

In Servizi di fresatura CNC , una decisione apparentemente fondamentale (quale fresa per spianatura scegliere, quanta profondità di taglio utilizzare) determina direttamente la precisione, la levigatezza, l'efficienza della lavorazione e, in definitiva, il costo della pialla.
Segni di vibrazione, deflessione dell'utensile, usura eccessiva dell'utensile e persino scarti del pezzo possono derivare da una selezione errata. La chiave del successo è disporre degli strumenti e della strategia di processo adeguati, sia che tu stia cercando pezzi di fresatura CNC di precisione con la migliore qualità superficiale o che tu abbia bisogno di rimuovere in modo efficace molto materiale da cavità profonde.

Oltre a dimostrare la competenza di JS Precision in quest'area, questa guida analizzerà i principi fondamentali della lavorazione con fresatura CNC per aiutarti a evitare le insidie tipiche e a raggiungere l' equilibrio ideale tra precisione, efficienza e costi , sia nella prototipazione che nella produzione di massa.
Riepilogo delle risposte principali
| Sfide fondamentali | Idee sbagliate comuni | Soluzioni professionali di JS Precision |
| Scarsa planarità e segni di vibrazione | L'uso cieco di utensili di grande diametro o un'eccessiva profondità di taglio comporta forze di taglio eccessive. | In base alle proprietà del materiale, alla rigidità della macchina utensile e alla precisione target, calcola scientificamente e consiglia la combinazione ottimale di diametro-profondità dell'utensile per la combinazione di avanzamento di taglio. |
| Bassa efficienza e perdita di precisione nella lavorazione di cavità profonde | L'utilizzo della fresatura a strati convenzionale provoca un'eccessiva sporgenza dell'utensile, causando vibrazioni e deflessione dell'utensile. | Applica strategie efficienti come la fresatura trocoidale "piccoli passi, corse veloci" e utilizza portautensili rigidi estesi per garantire la precisione della fresatura CNC. |
| Costi elevati per la prototipazione di piccoli lotti | Ordinare utensili non standard dedicati per prototipi o utilizzare parametri di lavorazione antieconomici . | Utilizza librerie di utensili standardizzati esistenti e processi flessibili per massimizzare il risparmio sui costi soddisfacendo al tempo stesso i requisiti di fresatura CNC di precisione. |
| Consegna ritardata per progetti urgenti | Insufficiente preparazione della catena di fornitura o tempi di validazione del processo eccessivamente lunghi. | Implementare processi di risposta rapida , inclusa la preparazione di materiali di uso comune, strumenti standard e modelli di processo convalidati, per abbreviare i cicli di consegna. |
Punti chiave:
- L'attrezzatura è parte del sistema: la selezione ottimale dipende dagli effetti combinati del materiale del pezzo, della potenza/rigidità della macchina utensile, della stabilità dell'attrezzatura e della precisione del target.
- La profondità di taglio non è un parametro isolato: deve essere ottimizzato insieme alla larghezza radiale e alla velocità di avanzamento per un taglio efficiente e stabile.
- Strategia su misura per cavità profonde: la chiave è evitare la semplice stratificazione e adottare una strategia mirata di fresatura ad alte prestazioni (HPML).
- La collaborazione precoce determina gli aspetti economici: comunicare la producibilità durante la fase di progettazione evita costose personalizzazioni degli strumenti e processi inefficienti.
Affidatevi ai servizi di fresatura CNC di JS Precision: superare le sfide della precisione della fresatura frontale
La produzione di fascia alta ha sempre dovuto affrontare sfide legate al controllo di precisione della fresatura CNC. Secondo il ISO 8688-1 standard di fresatura, le aziende spesso rimangono intrappolate in cicli di rilavorazione, aumento dei costi e ritardi dovuti a problemi quali usura degli utensili, deformazione termica e vibrazioni.
JS Precision, con oltre 15 anni di esperienza nei servizi di fresatura CNC , ha risolto con successo vari problemi di lavorazione di precisione per oltre 500 clienti in tutto il mondo, coprendo molteplici settori ad alta domanda come quello aerospaziale, delle apparecchiature mediche e degli strumenti ottici.
Il nostro punto di forza principale sta nell’implementazione dell’approccio del “pensiero sistemico” durante l’intero processo di lavorazione, invece di regolare semplicemente un parametro isolatamente.
Ad esempio, per uno dei progetti di fresatura frontale di componenti in lega di titanio, non solo abbiamo ottimizzato il tipo di materiale dell'utensile e il numero di denti, ma abbiamo anche migliorato la precisione di lavorazione da ±0,02 a ±0,005 mm grazie alla nostra regolazione della velocità della macchina utensile, della velocità di avanzamento e della profondità di taglio. Tutto ciò ha comportato un miglioramento del 30% nella durata dell'utensile.
JS Precision possiede le giuste risorse per gestire un sistema completo di controllo qualità dal magazzino delle materie prime al prodotto finito. Ciò è reso possibile dalla presenza di strumenti di test ad alta precisione come interferometri laser e macchine di misura a coordinate.
Tutti i nostri ingegneri hanno 8 o più anni di esperienza nel trattare Progettazione per la produzione (DFM) . Per questo motivo diventa possibile supervisionare potenziali problemi di lavorazione e offrire soluzioni nelle prime fasi di un progetto.
Finora, i nostri tassi di rendimento della lavorazione di pezzi di precisione rimangono al 99,8%. Ciò riflette fortemente la nostra affidabilità sul campo. Ciò, combinato con il tasso di riacquisto dei nostri clienti superiore al 75%, rafforza ulteriormente la nostra reputazione all'interno dell'azienda.
Desideri evitare errori di precisione e ricevere il tuo progetto di fresatura CNC in modo tempestivo? Contatta il team di ingegneri di JS Precision e comunica loro il materiale della parte, le specifiche di precisione e i tempi di consegna del tuo progetto e ti forniremo una valutazione gratuita del processo e un'ottimizzazione della soluzione per proteggere il tuo progetto.
Come selezionare la fresa frontale perfetta per il tuo progetto di servizi di fresatura CNC?
La scelta di una fresa frontale è un atto di equilibrio tra materiale, capacità della macchina utensile e qualità. Ciò avrà un impatto diretto sull'efficienza e sulla qualità dei servizi di fresatura CNC che riceverai.
La padronanza del diametro e del conteggio dei denti della fresa frontale
Le frese a spianare hanno molti parametri e due di questi sono il diametro effettivo e il numero di denti. Sono al centro dell'efficienza e della qualità del taglio.
- Diametro effettivo: scegliere un diametro pari a 1,2-1,5 volte la larghezza del pezzo per ottenere una distribuzione uniforme della forza, vibrazioni inferiori e una migliore efficienza.
- Selezione del numero di denti: considerare la potenza e il materiale della macchina utensile, facendo riferimento alla seguente tabella:
| Materiale del pezzo | Conteggio dei denti consigliato | Ragioni principali |
| Lega di alluminio | 8-12 denti | Bassa resistenza al taglio, efficienza migliorata e rimozione uniforme dei trucioli |
| Acciaio | 4-6 denti | Grandi scanalature per i trucioli, che riducono l'intasamento e la forza di taglio |
| Lega di titanio | 3-4 denti | Buona dissipazione del calore, impedisce l'adesione dei trucioli e prolunga la durata |
I dettagli decisivi del materiale e della geometria dell'inserto
Il materiale dell'inserto, il rivestimento e la geometria determinano le prestazioni di taglio e devono essere adattati allo scenario di lavorazione.
| Rivestimento/substrato | Materiali applicabili | Vantaggi fondamentali |
| Carburo rivestito in PVD | Alluminio, acciaio inossidabile | Elevata durezza, basso attrito, antiadesione, adatto per il taglio ad alta velocità |
| Carburo rivestito CVD | Acciaio, Ghisa | Forte adesione, resistente all'usura, resistente alle alte temperature |
| Rivestimento diamantato | Metalli non ferrosi, Materiali compositi | Durezza estremamente elevata, resistente all'usura, eccellente qualità superficiale |
Influenza della geometria dell'inserto
- Tagliente affilato: ideale per materiali più morbidi come l'alluminio con forze di taglio basse per una finitura liscia.
- Tagliente rinforzato: ideale per materiali più duri come acciaio e leghe di titanio . Taglienti robusti anti-scheggiatura.
Soddisfare i requisiti dei servizi di fresatura CNC è un must per efficienza e precisione. Per taglienti ad alta precisione, scegli le opzioni ad alta precisione. Per una maggiore efficienza, scegli inserti resistenti agli urti.

Figura 1 Le frese per spianatura sono progettate in vari modi in base alle loro forme e strutture geometriche.
Considerazioni critiche per la fresatura di tasche profonde nella fresatura CNC
Sono necessari processi speciali per la fresatura di cavità profonde (rapporto profondità/larghezza superiore a 3:1). Gli ostacoli principali sono l’insufficiente rigidità dell’utensile e le difficoltà di asportazione del truciolo che richiedono soluzioni specifiche.
Compromesso tra rigidità dell'utensile e sporgenza
Il rapporto lunghezza/diametro di un utensile influisce sulla rigidità. Se il rapporto è maggiore di 5:1 , la rigidità diminuisce considerevolmente, causando deformazioni, vibrazioni e altri problemi.
Soluzioni: Utilizzare la "fresatura a relè" in cui utensili di diverse lunghezze vengono combinati per la lavorazione. Utilizzare anche portautensili a rigidità estesa bilanciati dinamicamente.
Strategie per un'efficace rimozione del truciolo e un controllo del calore
Cavità profonde e scarsa asportazione dei trucioli possono provocare lavorazioni secondarie e persino l'usura dell'utensile. Senza un controllo attivo l'accumulo di calore può provocare una deformazione termica.
- Rimozione truciolo: utilizzare l'avanzamento elicoidale, insieme a uno o più dei seguenti: sollevamento utensile segmentato e strategie di percorso utensile ottimizzate. Abbinabile al liquido di raffreddamento ad alta pressione (10-20 MPa) o al lavaggio con aria compressa.
- Controllo termico: selezionare il tipo corretto di fluido da taglio, regolare i parametri di taglio ed eseguire la lavorazione di componenti ad alta precisione in un ambiente a temperatura controllata.
Vuoi Lavorazioni di fresatura CNC Per i componenti con cavità profonda superare le sfide legate alla rimozione dei trucioli e alla rigidità? Contatta JS Precision, il nostro team di professionisti fornirà soluzioni personalizzate di fresatura di cavità profonde in base alle proporzioni della parte e alle caratteristiche del materiale, gratuitamente per evitare rischi di lavorazione e garantire l'accuratezza della parte e l'efficienza della consegna.
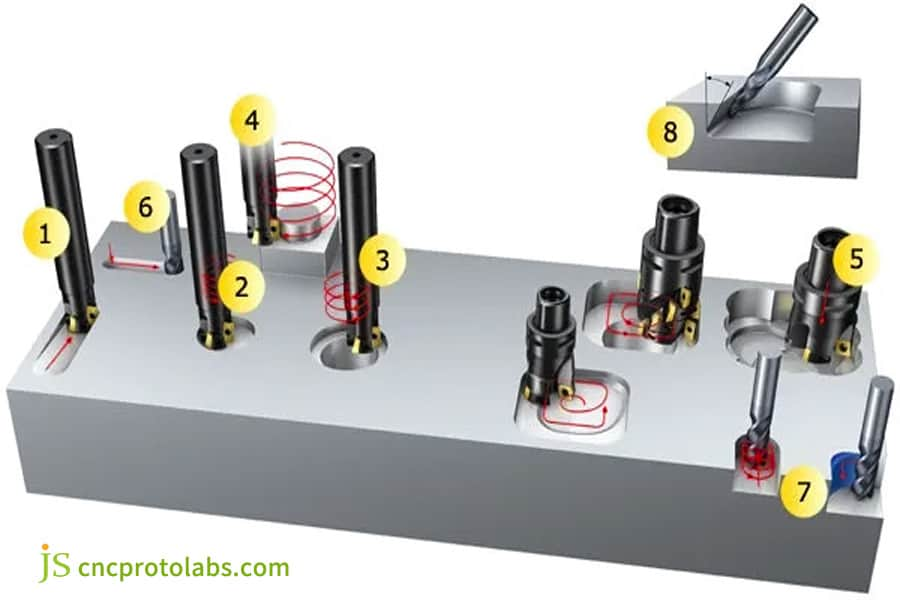
Figura 2 Fresatura di fori e cavità, tasche
L'equazione della precisione: ottimizzazione della profondità di taglio per una precisione di fresatura CNC senza pari
La profondità di taglio (Ap) deve rispettare i parametri di taglio stabiliti all'interno del ISO 3685 standard. Questo è un parametro primario per precisione, finitura superficiale ed efficienza e deve essere ottimizzato con la particolare fase di lavorazione e le caratteristiche del sistema.
La filosofia della profondità di taglio della sgrossatura e della finitura
Gli obiettivi di sgrossatura e finitura sono piuttosto distinti e le strategie di profondità di taglio sono quindi abbastanza diverse.
- Lavorazione di sgrossatura: ampia profondità di taglio ( diametro utensile 30% -50% ), larghezza di taglio moderata, rimozione rapida del materiale, capacità di carico della macchina utensile e dell'utensile corrispondenti.
- Lavorazione di precisione: profondità di taglio ridotta ( 0,1-0,3 mm ), alta velocità, avanzamento elevato, garantendo qualità superficiale e precisione dimensionale.
Evitare il tremore: ricerca dei "punti deboli"
Le vibrazioni influiscono sulla precisione della fresatura CNC e la regolazione della profondità di taglio è la chiave per evitare le vibrazioni .
- Motivo delle vibrazioni: parametri come la profondità di taglio e la velocità provocano risonanza nel sistema pezzo della macchina utensile.
- Soluzione: regolando la profondità di taglio per evitare la frequenza di risonanza (ovvero il punto debole nel "diagramma del lobo di stabilità" ), è possibile migliorare la qualità e l'efficienza della lavorazione.
Vuoi trovare con precisione il "punto debole" della lavorazione delle tue parti e ottenere risultati ultra-alti Precisione della fresatura CNC ? Invia le informazioni sulla parte e i punti critici della lavorazione e JS Precision utilizzerà un software professionale per l'analisi di simulazione per fornirti soluzioni personalizzate di ottimizzazione della profondità di taglio, in modo che la lavorazione di precisione possa evitare deviazioni.
Strategie di ottimizzazione dei processi per servizi economici di fresatura CNC
Il risparmio sui costi dei servizi di fresatura CNC deriva dall’ottimizzazione dell’intero processo, piuttosto che dalla semplice riduzione dei prezzi unitari, il che può raggiungere una situazione vantaggiosa per tutti di riduzione dei costi e miglioramento dell’efficienza.
Ottimizzazione del percorso utensile: riduzione del funzionamento a vuoto e miglioramento dell'efficienza di taglio
L'ottimizzazione del percorso utensile è la chiave per la riduzione dei costi e influisce direttamente sui tempi di lavorazione e sulla durata dell'utensile.
- Fresatura ad alta velocità (HSM): migliora la velocità di taglio garantendo al tempo stesso la qualità, facilitando lo scarico dei trucioli.
- Ottimizza il taglio in entrata e in uscita: taglio a spirale e taglio ad arco per ridurre i danni alla lama.
- Fresatura dinamica: carico di taglio costante, riduzione del funzionamento e miglioramento dell'efficienza.
Controllo dei costi nascosti dei materiali e del bloccaggio
Il tasso di utilizzo dei materiali e il tempo di bloccaggio sono costi impliciti, che possono essere notevolmente ridotti dopo l'ottimizzazione.
- Ottimizzazione dei materiali: la composizione intelligente migliora l'utilizzo del cartone e corrisponde alle specifiche standard delle materie prime.
- Ottimizzazione del serraggio: utilizzo di attrezzature modulari per ridurre i tempi di sostituzione e debug, adatti per produzioni di piccole e medie dimensioni.
Dal prototipo alla produzione: bilanciamento tra costi e precisione per pezzi di fresatura CNC di precisione
Produzione del prototipo di parti di fresatura CNC di precisione deve bilanciare costi e precisione , gettando le basi per la produzione di massa e ottenendo una transizione graduale dal prototipo alla produzione di massa.
Il principio del "buono abbastanza" nella fase di prototipazione
Il cuore della fase di prototipazione è la verifica funzionale. Non è necessaria una precisione estrema, i costi possono essere controllati secondo il principio "abbastanza buono".
- Riduci le tolleranze per le dimensioni non critiche per ridurre la difficoltà di lavorazione.
- Utilizza utensili da taglio standard per evitare i costi elevati e i lunghi tempi di consegna degli utensili personalizzati.
- Utilizzare materiali alternativi facilmente lavorabili per la verifica funzionale.
Considerazioni sulla scalabilità della progettazione
La progettazione del prototipo deve considerare la demanufatturabilità (DFM) per garantire una transizione graduale alla produzione di massa di servizi di fresatura CNC di precisione.
- Evitare strutture che richiedono utensili da taglio speciali, come proporzioni estreme e raggi degli angoli interni estremamente piccoli.
- Standardizza dimensioni come diametri dei fori e raccordi per adattarli agli utensili e alle attrezzature da taglio standard per la produzione di massa .
Stai lottando con la transizione dalla prototipazione alla produzione di massa per parti fresate CNC di precisione? Carica i disegni di progettazione del prototipo e gli ingegneri DFM di JS Precision ti forniranno un'analisi gratuita di producibilità per aiutarti a ottimizzare la progettazione, bilanciare i costi di prototipazione e la fattibilità della produzione di massa e ridurre al minimo i ritardi del progetto.
In che modo i servizi esperti di fresatura CNC di precisione garantiscono tempi di consegna rapidi?
I progetti urgenti mettono sotto pressione la risposta pianificata del fornitore. Professionale servizi di fresatura CNC di precisione i fornitori hanno la capacità di fornire prodotti e servizi di alta qualità molto rapidamente grazie all’utilizzo di processi e tecnologie standard.
Processo Fast Track e risorse riservate
JS Precision introduce il protocollo Quick-Turn per garantire che i progetti urgenti continuino ad andare avanti.
- Pianificazione prioritaria: apre una corsia preferenziale che garantisce la disponibilità delle risorse.
- Comunicazione dedicata: un project manager è disponibile 24 ore su 24 per fornire aggiornamenti sullo stato di avanzamento del progetto.
- Risorse riservate: mantiene scorte di materiali utilizzati di frequente e strumenti standard , evitando così ritardi nell'approvvigionamento.
Simulazione digitale e successo del primo pezzo
La simulazione digitale è una promessa tecnica per la consegna tempestiva di progetti urgenti e un modo per aggirare i ritardi di debugging in loco.
- Simulazione di collisione: consente di prevedere i rischi di collisione e, quindi, garantisce la sicurezza della lavorazione.
- Stima dei tempi: pianifica la produzione con grande precisione per evitare ritardi nella consegna.
- Successo del primo pezzo: riduce il debugging e, quindi, fa risparmiare tempo.
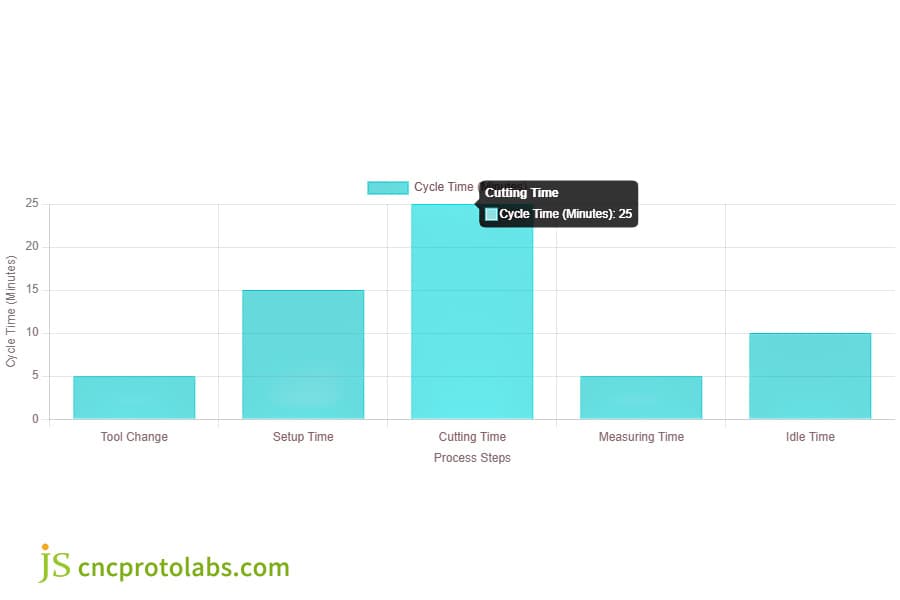
Figura 3 Questo grafico a barre mostra i vari componenti del tempo ciclo nel processo di fresatura CNC. Analizzando e ottimizzando questi processi, gli operatori possono migliorare significativamente l'efficienza complessiva.
Caso di studio: dalle vibrazioni alla finitura a specchio: raggiungimento di Ra<0,4μm su una piastra di alluminio di grandi dimensioni
Cliente e sfida:
Un produttore di apparecchiature ottiche deve elaborare un formato 600 mm x 400 mm lega di alluminio piattaforma di riferimento, che richiede planarità <0,05 mm e Ra <0,4μm.
I precedenti problemi di processo del fornitore hanno provocato segni di vibrazione e non conformità agli standard di planarità, mettendo il progetto sull'orlo dell'annullamento. Hanno urgentemente bisogno di un fornitore affidabile di servizi di fresatura CNC di precisione.
La soluzione di JS Precision:
Dopo aver preso in carico il progetto, JS Precision ha immediatamente organizzato un team di ingegneri per condurre una diagnostica del sistema, identificando infine la causa principale del problema e sviluppando una soluzione mirata.
Diagnosi del sistema:
Attraverso l'analisi, il team di JS Precision ha stabilito che i problemi del precedente fornitore derivavano principalmente da due aspetti.
- Innanzitutto, la rigidità del sistema utensile-mandrino-pezzo era insufficiente. L'utensile utilizzato di grande diametro e con denti bassi determinava una distribuzione non uniforme della forza durante il taglio, innescando la risonanza.
- In secondo luogo, la discrepanza tra profondità di taglio, velocità del mandrino e velocità di avanzamento ha ulteriormente esacerbato le vibrazioni.
Misure precise:
- Innanzitutto, è stata utilizzata una fresa frontale di precisione di diametro inferiore (φ50 mm) con più denti (10 denti) per ridurre la forza di taglio per dente e diminuire le vibrazioni del sistema.
- In secondo luogo, è stato generato un diagramma dei lobi di stabilità utilizzando un software specializzato e sono state ricalcolate e applicate la profondità di taglio ottimizzata (0,2 mm) e la velocità del mandrino (8.000 giri/min).
- Infine, è stato utilizzato un metodo di "fresatura concorde" in combinazione con un mandrino ad altissima precisione per la fresatura di finitura finale, migliorando ulteriormente finitura superficiale .
Controllo ambientale:
Dato che la lavorazione delle leghe di alluminio può essere facilmente influenzata dalle variazioni di temperatura, durante le operazioni di lavorazione è stato applicato un ambiente controllato (con un intervallo di temperatura di ±1°C ) ed è stato utilizzato il metodo MQL.
Questa pratica non solo ha ridotto drasticamente la quantità di fluido da taglio che contaminava la superficie, ma ha anche gestito abbastanza bene la temperatura di taglio, impedendo così il verificarsi di qualsiasi deformazione termica.
Risultati:
Il primo lotto di pezzi è stato prodotto con successo in una sola volta, ottenendo una planarità di 0,03 mm e una ruvidità superficiale di Ra 0,35 μm, il che ha dato come risultato una magnifica finitura a specchio.
Il cliente non solo è riuscito a salvare il progetto, ma ha anche stretto una partnership a lungo termine con JS Precision e tutti gli ordini successivi di piattaforme ad alta precisione verranno elaborati da noi.
Finora, il rendimento della lavorazione per questa serie di pezzi è rimasto ad un impressionante 100% e il ciclo di consegna è stato ridotto del 15% rispetto alle aspettative originali del cliente.
Anche voi incontrate la stessa difficoltà nel raggiungere la precisione richiesta per la fresatura di precisione? Se è così, dai un'occhiata ad altre storie di successo di JS Precision e scopri come affrontiamo le difficoltà di lavorazione per clienti di vari settori. Se hai particolari esigenze di lavorazione dei pezzi, carica semplicemente i tuoi disegni con la nota "ottimizzazione della precisione" e ti ricontatteremo con uno studio di fattibilità gratuito e un preventivo esatto.
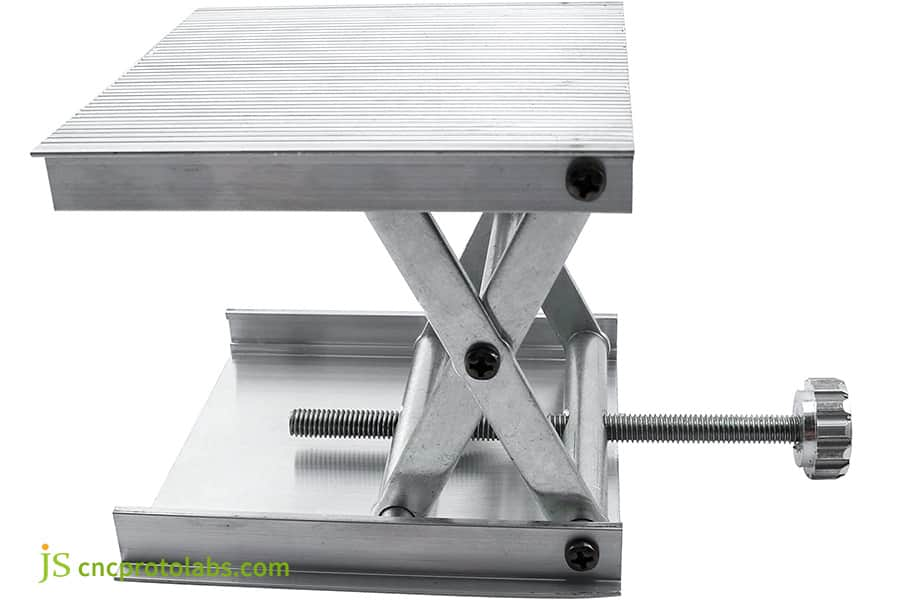
Figura 4 Piattaforma di riferimento in lega di alluminio per apparecchiature ottiche
Come valutare un fornitore per servizi di fresatura CNC di precisione affidabili
Un fornitore affidabile per fresatura CNC di precisione servizi elimineranno i rischi legati alla qualità, ai costi e alla consegna. Tuttavia, questo processo richiede una valutazione approfondita di vari aspetti come le competenze tecniche e l’efficacia della collaborazione piuttosto che considerare solo il prezzo e i macchinari.
Valutazione della capacità tecnica: oltre l'elenco delle attrezzature
Valutare le capacità tecniche è molto più che ottenere semplicemente un inventario delle apparecchiature: analizzare la completezza del database di processo, del sistema di gestione degli strumenti, dell'ispezione di qualità dell'intero processo e dell'applicazione SPC, nonché dell'esperienza DFM del team di ingegneri. I migliori fornitori possono compensare in anticipo i rischi di lavorazione.
Trasparenza della collaborazione ed efficienza della comunicazione
Una collaborazione efficace è essenziale per il successo di un progetto: valutare le capacità di collaborazione digitale del fornitore (portale clienti, monitoraggio dei progressi, ecc.) e la sua comunicazione. Metti in cima alla tua lista quei partner che possono essere coinvolti direttamente nella pianificazione e che possono identificare e risolvere tempestivamente i problemi.
Domande frequenti
D1: Qual è la differenza più grande tra la scelta delle frese per spianatura per la lavorazione delle leghe di alluminio e dell'acciaio?
Per la lavorazione delle leghe di alluminio, scegliere frese ad alta velocità, multi-dente e a spianare per garantire una rimozione uniforme dei trucioli e prevenirne l'adesione. Per la lavorazione dell'acciaio, scegliere frese per scanalatura truciolo tenaci, rivestite, a denti bassi e ad alta capacità per migliorare la resistenza all'usura e la capacità di rottura del truciolo per resistere a forze di taglio elevate.
D2: Quando si esegue la fresatura di cavità profonde, è meglio utilizzare la fresatura multistrato con profondità di taglio ridotta o la fresatura con pochi strati con profondità di taglio elevata?
Si consiglia la fresatura multistrato con profondità di taglio ridotta. Riduce le forze di taglio, la deformazione dell'utensile e le vibrazioni, facilita la rimozione dei trucioli e previene il taglio secondario . L'elevata profondità di taglio e pochi strati possono facilmente aumentare il carico dell'utensile, aumentare la difficoltà di rimozione dei trucioli e influire sulla precisione e sulla durata dell'utensile.
D3: Per ottenere una migliore finitura superficiale, è necessario aumentare la velocità del mandrino o diminuire la velocità di avanzamento?
La velocità del mandrino e la velocità di avanzamento devono essere ottimizzate insieme. Innanzitutto, garantire un avanzamento per dente ragionevole, quindi aumentare la velocità del mandrino per affinare la struttura della superficie. La semplice riduzione della velocità di avanzamento può facilmente portare ad un attrito eccessivo tra l'utensile e il pezzo, che può peggiorare la qualità della superficie.
Q4: Come gestite il problema della deformazione termica durante la lavorazione, soprattutto su pezzi di precisione?
La deformazione termica durante la lavorazione di pezzi di precisione viene efficacemente controllata attraverso quattro metodi: distensione in più fasi, abbinamento di metodi di raffreddamento appropriati, organizzazione razionale della sequenza del processo e lavorazione di precisione in un'officina a temperatura costante.
D5: Come prevenire la deformazione durante la fresatura planare di parti a parete sottile?
L'obiettivo è ridurre le forze di taglio e distribuire uniformemente le forze di serraggio . La lavorazione simmetrica, la profondità di taglio ridotta e il taglio leggero, combinati con utensili come mandrini a vuoto o morsetti elastici, possono prevenire efficacemente la deformazione durante la fresatura planare di parti a pareti sottili.
Q6: Qual è il processo e il tempo tipici che intercorrono tra la richiesta e la ricezione del primo lotto di parti?
Il processo tipico si compone di quattro fasi: 1-2 giorni lavorativi per la conferma del preventivo, 1-3 giorni lavorativi per la programmazione del processo, 5-10 giorni per la lavorazione del prototipo/10-25 giorni per la lavorazione di serie e 1-5 giorni per la logistica, procedendo in modo ordinato in base alla domanda.
D7: Se mi trovo all'estero, come posso comunicare in modo efficace i dettagli della progettazione e tenere traccia dell'avanzamento della produzione?
I clienti esteri possono collaborare tramite un portale clienti online 24 ore su 24, 7 giorni su 7 , con un project manager bilingue dedicato, utilizzando e-mail, videoconferenze e altri metodi per garantire una comunicazione continua del progetto e il monitoraggio dell'avanzamento della produzione.
D8: Qual è il vantaggio più esclusivo di scegliere JS Precision rispetto ad altri fornitori locali o asiatici?
Il vantaggio principale è la fusione delle capacità tecniche a livello europeo e dei vantaggi economici asiatici. Questo ci permette di farlo risolvere complesse lavorazioni meccaniche di precisione sfide, ottenere consegne rapide e a basso costo attraverso una catena di fornitura efficiente e fornire un'esperienza senza soluzione di continuità dal prototipo alla produzione di massa.
Riepilogo
La selezione e il controllo approfondito delle frese per spianatura è un campo in cui scienza ed esperienza si combinano perfettamente nei servizi di fresatura CNC. Richiede una profonda comprensione dei principi fisici, un controllo preciso delle prestazioni delle apparecchiature e una continua ricerca dell'efficienza dei costi.
JS Precision, con il suo pensiero sistemico al centro, utilizza tecnologia professionale e una ricca esperienza per salvaguardare i tuoi progetti di fresatura CNC.
Porta le tue esigenze di lavorazione frontale di precisione al livello successivo ora!
Visita il sito web di JS Precision, carica i disegni delle tue parti oppure contatta direttamente il nostro team tecnico. Riceverai una soluzione professionale di servizi di fresatura CNC che include un'analisi dettagliata del processo e consigli sugli utensili, e sperimenterai in prima persona come trasformiamo la complessa fresatura di precisione in un successo prevedibile e di alta qualità nei tuoi progetti.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com

