

¿Por qué los empuñados suaves de algunos productos se caen y se agrietan después del uso a largo plazo, mientras que otros pueden adherirse a la cáscara de plástico duro con fuerza, como si hubieran nacido como uno? De hecho, la clave no es el pegamento, sino una opción de núcleo antes de que comience el sobremoldeo:emparejamiento de material.
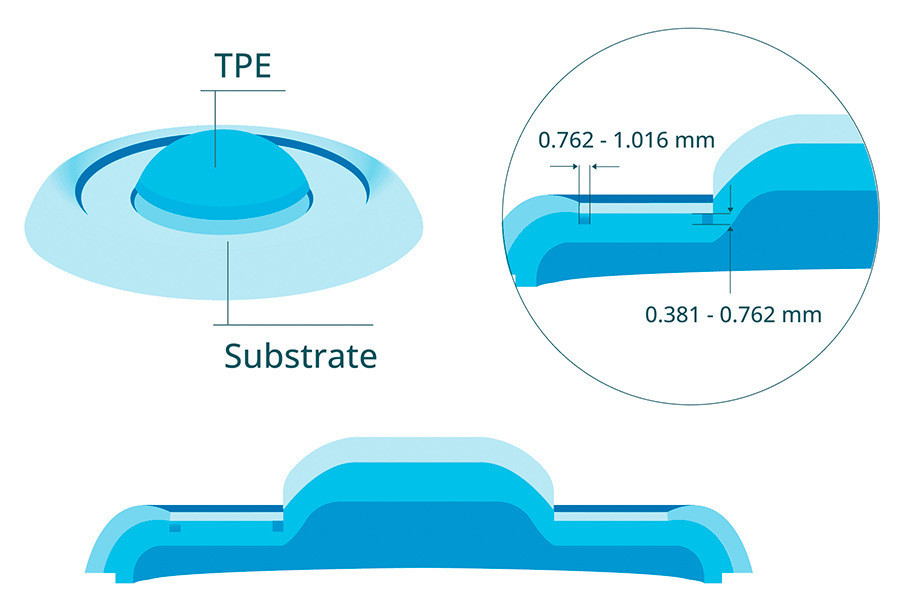
¿Qué se está superando? En pocas palabras, el proceso de sobremoldeo es para envolver un material diferente (generalmente pegamento suave) en el sustrato de plástico duro. Esto no es simplemente pegar dos capas de plástico. Requiere que el pegamento suave se derrita a alta temperatura, envuelva bien el sustrato y luego confíe en la mordida física o incluso la unión molecular entre los materiales para que se unan. Si la adhesión es buena, el producto será fuerte y duradero. Si la adhesión no es buena, es fácil causar problemas.
¡Por lo tanto, elegir la combinación de material correcta es absolutamente la clave para sobrecargar! Está lejos de ser suficiente para mirar el rendimiento de un solo material. Es necesario asegurarse de que el sustrato y el pegamento blando (como el TPE comúnmente utilizado) que se recubieran entre sí. Deben poder mantenerse unidos a altas temperaturas y realmente pueden fusionarse en una después del enfriamiento.
En nuestroLaboratorio JS, una de las tareas centrales es probar y evaluar repetidamente varias combinaciones de materiales para garantizar que cada sobremoldeo pueda lograr el mejor efecto de combinación y el rendimiento final del producto. Este es el secreto detrás de esos productos que son cómodos para el tacto y duradero.
Resumen de la respuesta central:
| Conceptos centrales | Descripción | ¿Por qué es importante? |
| Sustrato | La primera capa de material duro suele ser un componente estructural (como ABS, PC, Nylon). | Determina la fuerza y la forma básicas del producto. |
| Material de recubrimiento en exceso | El material suave de la segunda capa suele ser una capa funcional/táctil (como TPE, TPU, LSR). | Determina el agarre, el sellado y la estética del producto. |
| Enlace químico | Los dos materiales atraen y se fusionan entre sí a nivel molecular, formando la fuerza de unión más fuerte. | Es el objetivo preferido para lograr un moldeo de inyección secundaria de alta calidad |
| Enclavamiento mecánico | Al diseñar estructuras como surcos y agujeros, los dos materiales están físicamente "bloqueados" juntos. | Es un suplemento necesario o una solución alternativa cuando los materiales son incompatibles. |
Esta guía quiere compartir nuestra experiencia práctica acumulada con usted:
- Proporcionaremos una tabla de referencia de combinación de material práctica (esta es una herramienta común en la industria).
- Concéntrese en analizar las combinaciones de plástico de plástico más utilizadas.
- También explicaremos en detalle las características y requisitos únicos del sobremoldeo de silicona.
- El objetivo final es claro: para ayudarlo a seleccionar con precisión el material de plástico que se superpone con precisión.
¿Por qué confiar en esta guía? Desde la perspectiva de los expertos en materiales y de procesos JS
Como ingeniero responsable del desarrollo de materiales y procesos en JS, sé que en el campo de la sobremoldeo (moldeo de inyección secundaria), las decisiones de selección de materiales son cruciales. El valor de esta guía se basa en la profunda experiencia práctica de nuestro equipo.
"James Hendry, una autoridad reconocida en el moldeo por inyección en la industria, una vez enfatizado: los materiales son el punto de partida del proceso y la piedra angular del rendimiento del producto. Esto se refleja particularmente en el campo de la sobremolding en el que nos enfocamos".
En JS, basado en innumerables proyectos, hemos resumido una verdad simple: si un proyecto puede tener éxito,El diseño del molde representa el 70%y el 30%crítico restantees todo apuesto a la ciencia material.
Este no es solo un comentario informal. Personalmente hemos sido testigos de la dolorosa lección de los clientes que eligieron el grado de material TPE incorrecto, lo que resulta en el desguace de todo el lote de productos. También resolvimos el problema del clientegoma suaveLa capa se despega fácilmente a altas temperaturas recomendando un sustrato de nylon específico.
Esta experiencia no se obtiene de la nada. Nuestro equipo trata con los principales proveedores de materiales del mundo todos los días, y tiene datos de rendimiento reales para cientos de calificaciones de plástico y elastómero. Más importante aún, sabemos cómo ajustar los parámetros en la máquina de moldeo por inyección para que los dos materiales realmente muerdan.
Las cosas en esta guía no son deducciones teóricas, sino la experiencia central que hemos extraído con un poco de experiencia práctica después de experimentar la alegría del éxito y las lecciones de fracaso.
La regla de oro del moldeo de inyección secundaria: la compatibilidad determina todo
En JS, trato con el moldeo por inyección todos los días, especialmente en excesomoldeo de inserción. Entiendo profundamente que si desea que se usen dos materiales diferentes en la misma parte durante mucho tiempo,La clave radica en si los diferentes materiales se pueden combinar durante mucho tiempo.. ¡Y la regla de oro número uno entre ellos es la compatibilidad material! Esto determina directamente si el producto es fuerte y duradero, o propenso a las grietas y la delaminación.
Si los dos materiales pueden combinarse bienDepende principalmente de dos mecanismos de conexión:
1. enlace químico: "manos" entre moléculas
Principio:
Bajo las condiciones de alta temperatura y alta presión demoldeo de inyección secundaria, el pegamento suave (como TPE) cubierto se derretirá y derretirá ligeramente la superficie del sustrato. En este momento, las moléculas de los dos materiales pueden penetrar, difundir y enredar entre sí. Después del enfriamiento, forman una fuerte conexión de enlace químico en la interfaz, al igual que las moléculas están estrechamente "tomados de la mano".
¿Cuáles son las consideraciones clave?
Esto depende principalmente de las propiedades de los dos materiales:
- POLARIDAD: Al igual que los imanes se dividen en polos positivos y negativos, los materiales con polaridades similares tienen más probabilidades de combinarse entre sí.
- Punto de fusión/temperatura de procesamiento: la temperatura de fusión del pegamento suave debe ser apropiada, lo que debe poder fundirse y suavizar ligeramente la superficie del sustrato.
- Energía superficial: la energía superficial está bien combinada, de modo que la fusión puede mojarse y extenderse mejor en el sustrato.
Beneficios:¡Esta es la situación más ideal! La adhesión es súper fuerte, y las partes a menudo presentan una apariencia integrada sin costuras obvias. Además, los requisitos paradiseño de moldesson relativamente simples y directos, y no hay necesidad de hacer demasiadas estructuras complejas deliberadamente.
2. Interlocación mecánica: "Mortización y estructura de tenon" en ingeniería
Cuando la resistencia de los dos materiales es insuficiente, o el enlace químico solo no es lo suficientemente fuerte, necesitamos diseñar el "mecanismo" en el sustrato de antemano. Estos mecanismos pueden ser pequeños ranuras, agujeros, texturas rugosas específicas o incluso estructuras en forma de barbilla.
Luego, durante el moldeo de inyección secundaria, el material de pegamento suave fundido se perforará en estos pequeños agujeros y llenará estas estructuras. Cuando el pegamento suave se enfría y se endurece físicamente, está físicamente "bloqueado" en estas estructuras del sustrato, al igual que un ancla que engancha el fondo del mar. Si quieres separarlos, debes destruir el material en sí.
¿Dónde lo usamos normalmente?
Este método es un salvador en muchos casos especiales:
- Use silicona (generalmente con mala adhesión química) para cubrir otros materiales.
- Cubra plástico fuera delinserto de metal.
- Cuando dos plásticos realmente no pueden encontrar un par que pueda unirse químicamente.
"La clave para un sobremoldeo exitoso es establecer efectivamente una conexión entre los materiales (enlace químico, enclavamiento mecánico o una combinación de los dos), que afecta directamente el rendimiento y la calidad del producto. Al seleccionar materiales, no solo debemos mirar la categoría general de materiales, sino que también estudiar los datos de calificación específicos y la experiencia de la aplicación en profundidad. Por ejemplo, la confianza en los bloqueos mecánicos requiere un diseño colaborativo de Molde de Molde de Batch. Encuentras la pareja material perfecta ".
Guía de emparejamiento de material de moldeo de inyección secundaria
Esta tabla resume el rendimiento combinado típico de sustratos duros comunes y materiales de cobertura convencional (TPE/TPV, TPU, LSR) en la industria, y es una herramienta eficiente para detectar direcciones en la etapa inicial del proyecto. Pero recuerda:
- Esta tabla es solo una guía general.
- El efecto de combinación final se verá afectado por la fórmula, las condiciones de procesamiento y el diseño de laGrado de material específico.
- ¡El efecto real depende de la prueba! Solo se usa como referencia básica para el lanzamiento del proyecto, no la base final.
La siguiente es la tabla de referencia de emparejamiento de núcleo:
| Sustrato (duro) | TPE/TPV (elastómero termoplástico) | TPU (poliuretano termoplástico) | LSR (goma líquida de silicona) |
| Abdominales | Excelente (enlace químico) |
Bueno (unión química)
|
Pobre (requiere enclavamiento mecánico/imprimación) |
| PC (policarbonato) | Excelente (enlace químico) | Excelente (enlace químico) | Pobre (requiere enclavamiento mecánico/imprimación) |
| Aleación de PC/ABS | Excelente (enlace químico) | Excelente (enlace químico) | Pobre (requiere enclavamiento mecánico/imprimación) |
| PP (polipropileno) | Bueno (requiere TPE de grado especial) | Pobre | Pobre (requiere enclavamiento mecánico/imprimación) |
| Nylon (PA6, PA66) | Bueno (requiere TPE de grado especial) | Bueno (requiere TPU de grado especial) | Medio (requiere imprimación especial e enclavamiento mecánico) |
| PBT | Bien | Excelente (enlace químico) | Pobre (requiere enclavamiento mecánico/imprimación) |
| Metal (acero, aluminio) | Medio (que requiere enclavamiento mecánico) | Bueno (requiere enclavamiento mecánico) | Bueno (requiere imprimación especial e enclavamiento mecánico) |
Mi interpretación de las calificaciones en esta tabla:
- Excelente: se puede generar un enlace químico fuerte entre suave ymateriales duros. Esta es la situación más ideal, con alta fuerza de unión y pocas restricciones de diseño. Esta es la evaluación que a nuestros ingenieros les gusta ver más.
- Bien: se puede generar un cierto enlace químico, pero la resistencia a la unión suele ser menor que el excelente nivel. Sugiero que agregue características de enclavamiento mecánico como suplemento o seguro al diseñar el producto para que la unión sea más confiable.
- Medio: el enlace químico es muy débil o casi inexistente. Si puede tener éxito depende principalmente de la estructura de enclavamiento mecánico que diseñe, que generalmente requiere un tratamiento de superficie, como rociar una capa de agente de tratamiento (imprimación) para mejorar la adhesión o proteger un poco la superficie.
- Pobre: es difícil formar unión química. La resistencia de unión debe lograrse a través de un diseño de estructura muy preciso, y básicamente se debe usar un imprimador específico para tratar el durosuperficie de plástico.
De mi amarga experiencia como ingeniero JS:
(1) ¡El grado material específico es el rey!
Esta tabla es una guía general, pero el rendimiento de los diferentes fabricantes, o incluso diferentes marcas de TPE/TPU/LSR del mismo fabricante, ¡puede ser muy diferente!
Especialmente cuando se marca "Grado especial requerido" (como PP+TPE, Nylon+TPE/TPU), debe solicitar datos de compatibilidad y sugerencias de procesamiento para marcas específicas de proveedores de materiales como nosotros o nuestroTécnico de JSDepartamento. Si usa directamente esta tabla para ordenar materiales, puede fallar.
(2) El diseño estructural es el alma!
Especialmente para combinaciones medianas y pobres, o incluso buenas combinaciones, un diseño mecánico bueno y bien considerado es a menudo la clave del éxito o el fracaso. La comunicación cercana con ingenieros de moho e ingenieros de materiales es necesaria durante la fase de diseño.
(3) ¡Las pruebas de prueba no se pueden guardar!
No importa cuán perfecta sea la teoría, debe probarse en la práctica. Se recomienda encarecidamente que use la marca de material específica que ha seleccionado para hacer unprueba de muestra pequeña(como una simple pieza de prueba de superposición) para probar realmente la fuerza de unión antes de abrir oficialmente el molde. Este paso no se puede guardar, ya que puede evitar grandes problemas más adelante.
Esta tabla le ayuda a detectar preliminarmente la combinación de material y evitar problemas obvios.El éxito de la sobremoldea radica en tres claves:Margación precisa de grados específicos, diseño estructural dirigido y verificación estricta de muestra.
"¡No tome decisiones basadas solo en la mesa! Si está evaluando un proyecto, especialmente uno que involucra materiales difíciles, le recomendamos que se comunique con nuestro equipo técnico lo antes posible. ¡Utilizaremos la tecnología de moldeo por inyección de sobrecarga profesional para ayudarlo a conseguir el producto final constantemente!"
Combinaciones de materiales comunes y casos de aplicación
Permítanme contarle sobre algunas de las combinaciones de materiales más utilizadas y confiables en nuestros proyectos reales, así como sus aplicaciones. Estas son todas las experiencias que se han realizado y verificado:
Caso 1: La combinación clásica de las fundas de teléfonos móviles y las manijas de herramientas: ABS/PC/PC-ABS + TPE/TPU
- El plástico duro + soluciones de goma blanda se usa ampliamente en piezas como el móvil anti-slipfundas telefónicas, agarres de herramientas y áreas de botón de control remoto, y sus ventajas son significativas:
- Complementariedad funcional: el plástico duro proporciona resistencia estructural y buena apariencia, y el caucho suave TPE/TPU proporciona un toque cómodo, propiedades antideslizantes y amortiguación y absorción de choques.
- Combinación confiable: la unión química clave hace que la interfaz entre los dos excelentes, asegurando la durabilidad a largo plazo del producto.
Al mismo tiempo, ensobrecarga de goma, esta combinación también se ha convertido en una de las soluciones preferidas debido a su excelente compatibilidad química, y los ingenieros tienen una gran confianza.
Caso 2: Una opción sólida para productos automotrices y exteriores: Nylon (PA) + TPE/TPU
Aplicaciones:Revestimiento de la manija de la puerta del automóvil (agarre cómodo), interfaz de conector con frecuencia enchufada y desenchufada (sobrecarga de cables), piezas al aire libre que requieren flexibilidad y resistencia al desgaste.
Ventajas:
- El nylon proporciona una excelente resistencia al desgaste, resistencia a la corrosión química y alta resistencia a la temperatura, adecuada para condiciones de trabajo duras.
- Especialmente formuladoTPE/TPUEl caucho suave, que cubre la superficie del nylon, proporciona una capa protectora suave y elástica en el contacto, la fricción y las piezas de sellado.
Puntos clave:Aunque la combinación es ligeramente más difícil que la anterior (es necesario elegir el grado especial correcto de caucho suave), una vez que la coincidencia es exitosa, el efecto y la durabilidad son muy buenos.
Caso 3: Guardia de seguridad médica y de grado alimenticio: Overmold de silicona
Escenarios de aplicación:El borde de la máscara respiratoria que contacta directamente con la piel, los chupetes para bebés, los mohos que requieren horneados a alta temperatura y productos electrónicos con requisitos estrictos para sellos impermeables (como relojes inteligentes).
¿Por qué elegirlo?
La silicona (especialmente la silicona líquida LSR), es naturalmente no tóxica y sin olor, cumple con los requisitos médicos y de grado alimenticio, no tiene miedo a temperaturas extremas altas y bajas, no es fácil de reaccionar con otras cosas y es particularmente suave y elástico.
Recordatorio clave:
La silicona es químicamente incompatible con la mayoría de los plásticos duros, ¡y no puede mantenerse firmemente por sí solo! Para lograr el éxito, estos dos aspectos deben abordarse:
- Diseñe una estructura precisa "Snap-On": púas de diseño, surcos, etc. en las partes de plástico duro para que la silicona pueda bloquearse físicamente después del moldeo por inyección.
- Use la imprimación bien: cebe la superficie de plástico duro antesmoldura de inyecciónEsta capa de pegamento puede actuar como un puente para mejorar la adhesión entre la silicona y el plástico duro. En los proyectos médicos e impermeables que hacemos, estos dos puntos no deben ser descuidados.
Estos casos exitosos proporcionan instrucciones de diseño confiables. Pero el éxito o el fracaso del proyecto se encuentra en los detalles: selección precisa de grado de material, diseño de estructura de unión optimizada, cebador y proceso coincidente.
"Por lo general, recomiendo que cuando se trata de combinaciones de nylon o LSR, es mejor consultar a nuestro equipo técnico profesional en las primeras etapas del diseño. Determinaremos conjuntamente la combinación óptima de material, revisaremos el diseño estructural y verificaremos a través de una pequeña producción de prueba por lotes para garantizar que el producto cumpla completamente con los estándares en términos de función, durabilidad y confiabilidad".

Preguntas frecuentes: respuestas a todas sus preguntas sobre la selección de materiales
Pregunta 1: ¿Cuál es el mejor plástico de moldeo de inyección secundaria?
Para ser sincero, realmente no hay lo mejor absoluto, y la función del producto y los requisitos de rendimiento deben considerarse de manera integral.
- Persiguiendo una buena sensación y rentabilidad: el ABS se recomienda como sustrato, recubierto con Glue suave TPE. Puede mejorar significativamente el toque mientras controla efectivamente los costos.
- Requiere transparencia y alta resistencia al impacto: el sustrato de pegamento duro de PC con pegamento suave con TPU recubierto es una solución ideal, adecuada para aplicaciones como las conchas anti-caídas transparentes.
- Preste atención a la resistencia al desgaste y a la resistencia química: se recomienda el nylon como sustrato, recubierto con materiales TPE o TPU con resistencia al desgaste o resistencia química.
- Aplicaciones médicasEntornos de temperatura extrema: el caucho líquido de silicona (LSR) es una opción, pero sus requisitos de proceso son altos, y el diseño de la estructura del sustrato debe seleccionarse cuidadosamente para que coincida.
Pregunta 2: ¿Qué materiales se utilizan para el moldeo de inserción?
Esto se responde en dos partes:
- Insertar material: generalmente piezas metálicas (como latón, acero inoxidable, aleación de aluminio). También se pueden usar láminas de cerámica o placa de circuito impreso (PCB). El inserto se coloca en la cavidad del molde antes de moldeo por inyección.
- Selección de plástico de recubrimiento: los materiales de uso común incluyen nylon (nylon), PBT, PPS y otro alto rendimientoIngeniería de plásticos. La elección específica depende de los requisitos para la resistencia a la pieza, el rendimiento del aislamiento, el nivel de resistencia a la temperatura, etc. Por ejemplo, los insertos de metal recubiertos con PPS a menudo se usan para piezas del motor que requieren aislamiento eléctrico de alta temperatura.
Pregunta 3: ¿De qué material está hecho el molde en sí?
La fuerza principal es el acero especial: los aceros como P20, H13 y S7 son la fuerza principal absoluta. Tienen alta dureza o se fortalecen con el tratamiento térmico, especialmente resistente al desgaste y resistente al impacto, solo para resistir decenas de miles o incluso cientos de miles de impactos plásticos de alta temperatura y alta presión.
¿Qué hacer con pequeños lotes o pruebas?
Si solo hacemos unos pocos cientos o unos pocos miles de muestras, o el producto aún está en la etapa de verificación, para ahorrar tiempo y costo, a veces usamos 7075 aleación de aluminio parahacer moldesEl procesamiento de aluminio es rápido y el costo del moho es mucho más bajo, pero la vida útil definitivamente no es tan buena como los moldes de acero. Es adecuado para la verificación temprana o no la producción en masa.
Resumen
La clave para garantizar un proceso exitoso de sobrecarga es tener una comprensión profunda de las propiedades del material. Elegir la combinación correcta de materiales no solo garantiza una estructura de producto fuerte y confiable, sino que también mejora significativamente su valor de mercado y experiencia del usuario. Aunque la tabla de compatibilidad es un punto de partida importante, la forma más eficiente de optimizar realmente el diseño, lograr un vínculo fuerte y evitar riesgos es trabajar con ingenieros experimentados.
¡Deje que el equipo de JS ilumine su producto con sobremoldeo!
- Evite la prueba y el error caros: cuando se trata de selección de materiales, los expertos del equipo de JS pueden ayudarlo a elegir elmaterial correctoal comienzo del proyecto.
- Optimizar el diseño y la vinculación: no solo seleccionamos materiales, podemos optimizar su diseño para garantizar el efecto de unión ideal de las piezas sobrecargadas.
Obtenga soporte dedicado ahora: contáctenos y lo hará:
- Recibir un PDF gratuito delGuía de diseño de Overmolding(incluidos los principios prácticos).
- Hable directamente con nuestros ingenieros para discutir las necesidades de su proyecto en profundidad.
- Encuentre la combinación ideal: trabajemos juntos para encontrar una solución material con el mejor rendimiento y costo para su producto.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Recurso

