

В Фрезерные услуги с ЧПУ , казалось бы, фундаментальное решение — какую торцевую фрезу выбрать, какую глубину резания использовать — напрямую определяет точность, плавность хода, эффективность обработки и, в конечном итоге, стоимость рубанка.
Следы вибрации, отклонение инструмента, чрезмерный износ инструмента и даже брак заготовки могут стать результатом неправильного выбора. Ключом к успеху является наличие подходящего инструмента и технологической стратегии, независимо от того, ищете ли вы прецизионные фрезерные детали с ЧПУ с наилучшим качеством поверхности или вам необходимо эффективно удалить большое количество материала из глубоких полостей.

Помимо демонстрации профессионализма JS Precision в этой области, в этом руководстве будут рассмотрены фундаментальные принципы фрезерной обработки с ЧПУ, которые помогут вам избежать типичных ошибок и достичь идеального баланса точности, эффективности и стоимости как при прототипировании, так и при массовом производстве.
Краткое изложение основных ответов
| Основные проблемы | Распространенные заблуждения | Профессиональные решения JS Precision |
| Плохая плоскостность и следы вибрации | Слепое использование инструментов большого диаметра или чрезмерная глубина резания приводит к возникновению чрезмерных сил резания. | Основываясь на свойствах материала, жесткости станка и заданной точности, научно рассчитайте и порекомендуйте оптимальную комбинацию диаметра инструмента и глубины подачи для резки. |
| Низкая эффективность и потеря точности при обработке глубоких полостей | Использование традиционного послойного фрезерования приводит к чрезмерному вылету инструмента, вызывающему вибрацию и отклонение инструмента. | Применяйте эффективные стратегии, такие как трохоидальное фрезерование «малыми шагами, быстрыми проходами» и используйте удлиненные жесткие держатели инструментов, чтобы обеспечить точность фрезерования на станках с ЧПУ. |
| Высокие затраты на мелкосерийное прототипирование | Заказ специальных нестандартных инструментов для прототипов или использование неэкономичных параметров обработки. | Используйте существующие стандартизированные библиотеки инструментов и гибкие процессы, чтобы максимизировать экономию средств, одновременно удовлетворяя требованиям точного фрезерования на станках с ЧПУ. |
| Отложенная доставка для срочных проектов | Недостаточная подготовка цепочки поставок или слишком длительное время проверки процесса. | Внедрите процессы быстрого реагирования , включая подготовку часто используемых материалов, стандартных инструментов и проверенных шаблонов процессов, чтобы сократить циклы доставки. |
Ключевые выводы:
- Инструменты являются частью системы: оптимальный выбор зависит от совокупности эффектов материала заготовки, мощности/жесткости станка, стабильности приспособления и целевой точности.
- Глубина резания не является изолированным параметром: ее необходимо оптимизировать вместе с радиальной шириной и скоростью подачи для эффективного и стабильного резания.
- Индивидуальная стратегия для глубоких полостей. Ключевым моментом является отказ от простого наслоения и использование стратегии целевого высокопроизводительного фрезерования (HPML).
- Раннее сотрудничество определяет экономику: информирование о технологичности на этапе проектирования позволяет избежать дорогостоящей настройки инструмента и неэффективных процессов.
Доверьтесь услугам JS Precision в области фрезерования с ЧПУ: преодоление проблем, связанных с прецизионным торцевым фрезерованием
Высокопроизводительное производство всегда сталкивалось с проблемами точного контроля фрезерования с ЧПУ. Согласно ИСО 8688-1 стандарта фрезерования, компании часто попадают в циклы доработок, увеличения затрат и задержек из-за таких проблем, как износ инструмента, термическая деформация и вибрация.
Компания JS Precision, имеющая более чем 15-летний опыт работы в сфере фрезерных услуг с ЧПУ , успешно решила различные проблемы точной обработки для более чем 500 клиентов по всему миру, охватывая множество отраслей с высоким спросом, таких как аэрокосмическая промышленность, медицинское оборудование и оптические инструменты.
Наша главная сила заключается во внедрении подхода «системного мышления» на протяжении всего процесса обработки, а не просто в изолированной настройке одного параметра.
Например, для одного из проектов нашего клиента по торцевому фрезерованию деталей из титановых сплавов мы не только оптимизировали тип материала инструмента и количество зубьев, но и повысили точность обработки с ±0,02 до ±0,005 мм благодаря регулировке скорости станка, скорости подачи и глубины резания. Все это привело к увеличению срока службы инструмента на 30%.
JS Precision обладает необходимыми ресурсами для управления полной системой контроля качества от склада сырья до готовой продукции. Это стало возможным благодаря наличию высокоточных инструментов тестирования, таких как лазерные интерферометры и координатно-измерительные машины.
Все наши инженеры имеют 8 или более лет опыта работы с Проектирование для производства (DFM) . Благодаря этому становится возможным контролировать потенциальные проблемы обработки и предлагать решения на ранних этапах проекта.
На сегодняшний день наш процент выхода прецизионных деталей остается на уровне 99,8%. Это отражается на нашей надежности в этой области. Это, в сочетании с уровнем повторных покупок наших клиентов более 75%, еще больше укрепляет нашу репутацию в компании.
Хотите избежать ошибок в точности и своевременно получить проект фрезерования с ЧПУ? Обратитесь к команде инженеров JS Precision и сообщите им материал детали, характеристики точности и сроки поставки вашего проекта, и мы предоставим вам бесплатную оценку процесса и оптимизацию решения для защиты вашего проекта.
Как выбрать идеальную торцевую фрезу для вашего проекта фрезерных услуг с ЧПУ?
Выбор торцевой фрезы — это баланс между материалом, возможностями станка и качеством. Это окажет прямое влияние на эффективность и качество получаемых вами услуг фрезерования с ЧПУ.
Мастерство определения диаметра торцевой фрезы и количества зубьев
Торцевые фрезы имеют множество параметров, два из которых — эффективный диаметр и количество зубьев. Они находятся в центре эффективности и качества резки.
- Эффективный диаметр: выбирайте диаметр, который в 1,2–1,5 раза превышает ширину заготовки, чтобы добиться равномерного распределения силы, снижения вибрации и повышения эффективности.
- Выбор количества зубьев: учитывайте мощность станка и материал, сверяясь со следующей таблицей:
| Материал заготовки | Рекомендуемое количество зубов | Ключевые причины |
| Алюминиевый сплав | 8-12 зубов | Низкое сопротивление резанию, повышенная эффективность и плавное удаление стружки. |
| Сталь | 4-6 зубов | Большие канавки для стружки, уменьшающие засорение и силу резания. |
| Титановый сплав | 3-4 зуба | Хорошее рассеивание тепла, предотвращает прилипание стружки и продлевает срок службы. |
Решающие детали материала и геометрии пластины
Материал пластины, покрытие и геометрия определяют производительность резания и должны соответствовать сценарию обработки.
| Покрытие/Подложка | Применимые материалы | Основные преимущества |
| Твердый сплав с PVD-покрытием | Алюминий, Нержавеющая сталь | Высокая твердость, низкое трение, антиадгезия, подходит для высокоскоростной резки. |
| Твердый сплав с покрытием CVD | Сталь, Чугун | Сильная адгезия, износостойкость, устойчивость к высоким температурам. |
| Алмазное покрытие | Цветные металлы, Композитные материалы | Чрезвычайно высокая твердость, износостойкость, отличное качество поверхности. |
Влияние геометрии пластины
- Острая режущая кромка: идеально подходит для более мягких материалов, таких как алюминий, с низкими силами резания для получения гладкой поверхности.
- Усиленная режущая кромка: идеально подходит для более твердых материалов, таких как сталь и титановые сплавы . Прочные режущие кромки, препятствующие сколам.
Соответствие требованиям к услугам фрезерования с ЧПУ является обязательным условием эффективности и точности. Для обеспечения высокой точности режущих кромок выбирайте высокоточные варианты. Для большей эффективности выбирайте ударопрочные вставки.

Рисунок 1. Торцевые фрезы имеют различную конструкцию в зависимости от их геометрической формы и конструкции.
Критические соображения по фрезерованию глубоких карманов при фрезерной обработке с ЧПУ
Для фрезерования глубоких полостей (соотношение глубины к ширине более 3:1) требуются специальные процессы. Основными препятствиями являются недостаточная жесткость инструмента и трудности удаления стружки, которые требуют специальных решений.
Компромисс между жесткостью инструмента и вылетом
Соотношение длины и диаметра инструмента влияет на жесткость. Если соотношение больше 5:1 , жесткость значительно снижается, что приводит к деформации, вибрации и другим проблемам.
Решения: Используйте «эстафетное фрезерование» , при котором для обработки комбинируются инструменты разной длины. Также используйте держатели инструментов повышенной жесткости, которые динамически сбалансированы.
Стратегии эффективного удаления стружки и контроля нагрева
Глубокие полости и плохой съем стружки могут привести к вторичной обработке и даже износу инструмента. Без активного контроля накопление тепла может привести к термической деформации.
- Удаление стружки: используйте винтовую подачу в сочетании с одним или несколькими из следующих действий: сегментированный подъем инструмента и оптимизированные стратегии траектории движения инструмента. В сочетании с охлаждающей жидкостью высокого давления (10–20 МПа) или промывкой сжатым воздухом.
- Термический контроль: выберите правильный тип смазочно-охлаждающей жидкости, отрегулируйте параметры резки и выполняйте обработку высокоточных компонентов в среде с контролируемой температурой.
Вы хотите Фрезерная обработка с ЧПУ для компонентов с глубокими полостями, чтобы преодолеть проблемы удаления стружки и повышения жесткости? Свяжитесь с JS Precision, наша профессиональная команда бесплатно предоставит индивидуальные решения для фрезерования глубоких полостей на основе соотношения сторон вашей детали и характеристик материала, чтобы избежать рисков обработки и обеспечить точность детали и эффективность доставки.
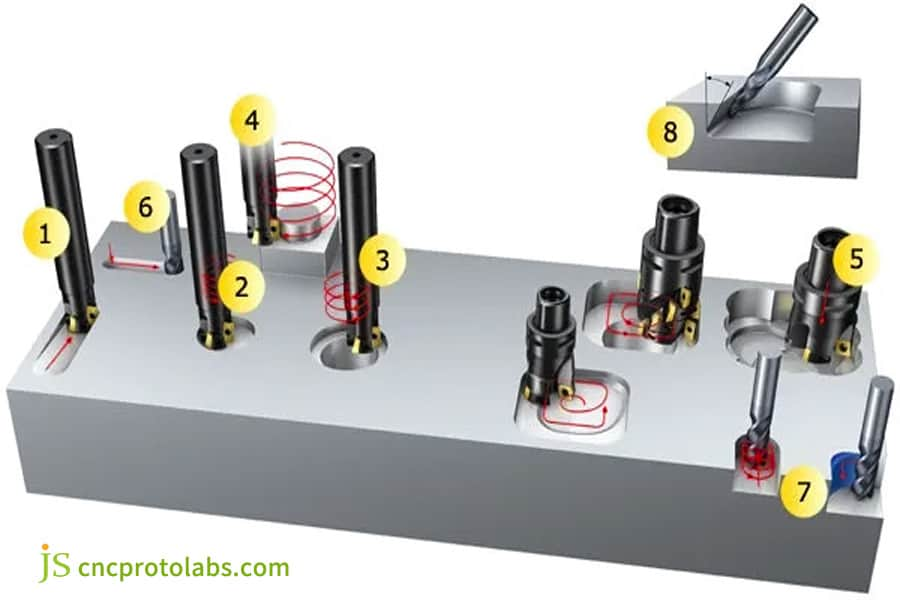
Рисунок 2. Фрезерование отверстий и полостей,карманов.
Уравнение точности: оптимизация глубины резания для непревзойденной точности фрезерования на станках с ЧПУ
Глубина резания (Ap) должна соответствовать параметрам резания, установленным в ИСО 3685 стандарт. Это основной параметр точности, качества поверхности и эффективности , который необходимо оптимизировать с учетом конкретного этапа обработки и характеристик системы.
Глубина резания. Философия черновой и чистовой обработки.
Цели черновой и чистовой обработки совершенно разные, и поэтому стратегии глубины резания совершенно разные.
- Черновая обработка: большая глубина резания ( диаметр инструмента 30–50% ), умеренная ширина резания, быстрый съем материала, подходящий станок и несущая способность инструмента.
- Прецизионная обработка: небольшая глубина резания ( 0,1-0,3 мм ), высокая скорость, высокая подача, обеспечивающая качество поверхности и точность размеров.
Как избежать дрожи: в поисках «приятных моментов»
Вибрация влияет на точность фрезерования на станке с ЧПУ, а регулировка глубины резания является ключом к предотвращению вибрации .
- Причина вибрации: такие параметры, как глубина резания и скорость, вызывают резонанс в системе заготовки станка.
- Решение: регулируя глубину резания во избежание резонансной частоты (т. е. зоны наилучшего восприятия на «диаграмме лепестков стабильности» ), можно улучшить качество и эффективность обработки.
Хотите точно найти «золотую середину» обработки деталей и добиться сверхвысоких Точность фрезерования с ЧПУ ? Отправьте информацию о своей детали и проблемные места обработки, и JS Precision воспользуется профессиональным программным обеспечением для анализа моделирования, чтобы предоставить вам индивидуальные решения по оптимизации глубины резания, чтобы ваша прецизионная обработка могла избежать отклонений.
Стратегии оптимизации процессов для экономичных услуг фрезерования с ЧПУ
Экономия затрат на фрезерные услуги с ЧПУ достигается за счет оптимизации всего процесса, а не просто за счет снижения цен за единицу продукции, что может привести к беспроигрышной ситуации по снижению затрат и повышению эффективности.
Оптимизация траектории инструмента: сокращение холостого хода и повышение эффективности резания
Оптимизация траектории инструмента является ключом к снижению затрат и напрямую влияет на время обработки и срок службы инструмента.
- Высокоскоростное фрезерование (HSM): повышает скорость резания, обеспечивая при этом качество, а также облегчает отвод стружки.
- Оптимизируйте резку на входе и выходе: спиральная резка и резка по дуге для уменьшения повреждения лезвия.
- Динамическое фрезерование: постоянная нагрузка при резке, сокращение пробега и повышение эффективности.
Скрытый контроль затрат на материалы и зажим
Коэффициент использования материалов и время зажима являются неявными затратами, которые можно значительно сократить после оптимизации.
- Оптимизация материала: интеллектуальная верстка улучшает использование картона и обеспечивает соответствие стандартным спецификациям сырья.
- Оптимизация зажима: использование модульных приспособлений для сокращения времени замены и отладки, подходит для малого и среднего производства.
От прототипа к производству: баланс затрат и точности для прецизионных фрезерных деталей с ЧПУ
Производство прототипов прецизионные фрезерные детали с ЧПУ необходимо сбалансировать стоимость и точность , закладывая основу для массового производства и обеспечивая плавный переход от прототипа к массовому производству.
Принцип «достаточно хорошо» на этапе прототипирования
Ядром этапа прототипирования является функциональная проверка. Чрезвычайная точность не требуется, затраты можно контролировать по принципу «достаточно хорошо».
- Уменьшите допуски для некритических размеров, чтобы уменьшить сложность обработки.
- Используйте стандартные режущие инструменты, чтобы избежать высоких затрат и длительного времени изготовления нестандартных инструментов.
- Используйте легко обрабатываемые альтернативные материалы для функциональной проверки.
Соображения масштабируемости проекта
При проектировании прототипа необходимо учитывать технологичность (DFM), чтобы обеспечить плавный переход к массовому производству прецизионных фрезерных станков с ЧПУ.
- Избегайте конструкций, требующих специальных режущих инструментов, таких как экстремальные соотношения сторон и чрезвычайно малые внутренние угловые радиусы.
- Стандартизируйте такие размеры, как диаметры отверстий и скругления, чтобы адаптировать их к стандартным режущим инструментам и приспособлениям массового производства .
Боретесь с переходом от прототипирования к массовому производству прецизионных фрезерных деталей с ЧПУ? Загрузите чертежи прототипа, и инженеры DFM компании JS Precision предоставят вам бесплатный анализ технологичности, который поможет вам оптимизировать конструкцию, сбалансировать затраты на прототипирование и осуществимость массового производства, а также минимизировать задержки проекта.
Как экспертные услуги по прецизионному фрезерованию с ЧПУ обеспечивают быстрый результат?
Срочные проекты затрудняют запланированное реагирование поставщика. Профессиональный услуги прецизионного фрезерования с ЧПУ поставщики имеют возможность очень быстро поставлять высококачественные продукты и услуги благодаря использованию стандартных процессов и технологий.
Ускоренный процесс и зарезервированные ресурсы
JS Precision представляет протокол Quick-Turn, чтобы гарантировать, что срочные проекты продолжают продвигаться вперед.
- Приоритетное планирование: открывает быстрый путь , гарантирующий доступность ресурсов.
- Выделенная связь: менеджер проекта доступен круглосуточно, чтобы предоставлять обновленную информацию о ходе проекта.
- Зарезервированные ресурсы: хранит запасы часто используемых материалов и стандартных инструментов , что позволяет избежать задержек с закупками.
Цифровое моделирование и успех первых проектов
Цифровое моделирование — это техническое обещание своевременной реализации срочных проектов и способ избежать задержек при отладке на месте.
- Моделирование столкновений: позволяет предвидеть риски столкновений и, таким образом, гарантировать безопасность обработки.
- Оценка времени: Планирует производство с большой точностью, чтобы предотвратить задержки доставки.
- Первый успех: уменьшает необходимость отладки и, таким образом, экономит время.
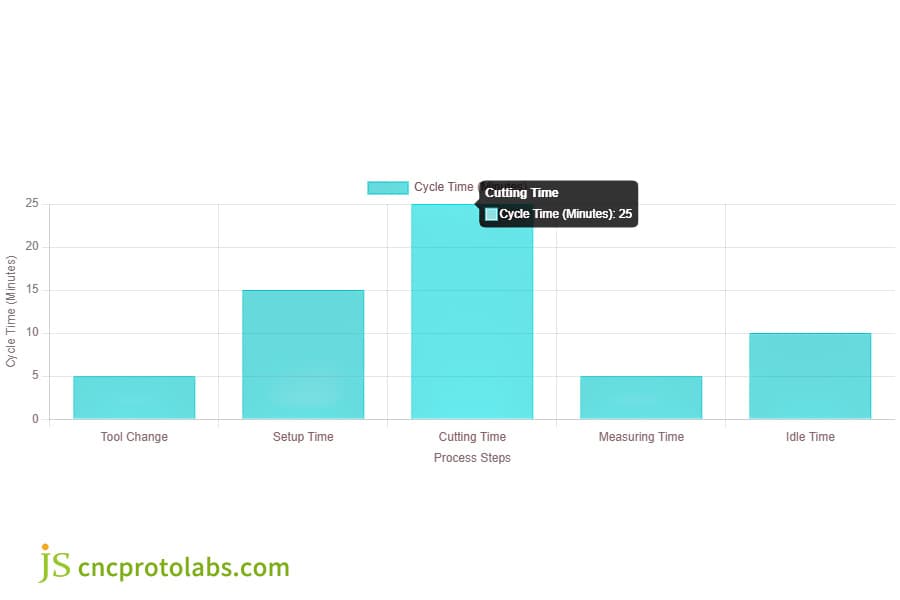
Рисунок 3. На этой гистограмме показаны различные компоненты времени цикла в процессе фрезерования с ЧПУ. Анализируя и оптимизируя эти процессы, операторы могут значительно повысить общую эффективность.
Практический пример: От вибрации к зеркальной поверхности: достижение Ra<0,4 мкм на большой алюминиевой пластине
Клиент и задача:
Производителю оптического оборудования необходимо обработать лист размером 600 x 400 мм. алюминиевый сплав эталонная платформа, требующая плоскостности <0,05 мм и Ra <0,4 мкм.
Проблемы с технологическими процессами предыдущего поставщика привели к появлению следов вибрации и несоответствию стандартам плоскостности, что поставило проект на грань отмены. Им срочно нужен надежный поставщик услуг точного фрезерования с ЧПУ.
Решение JS Precision:
Приняв проект на себя, компания JS Precision немедленно организовала команду инженеров для проведения диагностики системы, в конечном итоге выявив основную причину проблемы и разработав целевое решение.
Диагностика системы:
В результате анализа команда JS Precision установила, что проблемы предыдущего поставщика в основном связаны с двумя аспектами.
- Во-первых, жесткость системы инструмент-шпиндель-заготовка была недостаточной. Используемый инструмент большого диаметра с малым количеством зубьев приводил к неравномерному распределению усилий во время резания, вызывая резонанс.
- Во-вторых, несоответствие между глубиной резания, скоростью шпинделя и скоростью подачи еще больше усугубляло вибрацию.
Точные меры:
- Во-первых, использовалась прецизионная торцевая фреза меньшего диаметра (диаметр 50 мм) с большим количеством зубьев (10 зубьев), чтобы уменьшить силу резания на зуб и снизить вибрацию системы.
- Во-вторых, с помощью специального программного обеспечения была создана диаграмма лепестков стабильности, а оптимизированная глубина резания (0,2 мм) и скорость шпинделя (8000 об/мин) были пересчитаны и применены.
- Наконец, для окончательного чистового фрезерования был использован метод «попутного фрезерования» в сочетании со сверхвысокоточным шпинделем, что еще больше улучшило качество обработки. обработка поверхности .
Экологический контроль:
Учитывая, что на обработку алюминиевых сплавов очень легко могут повлиять изменения температуры, во время операций обработки применялась контролируемая среда (с диапазоном температур ± 1 ° C ) и использовался метод MQL.
Эта практика не только значительно снизила количество смазочно-охлаждающей жидкости, загрязняющей поверхность, но также достаточно хорошо управляла температурой резки, предотвращая тем самым возникновение любой термической деформации.
Результаты:
Самая первая партия заготовок была успешно изготовлена за один проход, получив плоскостность 0,03 мм и шероховатость поверхности Ra 0,35 мкм, что привело к великолепному зеркальному блеску.
Заказчику не только удалось сохранить проект, но и заключить долгосрочное партнерство с JS Precision, и все последующие заказы высокоточных платформ будут обрабатываться нами.
До сих пор производительность обработки этой серии деталей оставалась на впечатляющем уровне 100 % , а цикл поставки сократился на 15 % по сравнению с первоначальными ожиданиями клиента.
Вы также сталкиваетесь с такими же трудностями при достижении необходимой точности для прецизионного фрезерования? Если да, ознакомьтесь с другими историями успеха JS Precision и узнайте, как мы справляемся с трудностями обработки для клиентов из различных отраслей. Если у вас есть особые требования к обработке деталей, просто загрузите свои чертежи с пометкой «оптимизация точности», и мы свяжемся с вами с бесплатным технико-экономическим обоснованием и точной ценой.
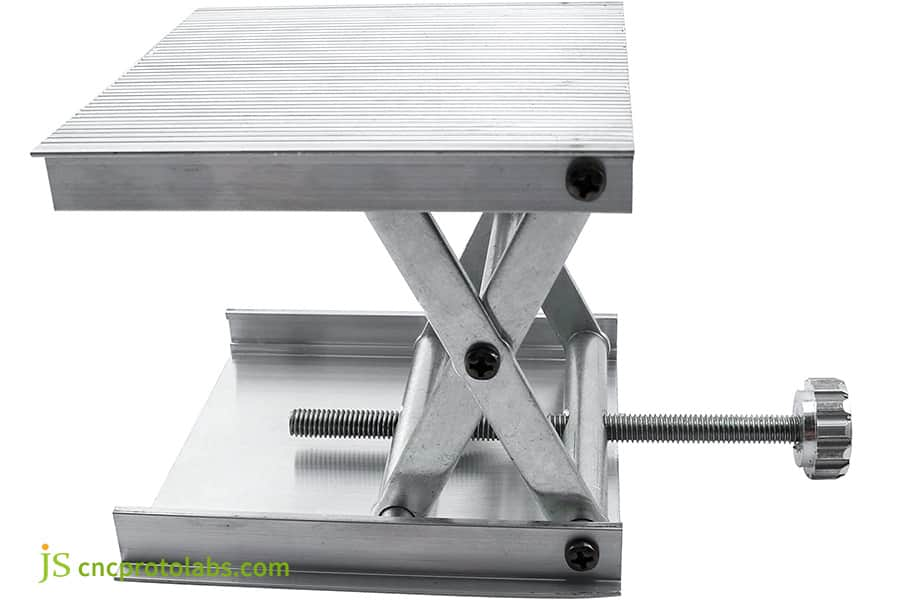
Рисунок 4. Эталонная платформа из алюминиевого сплава для оптического оборудования.
Как проверить поставщика на предмет надежных услуг по прецизионному фрезерованию с ЧПУ
Надежный поставщик для прецизионное фрезерование с ЧПУ услуги устранят риски, связанные с качеством, стоимостью и доставкой. Однако этот процесс требует тщательной оценки различных аспектов, таких как технические навыки и эффективность сотрудничества, а не просто рассмотрения цены и оборудования.
Оценка технических возможностей: за пределами списка оборудования
Оценка технических возможностей — это гораздо больше, чем просто инвентаризация оборудования: анализ полноты базы данных процессов, системы управления инструментом, полного контроля качества процесса и применения SPC, а также опыта команды инженеров DFM. Лучшие поставщики могут заранее компенсировать риски обработки.
Прозрачность сотрудничества и эффективность коммуникации
Эффективное сотрудничество имеет важное значение для успеха проекта: оцените возможности цифрового сотрудничества поставщика (портал для клиентов, отслеживание прогресса и т. д.) и их общение. Поместите в начало своего списка тех партнеров, которые могут активно участвовать в планировании и которые могут своевременно выявлять и решать проблемы.
Часто задаваемые вопросы
В1: В чем самая большая разница между выбором торцевых фрез для обработки алюминиевых сплавов и стали?
Для обработки алюминиевых сплавов выбирайте высокоскоростные многозубые фрезы с острыми торцами, чтобы обеспечить плавное удаление стружки и предотвратить ее прилипание. Для обработки стали выбирайте прочные, с покрытием, с малым количеством зубьев, высокопроизводительные стружкорифленые фрезы, чтобы повысить износостойкость и способность к стружколоманию, чтобы выдерживать высокие силы резания.
Вопрос 2: При фрезеровании глубоких полостей лучше использовать многослойное фрезерование с малой глубиной резания или фрезерование нескольких слоев с большой глубиной резания?
Рекомендуется многослойное фрезерование небольшой глубины резания. Он снижает силы резания, деформацию и вибрацию инструмента, облегчает удаление стружки и предотвращает вторичное резание . Большая глубина резания в несколько слоев может легко увеличить нагрузку на инструмент, увеличить сложность удаления стружки и повлиять на точность и срок службы инструмента.
Вопрос 3: Чтобы добиться лучшего качества поверхности, следует ли увеличить скорость шпинделя или уменьшить скорость подачи?
Скорость шпинделя и скорость подачи необходимо оптимизировать одновременно. Сначала обеспечьте разумную подачу на зуб, затем увеличьте скорость шпинделя, чтобы улучшить текстуру поверхности. Простое уменьшение скорости подачи может легко привести к чрезмерному трению между инструментом и заготовкой, что может ухудшить качество поверхности.
Вопрос 4: Как вы решаете проблему термической деформации во время обработки, особенно прецизионных деталей?
Термическая деформация при прецизионной обработке деталей эффективно контролируется с помощью четырех методов: многоступенчатого снятия напряжений, подбора соответствующих методов охлаждения, рациональной организации последовательности процесса и прецизионной обработки в цехе с постоянной температурой.
В5: Как предотвратить деформацию при плоском фрезеровании тонкостенных деталей?
Основная задача – снизить силы резания и равномерно распределить силы зажима . Симметричная обработка, небольшая глубина резания и легкая резка в сочетании с такими инструментами, как вакуумные патроны или эластичные зажимы, могут эффективно предотвратить деформацию во время плоского фрезерования тонкостенных деталей.
В6: Каков типичный процесс и время от запроса до получения первой партии деталей?
Типичный процесс состоит из четырех этапов: 1–2 рабочих дня для подтверждения предложения, 1–3 рабочих дня для программирования процесса, 5–10 дней для обработки прототипа/10–25 дней для обработки массового производства и 1–5 дней для логистики, выполняемых упорядоченно в соответствии со спросом.
Вопрос 7: Если я нахожусь за границей, как я могу эффективно сообщать детали конструкции и отслеживать ход производства?
Зарубежные клиенты могут сотрудничать через круглосуточный клиентский онлайн-портал с выделенным двуязычным менеджером проекта, используя электронную почту, видеоконференции и другие методы для обеспечения беспрепятственного взаимодействия при проектировании и отслеживания хода производства.
Вопрос 8. В чем заключается самое уникальное преимущество выбора JS Precision по сравнению с другими местными или азиатскими поставщиками?
Основным преимуществом является сочетание технических возможностей европейского уровня и азиатских ценовых преимуществ. Это позволяет нам решить сложную прецизионную обработку решения сложных задач, обеспечить недорогую и быструю доставку посредством эффективной цепочки поставок и обеспечить бесперебойную работу от прототипа до массового производства.
Краткое содержание
Выбор и контроль глубины торцевых фрез — это область, в которой наука и опыт прекрасно сочетаются в услугах фрезерования с ЧПУ. Это требует глубокого понимания физических принципов, точного контроля производительности оборудования и постоянного стремления к экономической эффективности.
Компания JS Precision, в основе которой лежит системное мышление, использует профессиональные технологии и богатый опыт для защиты ваших проектов фрезерования с ЧПУ.
Поднимите свои потребности в точной торцевой обработке на новый уровень прямо сейчас!
Посетите веб-сайт JS Precision, загрузите чертежи своих деталей или свяжитесь напрямую с нашей командой инженеров. Вы получите профессиональное решение для фрезерования с ЧПУ, включая подробный анализ процесса и рекомендации по инструментам, а также узнаете на собственном опыте, как мы превращаем сложное прецизионное фрезерование в предсказуемый, высококачественный успех в ваших проектах.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com

