

でCNCフライス加工サービスどの正面フライスを選択するか、どれだけの切り込み深さを使用するかという、一見基本的な決定が、平面の精度、滑らかさ、加工効率、そして最終的にはコストを直接決定します。
不適切な選択により、ビビリマーク、工具のたわみ、過度の工具摩耗、さらにはワークピースのスクラップが発生する可能性があります。成功の鍵は、最高の表面品質を備えた精密 CNC フライス加工部品を探している場合でも、深いキャビティから大量の材料を効果的に除去する必要がある場合でも、適切なツールとプロセス戦略を持つことです。

この分野における JS Precision の熟練度を実証することに加えて、このガイドでは CNC フライス加工の基本原理を詳しく説明し、プロトタイピングでも量産でも、典型的な落とし穴を回避し、精度、効率、コストの理想的なバランスを達成するのに役立ちます。
主要な回答の要約
| 主要な課題 | よくある誤解 | JS Precision のプロフェッショナル ソリューション |
| 平坦度不良と振動痕 | むやみに大径工具を使用したり、過度の切込みを行うと、過剰な切削抵抗が発生します。 | 材料特性、工作機械の剛性、目標精度をもとに、最適な工具径と送りの組み合わせを科学的に計算し推奨します。 |
| 深キャビティ加工における低効率と精度の低下 | 従来の積層フライス加工を使用すると、過度の工具オーバーハングが発生し、振動や工具のたわみが発生します。 | 「小さなステップ、速い実行」トロコイド ミーリングなどの効率的な戦略を適用し、拡張された剛性ツールホルダーを使用して CNC ミーリングの精度を確保します。 |
| 少量のプロトタイピングには高コストがかかる | プロトタイプ用に専用の非標準ツールを注文したり、不経済な加工パラメータを使用したりする。 | 既存の標準化されたツール ライブラリと柔軟なプロセスを利用して、高精度 CNC フライス加工要件を満たしながらコストを最大限に節約します。 |
| 緊急プロジェクトの納期遅延 | サプライチェーンの準備が不十分であるか、プロセスの検証時間が過度に長い。 | 一般的に使用される材料、標準ツール、検証済みのプロセス テンプレートの準備など、迅速な対応プロセスを実装して、納品サイクルを短縮します。 |
重要なポイント:
- ツーリングはシステムの一部です。最適な選択は、ワーク材質、工作機械の出力/剛性、治具の安定性、およびターゲット精度の複合効果によって決まります。
- 切込み深さは独立したパラメータではありません。効率的かつ安定した切削を実現するには、半径方向の幅と送り速度と組み合わせて最適化する必要があります。
- 深いキャビティに対するオーダーメイドの戦略:単純な積層を避け、ターゲットを絞った高性能ミリング (HPML) 戦略を採用することが重要です。
- 初期のコラボレーションが経済性を決定します。設計段階で製造可能性を伝えることで、高価なツールのカスタマイズや非効率なプロセスを回避できます。
Trust JS Precision の CNC フライス加工サービス: 端面フライス加工精度の課題を克服
ハイエンドの製造業では、CNC フライス加工の精度制御に関する課題が常に発生しています。によると、 ISO 8688-1フライス加工標準に準拠していないため、企業は多くの場合、工具の磨耗、熱変形、びびりなどの問題により、やり直し作業、コストの増加、遅延のサイクルに陥ることがよくあります。
JS Precision は、 CNC フライス加工サービスで 15 年以上の経験があり、航空宇宙、医療機器、光学機器などの需要の高い複数の業界をカバーし、世界中の 500 を超える顧客のさまざまな精密加工の問題を解決してきました。
当社の主な強みは、1 つのパラメータを個別に調整するのではなく、加工プロセス全体にわたって「システム思考」アプローチを導入していることです。
たとえば、クライアントのチタン合金部品の端面フライス加工プロジェクトの 1 つでは、工具の材質と歯数を最適化しただけでなく、工作機械の速度、送り速度、切り込み深さを調整したことで、加工精度が ±0.02 mm から ±0.005 mm に向上しました。これらすべてにより、工具寿命が 30% 向上しました。
JS Precision は、原材料倉庫から最終製品に至るまで完全な品質管理システムを運用するための適切なリソースを備えています。これは、レーザー干渉計や座標測定機などの高精度検査ツールの存在によって可能になります。
当社のエンジニアは全員、8 年以上の経験を持っています。 製造のための設計 (DFM) 。これにより、潜在的な加工問題を監視し、プロジェクトの早い段階で解決策を提供することが可能になります。
これまでのところ、当社の精密部品の加工歩留まりは99.8%を維持しています。これは現場での当社の信頼性を大きく反映しています。これに 75% 以上の顧客再購入率が加わり、社内での当社の評判はさらに高まりました。
精度のミスを避け、CNC フライス加工プロジェクトをタイムリーに受け取りたいと考えていますか? JS Precision のエンジニアリング チームに連絡して、部品の材質、精度の仕様、プロジェクトの納期を知らせてください。プロジェクトを保護するために、無料のプロセス評価とソリューションの最適化を提供します。
CNC フライス加工サービス プロジェクトに最適なフェースミルを選択するにはどうすればよいですか?
フェースミルの選択は、材料、工作機械の機能、品質のバランスを考慮して行う必要があります。これは、お客様が受ける CNC フライス加工サービスの効率と品質に直接影響します。
フェースミルの直径と歯数をマスターする
フェースミルには多くのパラメータがあり、そのうちの 2 つは有効径と歯数です。これらは切断効率と品質の中心です。
- 有効直径:ワークピース幅の1.2 ~ 1.5 倍の直径を選択して、均一な力の分散、びびりの低減、および効率の向上を実現します。
- 歯数の選択:次の表を参照して、工作機械の出力と材質を考慮します。
| ワーク材質 | 推奨歯数 | 主な理由 |
| アルミニウム合金 | 8-12歯 | 切削抵抗が低く、能率が向上し、スムーズな切りくず排出が可能です。 |
| 鋼鉄 | 4~6本の歯 | 大きな切りくず溝で目詰まりと切削抵抗を低減 |
| チタン合金 | 3~4本の歯 | 放熱性が良く、切りくずの付着を防止し、寿命を延ばします。 |
インサートの材質と形状の決定的な詳細
インサートの材質、コーティング、形状は切削性能を決定するため、加工シナリオに適合させる必要があります。
| コーティング/基板 | 適用材料 | 主な利点 |
| PVDコーティング超硬 | アルミニウム、ステンレス | 高硬度、低摩擦、耐凝着性があり、高速切削に適しています。 |
| CVDコーティング超硬 | 鋼、鋳鉄 | 強力な接着力、耐摩耗性、耐高温性 |
| ダイヤモンドコーティング | 非鉄金属、複合材料 | 非常に高い硬度、耐摩耗性、優れた表面品質 |
インサート形状の影響
- シャープな刃先:アルミニウムなどの柔らかい素材に最適で、切削抵抗が低く、滑らかな仕上がりが得られます。
- 強化された刃先:鋼や金属などのより硬い材料に最適です。 チタン合金。チッピングを防止する強力な切れ刃。
効率と精度を確保するには、CNC フライス加工サービスの要件に適合することが必須です。高精度の刃先を使用するには、高精度のオプションを選択してください。効率を高めるには、耐衝撃性のあるインサートを選択してください。

図 1 端面フライスは、幾何学的形状と構造に基づいてさまざまな方法で設計されています。
CNC フライス加工におけるディープポケットミーリングの重要な考慮事項
深いキャビティのフライス加工(深さと幅の比が 3:1 を超える)には、特別なプロセスが必要です。主な障害は、ツールの剛性が不十分であることと、切りくずの除去が難しいことであり、これらには特別な解決策が必要です。
工具の剛性とオーバーハングのトレードオフ
工具の長さと直径の比率は剛性に影響します。 5:1を超えると剛性が著しく低下し、変形やびびりなどが発生します。
解決策:異なる長さの工具を組み合わせて加工する「リレーミーリング」を使用します。動的バランスがとれた剛性の高いツールホルダも使用してください。
効果的な切りくず除去と熱制御のための戦略
キャビティが深く、切りくずの除去が不十分な場合は、二次加工が発生し、さらには工具の摩耗が発生する可能性があります。アクティブな制御がないと、熱が蓄積して熱変形が発生する可能性があります。
- 切りくず除去:ヘリカル送りを次の 1 つ以上と組み合わせて使用します: セグメント化された工具リフトおよび最適化されたツールパス戦略。高圧(10~20MPa)クーラントまたは圧縮空気フラッシングと組み合わせてください。
- 熱制御:適切なタイプの切削液を選択し、切削パラメータを調整し、温度制御された環境で高精度部品の加工を実行します。
欲しいですかCNCフライス加工深いキャビティコンポーネントで切りくず除去と剛性の課題を克服するには? JS Precision にお問い合わせください。当社の専門チームは、加工リスクを回避し、部品の精度と納品効率を確保するために、お客様の部品のアスペクト比と材料特性に基づいてカスタマイズされた深キャビティフライス加工ソリューションを無料で提供します。
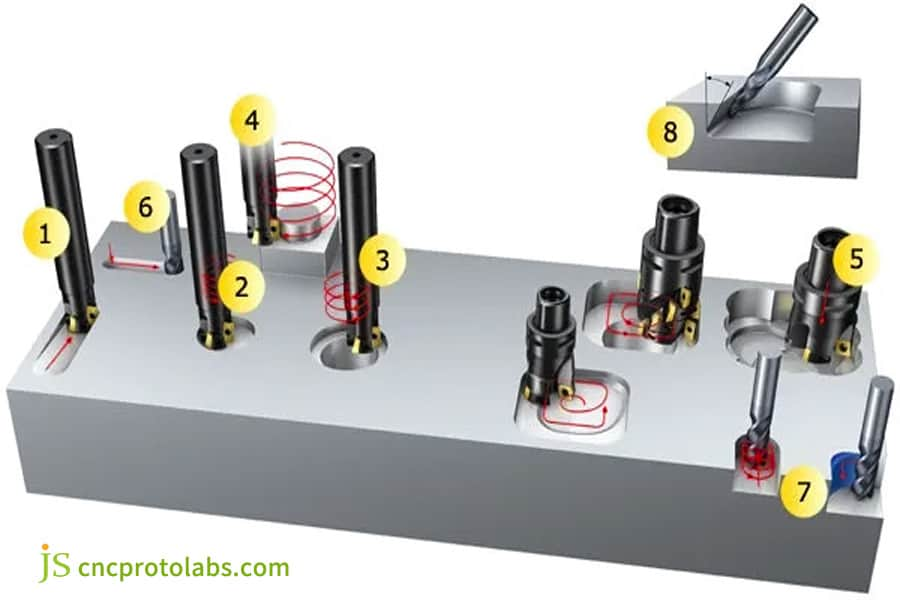
図 2 穴とキャビティ、ポケットのフライス加工
精度の方程式: 比類のない CNC フライス加工精度を実現するための切込み深さの最適化
切込み深さ (Ap) は、仕様内で確立された切削パラメータに従う必要があります。 ISO3685標準。これは、精度、表面仕上げ、効率の主要なパラメータであり、加工の特定の段階とシステムの特性に合わせて最適化する必要があります。
切込み量 荒加工と仕上げ加工の考え方
荒加工と仕上げ加工の目標はまったく異なるため、切削深さの戦略もまったく異なります。
- 荒加工:大きな切込み深さ (工具直径 30% ~ 50% )、適度な切削幅、素早い材料除去、工作機械と工具の支持能力のマッチング。
- 精密加工:小さな切込み深さ ( 0.1 ~ 0.3 mm )、高速、高送り速度で、表面品質と寸法精度を保証します。
震えを避ける:「スイートポイント」を探す
振動は CNC フライス加工の精度に影響を与えるため、切削深さの調整が振動を回避する鍵となります。
- 振動の理由:切削深さや速度などのパラメータにより、工作機械のワークシステム内で共振が引き起こされます。
- 解決策:共振周波数 (つまり、 「安定ローブ図」のスイート スポット) を回避するように切削深さを調整することにより、加工品質と効率を向上させることができます。
部品加工の「スイートスポット」を正確に見つけて超高精度を達成したい CNCフライス精度?部品情報と加工の問題点を送信していただくと、JS Precision が専門的なソフトウェアを使用してシミュレーション分析を行い、カスタマイズされた切り込み深さの最適化ソリューションを提供します。これにより、精密加工が迂回路を回避できるようになります。
経済的な CNC フライス加工サービスのためのプロセス最適化戦略
CNC フライス加工サービスのコスト削減は、単純に単価を下げるのではなく、プロセス全体を最適化することで実現され、コスト削減と効率向上というWin-Win の状況を実現できます。
ツールパスの最適化: 空運転を減らし、切削効率を向上させます。
ツールパスの最適化はコスト削減の鍵であり、加工時間とツール寿命に直接影響します。
- 高速ミーリング(HSM):品質を確保しながら切削速度を向上させ、切りくず排出を容易にします。
- 切断のインと切断を最適化:スパイラル切断と円弧切断によりブレードの損傷を軽減します。
- ダイナミックミーリング:一定の切削負荷により、ランニングを軽減し、効率を向上させます。
材料とクランプの隠れたコスト管理
材料の利用率とクランプ時間は暗黙のコストであり、最適化後に大幅に削減できます。
- 材料の最適化:インテリジェントな植字によりボードの使用率が向上し、標準の原材料仕様に適合します。
- クランプの最適化:モジュール式治具を使用して交換とデバッグの時間を短縮し、中小規模の生産に適しています。
プロトタイプから生産まで: 精密 CNC フライス加工部品のコストと精度のバランス
原型製作精密CNCフライス加工部品コストと精度のバランスを保ち、量産の基礎を築き、試作から量産へのスムーズな移行を実現する必要があります。
プロトタイピング段階における「十分な品質」の原則
プロトタイピングフェーズの中核は機能検証です。極端な精度は必要なく、 「十分な品質」の原則に従ってコストを管理できます。
- 加工の難易度を下げるために、重要ではない寸法の公差を緩和します。
- カスタムツールの高コストと長い納期を避けるために、標準の切削ツールを使用してください。
- 機能検証には、容易に機械加工できる代替材料を使用します。
設計のスケーラビリティに関する考慮事項
プロトタイプの設計では、精密 CNC フライス加工サービスの量産へのスムーズな移行を確実にするために、製造中止可能性 (DFM) を考慮する必要があります。
- 極端なアスペクト比や非常に小さい内側コーナー半径など、特殊な切削工具を必要とする構造は避けてください。
- 穴径やフィレットなどの寸法を標準化し、標準的な量産切削工具や治具に適合させます。
精密 CNC フライス加工部品の試作から量産への移行に苦労していませんか?プロトタイプの設計図面をアップロードすると、JS Precision の DFM エンジニアが無料の製造可能性分析を提供して、設計の最適化、プロトタイピングのコストと量産の実現可能性のバランスをとり、プロジェクトの遅延を最小限に抑えるのに役立ちます。
専門家の精密 CNC フライス加工サービスがどのようにして迅速な納期を保証するのか?
緊急のプロジェクトは、サプライヤーの計画された対応にプレッシャーを与えます。プロ精密CNCフライス加工サービスプロバイダーは、標準的なプロセスとテクノロジーを使用しているため、高品質の製品とサービスを非常に迅速に提供する能力を備えています。
ファストトラックプロセスと予約されたリソース
JS Precision は、緊急プロジェクトを継続的に進めるために、Quick-Turn Protocol を導入しています。
- 優先スケジューリング:リソースの可用性を保証する迅速な対応を可能にします。
- 専用のコミュニケーション:プロジェクト マネージャーが 24 時間常駐し、プロジェクトの進捗状況に関する最新情報を提供します。
- 予約済みリソース:頻繁に使用される材料や標準ツールの在庫を保管し、調達の遅れを回避します。
デジタル シミュレーションと最初の成功
デジタル シミュレーションは、緊急プロジェクトをタイムリーに提供するための技術的な約束であり、オンサイトのデバッグの遅延を回避する方法です。
- 衝突シミュレーション:衝突のリスクを予測し、加工の安全性を保証します。
- 時間の見積もり:納期の遅れを防ぐために、高い精度で生産計画を立てます。
- 最初の成功:デバッグが軽減され、それによって時間が節約されます。
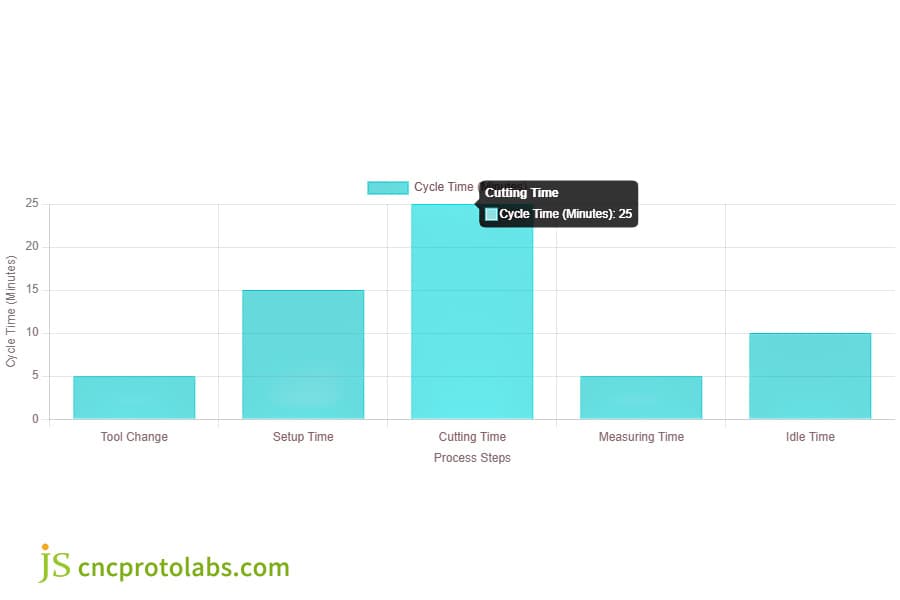
図 3 この棒グラフは、CNC フライス加工プロセスのサイクル タイムのさまざまな要素を示しています。これらのプロセスを分析して最適化することで、オペレーターは全体の効率を大幅に向上させることができます。
導入事例:びびりから鏡面仕上げまで:大型アルミ板でRa<0.4μmを実現
クライアントと課題:
光学機器メーカーでは600mm×400mmの加工が必要アルミニウム合金平坦度 < 0.05mm および Ra < 0.4μm を必要とする基準プラットフォーム。
以前のサプライヤーのプロセス上の問題により、振動マークや平面度基準の不遵守が生じ、プロジェクトは中止の危機に瀕しました。信頼できる高精度 CNC フライス加工サービス プロバイダーが緊急に必要です。
JS Precision のソリューション:
JS Precision はプロジェクトを引き継いだ後、すぐにエンジニアリング チームを編成してシステム診断を実施し、最終的に問題の根本原因を特定し、的を絞ったソリューションを開発しました。
システム診断:
JS Precision チームは分析を通じて、以前のサプライヤーの問題は主に 2 つの側面から生じていると判断しました。
- まず、工具・主軸・ワーク系の剛性が不十分でした。大径・低刃工具を使用したため、切削時の力の分布が不均一となり、共振が発生しました。
- 第二に、切込み深さ、主軸速度、送り速度の不一致によりびびりがさらに悪化しました。
正確な測定:
- まず、小径(φ50mm)精密正面カッターの刃数を増やし(10枚刃)、 1刃当たりの切削抵抗を低減し、システムの振動を低減しました。
- 次に、専用ソフトウェアを使用して安定ローブ図を作成し、最適化された切込み深さ (0.2 mm) と主軸速度 (8000 rpm) を再計算して適用しました。
- 最終仕上げ加工には超高精度主軸を組み合わせた「登りフライス加工」を採用し、さらなる加工精度の向上を実現しました。表面仕上げ。
環境管理:
アルミニウム合金の加工は温度変化の影響を非常に受けやすいため、加工作業中に制御された環境(温度範囲±1℃ )が適用され、MQL メソッドが使用されました。
この方法により、表面を汚染する切削液の量が大幅に減少しただけでなく、切削温度も適切に管理され、熱変形の発生が阻止されました。
結果:
初回ロットのワークは一度に作製することに成功し、平面度0.03mm、表面粗さRa0.35μmを達成し、見事な鏡面仕上げを実現した。
お客様はプロジェクトを保存できただけでなく、JS Precision と長期的なパートナーシップを締結しました。その後の高精度プラットフォームの注文はすべて当社が処理します。
これまでのところ、この部品シリーズの機械加工歩留まりは100% という驚異的な水準を維持しており、顧客の当初の期待と比較して納期サイクルは 15% 短縮されています。
あなたも、精密フライス加工に必要な精度を達成するのに同じ困難に直面していませんか?その場合は、JS Precision の成功事例をさらにご覧になり、さまざまな業界のクライアントの機械加工の問題に当社がどのように対処しているかをご覧ください。特定の部品加工要件がある場合は、「精度の最適化」という注記を付けて図面をアップロードしてください。無料の実現可能性調査と正確な見積もりを返信いたします。
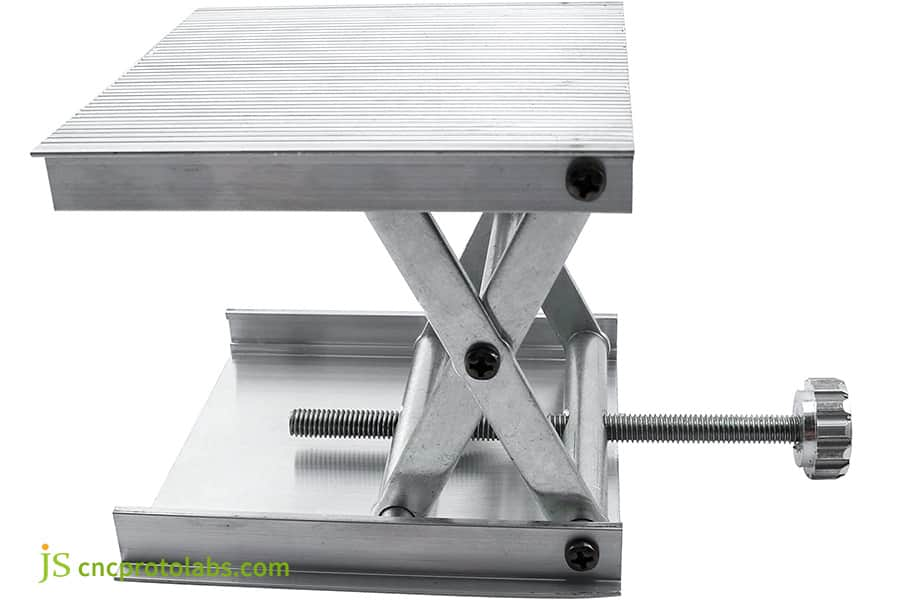
図4 光学機器用アルミニウム合金リファレンスプラットフォーム
信頼性の高い高精度 CNC フライス加工サービスのサプライヤーを精査する方法
信頼できるベンダー精密CNCフライス加工サービスにより、品質、コスト、納期に関するリスクが排除されます。ただし、このプロセスでは、価格や設備だけを考慮するのではなく、技術力やコラボレーションの有効性など、さまざまな側面を徹底的に評価する必要があります。
技術能力の評価: 機器リストを超えて
技術的能力の評価は、単に機器の在庫を取得するだけではなく、プロセス データベース、工具管理システム、全プロセス品質検査と SPC アプリケーション、エンジニアリング チームの DFM 経験の完全性を分析します。最良のサプライヤーは、処理リスクを事前に補償できます。
コラボレーションの透明性とコミュニケーション効率
プロジェクトの成功には効果的なコラボレーションが不可欠です。サプライヤーのデジタル コラボレーション能力 (顧客ポータル、進捗状況の追跡など) とそのコミュニケーションを評価します。計画に密接に関与でき、問題をタイムリーに特定して解決できるパートナーをリストの一番上に置きます。
よくある質問
Q1: アルミニウム合金と鋼を加工するための正面フライスの選択の最大の違いは何ですか?
アルミニウム合金の加工には、切りくずの排出をスムーズにし、切りくずの付着を防ぐために、高速、多刃、鋭利な正面フライスを選択してください。鋼を加工する場合は、耐摩耗性と高い切削抵抗に耐えるための切りくず破壊能力を向上させるために、丈夫でコーティングされた低歯の高容量切りくず溝切りカッターを選択してください。
Q2: 深穴加工の場合、切り込み深さの小さい多層フライスと切り込み深さの大きい数層フライスどちらを使用するのが良いですか?
切込み深さの小さい多層フライス加工を推奨します。切削抵抗、工具の変形、びびりを軽減し、切りくず除去を容易にし、二次切削を防ぎます。切り込み深さが大きく、層が少ないと、工具負荷が容易に増加し、切りくず除去が困難になり、精度と工具寿命に影響を与える可能性があります。
Q3: より良い仕上げ面を実現するには、主軸速度を上げるか、送り速度を下げる必要がありますか?
主軸速度と送り速度は同時に最適化する必要があります。まず、刃あたりの適切な送りを確保し、次に主軸速度を上げて表面の質感を改善します。単純に送り速度を下げると、工具とワークピースの間に過度の摩擦が発生しやすくなり、表面品質が悪化する可能性があります。
Q4: 加工中の熱変形の問題、特に精密部品の場合はどのように対処していますか?
精密部品加工時の熱変形は、多段階の応力除去、適切な冷却方法のマッチング、プロセス順序の合理的な配置、一定温度の作業場での精密加工の4 つの方法によって効果的に制御されます。
Q5: 薄肉部品の平面フライス加工中の変形を防ぐにはどうすればよいですか?
重要なのは、切削抵抗を低減し、クランプ力を均等に分散することです。対称加工、小さな切込み深さ、軽切削を真空チャックや弾性クランプなどの工具と組み合わせることで、薄肉部品の平面フライス加工中の変形を効果的に防止できます。
Q6: 問い合わせから部品の最初のバッチを受け取るまでの一般的なプロセスと時間はどのくらいですか?
一般的な工程は、見積確認に1~2営業日、プロセスプログラミングに1~3営業日、試作加工に5~10日/量産加工に10~25日、物流に1~5日の4つのステップからなり、需要に応じて順番に進められます。
Q7: 海外にいる場合、デザインの詳細を効果的に伝え、生産の進捗状況を追跡するにはどうすればよいですか?
海外のクライアントは、電子メール、ビデオ会議、その他の方法を使用して、 24 時間年中無休のオンライン クライアント ポータルを通じて、専任のバイリンガル プロジェクト マネージャーと共同作業して、シームレスな設計コミュニケーションと生産の進捗状況の追跡を確保できます。
Q8: 他の地元またはアジアのサプライヤーと比較して、JS Precision を選択する最もユニークな利点は何ですか?
核となる利点は、欧州レベルの技術力とアジアのコスト優位性の融合です。これにより、次のことが可能になります。複雑な精密加工を解決する効率的なサプライチェーンを通じて低コストかつ短納期を実現し、試作から量産までシームレスな体験を提供します。
まとめ
正面フライスの選択と深さの制御は、CNC フライス加工サービスにおいて科学と経験が完璧に組み合わされた分野です。それには、物理原理の深い理解、装置性能の正確な制御、そしてコスト効率の継続的な追求が必要です。
JS Precision は、システム思考を中核に据え、専門的な技術と豊富な経験を活用して、お客様の CNC フライス加工プロジェクトを保護します。
精密な端面加工のニーズを今すぐ次のレベルに引き上げましょう。
JS Precision の Web サイトにアクセスしてください。部品図面をアップロードする、または当社のエンジニアリングチームに直接お問い合わせください。詳細なプロセス分析とツールの推奨事項を含むプロフェッショナルな CNC フライス加工サービス ソリューションを受け取り、複雑な精密フライス加工をお客様のプロジェクトで予測可能な高品質の成功にどのように変換するかを直接体験してください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com

