

En Servicios de fresado CNC , una decisión aparentemente fundamental (qué fresa frontal elegir, cuánta profundidad de corte utilizar) determina directamente la precisión, la suavidad, la eficiencia del mecanizado y, en última instancia, el coste del avión.
Marcas de vibración, deflexión de la herramienta, desgaste excesivo de la herramienta e incluso desechos de la pieza de trabajo pueden resultar de una selección inadecuada. La clave del éxito es contar con las herramientas y la estrategia de proceso adecuadas, ya sea que esté buscando piezas de fresado CNC de precisión con la mejor calidad de superficie o necesite eliminar eficazmente una gran cantidad de material de cavidades profundas.

Además de demostrar la competencia de JS Precision en esta área, esta guía analizará los principios fundamentales del fresado CNC para ayudarlo a evitar los errores típicos y lograr el equilibrio ideal entre precisión, eficiencia y costo , ya sea en la creación de prototipos o en la producción en masa.
Resumen de las respuestas principales
| Desafíos principales | Conceptos erróneos comunes | Soluciones profesionales de JS Precision |
| Mala planitud y marcas de vibración | El uso a ciegas de herramientas de gran diámetro o una profundidad de corte excesiva provoca fuerzas de corte excesivas. | Con base en las propiedades del material, la rigidez de la máquina herramienta y la precisión objetivo, calcule y recomiende científicamente la combinación óptima de diámetro y profundidad de la herramienta para la combinación de avance de corte. |
| Baja eficiencia y pérdida de precisión en el mecanizado de cavidades profundas | El uso de fresado en capas convencional produce un exceso de voladizo de la herramienta, lo que provoca vibración y deflexión de la herramienta. | Aplique estrategias eficientes como el fresado trocoidal de "pasos pequeños, carreras rápidas" y utilice portaherramientas rígidos extendidos para garantizar la precisión del fresado CNC. |
| Altos costos para la creación de prototipos en lotes pequeños | Solicitar herramientas específicas no estándar para prototipos o utilizar parámetros de mecanizado antieconómicos . | Utilice bibliotecas de herramientas estandarizadas existentes y procesos flexibles para maximizar el ahorro de costos y al mismo tiempo cumplir con los requisitos de fresado CNC de precisión. |
| Entrega retrasada para proyectos urgentes | Preparación insuficiente de la cadena de suministro o tiempos de validación de procesos excesivamente largos. | Implemente procesos de respuesta rápida , incluida la preparación de materiales de uso común, herramientas estándar y plantillas de procesos validados, para acortar los ciclos de entrega. |
Conclusiones clave:
- Las herramientas son parte del sistema: la selección óptima depende de los efectos combinados del material de la pieza de trabajo, la potencia/rigidez de la máquina herramienta, la estabilidad del dispositivo y la precisión del objetivo.
- La profundidad de corte no es un parámetro aislado: debe optimizarse junto con el ancho radial y la velocidad de avance para un corte eficiente y estable.
- Estrategia hecha a medida para cavidades profundas: la clave es evitar la estratificación simple y emplear una estrategia de fresado de alto rendimiento (HPML) específica.
- La colaboración temprana determina la economía: comunicar la capacidad de fabricación durante la fase de diseño evita la costosa personalización de herramientas y procesos ineficientes.
Confíe en los servicios de fresado CNC de JS Precision: supere los desafíos de la precisión del fresado frontal
La fabricación de alta gama siempre ha experimentado desafíos con el control de precisión del fresado CNC. Según el ISO 8688-1 estándar de fresado, las empresas a menudo quedan atrapadas en ciclos de retrabajo, mayores costos y retrasos debido a problemas como el desgaste de las herramientas, la deformación térmica y la vibración.
JS Precision, con más de 15 años de experiencia en servicios de fresado CNC , ha resuelto con éxito diversos problemas de mecanizado de precisión para más de 500 clientes en todo el mundo, cubriendo múltiples industrias de alta demanda, como la aeroespacial, equipos médicos e instrumentos ópticos.
Nuestra principal fortaleza está en la implementación del enfoque de "pensamiento sistémico" en todo el proceso de mecanizado, en lugar de simplemente ajustar un parámetro de forma aislada.
Por ejemplo, para uno de los proyectos de fresado frontal de nuestro cliente para componentes de aleación de titanio, no solo optimizamos el tipo de material y la cantidad de dientes de la herramienta, sino que también mejoramos la precisión del mecanizado de ±0,02 a ±0,005 mm debido a nuestro ajuste en la velocidad de la máquina herramienta, la velocidad de avance y la profundidad de corte. Todo esto resultó en una mejora del 30% en la vida útil de la herramienta.
JS Precision posee los recursos adecuados para operar un sistema completo de control de calidad desde el almacén de materia prima hasta el producto terminado. Esto es posible gracias a la presencia de herramientas de prueba de alta precisión, como interferómetros láser y máquinas de medición de coordenadas.
Todos nuestros ingenieros tienen 8 o más años tratando con Diseño para Manufactura (DFM) . Gracias a esto, es posible supervisar posibles problemas de mecanizado y ofrecer soluciones en las primeras etapas del proyecto.
Hasta el momento, nuestras tasas de rendimiento de mecanizado en piezas de precisión se mantienen en una tasa del 99,8%. Esto se refleja en gran medida en nuestra confiabilidad en el campo. Esto, combinado con nuestra tasa de recompra de clientes de más del 75%, fortalece aún más nuestra reputación en la empresa.
¿Busca evitar errores de precisión y recibir su proyecto de fresado CNC en tiempo y forma? Comuníquese con el equipo de ingeniería de JS Precision e infórmeles el material de la pieza, las especificaciones de precisión y el tiempo de entrega de su proyecto, y le brindaremos una evaluación del proceso gratuita y una optimización de la solución para proteger su proyecto.
¿Cómo seleccionar la fresa frontal perfecta para su proyecto de servicios de fresado CNC?
Elegir una fresa frontal es un acto de equilibrio entre el material, las capacidades de la máquina herramienta y la calidad. Esto tendrá un impacto directo en la eficiencia y calidad de los servicios de fresado CNC que reciba.
El dominio del diámetro y el número de dientes de las fresas planeadoras
Las fresas frontales tienen muchos parámetros y dos de ellos son el diámetro efectivo y el número de dientes. Están en el centro de la eficiencia y la calidad del corte.
- Diámetro efectivo: elija un diámetro que sea entre 1,2 y 1,5 veces el ancho de la pieza de trabajo para lograr una distribución uniforme de la fuerza, menor vibración y mejor eficiencia.
- Selección del número de dientes: considere la potencia y el material de la máquina herramienta, consultando la siguiente tabla:
| Material de la pieza de trabajo | Número de dientes recomendado | Razones clave |
| Aleación de aluminio | 8-12 dientes | Baja resistencia al corte, eficiencia mejorada y eliminación de viruta suave |
| Acero | 4-6 dientes | Grandes ranuras para virutas, que reducen la obstrucción y la fuerza de corte. |
| Aleación de titanio | 3-4 dientes | Buena disipación de calor, evita la adhesión de virutas y prolonga la vida útil |
Los detalles decisivos del material y la geometría de la plaquita
El material, el recubrimiento y la geometría de la plaquita determinan el rendimiento de corte y deben adaptarse al escenario de mecanizado.
| Recubrimiento/Sustrato | Materiales aplicables | Ventajas principales |
| Carburo recubierto de PVD | Aluminio, Acero inoxidable | Alta dureza, baja fricción, antiadherente, adecuado para corte a alta velocidad. |
| Carburo recubierto de CVD | Acero, Hierro fundido | Fuerte adhesión, resistente al desgaste, resistente a altas temperaturas. |
| Recubierto de diamante | Metales no ferrosos, Materiales compuestos | Dureza extremadamente alta, resistente al desgaste, excelente calidad superficial |
Influencia de la geometría de inserción
- Filo de corte afilado: Ideal para materiales más blandos como el aluminio con bajas fuerzas de corte para un acabado suave.
- Filo de corte reforzado: Ideal para materiales más duros como acero y aleaciones de titanio . Bordes cortantes fuertes que no se astillan.
Cumplir con los requisitos de los servicios de fresado CNC es imprescindible para lograr eficiencia y precisión. Para filos de corte de alta precisión, elija opciones de alta precisión. Para una mayor eficiencia, elija inserciones que sean resistentes a los impactos.

Figura 1 Las fresas frontales se diseñan de varias maneras según sus formas y estructuras geométricas.
Consideraciones críticas para el fresado de cavidades profundas en el mecanizado de fresado CNC
Se requieren procesos especiales para el fresado de cavidades profundas (relación profundidad-ancho superior a 3:1). Los principales obstáculos son la insuficiente rigidez de las herramientas y las dificultades en la eliminación de virutas, que requieren soluciones específicas.
Compensación entre rigidez y voladizo de la herramienta
La relación longitud-diámetro de una herramienta afecta la rigidez. Si la relación es superior a 5:1 , la rigidez disminuye considerablemente, lo que provoca deformaciones, vibraciones y otros problemas.
Soluciones: Utilice "fresado por relevos", donde se combinan herramientas de diferentes longitudes para el mecanizado. Utilice también portaherramientas de rigidez extendida que estén equilibrados dinámicamente.
Estrategias para una eliminación eficaz de las virutas y el control del calor
Las cavidades profundas y una mala eliminación de virutas pueden provocar un mecanizado secundario e incluso un desgaste de la herramienta. Sin un control activo, la acumulación de calor puede provocar deformación térmica.
- Eliminación de virutas: utilice avance helicoidal, junto con uno o más de los siguientes: levantamiento de herramientas segmentado y estrategias de trayectoria de herramienta optimizadas. Combínelo con refrigerante de alta presión (10-20 MPa) o lavado con aire comprimido.
- Control térmico: seleccione el tipo adecuado de fluido de corte, ajuste los parámetros de corte y realice el mecanizado de componentes de alta precisión en un entorno de temperatura controlada.
Quieres Mecanizado de fresado CNC ¿Para que los componentes de cavidades profundas superen los desafíos de la eliminación de virutas y la rigidez? Comuníquese con JS Precision, nuestro equipo profesional le brindará soluciones personalizadas de fresado de cavidades profundas basadas en la relación de aspecto de su pieza y las características del material, de forma gratuita para evitar riesgos de procesamiento y garantizar la precisión de la pieza y la eficiencia de entrega.
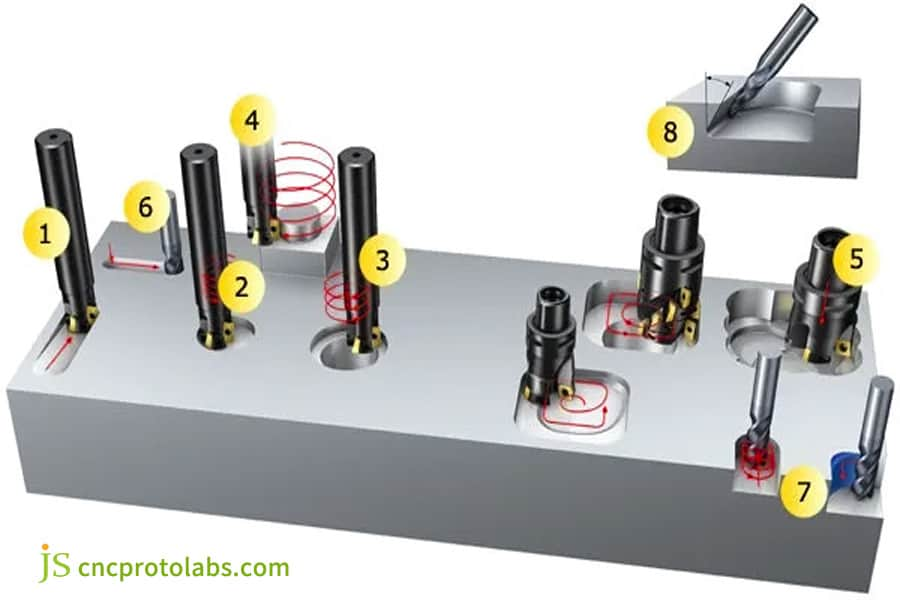
Figura 2 Fresado de orificios y cavidades, cavidades
La ecuación de precisión: optimización de la profundidad de corte para una precisión de fresado CNC inigualable
La Profundidad de Corte (Ap) debe adherirse a los parámetros de corte establecidos dentro del ISO 3685 estándar. Este es un parámetro principal para la precisión, el acabado superficial y la eficiencia y debe optimizarse con la etapa particular de mecanizado y las características del sistema.
La filosofía de profundidad de corte en desbaste y acabado
Los objetivos del desbaste y el acabado son bastante distintos y, por lo tanto, las estrategias de profundidad de corte son bastante diferentes.
- Mecanizado en desbaste: gran profundidad de corte ( diámetro de la herramienta 30% -50% ), ancho de corte moderado, eliminación rápida de material, máquina herramienta coincidente y capacidad de carga de la herramienta.
- Mecanizado de precisión: pequeña profundidad de corte ( 0,1-0,3 mm ), alta velocidad, alta velocidad de avance, lo que garantiza la calidad de la superficie y la precisión dimensional.
Evitar temblar: buscar 'puntos dulces'
La vibración afecta la precisión del fresado CNC y ajustar la profundidad de corte es la clave para evitarla .
- Motivo de la vibración: parámetros como la profundidad de corte y la velocidad provocan resonancia en el sistema de piezas de la máquina herramienta.
- Solución: Al ajustar la profundidad de corte para evitar la frecuencia de resonancia (es decir, el punto óptimo en el "diagrama de lóbulos de estabilidad" ), se puede mejorar la calidad y eficiencia del procesamiento.
Quiere encontrar con precisión el "punto óptimo" del procesamiento de sus piezas y lograr un rendimiento ultraalto. Precisión de fresado CNC ? Envíe la información de su pieza y los puntos débiles del mecanizado, y JS Precision utilizará un software profesional para el análisis de simulación para brindarle soluciones personalizadas de optimización de la profundidad de corte, de modo que su mecanizado de precisión pueda evitar desvíos.
Estrategias de optimización de procesos para servicios económicos de fresado CNC
El ahorro de costos de los servicios de fresado CNC proviene de la optimización de todo el proceso, en lugar de simplemente reducir los precios unitarios, lo que puede lograr una situación beneficiosa para todos en términos de reducción de costos y mejora de la eficiencia.
Optimización de la trayectoria de la herramienta: reducción del funcionamiento en vacío y mejora de la eficiencia del corte
La optimización de la trayectoria de la herramienta es la clave para la reducción de costos y afecta directamente el tiempo de mecanizado y la vida útil de la herramienta.
- Fresado de alta velocidad (HSM): mejora la velocidad de corte garantizando la calidad, facilitando la descarga de las virutas.
- Optimice el corte hacia adentro y hacia afuera: corte en espiral y corte en arco para reducir el daño de la cuchilla.
- Fresado dinámico: carga de corte constante, reduciendo el funcionamiento y mejorando la eficiencia.
Control oculto de costes de materiales y sujeción.
La tasa de utilización de materiales y el tiempo de sujeción son costos implícitos que pueden reducirse significativamente después de la optimización.
- Optimización de materiales: la composición tipográfica inteligente mejora la utilización de la placa y coincide con las especificaciones estándar de la materia prima.
- Optimización de sujeción: uso de accesorios modulares para reducir el tiempo de reemplazo y depuración, adecuados para producciones pequeñas y medianas.
Del prototipo a la producción: equilibrio entre costes y precisión para piezas de fresado CNC de precisión
producción de prototipos de piezas de fresado CNC de precisión necesita equilibrar costos y precisión , sentando las bases para la producción en masa y logrando una transición fluida del prototipo a la producción en masa.
El principio "suficientemente bueno" en la fase de creación de prototipos
El núcleo de la fase de creación de prototipos es la verificación funcional. No se requiere una precisión extrema, los costes se pueden controlar mediante el principio "suficientemente bueno".
- Relaje las tolerancias para dimensiones no críticas para reducir la dificultad del mecanizado.
- Utilice herramientas de corte estándar para evitar el alto costo y los largos plazos de entrega de las herramientas personalizadas.
- Utilice materiales alternativos fácilmente mecanizables para la verificación funcional.
Consideraciones de escalabilidad del diseño
El diseño de prototipos debe considerar la desmanufacturabilidad (DFM) para garantizar una transición fluida a la producción en masa de servicios de fresado CNC de precisión.
- Evite estructuras que requieran herramientas de corte especiales, como relaciones de aspecto extremas y radios de esquina internos extremadamente pequeños.
- Estandarice dimensiones como diámetros de orificios y filetes para adaptarse a accesorios y herramientas de corte estándar de producción en masa .
¿Está luchando con la transición de la creación de prototipos a la producción en masa de piezas de fresado CNC de precisión? Cargue sus dibujos de diseño de prototipo y los ingenieros de DFM de JS Precision le proporcionarán un análisis gratuito de capacidad de fabricación para ayudarle a optimizar su diseño, equilibrar los costos de creación de prototipos y la viabilidad de la producción en masa, y minimizar los retrasos en el proyecto.
¿Cómo los servicios expertos de fresado CNC de precisión garantizan una respuesta rápida?
Los proyectos urgentes ejercen presión sobre la respuesta planificada del proveedor. Profesional servicios de fresado CNC de precisión Los proveedores tienen la capacidad de ofrecer productos y servicios de alta calidad muy rápidamente gracias al uso de procesos y tecnologías estándar.
Proceso Fast Track y recursos reservados
JS Precision presenta el protocolo Quick-Turn para garantizar que los proyectos urgentes sigan avanzando.
- Programación Prioritaria: Abre una vía rápida que garantiza la disponibilidad de recursos.
- Comunicación dedicada: un gerente de proyecto está disponible las 24 horas para brindar actualizaciones sobre el progreso del proyecto.
- Recursos reservados: Mantiene stocks de materiales y herramientas estándar de uso frecuente, evitando así retrasos en las adquisiciones.
Simulación digital y éxito de la primera pieza
La simulación digital es una promesa técnica para la entrega oportuna de proyectos urgentes y una forma de evitar retrasos en la depuración in situ.
- Simulación de Colisiones: Permite prever riesgos de colisión y, por tanto, garantiza la seguridad del mecanizado.
- Estimación de tiempos: Planifica la producción con gran precisión para evitar retrasos en las entregas.
- Éxito de la primera pieza: reduce la depuración y, por lo tanto, ahorra tiempo.
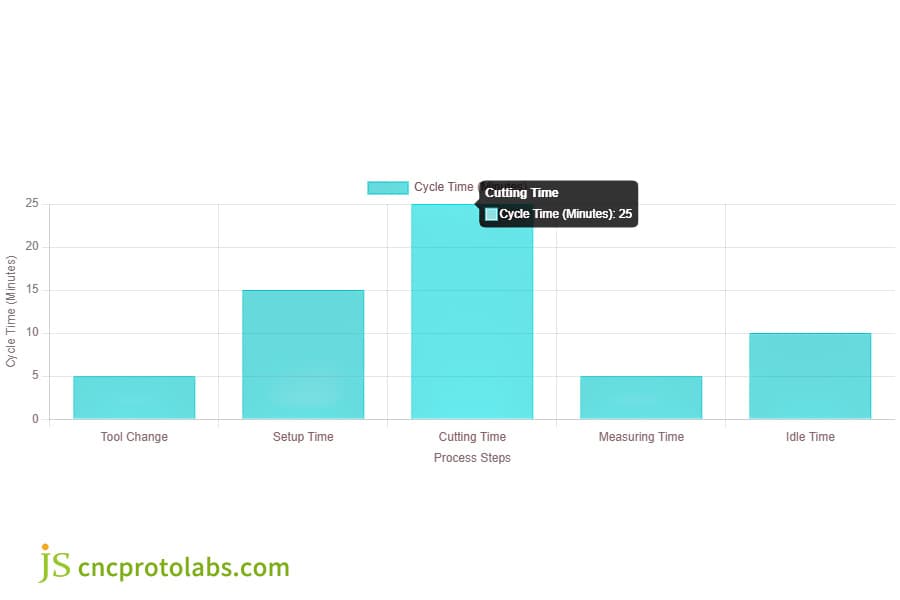
Figura 3 Este gráfico de barras muestra los diversos componentes del tiempo de ciclo en el proceso de fresado CNC. Al analizar y optimizar estos procesos, los operadores pueden mejorar significativamente la eficiencia general.
Estudio de caso: De la vibración al acabado espejo: lograr Ra<0,4μm en una placa de aluminio grande
Cliente y desafío:
Un fabricante de equipos ópticos necesita procesar un formato de 600 mm x 400 mm. aleación de aluminio plataforma de referencia, que requiere planitud < 0,05 mm y Ra < 0,4 μm.
Los problemas de proceso del proveedor anterior provocaron marcas de vibración y el incumplimiento de los estándares de planitud, lo que puso el proyecto al borde de la cancelación. Necesitan urgentemente un proveedor confiable de servicios de fresado CNC de precisión.
La solución de JS Precision:
Después de hacerse cargo del proyecto, JS Precision organizó inmediatamente un equipo de ingeniería para realizar un diagnóstico del sistema, identificando en última instancia la causa raíz del problema y desarrollando una solución específica.
Diagnóstico del sistema:
A través del análisis, el equipo de JS Precision determinó que los problemas del proveedor anterior se debían principalmente a dos aspectos.
- En primer lugar, la rigidez del sistema herramienta-husillo-pieza de trabajo era insuficiente. La herramienta utilizada, de gran diámetro y pocos dientes, provocaba una distribución desigual de la fuerza durante el corte, lo que provocaba resonancia.
- En segundo lugar, la falta de coincidencia entre la profundidad de corte, la velocidad del husillo y la velocidad de avance exacerbó aún más la vibración.
Medidas precisas:
- Primero, se utilizó una cortadora frontal de precisión de diámetro más pequeño (φ50 mm) con más dientes (10 dientes) para reducir la fuerza de corte por diente y reducir la vibración del sistema.
- En segundo lugar, se generó un diagrama de lóbulos de estabilidad utilizando un software especializado y se recalcularon y aplicaron la profundidad de corte optimizada (0,2 mm) y la velocidad del husillo (8000 rpm).
- Finalmente, se utilizó un método de "fresado ascendente" junto con un husillo de ultra alta precisión para el fresado de acabado final, mejorando aún más acabado superficial .
Control Ambiental:
Dado que el mecanizado de aleaciones de aluminio puede verse afectado muy fácilmente por los cambios de temperatura, se aplicó un ambiente controlado (con un rango de temperatura de ±1°C ) durante las operaciones de mecanizado y se utilizó el método MQL.
Esta práctica no sólo redujo drásticamente la cantidad de fluido de corte que contaminaba la superficie, sino que también controló bastante bien la temperatura de corte, evitando así que se produjera cualquier deformación térmica.
Resultados:
El primer lote de piezas de trabajo se produjo con éxito de una sola vez, obteniendo una planitud de 0,03 mm y una rugosidad superficial de Ra 0,35 μm, lo que dio como resultado un magnífico acabado de espejo.
El cliente no sólo logró salvar el proyecto, sino que también firmó una asociación a largo plazo con JS Precision, y todos los pedidos posteriores de plataformas de alta precisión serán procesados por nosotros.
Hasta ahora, el rendimiento de mecanizado de esta serie de piezas se ha mantenido en un impresionante 100 % y el ciclo de entrega se ha reducido en un 15 % en comparación con las expectativas originales del cliente.
¿También se enfrenta a la misma dificultad para lograr la precisión necesaria para el fresado de precisión? Si es así, eche un vistazo a más historias de éxito de JS Precision y descubra cómo abordamos las dificultades de mecanizado de clientes de diversas industrias. Si tiene requisitos particulares de mecanizado de piezas, simplemente cargue sus dibujos con la nota "optimización de precisión" y nos comunicaremos con usted con un estudio de viabilidad gratuito y una cotización exacta.
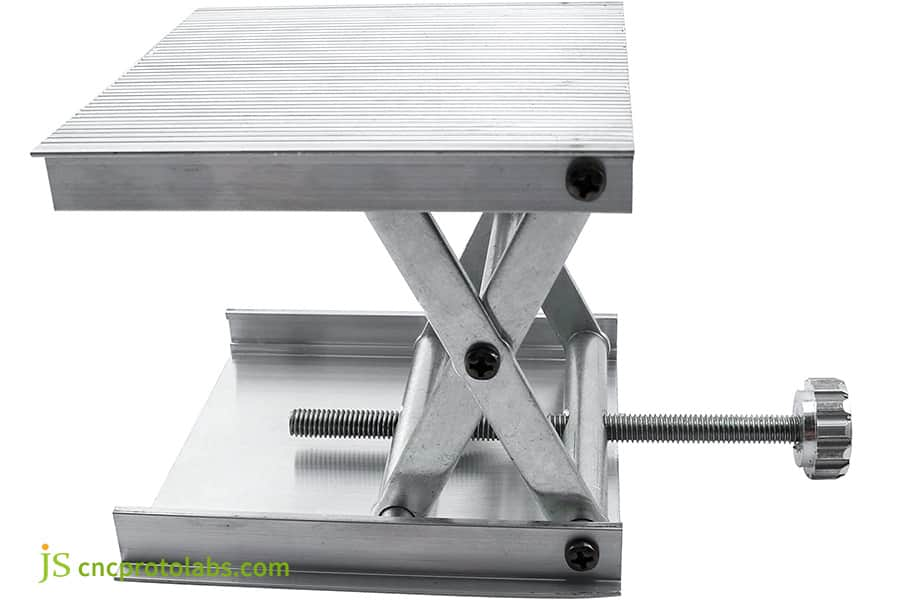
Figura 4 Plataforma de referencia de aleación de aluminio para equipos ópticos.
Cómo examinar a un proveedor para obtener servicios confiables de fresado CNC de precisión
Un proveedor confiable para fresado CNC de precisión Los servicios eliminarán los riesgos relacionados con la calidad, el costo y la entrega. Sin embargo, este proceso requiere una evaluación exhaustiva de varios aspectos, como las habilidades técnicas y la eficacia de la colaboración, en lugar de simplemente considerar el precio y la maquinaria.
Evaluación de capacidad técnica: más allá de la lista de equipos
Evaluar las capacidades técnicas es mucho más que simplemente obtener un inventario de equipos: analizar la integridad de la base de datos del proceso, el sistema de gestión de herramientas, la inspección de calidad de todo el proceso y la aplicación SPC, y la experiencia en DFM del equipo de ingeniería. Los mejores proveedores pueden compensar los riesgos de procesamiento de antemano.
Colaboración Transparencia y Eficiencia en la Comunicación
La colaboración eficaz es fundamental para el éxito de un proyecto: evaluar las capacidades de colaboración digital del proveedor (portal de clientes, seguimiento del progreso, etc.) y su comunicación. Coloque en la parte superior de su lista aquellos socios que puedan participar íntimamente en la planificación y que puedan identificar y resolver problemas oportunamente.
Preguntas frecuentes
P1: ¿Cuál es la mayor diferencia entre elegir fresas planeadoras para mecanizar aleaciones de aluminio y acero?
Para mecanizar aleaciones de aluminio, elija fresas de cara afilada, de dientes múltiples y de alta velocidad para garantizar una eliminación suave de la viruta y evitar la adhesión de la misma. Para mecanizar acero, elija cortadores ranuradores de viruta resistentes, recubiertos, de dientes bajos y de alta capacidad para mejorar la resistencia al desgaste y la capacidad de rotura de viruta para soportar altas fuerzas de corte.
P2: Al fresar cavidades profundas, ¿es mejor utilizar fresado multicapa con profundidad de corte pequeña o fresado de pocas capas con profundidad de corte grande?
Se recomienda fresado multicapa de pequeña profundidad de corte. Reduce las fuerzas de corte, la deformación de la herramienta y la vibración, facilita la eliminación de virutas y evita el corte secundario . Una gran profundidad de corte en pocas capas puede aumentar fácilmente la carga de la herramienta, aumentar la dificultad de eliminación de viruta y afectar la precisión y la vida útil de la herramienta.
P3: Para lograr un mejor acabado superficial, ¿se debe aumentar la velocidad del husillo o disminuir la velocidad de avance?
La velocidad del husillo y el avance deben optimizarse en conjunto. Primero, asegúrese de un avance razonable por diente y luego aumente la velocidad del husillo para refinar la textura de la superficie. Simplemente disminuir la velocidad de avance puede provocar fácilmente una fricción excesiva entre la herramienta y la pieza de trabajo, lo que puede empeorar la calidad de la superficie.
P4: ¿Cómo se maneja el problema de la deformación térmica durante el mecanizado, especialmente en piezas de precisión?
La deformación térmica durante el mecanizado de piezas de precisión se controla eficazmente mediante cuatro métodos: alivio de tensiones en varias etapas, combinación de métodos de enfriamiento adecuados, organización racional de la secuencia del proceso y mecanizado de precisión en un taller de temperatura constante.
P5: ¿Cómo evitar la deformación durante el fresado plano de piezas de paredes delgadas?
El núcleo es reducir las fuerzas de corte y distribuir uniformemente las fuerzas de sujeción . El mecanizado simétrico, la pequeña profundidad de corte y el corte ligero, combinados con herramientas como mandriles de vacío o abrazaderas elásticas, pueden prevenir eficazmente la deformación durante el fresado plano de piezas de paredes delgadas.
P6: ¿Cuál es el proceso típico y el tiempo desde la consulta hasta la recepción del primer lote de piezas?
El proceso típico consta de cuatro pasos: 1 a 2 días hábiles para la confirmación de la cotización, 1 a 3 días hábiles para la programación del proceso, 5 a 10 días para el mecanizado de prototipos/10 a 25 días para el mecanizado de producción en masa y 1 a 5 días para la logística, procediendo de manera ordenada según la demanda.
P7: Si estoy en el extranjero, ¿cómo puedo comunicar eficazmente los detalles del diseño y realizar un seguimiento del progreso de la producción?
Los clientes extranjeros pueden colaborar a través de un portal de clientes en línea las 24 horas, los 7 días de la semana , con un gerente de proyectos bilingüe dedicado, utilizando correo electrónico, videoconferencia y otros métodos para garantizar una comunicación fluida del diseño y un seguimiento del progreso de la producción.
P8: ¿Cuál es la ventaja más singular de elegir JS Precision en comparación con otros proveedores locales o asiáticos?
La principal ventaja es la fusión de capacidades técnicas a nivel europeo y ventajas de costos asiáticas. Esto nos permite resolver mecanizados de precisión complejos desafíos, lograr entregas rápidas y de bajo costo a través de una cadena de suministro eficiente y brindar una experiencia perfecta desde el prototipo hasta la producción en masa.
Resumen
La selección y control de profundidad de fresas planeadas es un campo donde la ciencia y la experiencia se combinan a la perfección en los servicios de fresado CNC. Requiere una comprensión profunda de los principios físicos, un control preciso del rendimiento del equipo y una búsqueda continua de la rentabilidad.
JS Precision, con su pensamiento sistémico como núcleo, utiliza tecnología profesional y una rica experiencia para salvaguardar sus proyectos de fresado CNC.
¡Lleve sus necesidades de mecanizado frontal de precisión al siguiente nivel ahora!
Visite el sitio web de JS Precisión, sube tus dibujos de piezas , o comuníquese directamente con nuestro equipo de ingeniería. Recibirá una solución profesional de servicios de fresado CNC que incluye análisis detallado de procesos y recomendaciones de herramientas, y experimentará de primera mano cómo transformamos el fresado de precisión complejo en un éxito predecible y de alta calidad en sus proyectos.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com

