

Molti prodotti in plastica presenti sul mercato derivano dallo stesso processo fondamentale: lo stampaggio a iniezione della plastica . Dietro questa produzione efficiente, il vero protagonista è lo stampo a iniezione, responsabile di dare alla plastica fusa e calda la forma finale desiderata.
Sembra un po' magico? In realtà, capire come funzionano gli stampi a iniezione per la plastica è il primo passo per capire come realizzarli. Successivamente, smonteremo passo dopo passo la struttura interna e il flusso di lavoro degli stampi a iniezione per la plastica per vedere come trasformano le particelle di plastica in oggetti fisici che abbiamo tra le mani in poche decine di secondi.
Cosa dobbiamo sapere sugli stampi a iniezione per materie plastiche?
Se si desidera realizzare un bicchiere di plastica di una forma specifica, non è sufficiente modellarlo a mano, poiché l'efficienza è troppo bassa. In questo caso, è necessario utilizzare uno stampo a iniezione per materie plastiche . La struttura di questo stampo è piuttosto complessa, solitamente composta da diversi pezzi di metallo massiccio (come l'acciaio) lavorati e assemblati con precisione. Deve essere in grado di resistere all'alta pressione e all'alta temperatura durante l'iniezione e deve potersi aprire e chiudere con precisione per consentire una facile estrazione dei pezzi finiti.
Esistono anche molti tipi di stampi a iniezione per la plastica. Alcuni sono molto semplici, si aprono e si chiudono soltanto. Altri sono particolarmente complessi, con parti mobili al loro interno, e altri ancora sono necessari per realizzare pezzi in plastica bicolore. Ma a prescindere dal tipo, la funzione principale è la stessa: dare forma alla plastica fusa e realizzare i prodotti in plastica desiderati. È l'eroe invisibile ma estremamente importante che lavora dietro le quinte alla produzione di massa di componenti in plastica.
Come funziona lo stampo per lo stampaggio a iniezione della plastica?
1. Serraggio e bloccaggio dello stampo
Quando lo stampo inizia a funzionare, le sue due metà (stampo mobile e stampo fisso) si chiudono ermeticamente insieme.
L'enorme forza di serraggio dello stampo blocca saldamente i pezzi, senza lasciare spazi vuoti. Questo è fondamentale, perché successivamente verrà iniettata plastica ad alta pressione. Se lo stampo non è bloccato, la plastica fuoriuscirà e i pezzi risulteranno danneggiati.
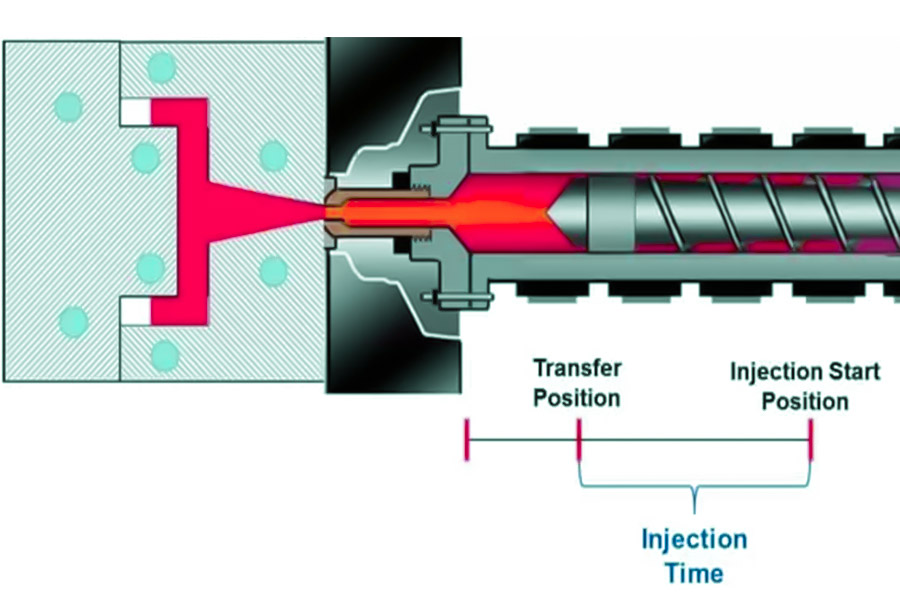
2. Iniezione di plastica
Le particelle di plastica vengono introdotte nel cilindro della pressa a iniezione per essere riscaldate. La temperatura è molto elevata e la plastica si fonde rapidamente, assumendo una consistenza simile a uno sciroppo.
Successivamente, la vite all'estremità anteriore della pressa a iniezione spinge in avanti con forza e la plastica fusa viene iniettata nella cavità all'interno dello stampo attraverso il punto di iniezione ad altissima pressione. La forma di questa cavità corrisponde alla forma del pezzo in plastica desiderato al termine del processo.
Nota speciale: se si desidera utilizzare stampi a iniezione per plastica morbida per la lavorazione, la progettazione dello stampo potrebbe richiedere una maggiore attenzione allo sfiato per evitare che la plastica morbida intrappoli l'aria formando bolle o bruciando all'interno.
3. Mantenimento della pressione e raffreddamento
Dopo che la plastica ha riempito la cavità, la vite non si ritrae immediatamente. Continua a mantenere una certa pressione e a spingere un po' più di plastica all'interno. Questo permette alla plastica di aderire saldamente alla parete della cavità, impedendo che la superficie del pezzo si abbassi o che si formino cavità interne dovute al ritiro, e garantendo che le dimensioni del pezzo siano precise e complete.
Allo stesso tempo, lo stampo inizia a svolgere una funzione di raffreddamento. Solitamente, all'interno dello stampo sono presenti numerosi tubi sottili in cui circola acqua fredda. L'acqua fredda dissipa continuamente il calore dallo stampo. La plastica fusa inizia a solidificarsi e a prendere forma. Questa fase di raffreddamento rappresenta la maggior parte dell'intero ciclo produttivo e influisce direttamente sulla velocità di produzione.
In alcuni casi, come la realizzazione di prototipi, la produzione di piccoli lotti o la produzione di componenti con strutture particolarmente semplici, si possono utilizzare stampi a iniezione in alluminio. I vantaggi dell'alluminio sono la rapidità di lavorazione e il basso costo, ma i suoi svantaggi sono altrettanto evidenti: non è duro e resistente all'usura come l'acciaio e la sua capacità di dissipazione del calore non è altrettanto buona, quindi i tempi di raffreddamento possono essere più lunghi e la durata di vita molto più breve, il che lo rende inadatto alla produzione in serie di componenti in plastica rigida.
4. Apertura dello stampo
Quando il pezzo si è raffreddato a sufficienza nello stampo e riesce a mantenere la sua forma, il meccanismo di serraggio si allenta e separa le due metà dello stampo lungo la superficie di separazione .
5. Espulsione del pezzo
Dopo l'apertura dello stampo, il pezzo in plastica stampato è solitamente ancora attaccato alla cavità sul lato dello stampo mobile. A questo punto, la struttura di espulsione all'interno dello stampo si muove per spingere il pezzo fuori dallo stampo ed espellerlo.
La fase di espulsione deve essere progettata in modo intelligente, con forza sufficiente e posizionamento preciso, e il pezzo non deve deformarsi né essere espulso con segni bianchi.
6. Riavvia per prepararti al round successivo
Dopo che l'estrattore ha espulso il pezzo, si ritrae immediatamente tornando nella sua posizione originale. Allo stesso tempo, lo stampo mobile e quello fisso si chiudono e si bloccano nuovamente. La vite della pressa a iniezione ruota e si ritrae contemporaneamente, iniettando nuove particelle di plastica, riscaldandole e fondendole, e preparandole per l'iniezione successiva. L'intero ciclo si ripete, e i pezzi in plastica vengono prodotti in modo continuo.
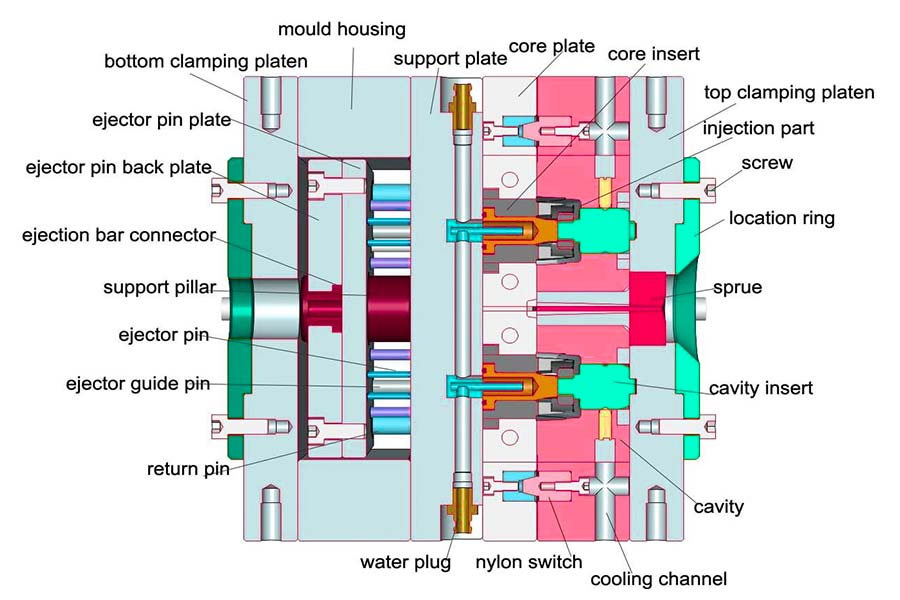
Come sono composti gli stampi per l'iniezione di plastica?
Nella progettazione di stampi a iniezione per materie plastiche su misura , è necessario considerare attentamente fattori quali la struttura specifica del prodotto, i requisiti di produzione e i costi. Di seguito viene presentato un esempio di progettazione di questi componenti:
1. Dispositivo di fissaggio dello stampo
Lo stampo è composto da due metà, superiore e inferiore, e deve essere fissato alla dima della pressa a iniezione mediante un'apposita piastra di fissaggio. Alcune macchine utilizzano bulloni di grandi dimensioni per il fissaggio, mentre altre si agganciano direttamente con potenti magneti. Questo garantisce che lo stampo rimanga saldamente fissato durante il funzionamento e non si allenti.
2. Ingresso e posizionamento della plastica
Nella parte anteriore del cilindro della macchina è presente un ugello, da cui viene espulsa la plastica fusa. Questo ugello deve essere fissato con precisione a una piccola interfaccia presente sullo stampo, chiamata manicotto di colata. Lo stampo è inoltre dotato di un anello di posizionamento, la cui funzione è quella di garantire che l'ugello sia allineato e premuto contro il centro del manicotto di colata, consentendo alla plastica di entrare nello stampo senza intoppi.
3. Canale di afflusso in plastica
Dopo che la plastica entra nello stampo dall'ugello attraverso il manicotto di iniezione, fluisce dapprima in un canale principale, chiamato canale di diramazione principale. Da questo canale principale, la plastica si dirama in canali secondari che la distribuiscono all'ingresso di ciascuna area di stampaggio, ovvero il punto di iniezione. Il punto di iniezione è l'ultimo canale attraverso il quale la plastica entra effettivamente nell'area di formatura finale.
4. Struttura del nucleo dello stampo
La forma finale del prodotto viene definita all'interno della cavità. Solitamente, all'interno della piastra d'acciaio dello stampo superiore viene praticato un foro concavo, che costituisce la cavità.
Una parte convessa è fissata alla piastra di supporto dello stampo inferiore, che costituisce il nucleo. Viene inserita nello spazio della cavità e insieme formano la forma del prodotto.
Quando le due metà dello stampo vengono unite, lo spazio tra la cavità e il nucleo rappresenta lo spessore della parete del nostro prodotto finale, e la plastica fusa viene iniettata e riempita in questo spazio per raffreddarsi e assumere la forma desiderata .
Per garantire una sollecitazione uniforme dello stampo, le unità di stampaggio in un set di stampi sono solitamente combinazioni simmetriche di 1, 2, 4, 8, ecc.
Suddivisione dell'area funzionale della cavità dello stampo:
| Nome della zona | Ruolo principale | Descrivere |
| cavità dello stampo | Definizione della forma esterna principale del prodotto. | Fissato sulla metà superiore dello stampo per formare un contorno concavo. |
| Tipo di nucleo | Definizione della forma interna e della struttura dettagliata del prodotto. | Fissato sulla piastra di supporto dello stampo inferiore, forma un contorno in rilievo. |
| Unità formante | L'area precisa in cui vengono formati uno o più prodotti. | La pianificazione quantitativa è fondamentale per la progettazione di stampi a iniezione per materie plastiche su misura. |
5. Sistema di raffreddamento
Quando la plastica fusa viene iniettata, la temperatura è molto elevata e deve essere raffreddata e solidificata rapidamente. Un intero sistema di tubi viene preinstallato nello stampo. Acqua fredda circola in questi tubi per dissipare il calore generato durante la solidificazione della plastica. La qualità di questo sistema influisce direttamente sulla velocità di produzione e sulla probabilità che il prodotto si deformi o si incurvi.
6. Guida per l'allineamento dello stampo
Lo stampo si apre e si chiude migliaia di volte. Per garantire che la cavità e il nucleo siano allineati al 100% ogni volta che le due metà dello stampo vengono chiuse, sono presenti diverse serie (solitamente 4) di guide coniche laterali, inserite negli appositi manicotti. Queste guide, simili a binari di precisione, consentono alle due metà dello stampo di completare i movimenti di apertura e chiusura in modo stabile e preciso, assicurando una forma sempre uniforme del prodotto.
7. Meccanismo di espulsione
Dopo che il prodotto si è raffreddato e solidificato, deve essere estratto dal nucleo sigillato, altrimenti lo stampo non può essere aperto o il prodotto si danneggerà. Questo è il compito del meccanismo di espulsione .
Il componente principale è costituito da un gruppo di piccoli pilastri o piccole asticelle rotonde, installate su una piastra di espulsione mobile. Dopo l'apertura dello stampo, la macchina spinge in avanti la piastra di espulsione e questi piccoli pilastri si estendono e premono uniformemente contro la parte posteriore del prodotto o nella posizione appropriata, spingendolo delicatamente lontano dal nucleo.
Anche la piastra di espulsione necessita di un telaio di supporto per fissare la posizione degli espulsori, in modo che si muovano solo avanti e indietro senza oscillazioni o rotazioni.
È costoso realizzare stampi per iniezione di plastica?
La gamma di prezzi degli stampi a iniezione per materie plastiche è estremamente ampia, spaziando da poche migliaia a milioni di RMB (equivalenti a poche centinaia o centinaia di migliaia di dollari USA). Il costo dipende dalle specifiche esigenze del prodotto, dagli obiettivi di produzione e dal budget. I principali fattori che influenzano il prezzo sono i seguenti:
1. Complessità del prodotto
Più complessa è la forma, maggiore è il costo: cavità, pareti sottili, texture fini o strutture che richiedono l'utilizzo di cursori/estrattori smussati per lo stampaggio aumenteranno notevolmente la difficoltà di progettazione, i tempi di lavorazione e il numero di pezzi, facendo lievitare il prezzo.
I requisiti di precisione determinano l'investimento nella lavorazione: tolleranze dimensionali rigorose (come ±0,02 mm) o requisiti di lucidatura a specchio richiedono attrezzature di alta precisione e tempi più lunghi.
2. Numero di cavità di stampaggio
Per ogni cavità aggiuntiva (ad esempio, da 1 a 8 cavità), il consumo di acciaio e il volume di lavorazione dei componenti principali raddoppiano quasi, e aumentano anche le dimensioni e il peso dello stampo.
3. Selezione dell'acciaio chiave
- Il grado dell'acciaio rappresenta il costo base: l'acciaio per il nucleo, la cavità e gli altri componenti del nucleo è fondamentale.
- Componenti standard: è sufficiente acciaio P20/718 di produzione nazionale.
- Componenti molto richiesti: è necessario acciaio di alta qualità importato, come H13/S136, e il prezzo è diverse volte superiore.
4. Dimensioni dello stampo
Gli stampi di grandi dimensioni richiedono più materiali di consumo e macchinari di grandi dimensioni per la lavorazione. I sistemi di sollevamento e raffreddamento sono complessi e, di conseguenza, i costi aumentano.
5. Riferimento alla fascia di prezzo degli stampi
| Tipo e caratteristiche dello stampo | Prodotto rappresentativo | Fascia di prezzo stimata (USD) | Principali fattori determinanti |
| Semplice e piccolo (foro singolo) | Tappo di bottiglia, guscio semplice. | 1.000-7.000 | Struttura semplice, dimensioni ridotte, acciaio comune, canale freddo. |
| Complessità media (1-4 punti di agopuntura) | Pulsanti per elettrodomestici, impugnature per utensili. | 7.000−40.000 | Dettagli della texture, eventualmente inclusi cursori e canale freddo. |
| Elevata complessità/precisione (cavità multiple) | Componenti interni per autoveicoli, ingranaggi di precisione. | 40.000−200.000+ | Struttura complessa per l'estrazione del nucleo, alta precisione, canale caldo. |
| Requisiti di grandi dimensioni, complessi e di lunga durata | Paraurti per auto, guscio per elettrodomestico. | 110.000−400.000+ | Struttura enorme e ultra complessa, realizzata in acciaio di ultima generazione. |
Suggerimenti per il controllo del budget:
- Definisci chiaramente le esigenze fondamentali: evita di ricercare una precisione eccessiva o effetti superficiali non necessari.
- Valutate le opzioni di seconda mano: se il budget iniziale è limitato e le modifiche al progetto sono minime, vale la pena esplorare il mercato degli stampi a iniezione per plastica usati. Valutate attentamente le condizioni e l'idoneità degli stampi a iniezione per plastica usati per ridurre efficacemente i costi.
- Richiedi preventivi accurati: è più saggio fornire disegni dettagliati per confrontare i preventivi di più fornitori.
La pressione di iniezione influisce sugli stampi a iniezione per materie plastiche?
La pressione di iniezione ha un impatto diretto e significativo sulle condizioni di lavoro e sulla durata dello stampo. Questa pressione è la fonte di energia che spinge la plastica fusa a riempire la cavità ad alta velocità. Agisce non solo sulla plastica, ma anche sullo stampo stesso. L'impatto specifico si riflette nei seguenti aspetti chiave:
| aspetto dell'impatto | Il ruolo chiave svolto dalle muffe | Possibili esiti negativi |
| Stabilità di bloccaggio | Applicare lo schema di separazione dello stampo per aprire lo stampo. | Generazione del bordo di volo/bordo di uscita. |
| Parti interne/resistenza strutturale | Genera punti di alta pressione localizzati per colpire le aree deboli (acciaio sottile/piccole parti/parti mobili). | Deformazione, frattura e blocco del movimento dei componenti. |
| resistenza alla decompressione | Aumentare la forza di avvolgimento della plastica sul nucleo. | Difficoltà nell'estrusione, deformazione/danneggiamento del prodotto. |
| affidabilità strutturale a lungo termine | L'impatto continuo provoca usura e i componenti strutturali sono soggetti a sollecitazioni periodiche. | Usura accelerata delle cavità/canali di iniezione, riduzione della durata utile delle parti mobili come guide/boccole e accumulo di deformazione elastica dello stampo che porta a perdita di precisione o a fessurazioni. |
La pressione di iniezione è una condizione necessaria per garantire un riempimento uniforme della plastica, ma impone allo stampo requisiti di resistenza alla pressione più elevati. Che si tratti di uno stampo di precisione di nuova produzione o di un dispositivo già presente sul mercato, un'impostazione adeguata della pressione di iniezione è di fondamentale importanza.
Perché non possiamo fare a meno degli stampi a iniezione per la plastica?
Gli stampi a iniezione per materie plastiche sono un elemento imprescindibile dell'industria moderna. Il motivo principale è che risolvono tre problemi chiave:
1. Capacità di replicazione efficiente e accurata
- Realizzazione della forma: non importa quanto precisa sia la fibbia, la parete sottile o la struttura curva, lo stampo può riprodurla con precisione in un istante. Senza di esso, è difficile stampare in modo efficiente componenti in plastica complessi.
- Produzione di massa: un set di stampi qualificati può produrre in modo continuo e stabile da decine di migliaia a milioni di pezzi altamente uniformi. Questa efficienza non ha eguali nella lavorazione di singoli pezzi.
2. Garanzia di accuratezza del prodotto
Stabilità dimensionale: gli stampi di precisione garantiscono che la deviazione dimensionale dei pezzi stampati in ogni ciclo sia estremamente ridotta. Questa è la premessa fondamentale affinché l'assemblaggio dei prodotti moderni sia impeccabile e affidabile nel funzionamento.
3. Controllo dei costi
- Stampaggio di strutture funzionali in un'unica fase: grazie a strutture sofisticate come cursori e piani inclinati, lo stampo può produrre direttamente sottosquadri, filettature, assemblaggi di inserti e texture superficiali complesse in un'unica fase, riducendo notevolmente i processi successivi.
- Vantaggio in termini di costi su larga scala: sebbene l'investimento iniziale negli stampi sia elevato, il costo unitario è molto inferiore rispetto ad altri processi (come la lavorazione CNC e la stampa 3D) quando viene distribuito su prodotti di grandi dimensioni.
Quali sono i principali settori industriali serviti dagli stampi a iniezione per materie plastiche?
1. Automobili e trasporti
Vi è un'urgente necessità di stampi di alta precisione e lunga durata per la produzione di finiture interne ed esterne (cruscotti, pannelli delle portiere), componenti del vano motore resistenti al calore (condotti, coperture) e parti funzionali (connettori per cablaggi, alloggiamenti per componenti elettronici). Le prestazioni dei componenti in ambienti difficili dipendono da garanzie professionali sugli stampi .
2. Elettronica di consumo ed elettrodomestici
Il processo di iterazione del prodotto è rapido e richiede l'integrazione di miniaturizzazione, pareti sottili e fibbie complesse. Lo stampo garantisce che l'involucro del telefono cellulare/computer, la staffa interna, l'alloggiamento del caricabatterie e il pannello dell'elettrodomestico abbiano sia un aspetto di alta precisione che una resistenza strutturale per soddisfare la coerenza dell'assemblaggio in serie.
3. Apparecchiature mediche e sanitarie
Gli stampi a iniezione per componenti medicali in plastica sono direttamente correlati alla sicurezza delle persone e sono soggetti a requisiti rigorosi:
- È necessario ottenere uno stampaggio senza lasciare tracce di microstrutture (come canali per farmaci liquidi e nuclei di valvole di precisione).
- Garantire una superficie sterile (lucidatura a specchio, assenza di angoli ciechi).
- Compatibile con materiali biocompatibili (come anelli di supporto per impianti, guarnizioni per maschere).
- Siringhe, alloggiamenti per apparecchiature diagnostiche, componenti per inalatori, ecc., si basano tutti su stampi medicali di altissima precisione.
4. Attrezzature e accessori industriali
Fornire componenti in plastica tecnica ad alta resistenza e resistenti all'usura per alloggiamenti di apparecchiature (utensili elettrici, scatole per strumenti), parti strutturali funzionali (ingranaggi, pulegge) e giunti per tubi. La progettazione dello stampo deve rafforzare il supporto delle prestazioni meccaniche.

Riepilogo
Dietro ogni set di stampi a iniezione per materie plastiche, facili da usare, si celano una progettazione precisa , materiali idonei e un processo produttivo eccellente. Questo è il valore fondamentale dello stampo: non è solo uno strumento di produzione, ma anche un supporto chiave per le aziende che desiderano realizzare nuovi prodotti, garantire una produzione di massa stabile e controllare i costi.
In qualità di partner profondamente coinvolto nel settore dello stampaggio a iniezione, JS offre:
✅ Supporto completo in ogni fase del processo, dalla progettazione alla produzione di massa.
✅ Sviluppo di stampi ad alta precisione.
✅ Risposta rapida e verifica della presenza di muffa.
Che abbiate bisogno di componenti di precisione per il settore automobilistico, parti sterili di grado medicale o strutture innovative per l'elettronica di consumo, JS può utilizzare tecnologie di stampaggio professionali per realizzare con precisione il vostro progetto.
👉 Contattaci per personalizzare la tua soluzione di produzione di massa esclusiva!

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Serie JS. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite la rete Longsheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Technology significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
FAQ
1. Che cos'è lo stampaggio a iniezione di materie plastiche?
Lo stampaggio a iniezione di plastica è un processo di produzione che consiste nell'iniettare plastica fusa in una cavità chiusa dello stampo ad alta pressione, per poi aprire lo stampo ed espellere il pezzo di plastica dopo il raffreddamento e la solidificazione.
2. A cosa serve uno stampo a iniezione per materie plastiche?
Gli stampi a iniezione per materie plastiche sono strumenti fondamentali che conferiscono alla plastica fusa una forma, una dimensione e una precisione superficiale specifiche, e consentono l'estrazione dei pezzi in plastica dopo il raffreddamento e la formatura.
3. Come entra la plastica nello stampo?
Sotto la spinta della vite della pressa a iniezione, la plastica viene forzata a riempire il canale interno della cavità attraverso il sistema di colata dello stampo (canale di iniezione, punto di iniezione).
4. Quali sono i materiali comunemente utilizzati per gli stampi a iniezione di plastica?
I materiali comunemente utilizzati per gli stampi a iniezione di plastica includono materiali metallici ad alta resistenza e resistenti all'usura come l'acciaio per utensili (ad esempio H13, P20), il carburo cementato e l'acciaio inossidabile (ad esempio 420).
Risorsa
macchina per stampaggio a iniezione
Motore automobilistico in plastica

