

في خدمات الطحن باستخدام الحاسب الآلي ، وهو قرار أساسي على ما يبدو - أي قطع الطحن يجب اختياره، ومدى عمق القطع الذي يجب استخدامه - يحدد بشكل مباشر الدقة والسلاسة وكفاءة المعالجة وتكلفة الطائرة في النهاية.
علامات الثرثرة، وانحراف الأداة، والتآكل المفرط للأداة، وحتى خردة قطع العمل يمكن أن تنتج عن الاختيار غير الصحيح. إن مفتاح النجاح هو وجود الأدوات المناسبة واستراتيجية المعالجة، سواء كنت تبحث عن أجزاء طحن CNC دقيقة مع أفضل جودة للسطح أو تحتاج إلى إزالة الكثير من المواد بشكل فعال من التجاويف العميقة.

بالإضافة إلى إظهار كفاءة JS Precision في هذا المجال، سيشرح هذا الدليل المبادئ الأساسية لتصنيع الآلات باستخدام الحاسب الآلي لمساعدتك على الابتعاد عن المخاطر النموذجية وتحقيق التوازن المثالي بين الدقة والكفاءة والتكلفة ، سواء في النماذج الأولية أو الإنتاج الضخم.
ملخص الإجابات الأساسية
| التحديات الأساسية | المفاهيم الخاطئة الشائعة | الحلول الاحترافية لشركة JS Precision |
| ضعف التسطيح وعلامات الاهتزاز | يؤدي الاستخدام الأعمى للأدوات ذات القطر الكبير أو عمق القطع المفرط إلى قوى القطع المفرطة. | استنادًا إلى خصائص المواد، وصلابة أداة الماكينة، ودقة الهدف، يتم إجراء الحساب العلمي والتوصية بالعمق الأمثل لقطر الأداة لمجموعة التغذية المقطوعة. |
| انخفاض الكفاءة وفقدان الدقة في تصنيع التجويف العميق | يؤدي استخدام الطحن ذو الطبقات التقليدية إلى زيادة تراكم الأداة، مما يتسبب في الاهتزاز وانحراف الأداة. | قم بتطبيق إستراتيجيات فعالة مثل "الخطوات الصغيرة، والتشغيل السريع" للطحن المدروي واستخدم حاملات الأدوات الصلبة الممتدة لضمان دقة الطحن باستخدام الحاسب الآلي. |
| تكاليف عالية للنماذج الأولية الصغيرة | طلب أدوات مخصصة غير قياسية للنماذج الأولية أو استخدام معلمات تصنيع غير اقتصادية . | استخدم مكتبات الأدوات القياسية الحالية والعمليات المرنة لتحقيق أقصى قدر من التوفير في التكاليف مع تلبية متطلبات الطحن الدقيقة باستخدام الحاسب الآلي. |
| تأخر التسليم للمشاريع العاجلة | عدم كفاية إعداد سلسلة التوريد أو أوقات التحقق من صحة العملية الطويلة للغاية. | تنفيذ عمليات الاستجابة السريعة ، بما في ذلك إعداد المواد شائعة الاستخدام والأدوات القياسية وقوالب العمليات التي تم التحقق من صحتها، لتقصير دورات التسليم. |
الوجبات السريعة الرئيسية:
- تعد الأدوات جزءًا من النظام: يعتمد الاختيار الأمثل على التأثيرات المجمعة لمواد قطعة العمل، وقوة/صلابة أداة الماكينة، واستقرار التركيبات، ودقة الهدف.
- لا يعد عمق القطع معلمة معزولة: فهو يحتاج إلى تحسين بالتزامن مع العرض الشعاعي ومعدل التغذية للحصول على قطع فعال ومستقر.
- استراتيجية مصممة خصيصًا للتجاويف العميقة: يعد تجنب الطبقات البسيطة واستخدام استراتيجية الطحن المستهدفة عالية الأداء (HPML) أمرًا أساسيًا.
- التعاون المبكر يحدد الجوانب الاقتصادية: يؤدي توصيل قابلية التصنيع أثناء مرحلة التصميم إلى تجنب تخصيص الأدوات الباهظة الثمن والعمليات غير الفعالة.
ثق في خدمات الطحن باستخدام الحاسب الآلي من JS Precision: التغلب على تحديات دقة الطحن النهائي
لقد واجه التصنيع المتطور دائمًا تحديات مع التحكم الدقيق في الطحن باستخدام الحاسب الآلي. وفقا ل ايزو 8688-1 وفقًا لمعايير الطحن، غالبًا ما تقع الشركات في فخ دورات إعادة العمل، وزيادة التكاليف، والتأخير بسبب مشكلات مثل تآكل الأدوات، والتشوه الحراري، والثرثرة.
تتمتع شركة JS Precision بخبرة تزيد عن 15 عامًا في مجال خدمات الطحن باستخدام الحاسب الآلي (CNC) ، وقد نجحت في حل العديد من مشكلات الآلات الدقيقة لأكثر من 500 عميل حول العالم، وتغطي العديد من الصناعات ذات الطلب العالي مثل الطيران والمعدات الطبية والأدوات البصرية.
تكمن قوتنا الرئيسية في تنفيذ نهج "التفكير النظامي" عبر عملية المعالجة بأكملها، بدلاً من مجرد تعديل معلمة واحدة بشكل منفصل.
على سبيل المثال، بالنسبة لأحد مشاريع طحن الوجه النهائي لعملائنا لمكونات سبائك التيتانيوم، لم نقوم فقط بتحسين نوع مادة الأداة وعدد الأسنان ولكن أيضًا قمنا بتحسين دقة المعالجة من ±0.02 إلى ±0.005 مم نتيجة لتعديلنا في سرعة أداة الماكينة، ومعدل التغذية، وعمق القطع. كل هذا أدى إلى تحسن بنسبة 30% في عمر الأداة.
تمتلك JS Precision الموارد المناسبة لتشغيل نظام كامل لمراقبة الجودة بدءًا من مستودع المواد الخام وحتى المنتج النهائي. وقد أصبح هذا ممكنًا بفضل وجود أدوات اختبار عالية الدقة مثل مقاييس التداخل الليزرية وآلات قياس الإحداثيات.
جميع مهندسينا لديهم 8 سنوات أو أكثر في التعامل معهم التصميم للتصنيع (DFM) . وبسبب هذا، يصبح من الممكن الإشراف على مشاكل التصنيع المحتملة وتقديم الحلول في وقت مبكر من المشروع.
حتى الآن، تظل معدلات إنتاجية التصنيع لدينا في الأجزاء الدقيقة بمعدل 99.8%. وهذا ينعكس بشكل كبير على موثوقيتنا في هذا المجال. وهذا، بالإضافة إلى معدل إعادة الشراء لعملائنا الذي يزيد عن 75%، يعزز سمعتنا في الشركة.
هل تتطلع إلى تجنب أخطاء الدقة واستلام مشروع الطحن CNC الخاص بك في الوقت المناسب؟ تواصل مع الفريق الهندسي في JS Precision وأخبرهم بمواد الأجزاء والمواصفات الدقيقة ووقت التسليم لمشروعك، وسنقدم لك تقييمًا مجانيًا للعملية وتحسين الحلول لحماية مشروعك.
كيفية اختيار مطحنة الوجه المثالية لمشروع خدمات الطحن باستخدام الحاسب الآلي الخاص بك?
يعد اختيار مطحنة الوجه بمثابة عملية موازنة بين المواد وقدرات الأدوات الآلية والجودة. سيكون لهذا تأثير مباشر على كفاءة وجودة خدمات الطحن CNC التي تتلقاها.
إتقان قطر مطحنة الوجه وعدد الأسنان
تحتوي مطاحن الوجه على العديد من المعلمات واثنتان منها هما القطر الفعال وعدد الأسنان. هم في مركز قطع الكفاءة والجودة.
- القطر الفعال: اختر قطرًا يكون 1.2-1.5 مرة من عرض قطعة العمل لتحقيق توزيع متساوي للقوة، وتقليل التشويش، وكفاءة أفضل.
- اختيار عدد الأسنان: ضع في اعتبارك قوة الآلة والمواد، بالرجوع إلى الجدول التالي:
| مادة الشغل | عدد الأسنان الموصى به | الأسباب الرئيسية |
| سبائك الألومنيوم | 8-12 أسنان | مقاومة منخفضة للقطع، وكفاءة محسنة، وإزالة سلسة للرقائق |
| فُولاَذ | 4-6 أسنان | أخاديد رقاقة كبيرة، مما يقلل من الانسداد وقوة القطع |
| سبائك التيتانيوم | 3-4 أسنان | تبديد جيد للحرارة، يمنع التصاق الرقاقة، ويطيل العمر الافتراضي |
التفاصيل الحاسمة لإدراج المواد والهندسة
تحدد المواد المُدخلة والطلاء والهندسة أداء القطع ويجب أن تكون متطابقة مع سيناريو التشغيل الآلي.
| طلاء / الركيزة | المواد المطبقة | المزايا الأساسية |
| كربيد مطلي بمادة PVD | الألومنيوم، الفولاذ المقاوم للصدأ | صلابة عالية، احتكاك منخفض، مضاد للالتصاق، مناسب للقطع عالي السرعة |
| كربيد مطلي CVD | الصلب والحديد الزهر | التصاق قوي، مقاوم للاهتراء، مقاوم لدرجات الحرارة العالية |
| مطلي بالماس | المعادن غير الحديدية، المواد المركبة | صلابة عالية للغاية، مقاومة للاهتراء، جودة سطح ممتازة |
تأثير إدراج الهندسة
- حافة قطع حادة: مثالية للمواد الأكثر ليونة مثل الألومنيوم مع قوى قطع منخفضة للحصول على لمسة نهائية ناعمة.
- حافة القطع المقواة: مثالية للمواد الصلبة مثل الفولاذ و سبائك التيتانيوم . حواف قطع قوية مضادة للتقطيع.
تعد مطابقة متطلبات خدمات الطحن باستخدام الحاسب الآلي أمرًا ضروريًا لتحقيق الكفاءة والدقة. للحصول على حواف قطع عالية الدقة، اختر خيارات عالية الدقة. للحصول على كفاءة أكبر، اختر إدخالات مقاومة للصدمات.

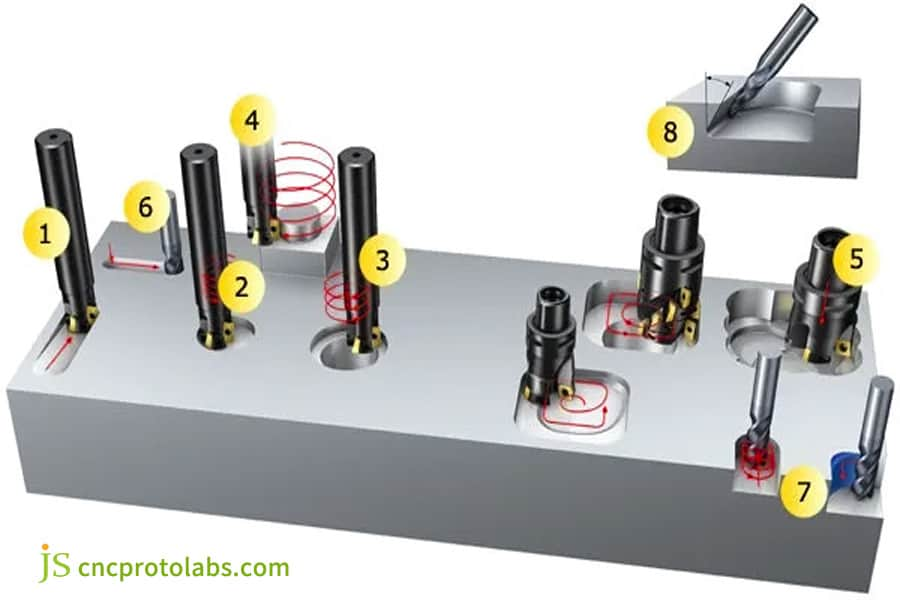
الشكل 1: تم تصميم قواطع الطحن ذات الوجه النهائي بطرق مختلفة بناءً على أشكالها وهياكلها الهندسية.
اعتبارات حاسمة لطحن الجيب العميق في تصنيع الآلات باستخدام الحاسب الآلي
مطلوب عمليات خاصة للطحن ذو التجويف العميق (نسبة العمق إلى العرض تتجاوز 3:1). وتتمثل العقبات الرئيسية في عدم كفاية صلابة الأداة وصعوبات إزالة الرقائق التي تتطلب حلولاً محددة.
المفاضلة بين صلابة الأداة والتراكم
تؤثر نسبة الطول إلى القطر للأداة على الصلابة. إذا كانت النسبة أكبر من 5:1 ، تنخفض الصلابة بشكل كبير، مما يؤدي إلى التشوه والاهتزاز ومشاكل أخرى.
الحلول: استخدم "الطحن بالتتابع" حيث يتم الجمع بين أدوات ذات أطوال مختلفة من أجل التصنيع. استخدم أيضًا حاملات أدوات الصلابة الممتدة والمتوازنة ديناميكيًا.
استراتيجيات لإزالة الرقائق بشكل فعال والتحكم في الحرارة
يمكن أن تؤدي التجاويف العميقة وإزالة الرقائق الضعيفة إلى تصنيع آلي ثانوي وحتى تآكل الأدوات. بدون التحكم النشط، يمكن أن يؤدي تراكم الحرارة إلى تشوه حراري.
- إزالة الرقاقة: استخدم التغذية الحلزونية، جنبًا إلى جنب مع واحد أو أكثر مما يلي: رفع الأداة المجزأة، واستراتيجيات مسار الأدوات المحسنة. قم بالاقتران مع سائل التبريد عالي الضغط (10-20 ميجا باسكال) أو تنظيف الهواء المضغوط.
- التحكم الحراري: تحديد النوع المناسب من سائل القطع، وضبط معلمات القطع، وإجراء تصنيع المكونات عالية الدقة في بيئة يتم التحكم في درجة حرارتها.
هل تريد التصنيع باستخدام الحاسب الآلي الطحن لمكونات التجويف العميق للتغلب على تحديات إزالة الرقائق والصلابة؟ اتصل بـ JS Precision، وسيقدم فريقنا المحترف حلول طحن تجويف عميق مخصصة بناءً على نسبة العرض إلى الارتفاع للجزء الخاص بك وخصائص المواد، مجانًا لتجنب مخاطر المعالجة وضمان دقة الأجزاء وكفاءة التسليم.
الشكل 2: فتحات الطحن والتجاويف والجيوب
معادلة الدقة: تحسين عمق القطع للحصول على دقة طحن CNC لا مثيل لها
يجب أن يلتزم عمق القطع (Ap) بمعلمات القطع المحددة ضمن ايزو 3685 معيار. تعد هذه معلمة أساسية للدقة وتشطيب السطح والكفاءة ويجب تحسينها مع المرحلة المحددة من التصنيع وخصائص النظام.
عمق فلسفة القطع من التخشين والتشطيب
إن أهداف التخشين والتشطيب مختلفة تمامًا، وبالتالي فإن عمق استراتيجيات القطع مختلف تمامًا.
- المعالجة الخشنة: عمق قطع كبير ( قطر الأداة 30% -50% )، عرض قطع متوسط، إزالة سريعة للمواد، مطابقة أداة الآلة وقدرة تحمل الأداة.
- تصنيع دقيق: عمق قطع صغير ( 0.1-0.3 مم )، سرعة عالية، معدل تغذية مرتفع، ضمان جودة السطح ودقة الأبعاد.
تجنب الارتعاش: البحث عن "النقاط الحلوة"
يؤثر الاهتزاز على دقة الطحن باستخدام الحاسب الآلي، ويعد ضبط عمق القطع هو المفتاح لتجنب الاهتزاز .
- سبب الاهتزاز: تعمل المعلمات مثل عمق القطع والسرعة على إثارة الرنين في نظام قطعة العمل الخاصة بأداة الآلة.
- الحل: من خلال ضبط عمق القطع لتجنب تردد الرنين (أي النقطة المثالية في "مخطط فص الاستقرار" )، يمكن تحسين جودة المعالجة وكفاءتها.
هل ترغب في العثور بدقة على "النقطة المثالية" لمعالجة الأجزاء لديك وتحقيق مستوى عالٍ للغاية دقة الطحن باستخدام الحاسب الآلي ؟ قم بإرسال معلومات الأجزاء الخاصة بك ونقاط الألم الخاصة بالتصنيع، وستستخدم JS Precision برامج احترافية لتحليل المحاكاة لتزويدك بحلول مخصصة لتحسين عمق القطع، بحيث يمكن لتصنيع الآلات الدقيقة الخاص بك تجنب الانعطافات.
استراتيجيات تحسين العملية لخدمات الطحن باستخدام الحاسب الآلي الاقتصادية
تأتي وفورات تكلفة خدمات الطحن باستخدام الحاسب الآلي من تحسين العملية برمتها، بدلاً من مجرد خفض أسعار الوحدات، مما يمكن أن يحقق وضعًا مربحًا للجانبين يتمثل في خفض التكلفة وتحسين الكفاءة.
تحسين مسار الأداة: تقليل التشغيل الخامل وتحسين كفاءة القطع
يعد تحسين مسار الأداة هو المفتاح لخفض التكلفة ويؤثر بشكل مباشر على وقت المعالجة وعمر الأداة.
- الطحن عالي السرعة (HSM): يعمل على تحسين سرعة القطع مع ضمان الجودة، مما يجعل تفريغ الرقائق سهلاً.
- تحسين عملية القطع للداخل والخارج: القطع الحلزوني والقطع القوسي لتقليل تلف الشفرة.
- الطحن الديناميكي: حمل القطع المستمر، مما يقلل من التشغيل ويحسن الكفاءة.
مراقبة التكاليف الخفية للمواد والتثبيت
يعتبر معدل استخدام المواد ووقت التثبيت من التكاليف الضمنية، والتي يمكن تقليلها بشكل كبير بعد التحسين.
- تحسين المواد: يعمل التنضيد الذكي على تحسين استخدام اللوحة ويتوافق مع المواصفات القياسية للمواد الخام.
- تحسين التثبيت: استخدام تركيبات معيارية لتقليل وقت الاستبدال والتصحيح، وهو مناسب للإنتاج الصغير والمتوسط.
من النموذج الأولي إلى الإنتاج: الموازنة بين التكلفة والدقة لأجزاء الطحن الدقيقة باستخدام الحاسب الآلي
إنتاج النموذج الأولي أجزاء الطحن CNC الدقيقة يحتاج إلى تحقيق التوازن بين التكلفة والدقة ، ووضع الأساس للإنتاج الضخم وتحقيق انتقال سلس من النموذج الأولي إلى الإنتاج الضخم.
مبدأ "الجيد بما فيه الكفاية" في مرحلة النماذج الأولية
جوهر مرحلة النماذج الأولية هو التحقق الوظيفي. الدقة القصوى ليست مطلوبة، ويمكن التحكم في التكاليف من خلال مبدأ "جيد بما فيه الكفاية".
- تخفيف التفاوتات المسموح بها للأبعاد غير الحرجة لتقليل صعوبة المعالجة.
- استخدم أدوات القطع القياسية لتجنب التكلفة العالية والمهل الزمنية الطويلة للأدوات المخصصة.
- استخدم مواد بديلة يمكن تشكيلها بسهولة للتحقق الوظيفي.
اعتبارات قابلية التوسع في التصميم
يجب أن يأخذ تصميم النموذج الأولي في الاعتبار قابلية التصنيع (DFM) لضمان الانتقال السلس إلى الإنتاج الضخم لخدمات الطحن CNC الدقيقة.
- تجنب الهياكل التي تتطلب أدوات قطع خاصة، مثل نسب العرض إلى الارتفاع القصوى ونصف قطر الزاوية الداخلي الصغير للغاية.
- توحيد الأبعاد مثل أقطار الثقب والشرائح للتكيف مع أدوات وتركيبات القطع القياسية للإنتاج الضخم .
هل تواجه صعوبة في الانتقال من النماذج الأولية إلى الإنتاج الضخم لأجزاء الطحن الدقيقة باستخدام الحاسب الآلي؟ قم بتحميل رسومات تصميم النموذج الأولي الخاص بك، وسيزودك مهندسو سوق دبي المالي في JS Precision بتحليل مجاني لقابلية التصنيع لمساعدتك على تحسين التصميم الخاص بك، وموازنة تكاليف النماذج الأولية وجدوى الإنتاج الضخم، وتقليل تأخيرات المشروع.
كيف تضمن خدمات الطحن CNC الدقيقة تحقيق التحول السريع?
تضع المشاريع العاجلة ضغطًا على الاستجابة المخططة للمورد. احترافي خدمات الطحن CNC الدقيقة يتمتع مقدمو الخدمة بالقدرة على تقديم منتجات وخدمات عالية الجودة بسرعة كبيرة بسبب استخدامهم للعمليات والتقنيات القياسية.
عملية المسار السريع والموارد المحجوزة
تقدم JS Precision بروتوكول Quick-Turn للتأكد من استمرار المشاريع العاجلة في المضي قدمًا.
- جدولة الأولويات: تفتح مسارًا سريعًا يضمن توفر الموارد.
- التواصل المخصص: يتوفر مدير المشروع على مدار الساعة لتقديم التحديثات حول التقدم المحرز في المشروع.
- الموارد المحجوزة: يحتفظ بمخزون المواد والأدوات القياسية المستخدمة بشكل متكرر، وبالتالي تجنب التأخير في الشراء.
المحاكاة الرقمية ونجاح القطعة الأولى
تعد المحاكاة الرقمية بمثابة وعد تقني لتسليم المشاريع العاجلة في الوقت المناسب وطريقة للتحايل على تأخير تصحيح الأخطاء في الموقع.
- محاكاة الاصطدام: تتيح للمرء التنبؤ بمخاطر الاصطدام، وبالتالي ضمان سلامة التصنيع.
- تقدير الوقت: تخطيط الإنتاج بدقة كبيرة لمنع تأخير التسليم.
- نجاح القطعة الأولى: يقلل من تصحيح الأخطاء، وبالتالي يوفر الوقت.
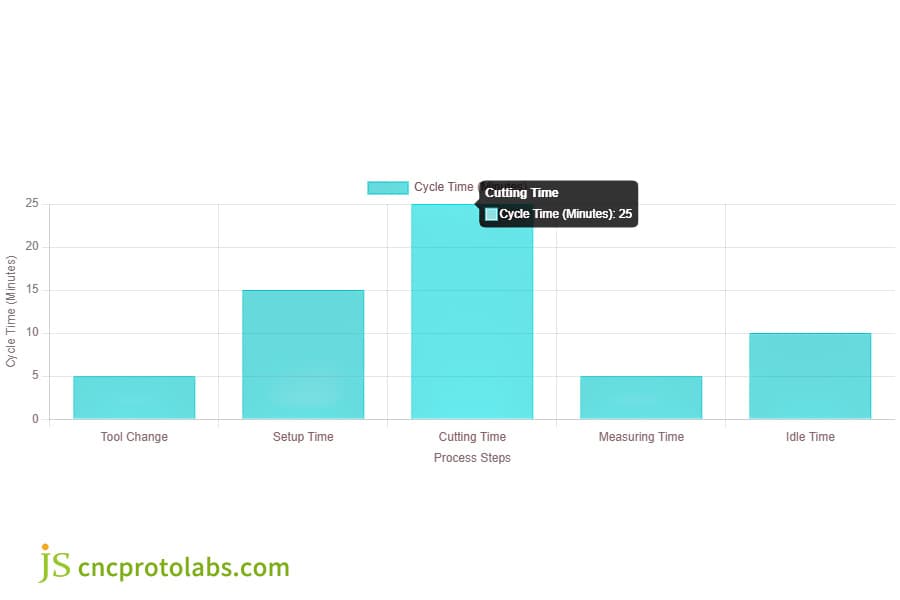
الشكل 3: يوضح هذا المخطط الشريطي المكونات المختلفة لوقت الدورة في عملية الطحن باستخدام الحاسب الآلي. ومن خلال تحليل هذه العمليات وتحسينها، يمكن للمشغلين تحسين الكفاءة الإجمالية بشكل كبير.
دراسة الحالة: من الثرثرة إلى اللمسة النهائية المرآة: تحقيق Ra<0.4μm على لوح ألومنيوم كبير
العميل والتحدي:
تحتاج الشركة المصنعة للمعدات البصرية إلى معالجة مقاس 600 مم × 400 مم سبائك الألومنيوم منصة مرجعية، تتطلب التسطيح <0.05 مم وRa <0.4 ميكرومتر.
أدت مشكلات عملية المورد السابق إلى ظهور علامات اهتزاز وعدم الالتزام بمعايير التسطيح، مما جعل المشروع على وشك الإلغاء. إنهم بحاجة ماسة إلى مزود خدمات طحن CNC دقيق وموثوق.
حل JS Precision:
بعد توليها المشروع، نظمت JS Precision على الفور فريقًا هندسيًا لإجراء تشخيص للنظام، وتحديد السبب الجذري للمشكلة في نهاية المطاف وتطوير حل مستهدف.
تشخيص النظام:
من خلال التحليل، قرر فريق JS Precision أن مشاكل المورد السابق تنبع بشكل أساسي من جانبين.
- أولاً، لم تكن صلابة نظام قطعة العمل والمغزل والأداة كافية. أدت الأداة ذات القطر الكبير والأسنان المنخفضة المستخدمة إلى توزيع غير متساوٍ للقوة أثناء القطع، مما أدى إلى حدوث رنين.
- ثانيًا، أدى عدم التطابق بين عمق القطع وسرعة المغزل ومعدل التغذية إلى تفاقم الثرثرة.
التدابير الدقيقة:
- أولاً، تم استخدام قاطع وجه دقيق بقطر أصغر (φ50 مم) مع عدد أكبر من الأسنان (10 أسنان) لتقليل قوة القطع لكل سن وتقليل اهتزاز النظام.
- ثانيًا، تم إنشاء مخطط فص الاستقرار باستخدام برامج متخصصة، وتم إعادة حساب وتطبيق عمق القطع الأمثل (0.2 مم) وسرعة المغزل (8000 دورة في الدقيقة).
- أخيرًا، تم استخدام طريقة "الطحن المتسلق" جنبًا إلى جنب مع مغزل عالي الدقة للطحن النهائي، مما يزيد من تحسين الانتهاء من السطح .
الرقابة البيئية:
نظرًا لأن تصنيع سبائك الألومنيوم يمكن أن يتأثر بسهولة شديدة بتغيرات درجات الحرارة، فقد تم تطبيق بيئة خاضعة للرقابة (مع نطاق درجة حرارة ± 1 درجة مئوية ) أثناء عمليات التشغيل وتم استخدام طريقة MQL.
لم تقلل هذه الممارسة بشكل كبير من كمية سائل القطع الذي يلوث السطح فحسب، بل تمكنت أيضًا من التحكم في درجة حرارة القطع بشكل جيد، وبالتالي منع حدوث أي تشوه حراري.
نتائج:
تم إنتاج الدفعة الأولى من قطع العمل بنجاح دفعة واحدة، حيث تم الحصول على استواء يبلغ 0.03 مم وتحقيق خشونة سطح تبلغ Ra 0.35μm، مما أدى إلى تشطيب مرآة رائع.
لم يتمكن العميل من إنقاذ المشروع فحسب، بل دخل أيضًا في شراكة طويلة الأمد مع JS Precision، وستتم معالجة جميع الطلبات اللاحقة للمنصات عالية الدقة بواسطتنا.
حتى الآن، ظل إنتاج التصنيع لهذه السلسلة من الأجزاء عند مستوى مثير للإعجاب بنسبة 100% وتم تخفيض دورة التسليم بنسبة 15% مقارنة بالتوقعات الأصلية للعميل.
هل تواجه أيضًا نفس الصعوبة في تحقيق الدقة المطلوبة للطحن الدقيق؟ إذا كان الأمر كذلك، فقم بإلقاء نظرة على المزيد من قصص النجاح من JS Precision واكتشف كيف نتعامل مع صعوبات التصنيع للعملاء في مختلف الصناعات. إذا كانت لديك متطلبات تصنيع أجزاء معينة، فما عليك سوى تحميل رسوماتك مع ملاحظة "تحسين الدقة"، وسنرد عليك بدراسة جدوى مجانية وعرض أسعار دقيق.
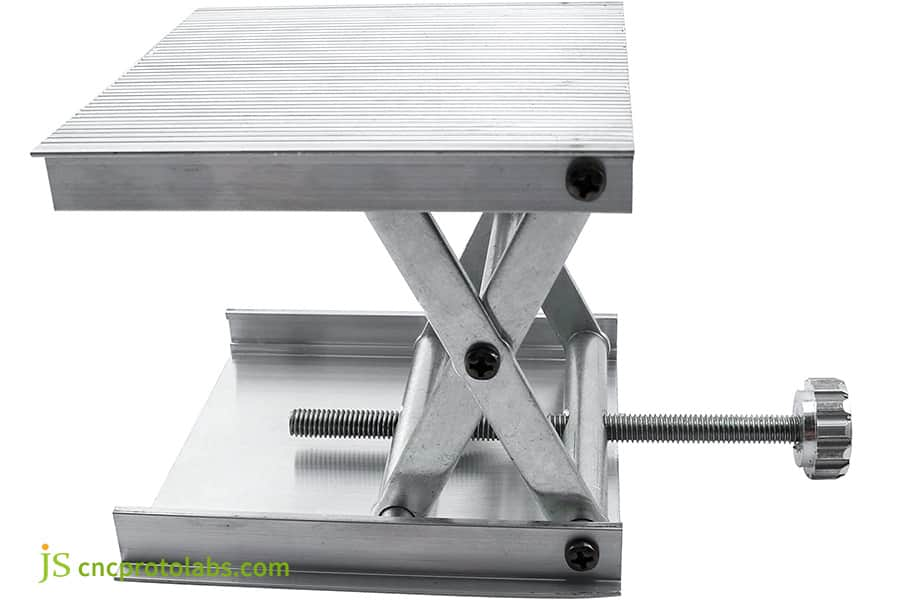
الشكل 4: منصة مرجعية من سبائك الألومنيوم للمعدات البصرية
كيفية التحقق من المورد للحصول على خدمات طحن CNC دقيقة موثوقة
بائع جدير بالثقة ل الطحن باستخدام الحاسب الآلي الدقة ستقضي الخدمات على المخاطر المتعلقة بالجودة والتكلفة والتسليم. ومع ذلك، تتطلب هذه العملية تقييمًا شاملاً لمختلف الجوانب مثل المهارات التقنية وفعالية التعاون بدلاً من مجرد النظر في السعر والآلات.
تقييم القدرة الفنية: ما وراء قائمة المعدات
إن تقييم القدرات التقنية هو أكثر بكثير من مجرد الحصول على جرد للمعدات: قم بتحليل اكتمال قاعدة بيانات العملية ونظام إدارة الأدوات وفحص جودة العملية الكاملة وتطبيق SPC وتجربة سوق دبي المالي للفريق الهندسي. يمكن لأفضل الموردين التعويض عن مخاطر المعالجة مسبقًا.
شفافية التعاون وكفاءة الاتصال
يعد التعاون الفعال أمرًا ضروريًا لنجاح المشروع: تقييم قدرات التعاون الرقمي للمورد (بوابة العملاء، وتتبع التقدم، وما إلى ذلك) وتواصلهم. ضع في أعلى قائمتك هؤلاء الشركاء الذين يمكن أن يشاركوا بشكل وثيق في التخطيط والذين يمكنهم تحديد المشكلات وحلها في الوقت المناسب.
الأسئلة الشائعة
س 1: ما هو الفرق الأكبر بين اختيار قواطع الطحن السطحية لتصنيع سبائك الألومنيوم والصلب؟
لتصنيع سبائك الألومنيوم، اختر قواطع طحن عالية السرعة ومتعددة الأسنان وحادة الوجه لضمان إزالة الرقائق بسلاسة ومنع التصاق الرقائق. بالنسبة لتصنيع الفولاذ، اختر قواطع مخددة صلبة ومطلية ومنخفضة الأسنان وعالية السعة لتحسين مقاومة التآكل والقدرة على كسر الرقائق لتحمل قوى القطع العالية.
س 2: عند الطحن بالتجويف العميق، هل من الأفضل استخدام عمق صغير للطحن متعدد الطبقات أو عمق كبير لطحن الطبقات القليلة؟
يوصى بعمق صغير للطحن متعدد الطبقات. فهو يقلل من قوى القطع، وتشوه الأداة والثرثرة، ويسهل إزالة الرقاقة، ويمنع القطع الثانوي . يمكن أن يؤدي العمق الكبير لطبقات القطع القليلة إلى زيادة حمل الأداة بسهولة، وزيادة صعوبة إزالة الرقاقة، والتأثير على الدقة وعمر الأداة.
س 3: لتحقيق تشطيب أفضل للسطح، هل يجب زيادة سرعة المغزل أو تقليل معدل التغذية؟
يجب تحسين سرعة المغزل ومعدل التغذية بالترادف. أولاً، تأكد من تغذية معقولة لكل سن، ثم قم بزيادة سرعة المغزل لتحسين نسيج السطح. إن مجرد تقليل معدل التغذية يمكن أن يؤدي بسهولة إلى احتكاك مفرط بين الأداة وقطعة العمل، مما قد يؤدي إلى تفاقم جودة السطح.
س 4: كيف يمكنك التعامل مع مشكلة التشوه الحراري أثناء التصنيع، وخاصة على الأجزاء الدقيقة؟
يتم التحكم بشكل فعال في التشوه الحراري أثناء المعالجة الدقيقة للأجزاء من خلال أربع طرق: تخفيف الضغط متعدد المراحل، ومطابقة طرق التبريد المناسبة، والترتيب العقلاني لتسلسل العملية، والتصنيع الدقيق في ورشة عمل ذات درجة حرارة ثابتة.
س5: كيف يمكن منع التشوه أثناء الطحن المستوي للأجزاء ذات الجدران الرقيقة؟
جوهر الأمر هو تقليل قوى القطع وتوزيع قوى التثبيت بالتساوي . يمكن للتصنيع المتناظر، وعمق القطع الصغير، والقطع الخفيف، جنبًا إلى جنب مع الأدوات مثل ظرف التفريغ أو المشابك المرنة، أن يمنع بشكل فعال التشوه أثناء الطحن المستوي للأجزاء ذات الجدران الرقيقة.
س 6: ما هي العملية النموذجية والوقت من الاستفسار إلى استلام الدفعة الأولى من الأجزاء؟
تتكون العملية النموذجية من أربع خطوات: 1-2 يوم عمل لتأكيد عرض الأسعار، و1-3 أيام عمل لبرمجة العملية، و5-10 أيام لتصنيع النماذج الأولية/10-25 يومًا لتصنيع الإنتاج الضخم، و1-5 أيام للخدمات اللوجستية، والمضي قدمًا بطريقة منظمة وفقًا للطلب.
س7: إذا كنت بالخارج، كيف يمكنني توصيل تفاصيل التصميم بشكل فعال وتتبع تقدم الإنتاج؟
يمكن للعملاء في الخارج التعاون من خلال بوابة عملاء عبر الإنترنت تعمل على مدار 24 ساعة طوال أيام الأسبوع ، مع مدير مشروع ثنائي اللغة مخصص، باستخدام البريد الإلكتروني ومؤتمرات الفيديو وطرق أخرى لضمان التواصل السلس للتصميم وتتبع تقدم الإنتاج.
س 8: ما هي الميزة الفريدة لاختيار JS Precision مقارنة بالموردين المحليين أو الآسيويين الآخرين؟
الميزة الأساسية هي دمج القدرات التقنية على المستوى الأوروبي ومزايا التكلفة الآسيوية. هذا يسمح لنا بذلك حل الآلات الدقيقة المعقدة التحديات، وتحقيق تسليم منخفض التكلفة وسريع من خلال سلسلة توريد فعالة، وتوفير تجربة سلسة بدءًا من النموذج الأولي وحتى الإنتاج الضخم.
ملخص
يعد الاختيار والتحكم في العمق لقواطع الطحن الوجهية مجالًا يتم فيه الجمع بين العلم والخبرة بشكل مثالي في خدمات الطحن باستخدام الحاسب الآلي. فهو يتطلب فهمًا عميقًا للمبادئ الفيزيائية، والتحكم الدقيق في أداء المعدات، والسعي المستمر لتحقيق كفاءة التكلفة.
تستخدم JS Precision، التي تفكر في أنظمتها في جوهرها، التكنولوجيا الاحترافية والخبرة الغنية لحماية مشاريع الطحن CNC الخاصة بك.
خذ احتياجات المعالجة الدقيقة للوجه إلى المستوى التالي الآن!
تفضل بزيارة موقع JS Precision، قم بتحميل رسومات الجزء الخاص بك أو اتصل بفريقنا الهندسي مباشرة. سوف تتلقى حلاً احترافيًا لخدمات الطحن باستخدام الحاسب الآلي، بما في ذلك التحليل التفصيلي للعمليات وتوصيات الأدوات، وستختبر بشكل مباشر كيفية تحويل الطحن الدقيق المعقد إلى نجاح يمكن التنبؤ به وعالي الجودة في مشاريعك.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
الدقة شبيبة فريق
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com

