxa de avanço precisam ser otimizadas em conjunto. Primeiro, garanta um avanço razoável por dente e depois aumente a velocidade do fuso para refinar a textura da superfície. A simples diminuição da taxa de avanço pode facilmente levar a atrito excessivo entre a ferramenta e a peça, o que pode piorar a qualidade da superfície.
Q4: Como você lida com o problema de deformação térmica durante a usinagem, especialmente em peças de precisão?
A deformação térmica durante a usinagem de peças de precisão é efetivamente controlada por meio de quatro métodos: alívio de tensão em vários estágios, combinação de métodos de resfriamento apropriados, organização racional da sequência do processo e usinagem de precisão em uma oficina de temperatura constante.
Q5: Como evitar a deformação durante o fresamento plano de peças de paredes finas?
O objetivo principal é reduzir as forças de corte e distribuir uniformemente as forças de fixação . Usinagem simétrica, pequena profundidade de corte e corte leve, combinados com ferramentas como mandris a vácuo ou grampos elásticos, podem prevenir eficazmente a deformação durante o fresamento plano de peças de paredes finas.
Q6: Qual é o processo típico e o tempo desde a consulta até o recebimento do primeiro lote de peças?
O processo típico consiste em quatro etapas: 1-2 dias úteis para confirmação de cotação, 1-3 dias úteis para programação do processo, 5-10 dias para usinagem de protótipo/10-25 dias para usinagem de produção em massa e 1-5 dias para logística, procedendo de maneira ordenada de acordo com a demanda.
P7: Se eu estiver no exterior, como posso comunicar com eficácia os detalhes do projeto e acompanhar o progresso da produção?
Os clientes estrangeiros podem colaborar por meio de um portal de cliente on-line 24 horas por dia, 7 dias por semana , com um gerente de projeto bilíngue dedicado, usando e-mail, videoconferência e outros métodos para garantir uma comunicação perfeita do projeto e acompanhamento do progresso da produção.
Q8: Qual é a vantagem mais exclusiva de escolher a JS Precision em comparação com outros fornecedores locais ou asiáticos?
A principal vantagem é a fusão das capacidades técnicas de nível europeu e das vantagens de custos asiáticas. Isto nos permite resolver usinagem de precisão complexa desafios, alcançar entrega rápida e de baixo custo por meio de uma cadeia de suprimentos eficiente e fornecer uma experiência perfeita desde o protótipo até a produção em massa.
Resumo
A seleção e controle de profundidade de fresas de facear é um campo onde ciência e experiência são perfeitamente combinadas em serviços de fresamento CNC. Requer uma compreensão profunda dos princípios físicos, controle preciso do desempenho do equipamento e uma busca contínua pela eficiência de custos.
A JS Precision, com seu pensamento sistêmico em sua essência, utiliza tecnologia profissional e rica experiência para proteger seus projetos de fresamento CNC.
Leve suas necessidades de usinagem facial de precisão para o próximo nível agora!
Visite o site JS Precision, carregue seus desenhos de peças ou entre em contato diretamente com nossa equipe de engenharia. Você receberá uma solução profissional de serviços de fresamento CNC, incluindo análise detalhada de processos e recomendações de ferramentas, e experimentará em primeira mão como transformamos fresamento de precisão complexo em sucesso previsível e de alta qualidade em seus projetos.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Precisão JS Equipe
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com

