

CNCフライス加工サービス精密製造の重要な要素となる可能性があります。
プロジェクトの成否がサプライチェーンの選択に依存する場合、誤った決定は重大な損失につながる可能性があります。重要なプロジェクトに適切な CNC フライス加工サプライヤーを選択することは、ドローンの主要コンポーネントを 72 時間以内に緊急納品する場合でも、± 0.005 mm という非常に高い公差を必要とする医療機器の精密部品を納品する場合でも、大量のシェル コンポーネントの品質を確保しながらコストを管理する場合でも、最終的な成功を確実にするための決定的なステップとなります。
市場には多くの CNC フライス加工メーカーが存在しますが、どのようにしてそのメーカーの実際の能力を判断し、CNC フライス加工部品が必要な精度と性能を満たしていることを確認できるでしょうか?

このガイドでは、技術分析から意思決定までのプロセス全体を検討し、真のソリューション プロバイダーが信頼できる製造拡張者となり得る理由を確認します。
主な回答のまとめ
| 主要な考慮事項の寸法 | よくある課題 誤解 | JS Precision のプロフェッショナル ソリューション |
| 技術力評価 | プロセス技術やエンジニアリングの専門知識を考慮せず、機械の数量のみに集中します。 | 3 ~ 5 軸機能を備えた高度な工作機械が装備されています。可能な限り最良のプロセスと組み合わせることで、最初の試行で複雑な部品の製造を確実に成功させることができます。 |
| 精度と品質保証 | 工作機械の能力や仕様と実際の加工能力を混同し、最初から最後まで全体的な品質管理を考慮していない。 | 独自のCAMシミュレーションと高剛性により精密CNCフライス加工三次元測定機の検査まで、予測可能な公差と追跡された品質を保証します。 |
| コストと対応効率 | 隠れたコストや遅延リスクを無視して、最初の見積もりのみを比較します。 | CNC フライス盤のコストの内訳を完全に分析し、緊急の問い合わせに迅速に対応できるリンクを用意しています。 |
| コラボレーションの価値の深さ | サプライヤーを注文執行者として扱い、エンジニアリング最適化の可能性を活用できていない。 | DFM 解析に早期に関与し、設計を最適化して製造性を向上させ、総コストを削減し、加工を超えた全体的な価値を提供します。 |
重要なポイント
- 実際の能力は、単に機械を見るだけではなく、プロセスのノウハウやエンジニアリングの経験の中に見出されます。
- ハイテクCAM、高品質工作機械、検査による緻密な工程により安定した高精度を実現します。
- 総コストの最適化には、生産効率、品質、サプライヤーの対応などの要素を考慮する必要があります。
- リスクと CNC フライス盤のコストを管理する最善の方法は、初期段階で設計と製造が協力することです。
CNC フライス加工サービスを選択するには? JSの精密な実践経験の完全な分析
CNC フライス加工で 15 年の経験を持つ企業として、JS Precision は航空宇宙、医療機器、家庭用電化製品を含む 12 の中核産業にわたる5,000 を超えるクライアントにサービスを提供してきました。
当社のサービス基準は、次の要件に厳密に従っています。 ISO 9001:2015品質管理システムは、製造品質管理に関する国際的に認められた権威ある仕様です。
現在では、加工精度±0.008mmの複雑なチタン合金製の航空宇宙部品の加工を完了し、新エネルギー自動車顧客向けのアルミニウム合金シェルの高効率加工の困難を克服し、加工時間を30%短縮しました。
これらすべての経験により、私たちは各業界の要件と問題点を深く理解することができました。このチュートリアルは、 1,000 件の成功したプロジェクトにわたって蓄積された当社の知識の成果です。
技術的な評価や予算管理、タイムリーな納品や長期的な協力関係など、ここで述べたことはすべて実際のプロジェクトで証明できます。CNC フライス加工サービスの選択に悩んでいる場合は、賢明なアドバイスが盛り込まれたこのガイドが間違いなく信頼できます。
CNC フライス加工サービスにすぐに適合するものをお探しですか?ここで、部品と部品の技術仕様を共有すると、JS Precision のチームが無料で分析を実行し、必要な見積もりを提示します。
CNC フライス加工サービスを評価する際に、どの中心領域に焦点を当てる必要がありますか?
パートナーシップを評価または検討する場合、設備は不可欠ですが、成功の要因は基盤となるテクノロジー システムにあります。 CNC フライス盤のメーカーを検討している場合は、パンフレットで装置の仕様を読んでください。しかし、それよりもさらに技術の奥深くまで踏み込んでください。
技術の奥深さを実感:プロセスエンジニアリング支援力
プロセスエンジニアリング能力: JS Precision のエンジニアは、製造する部品の材質と形状に応じて、工具、固定具、および切断条件に関するソリューションを提供できます。
適切にコーティングされた工具を使用し、加工速度や送り速度を変えることで、ステンレス鋼などの被削材に応じた最適な加工条件を提供します。
多軸プログラミングとシミュレーションの専門知識:複雑な部品の場合、加工リスクを事前に回避するために、 Mastercam や HyperMillなどの高度な CAM ソフトウェアを使用して、衝突のない効率的なパス計画と完全に現実的なシミュレーションを実行します。
品質文化の体系的なサポート
- 計測および試験リソース:当社には、最初の部品から最後の部品までの検査プロセスがあり、 CNCフライス加工部品品質に関して要求される基準を満たしていること。
- 標準化と文書化:品質検査のプロセスと手順は明確に規定されており、追跡可能です。これなら大量生産も可能です。
複雑な形状の克服: プロフェッショナル CNC フライス加工サービスは複雑な多軸加工をどのように処理できるでしょうか?
インペラから完全に統合されたハウジングに至るまで、複雑な部品の製造では、ハイエンドの機械を実際の最終製品に変えるサプライヤーのスキルが真に試されます。専門の CNC フライス加工サービスは、複雑な形状の部品の加工の問題を解決できます。
プログラミングから実行までの精密なチェーン
1. 強化された CAM 技術と最適化されたツールパス:連続 5 軸接続やトロコイド ミーリングなどの方法により、表面の滑らかさを維持し、材料の効率的な除去を保証します。
2. 不規則なワークピース用の治具と機内キュー:不規則なワークピース用の専用の治具と、加工前にワークの位置を確認するための機内キューを使用し、寸法が正しいことを確認します。
材料と振動の課題への対処
1. 難削材の特殊加工:などの難削材に対応チタン合金高温合金の場合、高圧冷却と可変速切削プロセスを使用して切削熱と切削力を制御し、それによって材料の変形を防ぎます。
2. 動的安定性制御:軸方向の切込み深さ補正と振動減衰特性を備えたツール ホルダーを使用して、薄肉部品の加工中のびびりを排除します。

図 1 CNC フライス盤は複数の軸で動作できるため、複雑な形状や特徴を持つ部品を機械加工することができます。
CNC フライス加工部品は通常どの程度の公差レベルを達成できますか?
公差は、設計と製造の間の一種の契約を表します。合理的な理解を持って効果的に設計するには、これらの一般的な機能の範囲を知っておくことをお勧めします。さまざまな CNC フライス加工部品と精密 CNC フライス加工オプションは、公差の点で大幅に異なる場合があります。
の ASME Y14.5-2009この規格は、米国機械学会 (ASME) の出版物であり、機械部品の公差ラベル表示と検査公差に関する特定の基準を定めており、当社の公差管理プロセスでは完全に遵守されています。
標準および達成可能な許容範囲
| 加工タイプ | 使用素材 | 一般的な許容範囲 | 特殊な公差機能 |
| 一般的なフライス加工 | アルミニウム合金 | ±0.025mm | ±0.0125mm |
| 高精度フライス加工 | 各種金属・プラスチック | ±0.005mm | ±0.003mm |
最終的な許容レベルに影響を与える重要な要素
- 材料の特性と熱管理:切断中の変形は材料の種類によって大きく異なります。ステンレス鋼は切削摩擦が高く、放熱性が低いため、アルミニウム合金に比べて切削許容範囲が広くなります。
- フィーチャーの形状とツールのアクセス性:ツールの長さが長くなるとツールがより柔軟になり、振動の影響を受けやすくなるため、深い穴やキャビティの内壁を正確に制御することは外壁に比べて困難です。
あなたの部品設計が高精度の機械加工を実現できるかどうか知りたいですか?部品図面を JS Precision にアップロードすると、CNC フライス部品で使用される材料と構造の種類に関連する公差の適用に関する完全なアクション プランが提供されます。
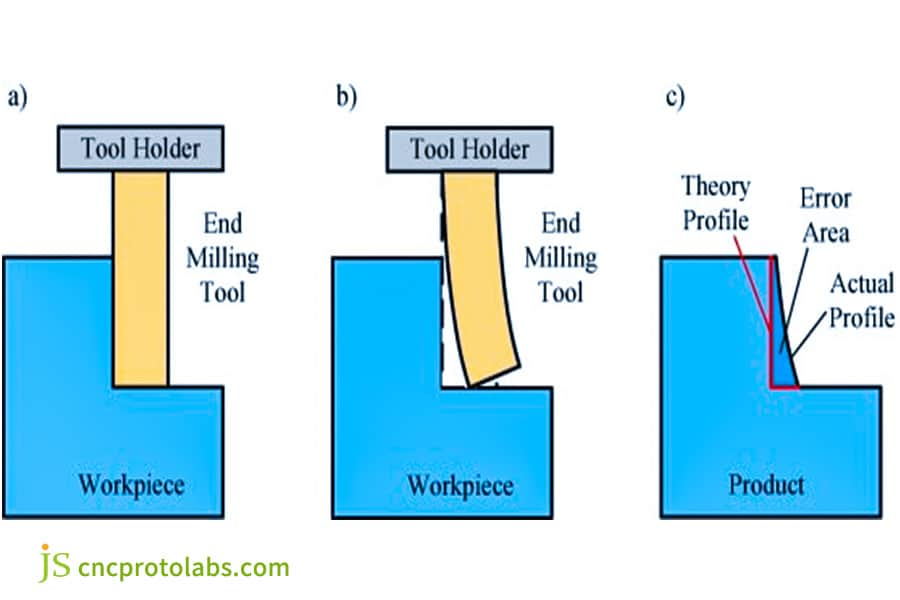
図2 切削抵抗により工具やワークにわずかなたわみが生じると、寸法誤差が生じます。
信頼性の高い高精度CNCフライス加工を実現する舞台裏のテクノロジーとは?
品質は偶然ではありませんが、多くの意図的な技術的介入が必要です。高精度の CNC フライス加工には技術的な支援が必要なだけでなく、 CNCフライス盤のコスト。
工作機械の性能の中核となる役割
- 高剛性構造と熱的安定性:これらは精度の安定性を確立するための物理的基盤です。高剛性加工により切削振動を低減し、熱安定性により温度変化による精度低下を防ぎます。これは、機械が長期的に提供できる価値と CNC フライス盤のコストに関連します。
- 高度な CNC およびフィードバック システム:非常に動的応答の CNC システム、リニア モーター、および完全閉ループ光学格子が「神経システム」に組み合わされており、プログラミング コマンドに迅速に応答して輪郭精度を保証します。
プロセスチェーンの高度な管理
- 工具管理のライフサイクル全体:高品質の工具の選択から動的バランスの実行、工具摩耗の監視に至るまで、すべてのプロセスが細心の注意を払って規制されており、切削プロセスが常に最適な状態に保たれます。
- フルプロセスデジタルシミュレーション:仮想シミュレーション環境でプログラミングからマシンの動作、切削力に至るまでの全プロセスを検証し、衝突やオーバーカットなどのリスクをプロアクティブな方法で軽減します。
技術の最適化により安定した高精度のCNCフライス加工サービスを得る方法を知りたいですか? JS Precisionによる技術デモンストレーションを開催します。弊社コア技術の実際の適用効果をご説明するとともに、コスト削減や効率化について専門的なアドバイスをさせていただきます。

図 3 切削工具を定期的にメンテナンスおよびアップグレードして、切れ味と効率を確保し、工具の磨耗によるエラーを減らします。
時間との闘い: 信頼性の高い CNC フライス盤メーカーは、緊急のニーズにどのように対応できるでしょうか?
市場は常に進化しており、迅速なプロトタイピングや生産補充の需要が高まっています。サプライヤーの柔軟性はサプライチェーンの持続可能性にとって極めて重要であり、 CNCフライス加工メーカー災害時の配達も約束できます。
緊急の CNC 加工ニーズに対応する体系的な迅速応答メカニズム
- 予約済みのファスト トラック キャパシティ:工作機械のキャパシティとエンジニアリング ウィンドウが、小ロットの優先度の高い注文のために特別に確保されており、優先度の高い注文の迅速な追跡が可能になります。
- 標準化されたプロセスおよび材料ライブラリ:標準化された材料および標準化されたプロセス用の既製ソリューションにより、標準化された材料用のプロセスを設計する必要がなくなるため、プロセスの準備に必要な時間が短縮されます。
効果的に行われる社内外のコラボレーション
- フラットなプロジェクト コミュニケーション:会社の各生産および品質管理部門と直接コミュニケーションをとる緊急オーダー プロジェクト マネージャーを任命し、意思決定のレベルを減らします。
- 安定したサプライチェーンネットワーク:迅速な調達ネットワークと、高品質の材料および工具のサプライヤーとのパートナーシップにより、材料の効率的な配送が可能になり、生産の遅延が防止されます。
見積もりの背景: さまざまな CNC フライス加工メーカーの提案を比較するにはどうすればよいですか?
専門家の見積もりには、技術的な専門知識とビジネスの完全性に関する全体的なビジョンが含まれます。さまざまな CNC フライス加工メーカー内で十分な情報に基づいた意思決定を行い、最もコスト効率の高い CNC フライス加工サービスを見つけるには、見積分析をマスターすることが不可欠です。
引用符で示された詳細な情報を理解する
- コストの内訳:材料、プログラミング、加工、後処理、および管理料金の明確な内訳は、サプライヤーの標準化された運用モデルを反映しており、各費用の方向性を明確に理解することができます。
- プロセスの詳細な説明:見積書に機械戦略、クランプ技術、および検査技術が適切に記載されているかどうかは、サプライヤーの優れた技術レベルに直接関係します。
数値を超えた価値評価
- リスク管理への取り組み:サプライヤーの能力に対する楽観的な見方を示す要素は、成功率と納期厳守の約束や保証によって表される、リスク管理への取り組みのレベルです。
- 付加サービス価値:無料 DFM分析、進捗状況の更新、および技術サポートはすべて、CNC フライス加工サービスの価値の重要な要素です。
複数の CNC フライス盤メーカーの見積もりを比較しますか?競合見積を取得した後、JS Precision のコスト分析チームは、見積に隠れた価値と潜在的なリスクを特定するのに役立つ無料の解釈サービスを提供します。
ケーススタディ: 72 時間の究極の納期: JS Precision が 5 軸 CNC フライス加工を通じて主要な R&D ノードをどのように節約するか
CNC フライス加工サービス分野では、緊急配送能力が各サプライヤーの競争力を測る重要な基準となります。 JS Precision は、専門的な技術と迅速なフィードバックの助けにより、 72 時間の無制限配送ミッションを成功裏に達成し、クライアントの 1 社の重要な研究開発マイルストーンを保護しました。
危機: 重要なテストコンポーネントに損傷、プロジェクトは数週間の遅延寸前
ドローン顧客の 1 人は、最終飛行テストの前に、基本的な炭素繊維複合材料の機体金型の金属インサートを不注意で損傷してしまいました。この金属インサートは、不規則な曲面と多数の深い穴を含む精密な位置決め穴を備えた複雑な形状を持っていました。
当初、この製造工程にかかる期間は2週間でした。ただし、テストの機会は 3 日間のみで、そうでなければプロジェクトは数週間遅れます。
JS Precision の迅速な対応と正確な実行
クライアントの注文を受け取った後、JS Precision はアラート応答を開始しました。制作およびプログラミング チームは、 2 時間以内にクライアントから CAD データを確保することができました。チームは、標準化された手順を使用してルートを最適化し、生産プロセス全体を検証することもできました。
私たちはその仕事を私たちに任せました 5軸精密CNCフライスセンター高性能を備え、工作機械を継続的に稼働させるためのシフトを設定します。つまり、工作機械は 24 時間年中無休で稼働します。
品質管理部門では、主要工程ごとに抜き取り検査を実施し、精密な加工精度が確保されていることを確認しました。
結果: 予定通りであるだけでなく、期待を上回りました
JS Precision がデータの受信から精密 CNC フライス加工部品の納品までのタスクを完了するのに要した時間は 72 時間で、これはクライアントのテスト時間枠と完全に一致しました。彼らに供給されたインサートは寸法および幾何学的公差に従っており、カーボンファイバーコンポーネントの飛行テストも成功しました。
緊急の CNC フライス加工サービスのサポートが必要ですか? JS Precision は、お客様のプロジェクトに合わせた独自の納品計画を作成し、専門的な経験を活用してプロジェクトのスムーズな進行を保証します。お急ぎのリクエストをご提出ください。

図4 ドローン本体のカスタマイズ金型
次の CNC フライス部品プロジェクトで JS Precision が最初の選択肢となるのはなぜですか?
当社はフライス加工だけでなく、エンジニアリングの深い理解に基づいた製造ソリューションも提供し、お客様が取り組むすべてのプロジェクトが信頼できる成功事例となることを保証します。 CNCフライス加工部品とCNCフライス加工サービス, JS Precision の最大の強みは、技術、品質、サービスに対する全体的な取り組みにあります。
高度に統合されたテクノロジーとエンジニアリング
- アプリケーション指向のプロセス専門家チーム: JS Precision のエンジニアは航空宇宙、医療、その他の分野でアプリケーション指向のノウハウを持っており、お客様のアプリケーション要件を適切に理解し、設計段階から専門的なアドバイスを提供することが可能です。
- 継続的に投資される先進的な製造エコシステム:当社の加工セルは、高速フライス加工や 5 軸加工から複合加工にまで及び、精度と生産能力のさまざまな要件に基づいて、製造における最も複雑な課題に対処するために開発されています。
顧客中心の品質と納品文化
- ゼロ欠陥志向の品質ループ:私たちは品質を組織の生命線と考えています。材料段階、加工レベル、完成品レベルなど、各レベルでの当社の強力な管理により、当社の CNC フライス部品の欠陥ゼロの供給が保証されます。
- プロジェクトベースのフルライフサイクル管理:問い合わせの時点から完了まで、担当のアカウント マネージャーがプロセスのあらゆる段階をフォローして、適切な情報の流れ、制御可能な進行状況、および適切な結果を確保します。
よくある質問
Q1. CNC フライス加工と旋削加工の違いは何ですか?
CNC フライス加工の加工プロセスでは、対象物を静止させた状態でカッターを回転させて切断するため、直方体や貝殻状の部品の加工に最適です。 CNC 旋削における加工プロセスでは、カッターを動かしながらオブジェクトを回転させて切断するため、シャフトやディスク状部品の加工に最適です。
Q2: 表面粗さの範囲はどの程度まで期待できますか?
従来の仕上げ加工では表面粗さはRa0.8μmが限界でした。高速ミーリングなどのプロセスの最適化により、一部の部品ではRa0.4μm以上の表面粗さを実現できます。
Q3: 単品試作と量産では単価に大きな違いはありますか?
単価の差はかなり大きいです。量産するということは、プログラミングやクランプ準備などの一回限りのコストを分散することです。生産量の増加により、ユニットあたりの加工コストが大幅に削減されます。
Q4: アルミ、スチール、プラスチックの加工コストや加工時間の違いは何ですか?
スチールはアルミニウムに比べて切断プロセスが難しいため、切断速度が遅くなります。また、鋼は工具の摩耗率が高いため、加工コストが高くなります。プラスチックは変形しやすい性質があります。特別な処理パラメータが必要です。加工費は素材の種類により異なります。
Q5: 知的財産の安全性を確保するにはどうすればよいですか?
当社では、お客様との間で法的拘束力のある機密保持契約を締結いたします。また、当社では暗号化されたファイル転送を行っております。これにより、クライアントの設計情報の機密性が確保されます。この取り組みは、当社の ISO 9001 認証管理システムの一部です。
Q6: デザインを変更する場合の手続きはどうなりますか?
を提供してください完成した図面を更新しました完全な図面に基づいて設計フローの評価とコストの見積もりを再評価し、納期と見積もりの変更について折り返しご連絡します。
Q7: 図面に公差を記入する際に注意すべき点は何ですか?
公差のマーキング、データム面とデータム軸の仕様、および重要なフィーチャーおよび二次フィーチャーの公差要件の仕様に関しては、ISO などの国際規格に従う必要があります。これは、プロセスコストを最適化するためにも不可欠です。明確な図面注釈により、正確な見積もりと DFM 分析をより迅速に提供することができます。
Q8: 組み立て検証のサポートを提供できますか?
組み立ての際にスムーズなプロセスを促進するために、アセンブリの適合性テストを含む、隣接する相手部品への機械加工サービスを提供できます。
まとめ
CNC フライス加工サービスを選択する際の核心は、単に機器や価格を比較することではなく、技術、品質、効率、コストの最適なバランスを見つけることです。
高度な技術、品質、機敏性を備えた製造協力者は、かけがえのないビジネス資産です。 JS Precision は、エンジニアの勤勉さと協力者の誠実さにより、お客様の設計アイデアを正確な真実、つまり製品の成功につながる真実に変えることに専念しています。
効率的で信頼性の高いコラボレーションを今すぐ始めましょう。
→【図面をアップロードして正確なソリューションを入手】3D ファイルをアップロードすると、DFM 分析、CNC フライス盤のコスト分析、出荷時間などを含む正確な見積もり分析が 24 時間以内に行われます。
→ 【技術ミーティングをスケジュールする】 複雑なプロジェクトに対処するために、当社のアプリケーションエンジニアと最適な技術ソリューションとパートナーシップ戦略について直接話し合います。処理の問題を共有して、無料の DFM 分析を勝ち取ります。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

