

市場に出回っている多くのプラスチック製品は、同じ基本プロセスである射出成形によって製造されています。この効率的な生産の真の主役は射出成形金型です。金型は、高温で溶融したプラスチックを、私たちが求める最終形状に成形する役割を担っています。
まるで魔法のようでしょうか?実は、プラスチック射出成形金型の仕組みを理解することが、プラスチック射出成形金型の製造方法を理解する第一歩なのです。次に、プラスチック射出成形金型の内部構造と製造工程を段階的に分解し、プラスチック粒子がわずか数十秒で私たちの手の中にある物体へと変化する様子を見ていきましょう。
プラスチック射出成形金型について知っておくべきことは何でしょうか?
特定の形状のプラスチックカップを作りたい場合、手でつまむだけでは効率が悪すぎるため、明らかに不十分です。このような場合は、 プラスチック射出成形金型を使用する必要があります。この金型自体の構造は非常に複雑で、通常は精密に加工・組み立てられた複数の金属片(鋼鉄など)で構成されています。射出時の高圧と高温に耐える必要があり、また、完成品をスムーズに取り出せるように、正確に開閉できる必要があります。
プラスチック射出成形金型にも様々な種類があります。開閉だけのシンプルなものもあれば、内部に可動部品を備えた複雑なもの、二色成形が必要なものまであります。しかし、種類に関わらず、その基本的な機能は同じです。溶融したプラスチックを成形し、私たちが求めるプラスチック製品を作り出すことです。プラスチック部品の大量生産において、目には見えないものの、極めて重要な舞台裏のヒーローと言えるでしょう。
プラスチック射出成形用の金型はどのように機能するのですか?
1. 金型のクランプとロック
金型が作動を開始すると、まずその2つの部分(可動金型と固定金型)がしっかりと閉じられます。
巨大な型締め力によって金型はしっかりと固定され、隙間は一切ありません。これは非常に重要です。なぜなら、次に高圧のプラスチックが射出されるからです。金型がしっかりと固定されていないと、プラスチックが漏れ出し、部品が破損してしまいます。
2. プラスチックの射出成形
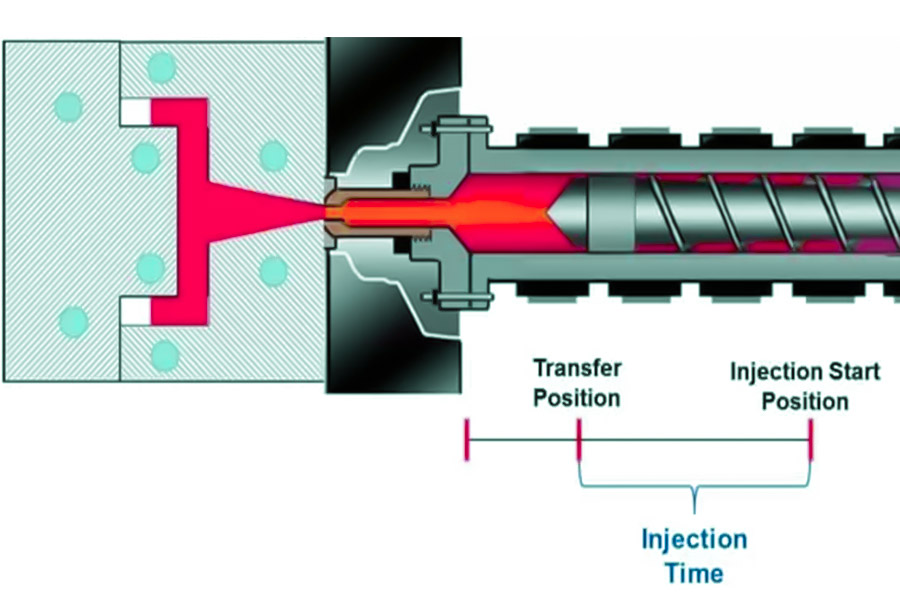
プラスチック粒子は射出成形機のバレルに送り込まれ、加熱される。温度は非常に高く、プラスチックは急速に溶けてシロップ状になる。
すると、射出成形機の前端にあるスクリューが力強く前方に押し出され、溶融したプラスチックが金型のゲートを通して金型内部のキャビティに非常に高い圧力で射出されます。このキャビティの形状が、最終的に得られるプラスチック部品の形状となります。
特記事項:軟質プラスチック射出成形金型を使用して加工を行う場合、軟質プラスチックが空気を巻き込んで気泡が発生したり、内部で燃焼したりするのを防ぐため、金型の設計において排気に関してより注意を払う必要がある場合があります。
3. 圧力保持と冷却
プラスチックがキャビティを満たした後も、ネジはすぐには引き抜かれません。一定の圧力を維持し、さらに少量のプラスチックを押し込みます。これにより、プラスチックがキャビティの壁にしっかりと密着し、部品の表面がへこんだり、内部に収縮が生じたりするのを防ぎ、部品の寸法精度と充填率を確保します。
同時に、金型は冷却の役割も果たし始めます。金型内部には通常、冷水を循環させるための細いパイプが多数設置されています。冷水は金型から熱を継続的に奪い、溶融したプラスチックは硬化して形を整えていきます。この冷却時間は生産サイクル全体の大部分を占め、生産速度に直接影響を与えます。
サンプル作成、少量生産、あるいは構造が特に単純な部品など、場合によってはアルミニウム製のプラスチック射出成形金型が使用されることがあります。アルミニウムの利点は加工が速くコストが低いことですが、欠点も明らかです。鋼鉄ほど硬く耐摩耗性に優れておらず、放熱性も鋼鉄ほど良くないため、冷却時間が長くなり寿命が短くなる可能性があり、硬質プラスチック部品の大量生産には適していません。
4. 金型開口部
成形品が金型内で十分に冷却され、形状を維持できる状態になると、型締め機構が緩み、金型の2つの半分が分離面に沿って分離されます。
5. 部品の排出
金型が開かれた後、成形されたプラスチック部品は通常、可動金型の側面にあるキャビティにまだ付着しています。このとき、金型内のエジェクタ構造が動き、部品を金型から押し出して排出します。
排出工程は、十分な力と正確な位置を確保できるよう巧妙に設計する必要があり、部品が変形したり、白い跡が残ったりしてはならない。
6. 次のラウンドに備えてリセットする
エジェクタは成形品を射出した後、直ちに後退して元の位置に戻ります。同時に、可動金型と固定金型が再び閉じられ、ロックされます。射出成形機のスクリューは回転しながら後退し、新しいプラスチック粒子を射出し、加熱・溶融させて次の射出に備えます。このサイクル全体が繰り返され、プラスチック部品が連続的に生産されます。
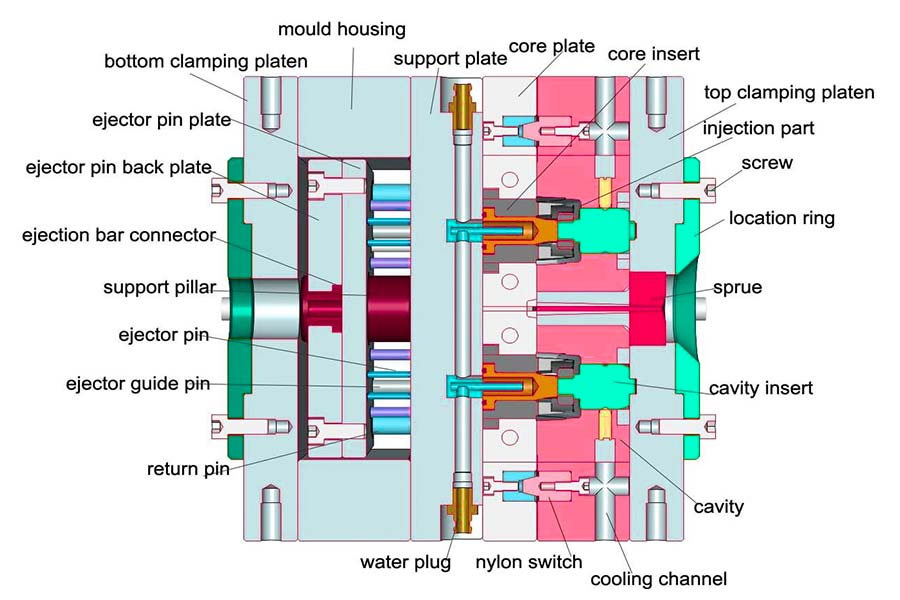
プラスチック射出成形金型はどのように構成されているのですか?
カスタムプラスチック射出成形金型を設計する際には、製品の具体的な構造、生産要件、コストなどの要素を総合的に考慮する必要があります。以下は、これらの部品を対象とした設計例です。
1. 金型固定装置
金型は上下2つの部分から構成され、専用の固定プレートを用いて射出成形機のテンプレートに固定する必要があります。機械によっては大きなボルトで締め付けて固定するものもあれば、強力な磁石で直接吸着させるものもあります。これにより、金型は運転中にしっかりと固定され、緩むことがありません。
2. プラスチックの入口と位置決め
成形機のバレル先端にはノズルがあり、溶融したプラスチックはここから押し出されます。このノズルは、金型上のスプルースリーブと呼ばれる小さな接合部に正確に取り付けられなければなりません。金型には位置決めリングもあり、その役割は、ノズルがスプルースリーブの中心に正確に位置合わせされ、押し付けられることで、プラスチックが金型内にスムーズに流入できるようにすることです。
3. プラスチック製流入路
プラスチックはノズルからゲートスリーブを通って金型に入ると、まずメインチャネル(主分岐チャネル)に流れ込みます。次に、プラスチックは主分岐チャネルからより小さな分岐チャネルへと流れ、各成形領域の入口、すなわちゲートへと分配されます。ゲートは、プラスチックが最終形状領域に実際に進入する最後のチャネルです。
4. 金型コア構造
製品の最終形状は、キャビティ内で形成される。通常、上型鋼板の内側に凹状の穴が開けられ、これがキャビティとなる。
凸部は下型支持板(コア)に固定され、キャビティ内に挿入されることで、製品の形状が形成される。
金型の2つの半分を組み合わせると、キャビティとコアの間の隙間が最終製品の肉厚部分となり、ここに溶融プラスチックが注入されて充填され、 冷却されて成形されます。
金型に均一な応力がかかるようにするため、一連の金型内の成形ユニットは通常、1、2、4、8などの対称的な組み合わせになります。
金型キャビティ機能領域の区分:
| エリア名 | 主要な役割 | 説明する |
| 金型キャビティ | 製品の主要な外観形状を成形する。 | 金型の上半分に固定して、凹状の輪郭を形成する。 |
| コアタイプ | 製品の内部形状と詳細な構造を成形する。 | 下型支持板に固定され、隆起した輪郭を形成する。 |
| 成形ユニット | 1つまたは複数の生成物が形成される正確な領域。 | 数量計画は、カスタムプラスチック射出成形金型の設計において重要な鍵となる。 |
5.冷却システム
溶融プラスチックを射出する際、温度は非常に高いため、速やかに冷却して固める必要があります。金型にはあらかじめ配管が埋め込まれており、これらの配管内を冷水が循環することで、プラスチックが固まる際に発生する熱を奪います。このシステムの品質は、生産速度や製品の変形・反りの発生に直接影響します。
6. 金型位置合わせガイド
金型は何千回も開閉します。上下の金型が閉じるたびにキャビティとコアが100%正確に位置合わせされるように、金型の側面には複数の(通常4組の)円錐形のガイドピラーが設けられており、それぞれ対応するガイドスリーブに挿入されます。これらは精密なガイドレールのような役割を果たし、金型の上下部分が安定かつ正確に開閉動作を完了できるようにすることで、製品の形状が常に一定であることを保証します。
7.排出機構
製品が冷却・固化した後、しっかりと包まれたコアから取り出す必要があります。そうしないと、金型が開かなかったり、製品が破損したりします。これがエジェクタ機構の役割です。
主要構成要素は、可動式の射出プレートに取り付けられた多数の小さな柱または小さな丸棒です。金型が開かれると、機械は射出プレートを前方に押し出し、これらの小さな柱が伸びて製品の背面または適切な位置に均等に押し当て、製品をコアから優しく押し出します。
エジェクタープレート自体にも、エジェクターの位置を固定するための支持フレームが必要であり、これにより、エジェクターが揺れたり回転したりすることなく、前後方向にのみ動作するようにすることができる。
プラスチック射出成形金型を作るのは費用がかかりますか?
プラスチック射出成形金型の価格帯は非常に幅広く、数千元から数百万元(数百ドルから数十万ドルに相当)に及びます。高価かどうかは、製品の具体的な要件、生産目標、予算によって異なります。主な影響要因は以下のとおりです。
1. 製品の複雑さ
形状が複雑になればなるほどコストは高くなります。空洞、薄壁、細かい質感、またはスライダー/ベベルエジェクターを使用して型から取り出す必要がある構造は、設計の難易度、加工時間、部品数を大幅に増加させ、価格を押し上げます。
加工への投資は、精度要件によって決まります。厳しい寸法公差(±0.02mmなど)や鏡面研磨の要件を満たすには、高精度な装置とより多くの時間が必要です。
2. 成形キャビティの数
キャビティが1つ増えるごとに(例えば1キャビティから8キャビティまで)、コア部品の鋼材消費量と加工量はほぼ2倍になり、金型のサイズと重量も増加します。
3. 主要鋼材の選定
- 鋼材のグレードは基本コストであり、コア、キャビティ、その他のコア部品に使用される鋼材は非常に重要です。
- 一般的な部品:国産のP20/718鋼で十分です。
- 需要の高い部品:H13/S136などの輸入高級鋼材が必要となり、価格は数倍高くなります。
4. 金型サイズ
大型金型は消耗品が多く、加工には大型工作機械が必要となる。昇降装置や冷却装置の設計も複雑になり、当然コストも増加する。
5. 金型価格帯の参考
| 金型の種類と特性 | 代表的な製品 | 推定価格帯(米ドル) | 主な推進要因 |
| シンプルで小さい(穴が1つ) | ボトルキャップ、シンプルな貝殻。 | 1,000〜7,000 | シンプルな構造、小型、普通鋼材、コールドランナー。 |
| 中程度の複雑さ(1~4つのツボ) | 家電製品のボタン、工具のハンドル。 | 7,000~40,000 | 詳細テクスチャ、スライダー、コールドランナーを含む可能性あり。 |
| 高度な複雑性/高精度(マルチキャビティ) | 自動車内装部品、精密歯車。 | 40,000〜200,000以上 | 複雑なコア引き抜き構造、高精度、ホットランナー。 |
| 大規模で複雑な/長期にわたる要件 | 自動車のバンパー、家電製品の筐体。 | 110,000〜400,000以上 | 巨大で極めて複雑な構造、高度な鋼材を使用。 |
予算管理に関する提案:
- 明確な核心的ニーズ:不必要な精度や表面的な効果を過度に追求することを避ける。
- 中古品の選択肢も検討してみましょう。初期予算が限られていて、設計変更も小規模な場合は、中古プラスチック射出成形金型の販売市場を探してみる価値があります。中古プラスチック射出成形金型の状態と適用性を慎重に評価することで、コストを効果的に削減できます。
- 正確な見積もりを入手するには、複数の業者から見積もりを比較するために、詳細な図面を提供するのが賢明です。
射出圧力はプラスチック射出成形金型に影響を与えますか?
射出圧力は、金型の稼働状態と寿命に直接的かつ重要な影響を与えます。この圧力は、溶融プラスチックを高速で金型キャビティに充填する動力源です。圧力はプラスチックだけでなく、金型自体にも作用します。具体的な影響は、以下の重要な点に表れます。
| 影響の側面 | カビが果たす重要な役割 | 起こりうるマイナスの結果 |
| ロック安定性 | 金型を開くには、金型分割面接図を適用してください。 | フライングエッジ/トレーリングエッジの生成。 |
| 内部構造/構造強度 | 局所的に高圧点を発生させ、脆弱な部分(薄い鋼板、小さな部品、可動部品など)に衝撃を与える。 | 部品の変形、破損、および動作不良。 |
| 離型抵抗性 | 芯材に対するプラスチックの巻き付け力を高める。 | 押し出しが困難、製品の変形・損傷。 |
| 長期的な構造信頼性 | 継続的な衝撃は摩耗を引き起こし、構造部品は周期的な応力にさらされる。 | キャビティ/ゲートの摩耗の加速、ガイドポスト/スリーブなどの可動部品の寿命短縮、金型の弾性変形の蓄積による精度低下や亀裂の発生。 |
射出圧力はプラスチックのスムーズな充填を確保するために必要な条件ですが、金型にはより高い耐圧性能が求められます。新しく製造される精密金型であれ、市販されている装置であれ、適切な射出圧力の設定は非常に重要です。
なぜ私たちはプラスチック射出成形金型なしではやっていけないのでしょうか?
プラスチック射出成形金型は、現代産業において不可欠な基盤である。その主な理由は、以下の3つの重要な問題を解決するからである。
1. 効率的かつ正確な複製機能
- 形状実現:バックル、薄肉構造、曲面構造など、どんなに精密な形状でも、金型を使えば瞬時に正確に再現できます。金型がなければ、複雑なプラスチック部品を効率的に成形することは困難です。
- 大量生産:厳選された金型一式を用いることで、数万個から数百万個もの高精度な部品を連続的かつ安定的に生産できます。この効率性は、単体加工では到底実現できません。
2. 製品の正確性を保証する
寸法安定性: 精密金型を使用することで、各成形サイクルで成形される部品の寸法偏差を極めて小さく抑えることができます。これは、現代の製品組立において、シームレスかつ信頼性の高い機能を実現するための基本条件です。
3. コスト管理
- 機能的な構造をワンステップで成形:スライダーや傾斜トップなどの高度な構造を利用することで、金型はアンダーカット、ねじ山、インサートアセンブリ、複雑な表面テクスチャをワンステップで直接製造でき、後続の工程を大幅に削減します。
- 大規模生産におけるコスト優位性:金型への初期投資は高額ですが、大規模製品に展開した場合、単位コストは他のプロセス(CNC加工や3Dプリンティングなど)よりもはるかに低くなります。
プラスチック射出成形金型が主に利用されている産業は何ですか?
1. 自動車および輸送
内装・外装トリム(計器パネル、ドアパネル)、耐熱性エンジンルーム部品(ダクト、カバー)、機能部品(ワイヤーハーネスコネクタ、電子機器ハウジング)の製造には、高精度かつ長寿命の金型が緊急に必要とされています。過酷な環境下での部品の性能は、 専門的な金型保証にかかっています。
2. 家電製品および家庭用電化製品
製品開発の反復が速いため、小型化、薄肉化、複雑なバックル構造の統合が求められます。金型は、携帯電話/コンピュータの筐体、内部ブラケット、充電器筐体、家電パネルが、高精度な外観と構造強度を両立し、バッチ組立の一貫性を確保できるようにします。
3. 医療・健康機器
医療機器部品のプラスチック射出成形金型は、生命の安全に直接関わるため、厳格な要件が課せられます。
- 液体薬剤流路や精密バルブコアなどの微細構造の痕跡を残さない成形を実現する必要がある。
- 表面を清潔に保つこと(鏡面研磨、死角のない設計)。
- 生体適合性材料(インプラント支持リング、マスクシールなど)との互換性があります。
- 注射器、診断機器の筐体、吸入器の部品などはすべて、超精密な医療用金型に依存している。
4. 産業機器および付属品
機器筐体(電動工具、計器ボックス)、機能構造部品(ギア、プーリー)、および配管継手用の高強度・耐摩耗性エンジニアリングプラスチック部品を提供する。金型設計は、機械的性能の強化を目的とする。

まとめ
使いやすいプラスチック射出成形金型の背後には、 精密な設計、適切な材料、そして優れた製造プロセスがあります。これこそが金型の核心的な価値であり、金型は単なる生産ツールではなく、企業が新製品を開発し、安定した量産を確保し、コストを管理するための重要な支えとなるのです。
射出成形分野に深く関わるパートナーとして、JSは以下のサービスを提供します。
✅ 設計から量産までの全工程をサポートします。
✅ 高精度金型開発。
✅ 迅速な対応と金型検証。
自動車用精密部品、医療用滅菌部品、あるいは民生用電子機器向けの革新的な構造物など、お客様が必要とするものが何であれ、JSは専門的な金型技術を用いてお客様の設計を正確に実現します。
👉 お客様専用の量産ソリューションをカスタマイズするには、お問い合わせください!

免責事項
このページの内容は情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、有効性に関して、明示的または黙示的な表明または保証はありません。Longshengネットワークを通じて、第三者のサプライヤーまたは製造業者が性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりが必要な場合は、購入者の責任でこれらのセクションの特定の要件を特定してください。詳細についてはお問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社以上のお客様との実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最速納品で対応いたします。JS Technologyをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただけます。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
よくある質問
1. プラスチック射出成形とは何ですか?
プラスチック射出成形とは、溶融したプラスチックを高圧で閉じた金型キャビティに注入し、冷却・固化後に金型を開いてプラスチック部品を取り出す製造プロセスである。
2. プラスチック射出成形金型は何に使用されますか?
プラスチック射出成形金型は、溶融プラスチックに特定の形状、サイズ、表面精度を与え、冷却・成形後にプラスチック部品を取り出すための重要なツールです。
3. プラスチックはどのようにして金型に充填されるのですか?
射出成形機のスクリューの押し込みによって、プラスチックは金型注型システム(ランナー、ゲート)を通してキャビティの内部通路に押し込まれる。
4. プラスチック射出成形金型によく使用される材料は何ですか?
プラスチック射出成形金型によく用いられる材料としては、工具鋼(H13、P20など)、超硬合金、ステンレス鋼(420など)といった高強度で耐摩耗性に優れた金属材料が挙げられる。
リソース

