

心臓ペースメーカーにはチタン合金のドライブシャフトが使用されていますが、その直径はわずか 0.8 mm で、 5 マイクロメートルの位置決め精度が必要です。一方、産業用ロボットの RV 減速機にはサイクロイドホイールが組み込まれており、その輪郭誤差要件は3 マイクロメートル以内に制御する必要があります。
最新の精密 CNC 旋削技術は、これまで達成不可能と考えられていた製造における障壁を次々と打ち破っていきます。
この記事では、このテクノロジーにより、複雑なシャフト コンポーネントを設計図面から完璧な物理的オブジェクトに移行し、信頼性の高い加工パスを見つけるのにどのように役立つかを詳しく説明します。この成熟を通して精密CNC旋削加工技術体系により、様々な難しい軸部品加工ニーズに対応します。
主要な回答の概要
| 比較寸法 | 従来の旋盤加工 | 最新の精密 CNC 旋削加工 |
| 精度能力 | 公差範囲は±0.1mm。 | ±0.005mm以上。 |
| 複雑 | シンプルな段付きシャフト。 | 複雑な曲面、不規則な輪郭、微細な特徴。 |
| 一貫性の保証 | オペレータのスキルに依存します。 | 完全デジタル制御で、バッチ間の変動はゼロです。 |
| 材料適応性 | 普通鋼、アルミ。 | チタン合金、耐熱合金、複合材料。 |
| コアバリュー | 材料を除去しています。 | 精密な価値を生み出す。 |
高難易度のシャフト加工:JS精密旋削の強み
精密シャフト部品加工における難題は経験に頼る事が多く、JSプレシジョンは特にその経験が豊富です。精密 CNC 旋削加工の分野で15 年以上の経験を持つ JS Precision は、医療、航空宇宙、自動車など、あらゆる業界やアプリケーション分野の顧客にサービスを提供しています。
たとえば、JS Precision は、航空宇宙産業向けに直径 15 mm、長さ 120 mm のインコネル シャフトを加工し、真円度は 1.2μm に達しました。機械加工も行っています316 ステンレス鋼自動車エレクトロニクスを製造する顧客向けのセンサー シャフト。直径 5 mm、長さ 80 mm、表面粗さ Ra 0.4μm に達します。
上記は、JS Precision が取り組んで成功した多くのプロジェクトのうちのほんの一部です。シャフト径は0.5mmから300mmまで対応し、チタン合金、ステンレス鋼、アルミ合金などの様々な難削材にも対応します。
このガイドは、JS Precision の長年の実践経験を要約したものです。すべての提案と手法は実際の生産で検証されているため、その専門性と実用性は絶対に信頼できます。
JS Precision は精密 CNC 旋削加工における豊富な経験があるため、さまざまな難削材で作られたシャフトを扱うことができます。ご要望がございましたら、部品図面をお送りいただくだけで、すぐに詳細な見積りを提示し、時間効率の良い機械加工プロセスを開始いたします。
精密CNC旋削部品の主な利点
CNC 旋削は、次のような主な利点があるため、複雑なシャフト部品の製造に好まれます。
- 極めて高い精度と再現性: CNC システムによって制御され、事前に設定されたデジタル設計図に従って動作するため、人的ミスが排除されます。最初であろうと 100 番目であろうと、各 CNC 旋削部品はバッチ精度要件の設計図に正確に適合します。
- 驚異的な制作効率:プリセットプログラムにより、 CNC旋盤現場で必要とされる人員が非常に限られているため、24 時間年中無休の一定の生産を処理できます。大量注文に適しており、生産量が増えるほど単価のメリットが大きくなります。
- 比類のない洗練さ:穴あけ、フライス加工、およびタッピングの機能が今日のフライスおよびターニング センターと統合されており、「一度のセットアップで完全な加工」を実現し、部品を設計上の制約から完全に解放します。
- 優れた表面品質:最適化された切削パラメータと仕上げツールパスにより、部品がほぼ研磨された表面に直接到達できるため、さらなる研削プロセスが削減されます。
以下は、CNC 旋削と従来の旋削との比較で、利点を視覚的に示しています。
| 比較項目 | 従来の旋削加工 | CNC旋削加工 |
| 精密制御 | 手動操作、誤差0.05~0.1mm | CNC制御、誤差0.001~0.005mm |
| 生産効率 | 頻繁な調整が必要となるため、バッチ効率が低くなります。 | 24 時間年中無休の中断のない生産により、従来の方法よりも 3 ~ 5 倍効率的です。 |
| 表面品質 | 粗さRa1.6~3.2μm | 粗さはRa 0.4μmに達することもあり、Ra 0.1μmに達するものもあります。 |
| 複雑な形状の加工 | 複数の機能を統合するのが難しい 複数のクランプが必要です。 | 複数の複雑なフィーチャが 1 回のクランプ操作で加工されます。 |
この効率的な処理モードにより、各バッチのCNC旋削部品ハイエンド製造の厳しい要件に完全に適応し、安定した品質を維持します。
高品質の CNC 旋削部品が必要な場合は、JS Precision が提供する精密 CNC 旋削サービスが最適です。技術力を最大限に活かし、効率的な生産を実現します。ご注文後、すぐに製作状況をご連絡させていただきますので、安心してお待ちください。

図 1: CNC 旋削プロセスでは、原材料を旋盤に固定し、一点切削工具が回転軸と平行に移動しながら原材料を回転させ、それに応じて材料を成形します。
CNC 精密旋削においてツーリングが重要となる理由
CNC 精密旋削では、工具が加工精度、効率、品質を決定します。考慮すべき重要な要素は次のとおりです。
材質別設計:被削材の特性に応じて設計された工具。たとえば、チタン合金の場合、高硬度と高温耐性を備えた工具が必要ですが、アルミニウム合金の場合、工具は切りくず除去性能を備えている必要があるため、微細幾何学的パラメータが異なります。
極限剛性システム:熱収縮ツールホルダーのような高精度クランプシステムに基づいて、冷却後、加熱されたツールホルダーがしっかりとクランプし、高速時の微振動を抑制し、加工精度を向上させます。
マイクロ切りくず分断制御:溝設計の精度により、ミクロンレベルの切削中に設定パラメータ内で切りくず分断が発生し、工具やワークの絡みがなく、スムーズな加工が可能です。
インテリジェントな監視と管理:加工中のリアルタイムの工具摩耗監視、寿命予測、品質劣化が発生する前に適時に交換することで、加工の安定性と均一な部品品質を確保します。
JS Precision は、工具の選択と管理を重視しています。 CNC精密旋削加工、さまざまな材料で作られた部品と組み合わせた最適なツールを使用します。当社のサービスを選択すると、スムーズで効率的な加工体験をお楽しみいただけます。お客様の要件を受け取ったら、迅速にツール ソリューションを開発できます。

図 2: CNC 旋削加工の精度を達成するには、高品質の切削工具が不可欠です。
複雑な CNC 旋削部品用の高度なワークホールディングを設計する方法
複雑な CNC 旋削部品の機械加工には、精度を維持するために高度な工具が必要です。主な設計方法には次のものがあります。
- 統一データム原理: 6 点位置決めルールを使用して安定したデータムを確立する方法により、データム変換エラーが削減され、加工フィーチャーの位置精度が保証されます。
- 薄壁変形制御:油圧で拡張されたマンドレルは半径方向の圧力を均一に加え、変形 < 5μm。油圧膨張により部品の内壁に追従し、局所的な変形を防ぎます。
- 細いシャフト用の防振ソリューション:振動条件のリアルタイムの変化により、磁気レオロジー インテリジェント ツール ホルダーのサポート剛性を即座に調整できます。磁気粘性流体の粘度変化により振動を制御し、加工精度を管理します。
- カスタマイズされた不規則な形状の部品: トポロジ最適化専用チャック設計により異形部品の表面にぴったりフィットし、確実なクランプを実現し、加工ズレを防ぎます。
次の表は、さまざまなツール ソリューションと、適用可能なシナリオおよび効果を示しています。
| ツーリングソリューション | 適用部品の種類 | 変形抑制効果 | 利点 |
| 油圧拡張マンドレル | 薄肉円筒部品 | 変形 < 5μm | 均一な圧力で安定したクランプを実現します。 |
| 磁気レオロジー インテリジェント ツール ホルダー | 細軸部:L/D>10 | 振動抑制に効果があり、精度20%向上。 | リアルタイムの調整機能により、さまざまな加工段階に適応します。 |
| トポロジー最適化専用チャック | 異形部品 | クランプ誤差 < 3μm | 部品形状にぴったりフィットし、高い信頼性を誇ります。 |
これらの設計は、クランプの問題を効果的に解決できます。 CNC旋削部品複雑な部品の高精度加工を安定してサポートします。
複雑な CNC 旋削部品用の高度なツーリングを JS Precision が設計し、加工精度を確保できます。不規則な形状や薄肉などの部品加工に関する特別な要件がある場合は、お気軽にお問い合わせください。専用のツーリング ソリューションをカスタマイズして、注文後の迅速な生産を可能にします。
課題の克服: 精密 CNC チタン旋削加工
チタン精密 CNC 旋削加工の課題と解決策:
- 熱管理の課題:チタン合金は熱伝導率が低いため、切断中に熱が蓄積する可能性があります。高圧クーラントが切断ゾーンに直接注入され、熱を急速に放散したり、寸法安定性を保つために温度を制御したりできます。
- 加工硬化制御:チタン合金の特性に基づいて、低速および適切な送り速度による最適な切削パラメータが使用され、表面の加工硬化と工具の摩耗が最小限に抑えられます。
- 化学反応性の管理:チタン合金は高温で切削工具と容易に反応する傾向があります。超微粒子超硬工具などの特別な工具は、工具の寿命を延ばすためにこの化学反応に耐えられるように選択されています。
- 弾性変形の補償:チタン合金は弾性率が小さいため、変形しやすいです。設計中に、事前に設定された補正量が追加されます。変形量はシミュレーションと経験に基づいて計算されます。調整はプログラミング中に行われます。
これらの対象を絞ったソリューションは、加工上の困難を効果的に解決します。 精密CNC旋削チタンチタン合金シャフト部品の大量生産の可能性を提供します。
複雑なシャフトの CNC 旋削プロセスを最適化する方法
CNC 旋削プロセスの最適化は、複雑なシャフト部品の加工品質を向上させる鍵となります。 JS Precision は、次の方法でプロセスを最適化します。
1. デジタルスタート:
部品の 3D モデルを受け取ると、技術者はデータを分析して、合理的な加工ベンチマークを作成します。一方、部品の構造が機械加工の要件を満たしているかどうかを確認するために、製造可能性をレビューするための包括的な設計が行われます。問題が見つかった場合は、直ちに調整してクライアントに報告する必要があります。
2. インテリジェントなプログラミング:
CAM プログラミング プロセスでは、正確なツールパスを生成するだけでなく、工具と工作機械、治具、または部品との間の衝突を回避するための衝突チェックも実行します。さらに、部品の材質と加工要件に基づいて切削パラメータが最適化され、加工品質の確保を前提とした最高の加工効率が保証されます。
3. 無駄のない製造プロセス:
- 荒加工:このプロセスでは、大きな切込み深さと高い送り速度を使用して、作業面上の余分な材料を除去します。これは後続の機械加工に使用されます。
- 中仕上げ:仕上げの要件に従って、不均一な取り代による仕上げの際のエラーを避けるために、部品の取り代は均一に保たれます。
- 仕上げ:新品の切削工具を使用し、部品が最終的な寸法精度を確実に達成できるようにするために、小さな切込み、高速、低速送りの加工方法が採用されています。表面仕上げ。
4. オンライン検査:
機械加工プロセス中に、プローブを使用して部品の主要な寸法が自動的に測定されます。寸法の偏差が検出された場合、システムはリアルタイムで工具の摩耗を補正し、各部品の寸法精度を満たします。
これで完了CNC旋盤加工最適化ソリューションにより、複雑なシャフト部品の加工適格率が大幅に向上し、生産サイクルが短縮されます。
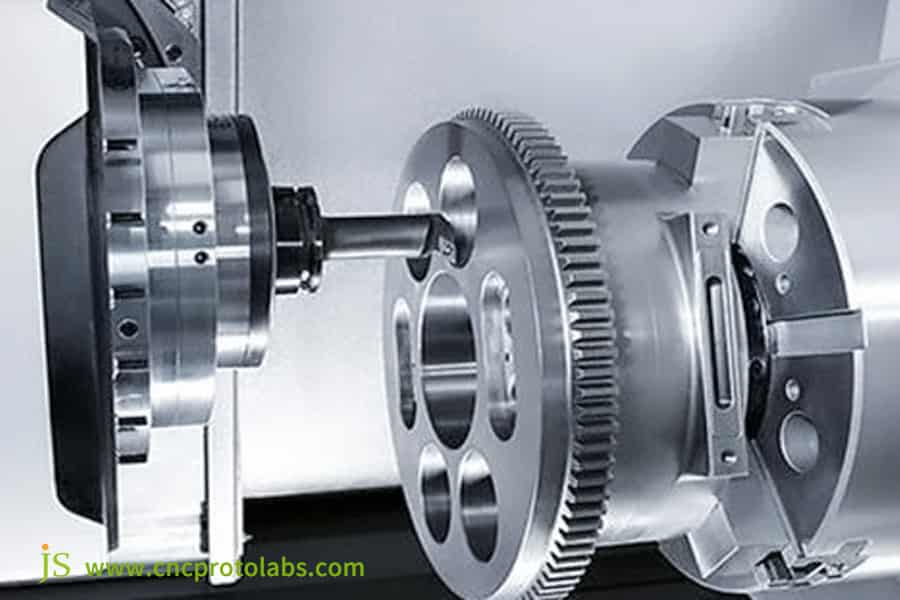
図 3: CNC 精密旋削は完全に自動化されており、速度を調整して精度を向上できるため、手動で成形する必要がありません。
JS Precision のケーススタディ: 小型医療ロボット用のチタン合金ドライブシャフトの精密旋削加工
顧客の要件
医療機器会社から手術用ロボット用のTi合金(Ti-6Al-4V)ドライブシャフトの要望がありました。この部品は直径わずか3mm、長さ50mmです。
サイズが小さいという事実に加えて、この部品には、重量を軽減するために、異なるリードを備えた複数の小型ネジ、1 つの偏心カム、および 15 mm の深さの穴が必要です。全体的な真円度は 2μm 未満、表面粗さはRa 0.4μm に達する必要があります。初回ロット100個の場合は2週間以内にお届けいたします。
主要な課題
- まず、チタン合金という素材は加工が難しく、切削時の熱がこもり加工硬化しやすいという特徴があります。この非常に小さな部品では、切断パラメータの制御をさらに強化する必要があります。
- ワークは細長く、長さ対直径の比が16.7と大きいため、変形や振動が発生しやすいです。 切削抵抗加工精度に影響を与えます。
- また、この部品は最小ねじリードが0.5mm 、偏心カムの偏心量が0.3mmという複雑な機構を備えているのが特徴です。 1 つのクランプ内で製造されるすべての機械加工フィーチャー間の相対位置精度を維持することは非常に困難です。
- 最終的に、軽量化深穴の長さ対直径の比は 5 に達し、穴あけ中の切りくずの除去が困難になり、穴壁の荒れやドリルビットの破損につながりやすくなります。
JS Precision の精密ソリューション
これらすべての問題に対して、 JS Precision は包括的なソリューションを提供します。
ツーリング:ミニチュア油圧拡張マンドレルは、クランプ部分の長さが8 mm に厳密に制御され、過剰な位置決めをせずに部品をしっかりと保持するのに十分なクランプ力を提供するように設計および製造されています。
設備の選択:スイス型縦型切削旋盤を使用しており、その主軸は高精度であり、刃物台は動力を備えているため、すべての外径旋削、ねじ加工、偏心フライス加工、深穴加工を1 回のクランプ操作で行うことができます。これにより、クランプ誤差を低減することができた。
工具と冷却:超硬合金を採用切削工具チタン合金に最適化した刃先に特殊処理を施し、切れ味を向上させた刃物を採用しています。 70 bar の高圧クーラント システムにより、スムーズな切りくず除去が保証され、切削熱の発生が効果的に制御されます。
品質検査:高解像度の画像検査システムが機械加工プロセスに統合されており、部品の重要な寸法と表面品質について100% 機上検査を実行し、問題をタイムリーに検出して調整することができます。
結果と価値
上記のすべてのソリューションにより、JS Precision は最初のバッチ100 個を 12 日以内、つまり顧客の要求リードタイムの 2 日前に納品しました。納入された部品は図面通りで、真円度は1.5μm以内、表面粗さはRa0.3μmと顧客の期待を大きく上回りました。
顧客は、追加の加工を行わずに直接組み立てることができるコアコンポーネントを受け取りました。これにより、ハイエンド医療機器の発売を成功させるための貴重な時間が節約され、長期的な協力における双方の良好な基盤が構築されました。
JS Precision は、特定の小型医療ロボットのドライブ シャフトを例として、精密 CNC 旋削部品の機械加工の課題を効率的に解決します。機械加工が必要なさらに複雑な部品がある場合は、解決策を得るために当社に連絡し、図面を提供してください。ご注文後、迅速に発送させていただきます。

図4:チタン合金(Ti-6Al-4V)ドライブシャフト
認定された精密旋削部品メーカーを特定するには?
資格のある人を選ぶ精密旋盤部品メーカー加工要件に確実に応えるためには、多次元の評価が必要です。
技術能力マトリックス:高度な機器、プロセス データベース、技術チームが含まれます。高度な機器は精度の基盤であり、包括的なプロセス ライブラリは成熟したソリューションを提供し、専門チームが技術的課題を解決します。
徹底した品質システム: ISO 9001 の認証は、IATF 16949 が要求する厳格なシステムに代わるものではなく、原材料から完成品に至るバリューチェーン全体における品質検査の標準化された記録を提供するものでもありません。
産業経験の蓄積:さまざまな産業では、コンポーネントに対する要件が大きく異なります。医療や航空宇宙など、特定の業界のニーズを詳細に理解しているため、対象業界ですでに成功事例を持っているメーカーを優先します。
継続的改善のメカニズム:ビッグデータベースのクローズドループプロセス最適化システムを確立する必要があります。データ分析は、プロセスを最適化し、品質と効率を促進するために使用されます。
JS の利点: 複雑で精密な CNC 旋削部品のパートナー
機械加工の専門会社として精密CNC旋削部品, JS Precision には、信頼できるパートナーとなるための多くの主要な利点があります。
技術的な深さ:
JS プレシジョンの高精度工場には、スイス型縦旋盤や高精度検査装置などの高性能かつ先進的なハードウェアが備えられています。チタン合金やインコネルなどの難削材や複雑な形状の加工に関する豊富な知識ベースを確立しています。
たとえば、インコネル部品の場合、加工効率と品質を効果的に向上できる独自の切削パラメータと冷却ソリューションのセットが開発されました。
品質への取り組み:
JS プレシジョンは、 「欠陥ゼロ」を実現可能な目標と考え、全工程の品質管理システムを導入しています。原材料の調達から始まり、バッチごとに性能や成分の検査が行われます。プロセス中、あらゆる寸法のリアルタイムオンライン検査が実行され、工場を出る前にすべての部品の寸法と外観が詳細にチェックされます。
協力モデル:
JS Precision は、顧客に無料の DFM コンサルティングを提供するために、できるだけ早くプロジェクト開発に参加できます。部品の図面から工程上の困難を分析し、最適化の提案を行い、お客様の加工コストの削減と開発サイクルの短縮を支援します。
信頼性の高い配送:
JS Precision は、クライアントへの納期の重要性を深く理解しています。科学的なサプライチェーン管理と生産計画を通じて、当社は納期厳守を保証します。
製品の注文状況に応じて合理的に生産順序を調整し、原材料の調達と生産の進捗状況をリアルタイムで追跡し、特別な状況が発生した場合には顧客と迅速に連絡し、共同で解決策を見つけます。
よくある質問
Q1: 精密旋削加工ではどの程度の面粗さが得られますか?
JSプレシジョンの一般的な精密旋削加工では、表面粗さRa0.4μmを実現できます。ロール成形などの後工程を経ると、表面粗さはRa 0.1μm以上の鏡面仕上げが可能となり、ほとんどの高精度要件を満たします。
Q2: 研削と比較した精密旋削の主な利点は何ですか?
精密旋削加工により、複雑な形状を 1 回のセットアップでより高い効率で、同じ鏡面仕上げを実現できます。また、複数のプロセスの統合、設備の切り替えの削減、より高い幾何公差の確保、機械加工コストの削減にも特に適しています。
Q3: どのサイズの CNC 旋削部品を処理できますか?
JS Precision の設備は、直径0.5mm から 300mm までのCNC 旋削部品を加工できます。そのため、微細部品から大型部品まで精密加工サービスを提供することが可能です。
Q4: 異なるステンレス鋼材種、たとえば 303 と 316 を旋削する際のパラメータの違いは何ですか?
303 ステンレスは硫黄を含んでおり、切削が容易であるため、JS プレシジョンではより高い送り速度を使用します。 316 ステンレス鋼はより靭性が高く、切りくずの破壊と表面品質を確保するために、工具は低速および高圧クーラントでより鋭利になる必要があります。
Q5: 精密旋削加工は小ロットの試作に適していますか?
CNC 旋削は特別な金型を必要としないため、精密旋削は小ロットの試作に非常に適しています。プロトタイプはプログラミング後すぐに作成できるため、反復検証や小規模および中規模のバッチ生産のニーズを満たすことができ、時間とコストを節約できます。
Q6: どのような素材に対応していますか?
JS Precision は、アルミニウム、ステンレス鋼、チタン、銅、合金鋼、および PEEK やデルリンなどの一部のエンジニアリング プラスチックを含む、さまざまな種類の金属の精密旋削加工をサポートしています。要件に基づいて適用可能な材料を推奨する場合があります。
Q7: 旋削品の鋭利なエッジには面取りが必要ですか?彼らをどのように扱うでしょうか?
機械加工部品の鋭利なエッジの面取りは、危険であるだけでなく、応力集中点として機能する可能性があるため重要です。 JS Precision は、プログラム可能なツールパス制御を適用して、すべての鋭いエッジを正確かつ確実に面取りまたは不動態化します。
Q8:お問い合わせからお見積りまでどれくらいかかりますか?
JS Precision は、明確な、透明性のある事前見積もり完全な図面を備えた標準部品の場合は2 時間以内、複雑な部品の場合は 4 時間以内に顧客と連絡を取った後に見積もりが提供されます。
まとめ
精密 CNC 旋削は現代製造の基礎であり、究極の材料性能と正確なデジタル制御のバランスを完璧にとります。技術的に熟練し、より経験豊富なパートナーを区別することが、重要な部品の成功の決定的な要因となることがわかります。
信頼の精密旋盤部品メーカーとして、 JSプレシジョン設計の最適化、設計から完成品の納品までのフルサービスを支援し、複雑なシャフト部品の加工中に発生するいくつかの課題を克服します。
今すぐ部品図面をアップロードして、専門的な製造実現可能性分析と競争力のある見積もりを入手してください。精密製造における卓越したモデルの作成に協力しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

