

Я положил кусок пластика в лазерный резак и нажал кнопку «Пуск». Результаты могут сильно различаться: либо вы получаете идеальную часть с чистыми краями и точными размерами. Или вы получаете внезапный взрыв удушья желто-зеленого дыма с машины и острый запах, который поражает ваше лицо. Это не так просто, как грязь, драгоценные фокусировки в машине. Худший,Вы можете случайно выпустить токсичные газы.
Это реальностьЛазерный срезанный пластик: Выберите правильный материал, получите вдвое больше, чем половина усилий. Выберите неправильный, в лучшем случае материал будет отменен, а оборудование будет повреждено, или, в худшем случае, он поставит под угрозу безопасность.
Есть так много типов пластиков, с очень разными композициямии их реакция на лазеры сильно различаются. Некоторые пластмассы просто не подходят или даже невозможно сократить, но есть также много общих пластмасс, которые являются нашими «хорошими помощниками». Основное это, лазерный резки пластика может стать очень удобным инструментом в наших руках, помогая нам быстро и точно сделать различные детали с помощью тонких дизайнов.
Будь то изготовление образцов, изготовление логотипов, резание упаковки или создание сложных деталей продукта, это очень полезно в нашем ежедневномПроцесс производстваПолем Таким образом, ядро этого руководства состоит в том, чтобы помочь вам избежать ловушек, выяснить, какие пластмассы можно безопасно и эффективно обрезать лазером, как их разрезать, и какие точки безопасности должны помнить при работе. Давайте поговорим об этом подробно.
Сводка основных ответов:
| Пластиковый тип | Лазерная резка пригодность | Ключевые причины/меры предосторожности |
| Акрил/ПММА | ✅ Отлично | Плавные края, такие как полировка пламени для лучшего эффекта. |
| АБС | ⚠ Требуется осторожность | Растает и производит неприятные запахи, со средним качеством края. |
| Поликарбонат (ПК) | 🚫 Не рекомендуется | Поглощение инфракрасного лазера, склонного к обесцвечиванию и зажиганию, с плохой эффективностью. |
| Поливинилхлорид (ПВХ) | ☠ абсолютно запрещено | Выпустить высокотоксичный газ хлора, коррозировать машины и предлагать опасность для здоровья. |
| Петг | ⚠ Требуется осторожность | Легко плавить и прилипать, требуя точных параметров параметров. |
| Ацетальная смола (Delrin/Pom) | ✅ Хорошо | Резка чистая, но запах силен и требует хорошей вентиляции. |
| Полипропилен (стр.) | 🚫 Не рекомендуется | После резки он превратится в расплавленное вязкое вещество. |
Эта статья ответит на ваши вопросы:
- Это руководство покажет вам, как различные пластмассы ведут себя под лазерами, и подчеркнут, какие материалы никогда не должны касаться. Неправильный выбор может привести к повреждению оборудования или опасности безопасности.
- Мы будем использовать реальный пример (сравнение акриловых прототипов и функциональных частей ABS), чтобы четко показать, как выбор материала влияет на результаты.
- Наконец, мы предоставим практические ответы на общие операционные проблемы, такие как толщина резки и выбор лазерного выбора, чтобы помочь вам безопасно и эффективно применять технологию лазерной резки.
Зачем доверять этому руководству? Лазерная и материальная научная практика JS
Каждый опыт здесь исходит из фактической таблицы операций на семинаре нашей компании JS компании. Одним из наших основных предприятий является производство высокоостренных лазерных запчастей. Например, когда клиент хочет вырезать прозрачный и гладкий кусок дисплея из акрила толщиной 10 мм, или когда он хочет разрезать кусок ПВХ или толстый поликарбонат, мы напрямую скажем им«Это действительно невозможно»,Ясно объясните, что лазеры этих материалов выпустит вредные газы и рекомендуют безопаснееОбработка с ЧПУрешения.
Какой пластик лучше всего подходит с лазером CO2, как регулировать параметры, или почему лазер волокон не подходит для резки определенных пластмасс. Эти знания не копируются из книг, но получают через нашу машину после машины и повторной обработки.
Это руководство накапливается нашимJS EngineeringКоманда в бесчисленное количество времени регулировки мощности, скорости тестирования, проверки частоты и очистки отрезков и сгоревших материалов.
«Артур Шавлау, один из пионеров лазерной физики, сказал: Чтобы выполнять лазерную работу, вы должны научиться разговаривать на свете».
Именно благодаря повседневному «диалогу» мы полностью поняли производительность машины и по-настоящему поняли характеристики и маржу безопасности различных пластмасс под лазером. Мы делимся здесь, так это правила эксплуатации, которые мы действительно разработали для обеспечения безопасности и надежности ».
Наука о лазерной режущей пластике: таяние, испарение или сжигание?
Лазерная режущая пластмассы не прост. По сути,Мы используем луч высокоэнергетического света, чтобы точно «поговорить» с материалом.Понимание того, как проходит этот разговор, тает, испаряется, или, к сожалению, ожоги, определенно является первым шагом к выбору правильного материала и приготовления хорошеголазерные резки.
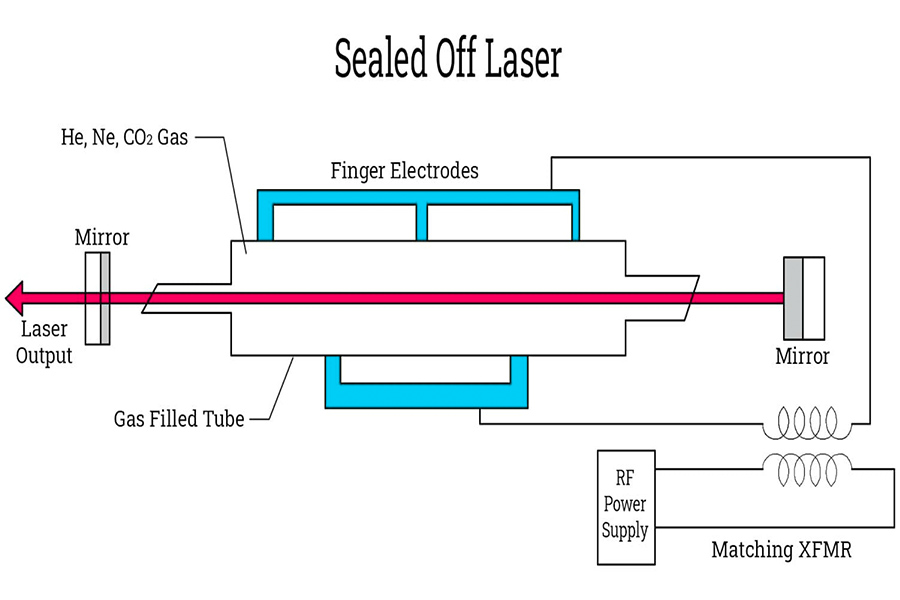
Co₂ Laser: Почему он такой «совместимый» с пластиками?
В нашем семинаре JS,Co₂ лазер является абсолютной основной силой для резки органических материалов, таких как акрил.Причина проста: инфракрасный свет (длина волны 10,6 мкм), которую он испускает, просто любит молекулярную структуру большинства пластмасс (таких как древесина и акрил) и может быть эффективно поглощен. Энергия быстро «съедена» материалом, температура мгновенно взлетает до точки испарения, материал непосредственно превращается в газ и поражен вспомогательным газом, а разрез, естественно, чистый и аккуратный.
Плавление и испарение: водораздел качества разреза
Идеальная ситуация:
Чистая испаривание (например, акрил/ПММА): акрил может поглощать 10,6 мкм лазер, быстро достигать точки испарения и непосредственно образует газ, который будет поражен. Остаточное тепло на краю слегка растопит поверхность, что выглядит так, как будто она была отполированной, полупрозрачной и гладкой, что является ключом к созданию высококачественных деталей дисплея длялазерная резкаПолем
Проблемная ситуация:
Чрезмерное составление (например, ABS, PETG): этот тип материала легче растопить. Потому что температура плавления ABS при 300 ° C и точке испарения при 350 ° слишком близко. Когда лазер облучен, он не превращается в газ быстро,но сначала превращается в расплавленный материал.
Результатом является то, что край разреза грубый, покрыт шлаком и даже придерживается себя, что значительно снижает качество деталей и затрудняет очистку.
Абсолютно запрещенная область: хлорсодержащий пластмассы - «яд» лазерной резки
В JS, если я встречаю клиентов, которые хотят делать лазерную резку хлора, содержащего пластмассы, такие какПВХ и винилВЯ откажусь без колебаний.Это не преувеличение, оно действительно фатально:
- Высокотоксичный газ: высокотемпературные лазеры заставят их разложить и высвобождать газ хлорида водорода (HCL). Вдыхание этой вещи приведет к разрушительным ожогам дыхательным путям, а последствия чрезвычайно серьезны.
- Машина -убийца: HCL GAS превратится в соляную кислоту немедленно, когда он встречает влагу в воздухе! Этот кислотный туман будет разбросить все металлические детали в машине безумно, включая точные рельсы, винты и особенно дорогие оптические линзы, которые будут отменены в минуты. Одна резка разрушит машину,И я не шучу.
Обычная пластиковая лазерная резка (Co₂) характеристики и риски:
| Пластиковый тип | Скорость поглощения Co₂ Laser | Основной механизм резки | Типичные проявления качества разреза | Основной уровень риска |
| Акрил (ПММА) | Чрезвычайно высокий | Свинец: газификация | Гладкий, прозрачный, края расплавлены. | Низкий (требующий вентиляции). |
| АБС | Высокий | Ведущий: плавление | Легко растопить шлак, грубые края и может повторно закрепить. | Средний (с высоким дымом и, возможно, следовые количества производных бензола). |
| Петг | Высокий | Ведущий: плавление | Легко рисовать и склонность к карбонизации по краям. | Средний (с высоким уровнем дыма и пыли). |
| ПВХ (содержащий хлор) | Высокий | Разложение/сгорание | Тяжелая карбонизация и нерегулярные края. | Чрезвычайно! (Высокотоксичный газ HCL, высоко коррозийный). |
| Поликарбонат (ПК) толстая пластина | Растущее падение | Легко плавить/карбонизировать | Легко пожелать, взломать и накапливать шлак. | Среднего до высокого (с высоким дымом и, возможно, содержащим фенол). |
Данные из ISO 11553, отчет об оценке риска ECHA
«Понимание того, что материал тает, испаряется или разлагается во время лазерной резки пластмасс, напрямую связано с качеством частично, оперативной безопасности и сроком службы оборудования. Я настоятельно рекомендую вам тщательно понять характеристики лазерной обработки любого нового материала перед тем, как попробовать его. Безопасность и качество всегда приходят до скорости.
Руководство по лазерным резки пластиковым материалам: правило светофора
Я запускал лазерную резку более десяти лет и работал со многимипластиковые материалыПолем Сегодня я собираюсь использовать хорошо известный принцип «светофора», а также свой практический опыт, объясняя ключевые моменты в сокращении общих пластмасс, особенно о проблемах, которые необходимо соблюдать при использовании нашей повседневной лазерной режущей машины.Безопасность сначала, эффект второй!
✅ Зона зеленого света: с уверенностью вырезать (предлагаемые материалы)
Акрил (ПММА):Laser Rutg's "Golden Partner". Скорость поглощения лазера CO Это самый популярный материал для знаков, моделей отображения и точных деталей в наших онлайн -сервисах лазерной резки.
Ацетальная смола (POM / Delrin):Высокая точность резки и гладкие и аккуратные края подходят для износостойких деталей, таких как шестерни, подшипники и функциональные детали. Примечание: запах силен при обработке, а система вентиляции должна быть полностью функциональной! Он должен быть оснащен выхлопной системой объема воздуха ≥500 м³/ч (излучение формальдегида 0,5 млрд).
Полиэфирная пленка (Pet Film / Mylar):Для тонких пленок (обычно <0,5 мм) лазер может достигать очень тонкой, не сжатой края, которая часто используется для изготовления шаблонов, электронных изоляционных листов и т. Д.
⚠ Область желтого света: попробуйте с осторожностью
Абс:Может быть вырезан, но эффект не идеален. При резке легко таять, а не испарять, а края будут липкими и желтыми, одновременно высвобождая очевидный дым и запах следового стирола. Если это не грубое пробел без требований по краям, это действительно не рекомендуется. Вентиляция должна сочетаться с сильной вентиляцией!
Петг:Резка сложно. Его вязкость таяния высока, и ее очень легко растопить, рисовать или карбонизировать. Подходящее окно параметра особенно узкое, и оно сильно тает, если оно немного неправильно. Хотя он может вырезать жесткие детали, если вы хотите хорошо вырезать, вы должны регулировать параметры многократно, чтобы попытаться и ошибка. Во многих случаях может быть более беспрепятственно использоватьСторонний фрезерованиеПолем
PLA (общий материал для 3D -печати):Вы можете попытаться разрезать тонкие простыни (<1 мм). Но это не очень хорошо, если он немного толще. Точка плавления низкая, и ее легко растопить с немного более высокой энергией, что приводит к неровным краям и пузырю. Это не рекомендуется для точных частей.
🚫 Район красный свет: не трогай его! Опасный!
ПВХ (хлорированный полимер ≥56%):Это абсолютная ограниченная область! Разложение при высоких температурах высвобождает высокий токсический газ хлорида водорода (HCL) (выпущенный> 15 частей на миллион), который серьезно подвергает опасности здоровья персонала и будет коррозировать ваши лазерные машинные линзы и внутренние детали. Остановитесь немедленно, когда вы видите материалы из ПВХ! Независимо от того, насколько неотложны потребности клиента,JS отказывается от такой обработки.
Поликарбонат (ПК):Вырезать с помощью Co₂ лазер. Слишком рискованно! Он очень хорошо впитывает тепло и может легко гореть напрямую, вызывая сильное плавление, пожелтение и производя много углеродного дыма и токсичного дыма. Даже тонкие листы (<1 мм) могут только провести линию, и эффект намного хуже, чем разрезание ножом или обработкой с помощьюфрезеровая машинаПолем Не устраивайте для себя.
Стеклянное волокно/углеродное волокно Пластик:Смола будет гореть, а усиливающее волокно не только будет непрерывно разрезаться, но и производить много раздражающей и вредной пыли, а концентрация PM2,5 составляет> 1200 мкг/м³ (40 раз выше промышленного стандарта), который серьезно загрязняет машину и окружающую среду.
Лазерные пластмассы, наиболее безопасно идентифицировать акриловую, ацетальную и полиэфирную пленку. ABS, PETG и PLA должны быть опробованы с осторожностью.Держись подальше от ПВХ,Поликарбонат и стеклянное волокно/углеродное волокно композиты!
«Выбор правильного материала является ключом к безопасной и эффективной обработке. Если вы не уверены, можно ли обрезать материал, не стесняйтесь связаться с JS Company. Наши зрелые онлайн -службы лазерной резки могут помочь вам проверить и принять решение!»

Фактический анализ случая: быстрое прототипирование по сравнению с терминальными продуктами
Независимо от того, насколько хороша теория, это зависит от того, как это на самом деле сделано. Сегодня я поделюсь с вами реальным проектом Smart Home Controller Shell с настоящим клиентом, чтобы увидеть, как мы выбираем материалы и процессы на разных этапах.
Корпус: разработка оболочки Smart Home Controller
Фон проекта:Клиент хочет сделать оболочку для нового интеллектуального контроллера дома. Проект разделен на два шага:
- Быстрое визуальноепрототипирование:Быстро сделайте модель 1: 1. Основное требование состоит в том, чтобы точно представить внешний вид (особенно окно прозрачного отображения и матовая текстура) для подтверждения дизайна.
- Функциональный прототип небольшого партии:Сделайте около 10 наборов оболочек, которые должны быть достаточно сильными, чтобы имитировать ежедневное использование (например, нажатие кнопок, случайное падение), и выполните функциональные тестирование для внутренней команды.
Фаза 1: визуальный прототип
Основные требования клиента:Быстрая доставка, управляемая стоимость, очень реалистичный вид (ясность прозрачного окна, текстура матового тела).
JS Решение: лазерная резка акрил (PMMA).
Почему выбирают?
- Хорошая внешность:Прозрачный акрил используется в качестве окна, а крайний край чистый и яркий, без вторичной полировки. В качестве тела используется матовая черная акрил, а текстура выглядит почти так же, как и конечная концепция продукта.
- Экстремальная доставка:Акрил является одним из наиболее эффективных пластмасс для лазерной резки. Клиент подтверждает рисунок утром, и мы можем доставить ему прототип днем. Это важно для быстрой итерации дизайна.
- Подходит для стоимости (одиночная часть/небольшая партия):Для одножильных или очень маленьких визуальных моделей, стоимость запуска и стоимость блока лазерной резки намного ниже, чемИнъекционное формованиеПолем Ценовое преимущество лазерной резки очень очевидно, особенно подходит для стадии проверки.
Фаза 2: Функциональный прототип
Основные требования клиента:Предоставьте 10 наборов оболочек с достаточной прочностью и жесткостью для функционального тестирования и долговечности в реальных условиях.
Первоначальная идея клиента:Можно ли использовать лазерную резку ABS -листа, чтобы сделать это?
Профессиональный анализ и предложения JS:
Почему лазерная резка не рекомендуется?
Мы объяснили клиенту: хотя это технически осуществимо, существуют серьезные проблемы с лазерной резкой АБС.
- Плохое качество края:Лазерная резка на ABS легко растопить, края липкие, карбонизированные и урегулированные, поверхность грубая, а внешний вид плох.
- Скрытые внутренние травмы:Высокая температурапроцесс резкибудет создавать напряжение внутри материала, делая части хрупкими, а фактическая сила намного ниже теоретического значения самого материала. Когда вы бросаете его, он может взломать, как только он падает, но это не означает, что сам материал ABS не очень хороший, это «внутренняя травма», вызванная процессом. Это исказит результаты теста.
- Сильный запах и дым:Требуется сильная вентиляция, а среда обработки не является дружелюбной.
М.С. Рекомендованные альтернативы:
Вариант 1: Обработка ЧПУ листа ABS.
- Преимущества: точность обработки чрезвычайно высока, а прочность и прочность сырья ABS могут быть полностью сохранены, а производительностьБлижайшие к финальным литым деталям.
- Рассмотрение: стоимость относительно высока, особенно для небольших партий (10 комплектов), а время обработки также длиннее.
Вариант 2: FDM 3D -печать ABS (наконец -то принятый вариант).
Преимущества:
- Нашел лучший баланс между силой, стоимостью и скоростью. Части ABS, напечатанные FDM, имеют хорошую вязкость и могут лучше имитировать воздействие устойчивости к инъекционным литым частям. Стоимость ниже ЧПУ, а скорость быстрее.
- Самое главное, что если маленькийПроблема дизайнаНайден во время теста (например, пряжка слишком плотная), файл проектирования может быть изменен и напечатан снова немедленно, а регулировка очень гибкая.
Рассмотрение:На поверхности есть слоистые линии и не такая гладкая, как с ЧПУ или формованными деталями, ноФункциональный тест полностью приемлем.
Служба с добавленной стоимостью:Мы также использовали лазерную резкуВысокая рецепта Mylar (полиэфирная пленка)Изоляционные прокладки, чтобы обеспечить безопасность платы в пределах контроллера клиента.
Результаты:
Клиент сначала заблокировал дизайн внешнего вида с помощью сверхбысткого акрилового лазерного прототипа без каких-либо обхода. Затем мы успешно завершили внутреннее тестирование3D -печатьФункциональный прототип ABS, заранее разоблачая и исправляя несколько незначительных структурных проблем. Весь процесс был плавным, эффективным и надежным, сэкономив клиентам много испытаний и времени ошибок и потенциальных затрат.
Ключевое откровение:
Влияние различных материалов и процессов на производительность части реально, особенно когда они подвергаются внешним силам. Взгляните на разницу в производительности следующего индикатора ключа - изгибающий стресс (Способность материала сопротивляться деформации изгиба) после обработки:
| Материал | Мастерство | Изгибающий стресс (MPA) | Подходящая сцена | Основные преимущества |
| Акрил (ПММА) | Лазерная резка | 70 | Визуальный прототип. | Скорость, стоимость, поверхностный эффект. |
| АБС | Лазерная резка | 30 | Не рекомендуется. | Высокий внутренний стресс приводит к значительному снижению прочности. |
| АБС | Обработка с ЧПУ | 45 | Функциональный прототип/небольшая партия. | Самая высокая интенсивность и высокая точность. |
| АБС | FDM 3D -печать | 40 | Функциональный прототип/небольшая партия. | Устойчивость, сбалансированная стоимость и скорость, а также гибкость. |
| ПК | Инъекционное формование (цель) | 95 | Окончательное массовое производство. | Высокая сила и прочность. |
Примечание. Значения напряжений изгиба в таблице являются типичными диапазонами. На конкретные значения влияют классы материала, параметры процесса, конструкция деталей и т. Д. Ключ - увидеть различие тенденций.
Есть разные способы создания продуктов на разных этапах.Лазерная резка - мощный инструмент для «хорошо выглядеть»(особенно акрил), с быстрой скоростью и низкой стоимостью. Но чтобы сделать прочные функциональные детали, вы должны взвесить прочность, стоимость и гибкость обработки с ЧПУ и 3D -печать.
Не позволяйте процессу ограничивать дизайн и не позволяйте материалу перетаскивать тест. В JS мы не тольковырезанные материалы, но также знайте, как выбрать лучшую комбинацию обработки материалов в соответствии с этапом проекта и целями. Следующий проект, давайте поговорим о ваших потребностях? Мы поможем вам спланировать лучший путь!

FAQ - ответьте на ваш последний вопрос о пластиковой резки
Насколько густой может лазерный пластик?
Это в основном зависит от мощности машиныи тот тип пластика, который вы хотите вырезать. Возьмите наиболее распространенный акрил в качестве примера. Наша лазерная машина 130 Вт, как правило, может плавно прорезать доски толщиной от 20 до 25 мм (около 1 дюйма).
Но если вы режут материалы, такие как ABS или Delrin, толщина, которая может быть разрезана, будет значительно меньше. Следует отметить, что, если пластина слишком толстая и превышает идеальный режущий диапазон машины, конич будет более очевидным, а край может быть не гладким и прямым.
В реальной работе, когда мы сталкиваемся с особенно толстыми заготовками, мы обычно готовим различные машины и методы, чтобы справиться с ним в соответствии с его конкретной толщиной для достижения наилучших результатов.
Как определить, является ли неизвестный пластик ПВХ?
Не думаю, слепо, проверьте это самостоятельно! -Используйте тест Бейлштейна(Также называется методом испытаний на хлор медного провода):
- Будьте осторожны: обязательно работайте в вентилируемом месте и ините защитную передачу (перчатки, очки).
- Шаги: Найдите чистый медный проволока, сжигайте ее красным с помощью пистолета и наклейте на него немного пластикового образца, пока он горячий (пусть он тает и придерживается). Затем положите медную проволоку с пластиком обратно в пламя и сжигайте его.
- Посмотрите на результаты: если пламя становится зеленым, это означает, что пластик содержит хлор, который, вероятно, является ПВХ!Никогда не используйте лазер, чтобы разрезать этот материал,Потому что хлор будет производить вредные газы, когда он нагревается. Принцип прост: хлор заставит пламя зеленым.
Может ли пластик с лазерным лазером?
Обычно нет, или эффект очень плохой.
Почему?
- Длина волны 1,06-микрон волоконного лазера в основном поглощается металлами, но большинство пластиков почти «прозрачно». Энергия проходит непосредственно, и мало остается в пластике, чтобы нагреть ее.
- Хотя в некоторых пластмассах добавлены специальные поглотители, чтобы позволить волокнистым лазерам отмечать их, если вы действительно хотите прорезать и вырезать хорошо, вам все равно придется полагаться на лазеры CO2. Его длина волны (10,6 микрон) гораздо проще для поглощения пластмасс, а скорость использования энергии высока, что является более надежным выбором для резки пластмассы.
Где я могу найти пластиковые услуги лазерной резки рядом со мной?
Вы можете найти «пластиковую лазерную резку», чтобы найти местного поставщика услуг, но более быстрый и более тревожный способ-использовать онлайн-сервисы лазерной резки, как мы. Вы загружаете файл дизайна напрямую, выбираете толщину и тип материала, и система немедленно даст вам прозрачную лазерную резку. У нас есть оборудование с разными способностями, общие пластиковые листы в складе, точность и скорость гарантированы, и удобно настраивать спрос, где бы вы ни находились.
Краткое содержание
Лазерная резка пластика обладает мощными возможностями, но успешное применение неотделимо от профессиональных знаний и осведомленности о безопасности. Ядро является: глубокое понимание взаимодействия между различными пластиковыми материалами и лазерами имеет решающее значение, а безопасность всегда является первым приоритетом. Правовыбор материалаНепосредственно определяет эффект резки, срок службы оборудования и безопасность персонала.
Не нужно рисковать в выборе материала. JS -команда предоставляет вам профессиональную поддержку:
- Профессиональные материалы консультации:Я был в этой отрасли много лет и лучше знаю, какой пластик подходит для лазерной резки. Вы сообщаете нам свои потребности, и мы рекомендуем лучшие материалы, основанные на нашем опыте, чтобы обеспечить безопасность эксплуатации и качества сокращения.
- Услуга настройки универсальной настройки:Если вам нужноПользовательская лазерная резкаПроизводство, пожалуйста, загрузите свой файл CAD, и наша система немедленно даст вам реальную цитату. Наша команда инженеров также бесплатно рассмотрит ваш дизайн, чтобы гарантировать, что наиболее подходящий процесс и материалы используются для производства.
- Сэкономьте время и усилия:От материальных рекомендаций, цитат до производства, все сделано эффективно онлайн. Независимо от того, где вы находитесь, вы можете легко получить высококачественные части.
Безопасность неважно,и выбор материала является ключом. Пусть наш опыт сопровождает вас,представлять на рассмотрениеВаш проектСейчас онлайн!

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Ресурс

