

Многие пластиковые изделия, представленные на рынке, изготавливаются с использованием одного и того же основного процесса: литья пластмасс под давлением . За этим эффективным производством стоит настоящий главный действующий элемент — литьевая форма. Она отвечает за придание горячей расплавленной пластмассе необходимой нам конечной формы.
Звучит немного волшебно? На самом деле, понимание принципа работы пресс-форм для литья пластмасс под давлением — это первый шаг к пониманию того, как их изготавливать. Далее мы шаг за шагом разберем внутреннюю структуру и технологический процесс пресс-форм для литья пластмасс под давлением, чтобы увидеть, как они превращают пластиковые частицы в физические объекты, которые мы держим в руках, всего за несколько десятков секунд.
Что нам нужно знать о пресс-формах для литья пластмасс под давлением?
Если вам нужно изготовить пластиковый стаканчик определенной формы, простого ручного формования явно недостаточно, поскольку эффективность слишком низка. В этом случае необходимо использовать пресс-форму для литья пластмасс под давлением . Конструкция этой пресс-формы довольно сложная, обычно она состоит из нескольких деталей из цельного металла (например, стали), которые точно обрабатываются и собираются. Она должна выдерживать высокое давление и высокую температуру во время литья, а также должна точно открываться и закрываться, чтобы обеспечить плавное извлечение готовых деталей из формы.
Существует также множество типов пресс-форм для литья пластмасс под давлением. Некоторые очень простые, просто открываются и закрываются. Другие особенно сложные, с движущимися частями внутри, а третьи предназначены для изготовления двухцветных пластиковых деталей. Но независимо от типа, основная функция одна и та же: придать форму расплавленному пластику и изготовить нужные нам пластиковые изделия. Это невидимый, но чрезвычайно важный «герой», стоящий за кулисами массового производства пластиковых деталей.
Как работает пресс-форма для литья пластмасс под давлением?
1. Зажим и фиксация пресс-формы
Когда форма начинает работать, сначала ее две половины (подвижная и неподвижная части) плотно смыкаются.
Огромная сила зажима пресс-формы надежно фиксирует детали, не оставляя зазоров. Это крайне важно, поскольку далее в нее будет впрыскиваться пластик под высоким давлением. Если пресс-форма не будет зафиксирована, пластик вытечет, и детали будут повреждены.
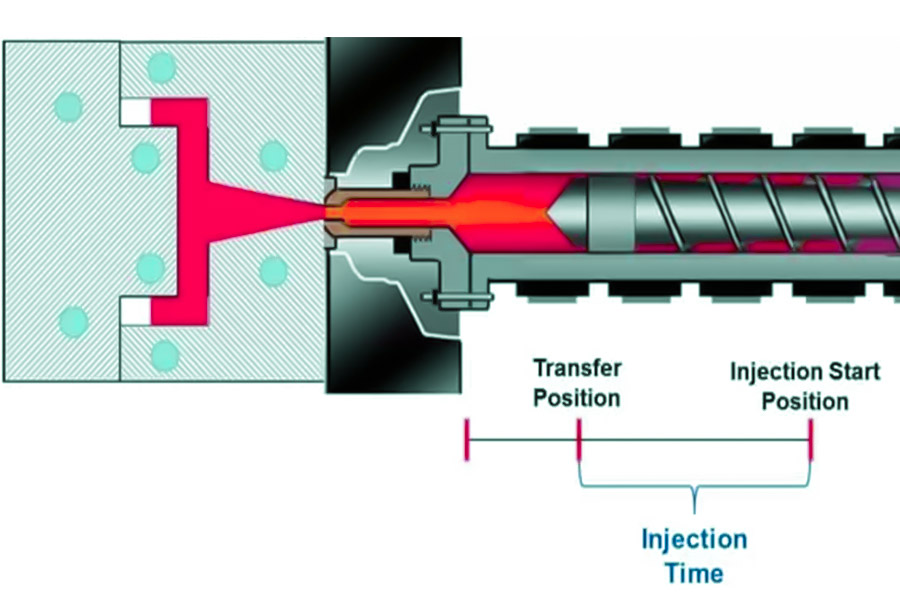
2. Впрыскивание пластика
Частицы пластика подаются в цилиндр литьевой машины для нагрева. Температура очень высокая, и пластик быстро плавится, превращаясь в сиропообразную массу.
Затем шнек в передней части литьевой машины с усилием продвигается вперед, и расплавленный пластик впрыскивается в полость внутри формы через литниковый канал под очень высоким давлением. Форма этой полости определяет форму конечной пластиковой детали.
Особое примечание: Если вы хотите использовать пресс-формы для литья под давлением мягкого пластика, конструкция пресс-формы может потребовать более тщательного проектирования системы отвода воздуха, чтобы предотвратить застревание мягкого пластика в воздухе и образование пузырьков или пригорание внутри.
3. Поддержание давления и охлаждение
После заполнения полости пластиком винт не сразу отступит. Он будет продолжать поддерживать определенное давление и вдавливать еще немного пластика. Это позволяет пластику плотно прилегать к стенке полости, предотвращая проседание поверхности детали или образование внутренней усадочной полости, и обеспечивая точность размеров детали и ее полное заполнение.
Одновременно с этим пресс-форма начинает выполнять функцию охлаждения. Внутри пресс-формы обычно находится множество тонких трубок с циркулирующей холодной водой. Холодная вода непрерывно отводит тепло от пресс-формы. Расплавленный пластик начинает затвердевать и принимать форму. Это время охлаждения составляет большую часть всего производственного цикла и напрямую влияет на скорость производства.
В некоторых случаях, например, при изготовлении образцов, мелкосерийном производстве или деталей с особенно простой конструкцией, могут использоваться алюминиевые пресс-формы для литья пластмасс под давлением. Преимущества алюминия — быстрая обработка и низкая стоимость, но и его недостатки очевидны: он не такой твердый и износостойкий, как сталь, и его теплоотводящие свойства не так хороши, как у стали, поэтому время охлаждения может быть больше, а срок службы значительно короче, что делает его непригодным для массового производства деталей из твердых пластмасс.
4. Отверстие формы
Когда деталь достаточно охладится в пресс-форме и сможет сохранять свою форму, зажимной механизм ослабит крепление и разделит две половины пресс-формы вдоль разъемной поверхности .
5. Извлечение детали
После вскрытия пресс-формы отформованная пластиковая деталь обычно остается прикрепленной к полости сбоку подвижной пресс-формы. В это время выталкивающая конструкция внутри пресс-формы перемещается, чтобы вытолкнуть деталь из пресс-формы и извлечь ее.
Этап извлечения должен быть продуман до мелочей, с достаточной силой и точным позиционированием, а деталь не должна быть деформирована или извлекаться с белыми следами.
6. Перезагрузитесь, чтобы подготовиться к следующему раунду.
После того, как выталкиватель выталкивает деталь, он немедленно отводится и возвращается в исходное положение. Одновременно подвижная и неподвижная формы закрываются и фиксируются. Шнек литьевой машины вращается и одновременно отводится, впрыскивая новые частицы пластика, нагревая и расплавляя их, подготавливая к следующему впрыску. Весь цикл повторяется, и производство пластиковых деталей происходит непрерывно.
Как устроены пресс-формы для литья пластмасс под давлением?
При проектировании пресс-форм для литья пластмасс под давлением необходимо всесторонне учитывать такие факторы, как специфическая структура изделия, производственные требования и стоимость. Ниже представлен целенаправленный проект таких деталей:
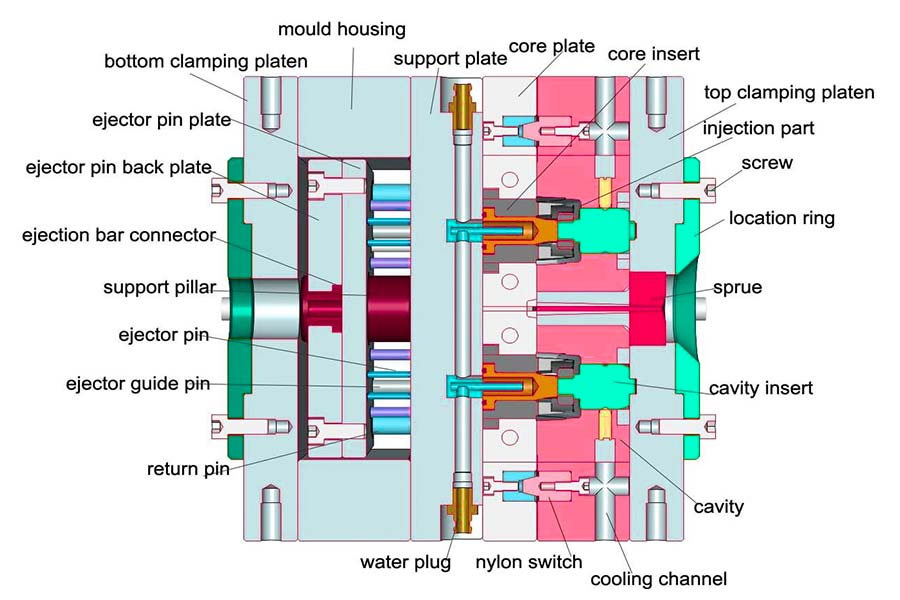
1. Устройство для фиксации пресс-формы
Пресс-форма состоит из двух половин, верхней и нижней, и должна быть зафиксирована на шаблоне литьевой машины с помощью специальной крепежной пластины. На некоторых машинах фиксация осуществляется крупными болтами, на других — с помощью мощных магнитов. Это обеспечивает надежную фиксацию пресс-формы во время работы и предотвращает ее ослабление.
2. Пластиковый вход и его размещение
В передней части цилиндра машины находится сопло, через которое выдавливается расплавленный пластик. Это сопло должно быть точно прикреплено к небольшому контактному элементу на пресс-форме, который называется литниковой втулкой. Пресс-форма также имеет позиционирующее кольцо, функция которого заключается в обеспечении выравнивания сопла и его прижима к центру литниковой втулки для беспрепятственного впрыскивания пластика в пресс-форму.
3. Пластиковый впускной канал
После того, как пластик попадает в форму из сопла через литниковый канал, он сначала поступает в основной канал, который называется главным ответвлением. Затем пластик перетекает из главного ответвления в более мелкие каналы, которые распределяют его к входу в каждую зону формования, то есть к литниковому каналу. Литниковый канал является последним каналом, через который пластик фактически попадает в зону окончательной формы.
4. Конструкция стержня пресс-формы
Окончательная форма изделия формируется в полости. Обычно внутри стальной пластины верхней формы, которая и является полостью, проделывается вогнутое отверстие.
Выпуклая часть крепится к опорной плите нижней формы, которая является сердечником. Она вставляется в полость и вместе с ней формирует форму изделия.
Когда две половины формы соединяются, зазор между полостью и сердечником представляет собой область толщины стенки нашего конечного изделия, и расплавленный пластик впрыскивается и заполняет это пространство для охлаждения и придания формы .
Для обеспечения равномерного распределения нагрузки на пресс-форму, формовочные узлы в комплекте пресс-форм обычно представляют собой симметричные комбинации из 1, 2, 4, 8 и т. д.
Разделение функциональной зоны полости пресс-формы:
| Название района | Главная роль | Описывать |
| Полость формы | Формирование основной внешней формы изделия. | Закреплено на верхней половине формы для образования вогнутого контура. |
| Основной тип | Формирование внутренней формы и детальной структуры изделия. | Закреплено на опорной плите нижней формы, образуя выпуклый контур. |
| Формовочный блок | Точная область, где образуется один или несколько продуктов. | Планирование объемов производства является ключевым моментом при проектировании пресс-форм для литья пластмасс под давлением по индивидуальному заказу. |
5. Система охлаждения
При впрыскивании расплавленного пластика температура очень высока, и его необходимо быстро охладить и зафиксировать. В форму предварительно встраивается целый ряд труб. Холодная вода циркулирует по этим трубам, отводя тепло, выделяемое при затвердении пластика. Качество этой системы напрямую влияет на скорость производства и на то, будет ли изделие деформироваться или коробиться.
6. Направляющая для выравнивания пресс-формы
Пресс-форма открывается и закрывается тысячи раз. Для обеспечения 100% выравнивания полости и стержня при каждом закрытии верхней и нижней частей пресс-формы, по бокам пресс-формы расположены несколько комплектов (обычно 4) конических направляющих стоек, которые вставляются в соответствующие направляющие втулки. Они представляют собой прецизионные направляющие рельсы, позволяющие двум половинам пресс-формы стабильно и точно совершать движения открытия и закрытия, обеспечивая постоянство формы изделия.
7. Эжекторный механизм
После охлаждения и затвердевания изделия его необходимо извлечь из плотно упакованного сердечника, иначе форму невозможно будет открыть или изделие будет повреждено. В этом и заключается задача выталкивающего механизма .
Основной компонент — это набор небольших столбиков или маленьких круглых стержней, установленных на подвижной выталкивающей пластине. После открытия пресс-формы машина толкает выталкивающую пластину вперед, и эти небольшие столбики выдвигаются и равномерно прижимаются к задней части изделия или к соответствующему месту, мягко отталкивая его от сердечника.
Сама выталкивающая пластина также нуждается в опорной раме для фиксации положения этих выталкивателей, чтобы гарантировать, что они будут двигаться только вперед и назад без тряски или вращения.
Дорого ли изготавливать пресс-формы для литья пластмасс под давлением?
Диапазон цен на пресс-формы для литья пластмасс под давлением чрезвычайно широк и варьируется от нескольких тысяч до миллионов юаней (что эквивалентно нескольким сотням или сотням тысяч долларов США). Дороговизна зависит от конкретных требований к изделию, производственных целей и бюджета. Ключевые факторы, влияющие на цену, следующие:
1. Сложность продукта
Чем сложнее форма, тем выше стоимость: полости, тонкие стенки, мелкая текстура или структуры, требующие использования направляющих/выталкивателей для извлечения из формы, значительно усложняют проектирование, увеличивают время обработки и количество деталей, что повышает цену.
Требования к точности определяют затраты на обработку: строгие допуски по размерам (например, ±0,02 мм) или требования к зеркальной полировке требуют высокоточного оборудования и больше времени.
2. Количество формовочных полостей
С каждой дополнительной полостью (например, от 1 до 8 полостей) расход стали и объем обработки основных компонентов увеличиваются почти вдвое, а также возрастают размеры и вес пресс-формы.
3. Выбор ключевой стали
- Марка стали определяет базовую стоимость: сталь для сердечника, полости и других компонентов сердечника имеет решающее значение.
- Обычные детали: достаточно отечественной стали P20/718.
- Высоко востребованные детали: требуется импортная высококачественная сталь, такая как H13/S136, цена на которую в несколько раз выше.
4. Размер формы
Крупные пресс-формы требуют большего количества расходных материалов и крупногабаритных станков для обработки. Конструкции подъема и охлаждения сложны, и, естественно, увеличиваются затраты.
5. Диапазон цен на пресс-формы.
| Тип и характеристики плесени | Типичный продукт | Примерный диапазон цен (долларов США) | Основные движущие факторы |
| Простой и компактный (с одним отверстием) | Крышка от бутылки, простая оболочка. | 1000–7000 | Простая конструкция, малые размеры, обычная сталь, холоднокатный механизм. |
| Средняя сложность (1-4 акупунктурные точки) | Кнопки бытовой техники, рукоятки инструментов. | 7000–40000 | Детальная текстура, возможно, включая ползунки, холодный канал. |
| Высокая сложность/точность (многогнездная конструкция) | Детали интерьера автомобилей, прецизионные шестерни. | 40 000–200 000+ | Сложная конструкция для вытягивания стержня, высокая точность, система горячего литья. |
| Крупные, сложные/долговечные требования | Автомобильный бампер, корпус бытовой техники. | 110 000–400 000+ | Огромная, сверхсложная конструкция, изготовленная из высококачественной стали. |
Рекомендации по контролю бюджета:
- Четко сформулированные основные требования: избегать чрезмерного стремления к излишней точности или поверхностным эффектам.
- Рассмотрите варианты с подержанными пресс-формами: если первоначальный бюджет ограничен, а изменения в конструкции незначительны, стоит изучить рынок бывших в употреблении пресс-форм для литья пластмасс под давлением. Тщательно оцените состояние и применимость бывших в употреблении пресс-форм для литья пластмасс под давлением, чтобы эффективно снизить затраты.
- Получите точные расценки: целесообразнее предоставить подробные чертежи для сравнения предложений от нескольких поставщиков.
Влияет ли давление впрыска на работу пресс-форм для литья пластмасс под давлением?
Давление впрыска оказывает прямое и существенное влияние на рабочее состояние и срок службы пресс-формы. Это давление является источником энергии, который приводит в движение расплавленный пластик, заполняющий полость пресс-формы с высокой скоростью. Оно воздействует не только на пластик, но и на саму пресс-форму. Это специфическое воздействие проявляется в следующих ключевых аспектах:
| Аспект воздействия | Ключевая роль, которую играет плесень | Возможные негативные последствия |
| Стабильность блокировки | Для вскрытия пресс-формы воспользуйтесь схемой разборки пресс-формы. | Формирование летящей/задней кромки. |
| Внутренние части/прочность конструкции | Создавайте локальные точки высокого давления для воздействия на слабые места (тонкая сталь/мелкие детали/движущиеся части). | Деформация, разрушение и заклинивание деталей при движении. |
| Устойчивость к выниманию из формы | Увеличьте силу обволакивания пластиком сердцевины. | Трудности при выдавливании, деформация/повреждение изделия. |
| Долгосрочная структурная надежность | Постоянные ударные нагрузки приводят к износу, а конструктивные элементы подвергаются периодическим напряжениям. | Ускоренный износ полостей/литников, сокращение срока службы движущихся частей, таких как направляющие стойки/втулки, и накопление упругой деформации пресс-формы, приводящее к потере точности или растрескиванию. |
Давление впрыска является необходимым условием для обеспечения плавного заполнения формы пластиком, но оно предъявляет более высокие требования к устойчивости пресс-формы к давлению. Независимо от того, является ли это новая прецизионная пресс-форма или устройство, уже представленное на рынке, разумная настройка давления впрыска имеет очень важное значение.
Почему мы не можем обойтись без пресс-форм для литья пластмасс под давлением?
Пресс-формы для литья пластмасс под давлением являются незаменимым краеугольным камнем современной промышленности. Главная причина заключается в том, что они решают три ключевые проблемы:
1. Эффективная и точная возможность воспроизведения.
- Точное воспроизведение формы: независимо от того, насколько точна защелка, тонкая стенка или изогнутая конструкция, пресс-форма может мгновенно точно воспроизвести ее. Без нее сложно эффективно отливать сложные пластиковые детали.
- Массовое производство: Комплект сертифицированных пресс-форм позволяет непрерывно и стабильно производить от десятков тысяч до миллионов деталей с высокой степенью точности. Такая эффективность недостижима при обработке единичных изделий.
2. Гарантия точности продукции
Стабильность размеров: Прецизионные пресс-формы обеспечивают крайне малое отклонение размеров деталей, отлитых в каждом цикле. Это основополагающий принцип, обеспечивающий бесшовную и надежную сборку современных изделий.
3. Контроль затрат
- Формование функциональных структур за один этап: благодаря сложным конструкциям, таким как направляющие и наклонные верхние части, пресс-форма позволяет напрямую создавать подрезы, резьбу, вставки и сложные текстуры поверхности за один этап, значительно сокращая последующие процессы.
- Преимущество в стоимости при крупномасштабном производстве: несмотря на высокие первоначальные инвестиции в пресс-формы, себестоимость единицы продукции значительно ниже, чем при других процессах (таких как обработка на станках с ЧПУ и 3D-печать) при распределении производства на большие объемы.
Какие основные отрасли промышленности обслуживаются пресс-формами для литья пластмасс под давлением?
1. Автомобили и транспорт
Существует острая необходимость в высокоточных и долговечных пресс-формах для изготовления элементов внутренней и внешней отделки (приборные панели, дверные панели), термостойких компонентов моторного отсека (воздуховоды, крышки) и функциональных деталей (разъемы жгутов проводов, корпуса электронных устройств). Работоспособность компонентов в суровых условиях зависит от профессиональных гарантий качества пресс-форм .
2. Бытовая электроника и бытовая техника
Процесс разработки продукта идет быстро, и требуется интеграция миниатюризации, тонких стенок и сложных защелок. Пресс-форма обеспечивает высокую точность внешнего вида и структурную прочность корпуса мобильного телефона/компьютера, внутреннего кронштейна, корпуса зарядного устройства и панели бытовой техники, что соответствует требованиям серийной сборки.
3. Медицинское и санитарное оборудование
Пресс-формы для литья пластмасс под давлением медицинских деталей напрямую связаны с безопасностью жизни и предъявляют строгие требования:
- Необходимо обеспечить бесследное формование микроструктур (таких как каналы для жидких лекарственных препаратов и прецизионные сердечники клапанов).
- Обеспечьте стерильность поверхности (зеркальная полировка, отсутствие «мертвых зон»).
- Совместим с биосовместимыми материалами (такими как кольца для поддержки имплантатов, уплотнители для масок).
- Шприцы, корпуса диагностического оборудования, компоненты ингаляторов и т.д. – все это изготавливается с использованием сверхточных медицинских пресс-форм.
4. Промышленное оборудование и комплектующие
Поставлять высокопрочные, износостойкие детали из конструкционных пластиков для корпусов оборудования (электроинструменты, приборные панели), функциональных конструктивных элементов (шестерни, шкивы) и трубных соединений. Конструкция пресс-форм должна обеспечивать повышенную механическую прочность.

Краткое содержание
За каждым комплектом простых в использовании пресс-форм для литья пластмасс под давлением стоит точная конструкция , подходящие материалы и превосходный производственный процесс. В этом заключается основная ценность пресс-формы — это не просто инструмент для производства, а ключевая поддержка для предприятий в создании новых продуктов, обеспечении стабильного массового производства и контроле затрат.
Компания JS, являясь партнером, тесно связанным с областью литья под давлением, предоставляет следующие услуги:
✅ Полная поддержка на всех этапах процесса, от проектирования до серийного производства.
✅ Высокоточная разработка пресс-форм.
✅ Быстрое реагирование и проверка пресс-формы.
Независимо от того, нужны ли вам прецизионные компоненты для автомобильной промышленности, стерильные детали медицинского класса или инновационные конструкции для бытовой электроники, компания JS может использовать профессиональные технологии литья под давлением для точного воплощения вашего проекта.
👉 Свяжитесь с нами , чтобы разработать индивидуальное решение для массового производства!

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Серия JS. Никаких заверений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации не предоставляется. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть Longsheng. Ответственность за запрос ценового предложения на детали лежит на покупателе. Необходимо определить конкретные требования к этим разделам. Для получения дополнительной информации, пожалуйста, свяжитесь с нами .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Независимо от того, идет ли речь о мелкосерийном производстве или крупномасштабной индивидуальной разработке, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology – это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Часто задаваемые вопросы
1. Что такое литье пластмасс под давлением?
Литье пластмасс под давлением — это производственный процесс, при котором расплавленный пластик впрыскивается в закрытую полость пресс-формы под высоким давлением, а затем, после охлаждения и затвердевания, пресс-форма открывается для извлечения пластиковой детали.
2. Для чего используется пресс-форма для литья пластмасс под давлением?
Пресс-формы для литья пластмасс под давлением являются ключевыми инструментами, которые придают расплавленному пластику определенную форму, размер и точность поверхности, а также обеспечивают извлечение пластиковых деталей после охлаждения и формования.
3. Как пластик попадает в форму?
Под действием шнека литьевой машины пластик выдавливается во внутренний канал полости через систему заливки формы (литниковый канал, затвор).
4. Какие материалы обычно используются для изготовления пресс-форм для литья пластмасс под давлением?
В качестве материалов для пресс-форм для литья пластмасс под давлением обычно используются высокопрочные и износостойкие металлические материалы, такие как инструментальная сталь (например, H13, P20), твердый сплав и нержавеющая сталь (например, 420).
Ресурс
Машина для литья под давлением
Пластиковый автомобильный двигатель

