

CNC-Bearbeitungsdienstleistungen Schaffen Sie viele Wunder im täglichen Leben: Aus einem komplizierten 3D-Designmodell kann in nur wenigen Tagen ein mikrogenaues, spiegelglattes Funktionsbauteil aus Metall werden.
Von hochfesten Teilen in der Luft- und Raumfahrt bis hin zu den komplexen Konturen medizinischer Implantate sind Präzisions-CNC-Bearbeitungsdienste zum Grundstein für die High-End-Fertigung geworden.
Aber bei so vielen Anbietern von CNC-Bearbeitungsteilen auf dem Markt ist es schwierig, zwischen echten und gefälschten Teilen zu unterscheiden und sicherzustellen, dass jedes individuell bearbeitete Teil, das Sie erhalten , Ihren Erwartungen perfekt entspricht.
Der folgende Leitfaden befasst sich mit den Kernaktivitäten hinter den besten CNC-Bearbeitungsdiensten, um den gesamten Prozess von der Prozessauswahl bis zur Qualitätsprüfung zu zeigen und Ihnen dabei zu helfen, fundierte Entscheidungen zu treffen.
Abbildung 1: Präzisions-CNC-Bearbeitungsprozess
Zusammenfassung der wichtigsten Antworten
| Kernanliegen des Kunden | Technische Antworten auf die Top-CNC-Dienstleistungen | Der einzigartige Wert von JS Precision |
| Präzision und Qualität | Um dies sicherzustellen, verlassen wir uns auf Mehrachsenverbindungen, Präzisionsschneidwerkzeuge, Online-Messungen und ein strenges Qualitätskontrollsystem . | Wir integrieren die besten Praktiken in die End-to-End -Qualitätskontrolle – von der Zertifizierung im Rohmaterialstadium bis zur Endkontrolle – um die Zeichnungsanforderungen zu erfüllen oder sogar noch besser. |
| Leistungsfähigkeit und Flexibilität | Ein starker Cluster leistungsstarker CNC-Bearbeitungszentren, beispielsweise 5-Achsen-Zentren, eine umfangreiche Materialbibliothek und Prozesskenntnisse sind der Schlüssel für komplexe Arbeiten an kundenspezifisch bearbeiteten Teilen. | Wir verfügen über eine komplette Ausrüstungskette von 3-Achs bis 5-Achs. Es ermöglicht einen nahtlosen Übergang vom Rapid Prototyping zur Kleinserienproduktion und bietet eine echte Komplettlösung. |
| Zusammenarbeitserfahrung und Effizienz | Zu den Merkmalen eines besten Online-CNC-Service gehören klare Kommunikation, vorhersehbare Lieferzeiten, wettbewerbsfähige Preise und professioneller DFM-Support. | Wir verfügen über ein transparentes Online-Angebotssystem, eine kostenlose, detaillierte DFM-Analyse und eine umfassende Projektmanager-Nachverfolgung, um ein effizientes und sorgenfreies Beschaffungserlebnis zu gewährleisten. |
Experten für komplexe Teile: JS Precision CNC-Bearbeitungsdienste und Anpassungsfähigkeiten
Wenn ich den Kunden die Schwierigkeiten bei der Bearbeitung mitteile, muss ich zunächst die Kernstärke von JS Precision bei der Lösung dieser Probleme erläutern: Wir verfügen über 15 Jahre praktische Erfahrung in der CNC-Bearbeitung und verfügen über eine AS9100-Zertifizierung für Luft- und Raumfahrtqualität und eine Zertifizierung für ein medizinisches Qualitätsmanagementsystem nach ISO 13485.
Unsere Materialauswahl und Prozessvalidierung richten sich außerdem strikt nach den von veröffentlichten Materialstandards und Biokompatibilitätstestrichtlinien ASTM International für Luft- und Raumfahrt- und medizinische Materialien (z. B. TC4-Titanlegierung).
Basierend auf diesem System haben wir über 500 Kunden bedient, darunter in- und ausländische Luft- und Raumfahrttechnikkonzerne, die weltweit führenden drei Unternehmen für medizinische Geräte und Hersteller von Halbleitergeräten, und über 20.000 Sätze komplexer Teile mit einer Erfolgsquote von bis zu 99,8 % geliefert.
Beispielsweise wurden im vergangenen Jahr 100 Gruppen maßgeschneiderter orthopädischer Implantate aus TC4-Titanlegierung für medizinische Kunden hergestellt. Die fertigen Implantate erreichten eine Oberflächengüte von Ra0,2 μm und kontrollierte Toleranzen von ±0,008 mm und bestanden die FDA-Biokompatibilitätszertifizierung , sodass sie direkt bei der Montage künstlicher Gelenke verwendet werden können.
Die Komponenten des Wafer-Transferroboters, den wir für einen Halbleiterkunden hergestellt haben, wurden in einem Reinraum der Klasse 100 mit einer magnetischen Permeabilität von weniger als 1,005 behandelt, was perfekt für die nichtmagnetische Umgebung von Halbleiterwerkstätten geeignet ist .
Auch unsere Reaktionsfähigkeit bei dringenden Projekten zeigt sich: In den letzten drei Jahren haben wir 27 dringende Aufträge, wie z. B. die Lieferung von Satellitenhalterungen innerhalb von 48 Stunden, mit einer Kundenzufriedenheit von über 98 % abgeschlossen.
Dies ist kein theoretischer Leitfaden, sondern eine praktische Lösung, die aus mehr als 20.000 Fabrikationsfällen ausgewählt wurde. Jeder Vorschlag kann direkt umgesetzt werden und Sie können sich darauf verlassen, dass er Ihnen bei der Lösung realer Probleme hilft.
Möchten Sie unsere Fertigungskapazitäten in Ihrer Branche bestätigen oder möchten Sie lieber hochkomplizierte kundenspezifisch bearbeitete Teile anpassen? Warum vereinbaren Sie nicht einen Termin, um unsere kostenlose Datenbank mit erfolgreichen Branchen-Fallstudien einzusehen und sich mit einem unserer Ingenieure direkt ein Bild von unseren technischen Fähigkeiten zu machen?
Hinter den Kulissen: Wie sieht ein professioneller CNC-Bearbeitungsprozess aus?
Von hier aus denken Sie vielleicht darüber nach, wie professionelle CNC-Bearbeitungsdienste funktionieren. Großartige Ergebnisse beginnen mit detaillierten Prozessen. Professionelle CNC-Bearbeitungsdienstleistungen gehen weit über die bloße „Maschine auf einer Maschine“ hinaus. Jeder Schritt in der CNC-Bearbeitung wirkt sich auf die Teilequalität und Lieferzeit aus. Im Folgenden möchte ich Sie durch unseren typischen Prozess führen.
Schritt 1: Kollaborative DFM-Analyse
Unmittelbar nach Erhalt der Auftragsbestätigung veranlassen wir eine kostenlose Machbarkeitsanalyse für die Herstellung.
Im Falle eines Teils mit tiefer Kavität, in das ein Werkzeug nicht direkt hineingreifen kann, schlagen unsere Ingenieure beispielsweise eine Anpassung des Winkels der Kavitätswand vor, was die Funktionalität nicht beeinträchtigt , aber die Bearbeitbarkeit verbessert, die Kosten senkt und die Lieferzeit verkürzt.
Schritt 2: Digitaler Zwilling und CAM-Programmierung
Unsere Ingenieure erstellen mit professioneller CAM-Software ein „digitales Zwillingsmodell“ des Teils und generieren anschließend den Werkzeugweg. Der Pfad simuliert die Kollisionsvermeidung mehrfach, was für die Bearbeitung komplexer, kundenspezifisch bearbeiteter Teile, wie z. B. Laufräder mit mehreren Kurven, wichtig ist. Der digitale Zwilling kann Fallstricke schon im Vorfeld vermeiden und Materialverschwendung reduzieren.
Schritt 3: Erstmusterprüfung und kontinuierliche Überwachung
Die Erstmusterprüfung ist entscheidend für die Chargenqualität. Wir führen am ersten Stück volldimensionale Messungen durch, um zu bestätigen, dass es den Zeichnungen entspricht.
Bei der Serienproduktion kommen Präzisionsmesswerkzeuge wie Mikrometer und Online-Überwachung zum Einsatz. Bei der Bearbeitung von Edelstahlbolzen beispielsweise bemustern wir 5 Stück pro Stunde, um Abweichungen zu vermeiden.

Abbildung 2: Schritte zum Erhalt kundenspezifischer Teile mit Präzisionsbearbeitungsdiensten. Jeder Schritt der CNC-Bearbeitung beeinflusst die Qualität und Lieferzeit der Teile.
Das Streben nach Mikrometern: Schlüsseltechnologien für Präzisions-CNC-Bearbeitungsdienstleistungen
Der Prozess ist die Grundlage, aber modernste Technologie ist der Kern, um Präzision im Mikrometerbereich zu erreichen. Präzisions-CNC-Bearbeitungsdienstleistungen Gerade durch den konsequenten Einsatz dieser Technologien können hohe Anforderungen erfüllt werden.
Die Revolution der Mehrachsenbearbeitung: 5-Achsen und darüber hinaus
Der Kern der Bearbeitung komplexer Teile ist die 5-Achsen-Simultanbearbeitung, wodurch die Anzahl der Aufspannungen reduziert wird.
Wenn beispielsweise die 3-Achsen-Bearbeitung für eine unregelmäßig geformte, gekrümmte Oberfläche verwendet wird, sind drei Aufspannungen erforderlich, während die 5-Achsen-Bearbeitung den Prozess in einem Durchgang abschließen kann, was Fehler reduziert, die Genauigkeit und Oberflächengüte verbessert und komplexe Formen ermöglicht, die mit der 3-Achsen-Bearbeitung nicht erreicht werden können.
Hochleistungswerkzeuge und Kühlmittelsysteme
Hochleistungswerkzeuge für eine starke Wirkung: Die Lebensdauer ist dreimal so hoch wie bei herkömmlichen Werkzeugen bei der Bearbeitung von Edelstahl. Das Keramikwerkzeug eignet sich für Hochtemperaturlegierungen. Ein intelligentes Kühlsystem kontrolliert die thermische Verformung und hält beispielsweise die Temperatur eines Teils innerhalb von etwa 25 °C, um die Genauigkeit der Bearbeitung von Titanlegierungen sicherzustellen.
In-Prozess-Messtechnik: Schließen Sie den Kreislauf mit Messungen an der Maschine
Die maschineninterne Sondentechnologie ermöglicht die automatische Positionierung, Ausrichtung und Messung während der Bearbeitung. Wenn beispielsweise das große Teil auf der Werkzeugmaschine bearbeitet wird, misst und kompensiert der Tasterabstand automatisch die kritische Abmessung und bildet dann einen geschlossenen „Messung-Kompensation-Bearbeitung“ -Prozess für hohe Genauigkeit.
Wer verlässt sich am meisten auf CNC-Bearbeitungsdienstleistungen mit hoher Toleranz?
Hochpräzise CNC-Bearbeitungsdienstleistungen sind zum Rückgrat verschiedener Hochtechnologiesektoren geworden. Präzisions-CNC-Bearbeitungsdienstleistungen und kundenspezifisch bearbeitete Teile sind in diesen Branchen von entscheidender Bedeutung.
Luft- und Raumfahrt & Verteidigung
Für Teile in der Luft- und Raumfahrt- und Verteidigungsindustrie gelten sehr kritische Anforderungen . Beispielsweise werden für Turbinenschaufeln von Flugzeugtriebwerken Legierungen auf Hochtemperaturbasis verwendet, sie können Temperaturen über 600 °C standhalten, haben eine Toleranz von ±0,01 mm und sind vollständig rückverfolgbar. Wir haben solche Klingen bearbeitet und sie entsprechen den Standards.
Medizin und Biowissenschaften
In der Medizinbranche gelten besondere Anforderungen an individuell gefertigte Teile. Chirurgische Instrumente erfordern eine spiegelglatte Oberfläche von Ra0,1 μm, um Bakterien vorzubeugen, und jede orthopädische Implantatanwendung erfordert Biokompatibilität. Unsere Gelenkkomponenten aus Titanlegierung haben die Tests bestanden und werden in medizinischen Projekten eingesetzt.
Halbleiter und Robotik
Die Halbleiter- und Robotikindustrie stellt sehr hohe Anforderungen an Umgebungsbedingungen und Präzision : Transportroboterarme von Wafern müssen staubfrei und nicht magnetisch sein, Komponenten von Vakuumkammern benötigen eine hohe Steifigkeit. Die von uns gefertigten Bearbeitungsteile erfüllen Reinraumanforderungen.
Wenn Sie aus der Luft- und Raumfahrt-, Medizin- oder Halbleiterindustrie kommen, geben Sie bitte unten Ihre Branche an, um Ihr KOSTENLOSES Handbuch zu Custom Machined Parts Solutions zu erhalten. Es umfasst die wichtigsten Punkte der Materialauswahl und Präzisionskontrolle.

Abbildung 3: Anwendungen der CNC-Präzisionsbearbeitung. Die CNC-Präzisionsbearbeitung hat ein breites Anwendungsspektrum in vielen Branchen.
Komplexität meistern: Wie wählen Sie den optimalen Prozess für Ihre kundenspezifisch bearbeiteten Teile aus?
Inzwischen wissen Sie, in welchen Branchen diese eingesetzt werden, aber Sie fragen sich vielleicht, wie Sie sich für die Verarbeitungstechnologie für Ihr Unternehmen entscheiden würden kundenspezifisch bearbeitete Teile . Unterschiedliche Teile eignen sich für unterschiedliche Prozesse. Die Wahl des richtigen Teils gewährleistet sowohl Qualität als auch Kosteneffizienz.
3-Achsen vs. 5-Achsen: Es ist mehr als nur eine Zahl
Der folgende Entscheidungsbaum hilft Ihnen bei der Auswahl:
| Bearbeitungsart | Anwendbare Teile | Vorteile | Nachteile |
| 3-Achsen-Bearbeitung | Plattenartige, blockartige Teile, ohne komplexe gekrümmte Oberflächen. Zum Beispiel einfache Klammern. | Kostengünstige, einfache Programmierung. | Komplex gekrümmte Flächen oder negative Winkel können nicht bearbeitet werden. |
| 5-Achsen-Bearbeitung | Komplex gekrümmte Oberflächen, Teile mit negativem Winkel, wie z. B. Laufräder und unregelmäßige Formen. | Hohe Präzision, Einzelspannung und gute Oberflächengüte. | Hohe Präzision, Einzelspannung und gute Oberflächengüte. |
Die Fräs-Dreh-Hybridlösung
Fräs-Drehzentren eignen sich für Wellen und scheibenförmige Teile, beispielsweise Wellen mit Zahnrädern. Herkömmliche Prozesse umfassen getrennte Bearbeitungen auf Dreh- und Fräsmaschinen, was zu Fehlern aufgrund mehrerer Spannvorgänge führt. Ein Fräs-Dreh-Zentrum erledigt alle Prozesse in einer Maschine und gewährleistet so eine Koaxialität innerhalb von ±0,005 mm.
Wann sollte CNC mit anderen Prozessen kombiniert werden (z. B. EDM, Schleifen)?
Materialien mit extrem hoher Härte, wie z. B. Stahl mit einer Härtungsfestigkeit von HRC60 oder höher, oder eine innere scharfe Ecke, die mit CNC nicht erreicht werden kann, sollten mit anderen Verfahren kombiniert werden. Führen Sie beispielsweise für eine 0,1 mm scharfe Ecke in einer HRC62-Form eine CNC-Bearbeitung durch, gefolgt von einer Erodierbearbeitung und schließlich einem Schleifen, um eine hohe Oberflächengüte zu erzielen.
Sie sind sich nicht sicher, ob Sie für Ihr Teil einen 3-Achsen-, 5-Achsen- oder Hybridprozess wählen sollen? Laden Sie einfach eine 2D-Zeichnung Ihres Teils hoch – es kann ganz einfach sein – und unsere Ingenieure erstellen eine kostenlose Prozessdiagnose und empfehlen die am besten geeignete CNC-Bearbeitungszentrums-Bearbeitungslösung.
Über 3-Achsen hinaus: Erschließen Sie Designfreiheit mit einem fortschrittlichen CNC-Bearbeitungszentrum
Apropos 5-Achsen-Bearbeitung: Ein fortschrittliches CNC-Bearbeitungszentrum ist unverzichtbar. Sie ist der Schlüssel zur Gestaltungsfreiheit und viele komplexe Konstruktionen lassen sich nur mit Hilfe eines 5-Achsen-Bearbeitungszentrums realisieren.
Fortschrittliche CNC-Bearbeitungszentren sind in der Lage, fünfseitige Bearbeitungen in einer Aufspannung ohne Fehlerhäufigkeit durchzuführen. Beispielsweise liegt der Positionsfehler in einer einzigen Aufspannung für die Bearbeitung eines kubischen Teils auf allen fünf Seiten innerhalb von ±0,003 mm, ein wichtiger Faktor für ultrahohe Präzision.
Darüber hinaus überwindet es die Einschränkungen bei der 3-Achsen-Bearbeitung, der Bearbeitung tiefer Hohlräume mit negativen Winkeln und kontinuierlich gekrümmten Oberflächen. Eine solche Bearbeitung kann aufgrund unzureichender Werkzeugwinkel nicht mit 3 Achsen durchgeführt werden, während solche Werkstücke mit 5 Achsen problemlos bearbeitet werden können.
Aus kommerzieller Sicht ist der Stundensatz für die 5-Achsen-Bearbeitung zwar höher, dies wird jedoch etwas durch die Tatsache ausgeglichen, dass sich die Bearbeitungszeit für komplexe Teile von 20 Stunden bei 3-Achsen-Bearbeitung auf 8 Stunden verkürzt, wobei die Arbeits- und Fehlerquote geringer ist und eine deutlich wirtschaftlichere Lösung entsteht.
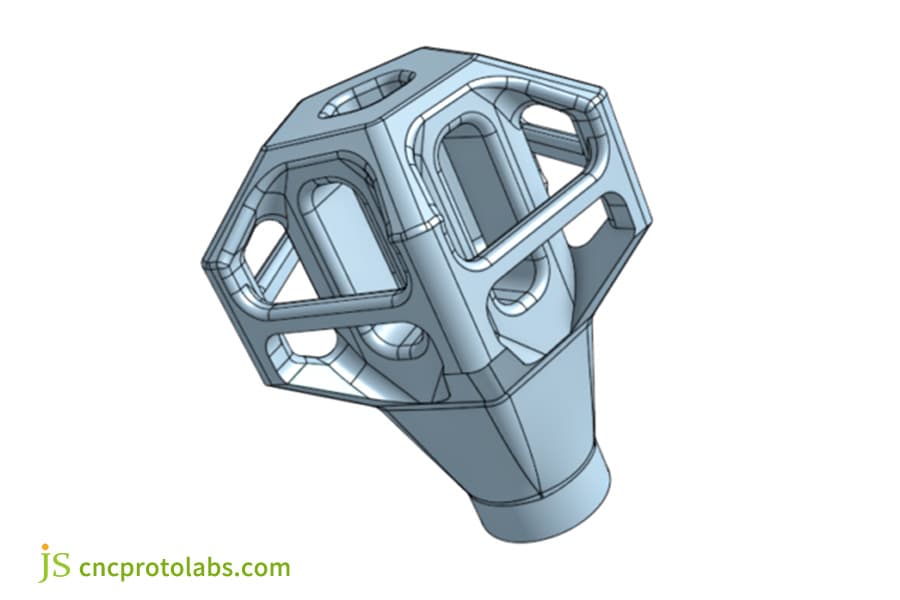
Abbildung 4: Diese Komponente nutzt die Möglichkeiten der 4+-Achsen-Bearbeitung, um ein komplexes, aber gut bearbeitbares Teil für eine Luft- und Raumfahrtanwendung zu liefern.
Die Markenzeichen der Exzellenz: Worauf sollte man bei einem Lieferanten von CNC-Bearbeitungsteilen achten?
Gute Prozesse und Ausrüstung sind wichtig, aber der Lieferant ist ebenso wichtig. Wählen Sie ein gutes, zuverlässiges Lieferant von CNC-Bearbeitungsteilen wird Projekte reibungsloser gestalten. Wie wählt man also aus?
Zertifizierungen als Basis
Internationale Qualitätszertifizierungen sind das Endergebnis, die ISO 9001-Zertifizierung standardisiert den Prozess, ISO 13485 eignet sich für das Gesundheitswesen, AS9100 ist für die Luftfahrt und JS Precision verfügt sowohl über ISO 9001- als auch AS 9100-Zertifizierungen, um den Anforderungen verschiedener Branchen gerecht zu werden.
Entspricht ihre Maschine Ihren Anforderungen?
Achten Sie auf die Ausrüstung von Lieferanten: Marke, DMG (Deutschland), Mazak (Japan), Kaufjahr – unsere Ausrüstung wurde innerhalb der letzten 5 Jahre gekauft, was bedeutet, dass die Genauigkeit stabil ist, der Typ – ob mehrachsig oder Fräsdrehmaschine – und Automatisierung – wir verwenden Roboter-Be- und Entladesysteme, um die Effizienz zu steigern. Diese Faktoren beeinflussen Qualität und Lieferzeit.
Der menschliche Faktor
Ein erfahrenes Team ist wichtig: Selbst die beste Ausrüstung erfordert menschliche Bediener. Unsere Ingenieure verfügen über mindestens 8 Jahre Erfahrung in der Lösung anspruchsvoller Probleme. Projektmanager sorgen für eine prozessübergreifende Kommunikation und kümmern sich darum, das Potenzial der Ausrüstung in ein Produkt zu verwandeln, das Ihre Zufriedenheit erfüllt.
Wenn Sie dabei sind, einen Lieferanten für CNC-Bearbeitungsteile auszuwählen, fordern Sie unsere „Checkliste zur Lieferantenbewertung“ an. Dies umfasst 8 Kernindikatoren wie Zertifizierungen, Ausrüstung und Team, die dabei helfen, richtig zu erkennen, ob ein Lieferant seinen Anforderungen entspricht.
Vertrauen, aber überprüfen: Wie wird die Qualität bei Präzisions-CNC-Bearbeitungsdienstleistungen sichergestellt?
Wie wird nach der Auswahl eines Lieferanten die Qualität gewährleistet? Die Qualität von Präzisions-CNC-Bearbeitungsdienstleistungen ist nicht nur eine bloße Diskussion, sie basiert auf konkreten Überprüfungsmethoden.
Vom CMM bis zum optischen Scanner
Für die Endkontrolle nutzen wir mehrere Geräte: Bei komplizierten Teilen werden 3D-Abmessungen mit einem KMG mit einer Genauigkeit von ±0,001 mm gemessen. Bei Wellen wird ein Rundheitsmesser zur Prüfung der Rundheit und ein Rauheitsmesser zur Prüfung der Oberflächenbeschaffenheit eingesetzt. Das Scannen in voller Größe erfolgt mit einem Blau-/Weißlichtscanner, um 3D-Modelle zu erstellen, die mit den Zeichnungen verglichen werden können, um sicherzustellen, dass keine Abweichungen vorliegen.
Material- und Leistungszertifizierung
Wir stellen umfassende Qualitätsberichte zur Verfügung: Zertifikate zur Materialqualitätssicherung, die die Einhaltung der Sorte belegen, Wärmebehandlungsberichte, in denen die angewandten Prozesse sowie die Härte beschrieben werden, Berichte für den Fall, dass zerstörungsfreie Prüfungen erforderlich sind, wie z.
Konsistenz zwischen Chargen
SPC stellt die Konsistenz von Charge zu Charge sicher: Kritische Dimensionstrends wurden während der Produktion überwacht und alle 10 bearbeiteten Teile wurden kritische Abmessungen gemessen. Abweichungen vom Prozess werden mithilfe der SPC-Software analysiert und angepasst, um Chargenabweichungen zu verhindern.
Wie steigert die DFM-Analyse den besten Online-CNC-Service?
Neben Prozessen, Technologie und Qualitätskontrolle spielt auch die DFM-Analyse eine wichtige Rolle. Dadurch wird der Mehrwert maximiert bester Online-CNC-Service indem wir Sie mit mehr als nur einfacher Bearbeitung beauftragen, um Sie bei der Optimierung Ihres Designs zu unterstützen.
Der kostensparende Zauber der Standardisierung von Funktionen
Standardisierte Funktionen können die Kosten erheblich senken. In Ihrer Konstruktion kommt beispielsweise der 5,2-mm-Bohrer zum Einsatz, in unserer Standard-Werkzeugbibliothek gibt es 5-mm- und 6-mm-Bohrer. Wenn ein kundenspezifisches Werkzeug verwendet wird, erhöhen sich die Kosten um 20 US-Dollar und die Vorlaufzeit beträgt drei Tage mehr.
Wir empfehlen, den Durchmesser des Lochs zu ändern, ohne die Funktion zu beeinträchtigen und die Kosten zu senken, wodurch sich die Vorlaufzeit verkürzt.
Strategische ToleranzüberprüfungVermeidung des „Toleranzstapels“
Eine angemessene Lockerung unkritischer Toleranzen kann zur Kostensenkung beitragen. Unsere Ingenieure überprüfen jede Toleranz. Beispielsweise kann eine Nichtpassungsoberflächentoleranz von ±0,01 mm auf ±0,05 mm gelockert werden, ohne die Benutzerfreundlichkeit zu beeinträchtigen. Dies reduziert die Bearbeitungszeit, senkt die Kosten und vermeidet zusätzliche Kosten für „Toleranzstapelung“.
Material- und Prozessempfehlungen
Wir empfehlen Materialien und Verfahren entsprechend ihrem Verwendungszweck. Anstelle von Edelstahl würden wir beispielsweise für ein Leichtbauteil eine Aluminiumlegierung empfehlen, die das Gewicht um 40 % reduziert, die Kosten um 15 % senkt und einfacher zu bearbeiten ist.
Falls eine Hochtemperaturbeständigkeit erforderlich ist, empfehlen wir Hochtemperaturlegierungen und passende Prozesse, um sicherzustellen, dass die Leistung den Standards entspricht.
Haben Sie die Konstruktion eines Teils abgeschlossen? Laden Sie Ihre Designdokumente hoch und erhalten Sie innerhalb von 24 Stunden einen kostenlosen DFM-Analysebericht. Dieser Bericht zeigt Bereiche auf, die optimiert werden müssen, und hilft Ihnen, mit dem besten Online-CNC-Service Kosten zu senken und die Effizienz zu steigern.
Fallstudie: Die 48-Stunden-Mission – vom CAD-Modell zur flugbereiten Satellitenhalterung
Anstatt theoretische Erklärungen zu liefern, vermittelt Ihnen eine Fallstudie aus der Praxis eine bessere Vorstellung von der Leistungsfähigkeit von Präzisions-CNC-Bearbeitungsdiensten und CNC-Bearbeitungszentren.
Kundendilemma
Das Unternehmen beschäftigt sich mit der Forschung und Entwicklung von Satelliten im erdnahen Orbit. Um Sinusschwingungen im Bereich von 10 bis 2000 Hz zu testen, benötigen sie innerhalb von 48 Stunden einen Prototyp einer kundenspezifischen Halterung aus Titanlegierung, die diese Anforderungen erfüllt.
Die Halterung erfordert ein extrem geringes Gewicht (ursprüngliches Design 1,2 kg, Gewichtsreduzierung um mehr als 30 % erforderlich), eine zuverlässige Festigkeit, die einer Zugkraft von 500 N standhält, eine Toleranz von ±0,025 mm und besteht aus einer schwer zu bearbeitenden TC4-Titanlegierung.
JS-Präzisionslösung
Innerhalb einer Stunde nach der Anfrage bildeten wir ein Arbeitsteam und begannen mit einer Notfall-DFM-Analyse.
Im ursprünglichen Entwurf gab es drei nicht tragende Rippen mit einer Dicke von 3 mm. Dies erhöhte nicht nur das Gewicht, sondern verkomplizierte auch die Werkzeugwege. Deshalb haben wir vorgeschlagen, sie auf 1,5 mm umzustellen, wodurch die Anforderungen an eine Gewichtsreduzierung (schätzungsweise 35 %) bei gleichzeitiger Optimierung des Werkzeugwegs und Verkürzung der Bearbeitungszeit erfüllt werden könnten.
Bei der Auswahl des Verfahrens haben wir direkt auf den Einsatz der deutschen DMG MORI DMU 50 5-Achser zurückgegriffen CNC-Bearbeitungszentrum . Dieses Gerät verfügt über eine Positionierungsgenauigkeit von ±0,002 mm und ist in der Lage, die Bearbeitung der komplex gekrümmten Oberfläche der Halterung in einer Aufspannung abzuschließen, wodurch mehrere Aufstellfehler vermieden werden.
Für die Bearbeitung haben wir spezielle Werkzeuge aus Titanlegierung mit TiAlN-Beschichtung sowie einer Schnittgeschwindigkeit von 60 m/min und einem Vorschub von 0,1 mm/U gewählt.
In der Zwischenzeit haben wir das Hochdruckkühlsystem mit einem Druck von 70 bar in Betrieb genommen, um Probleme bei der Spanabfuhr und Wärmeverformung zu lösen, die beim Bearbeitungsprozess der TC4-Titanlegierung auftreten. Alle zwei Stunden überprüften die Ingenieure den Werkzeugverschleiß, um sicherzustellen, dass die Genauigkeit der Bearbeitung konstant war.
Währenddessen bereitet das Qualitätsprüfungsteam synchron vor:
Die Kalibrierung von Koordinatenmessgeräten und Vibrationsprüfgeräten wurde im Vorfeld abgeschlossen. Unmittelbar nach dem Auslaufen der Produktionslinien wurden volldimensionale Messtests durchgeführt, bei denen 28 Schlüsseldimensionen getestet wurden und alle bestanden wurden. Anschließend wurden Vorvibrationstests durchgeführt, um sicherzustellen, dass die Teile den Kundenanforderungen entsprachen.
Unsere Ergebnisse
Schließlich lieferten wir die vollständig qualifizierten Teile innerhalb von 45 Stunden, wobei das Gewicht auf 0,78 kg reduziert wurde und das Gewicht um 35 % reduziert wurde. Von einer unabhängigen Prüfstelle bestätigt, betrug die maximale Verformung unter der Bedingung eines 10-2000-Hz-Sinusvibrationstests nur 0,012 mm , was weit unter der Kundengrenze von 0,03 mm lag.
Das anschließende Feedback des Kunden ergab, dass die Halterung an einem meteorologischen Satelliten in einer erdnahen Umlaufbahn angebracht war und sechs Monate an Bord ohne Probleme mit der Struktur funktionierte und somit eine stabile Unterstützung für die Satellitendatenerfassungsmissionen bot.
Außerdem erreichte die Oberflächengüte der Teile Ra0,8μm, was höher ist als die Kundenanforderung von Ra1,6μm. Später bestellte der Kunde drei weitere Satellitenhalterungen bei uns.

Abbildung 5: CNC-Bearbeitung der Satellitenhalterung aus Titanlegierung
FAQs
F1: Welche Informationen benötigt Ihr Online-Angebotssystem?
Wir benötigen ein 3D-Modell im STEP/IGES-Format und 2D-Zeichnungen im PDF-Format. Bitte geben Sie außerdem das Material des Teils, die Anforderungen an die Oberflächenbehandlung, die Produktionsmenge und den gewünschten Liefertermin an. Dann sind wir besser in der Lage, ein genaues Angebot zu erstellen.
F2: Was ist der Hauptunterschied zwischen der 3-Achsen-, 4-Achsen- und 5-Achsen-CNC-Bearbeitung?
- Bei der 3-Achsen -Bearbeitung gibt es nur drei lineare Bewegungsachsen entlang der X-, Y- und Z-Achse. Eine solche Werkzeugmaschine wird nur für einfache Teile verwendet.
- Die 4-Achsen -Bearbeitung verfügt über eine zusätzliche Drehachse, normalerweise entlang der A-Achse, die für zylindrische Teile verwendet wird.
- Die 5-Achsen -Bearbeitung umfasst fünf miteinander verbundene Achsen, die in der Lage sind, komplexe dreidimensional räumlich gekrümmte Oberflächen zu bearbeiten.
F3: Welche Materialien können Sie bearbeiten?
Wir können 6061, 7075 usw., alle Arten von Aluminiumlegierungen, Edelstahl einschließlich 304, 316 usw. und Titanlegierungen wie TC4, TA15 verarbeiten. Kupferlegierungen enthalten Messing und Kupfer. Zu den technischen Kunststoffen gehören PEEK, POM und insgesamt Hunderte von Materialien.
F4: Minimaler bis maximaler Verarbeitungsgrößenbereich?
Wir sind in der Lage, Mikrolöcher mit einem Durchmesser von 0,5 mm wie medizinische Nadellöcher bis hin zu kubischen Teilen von 800 mm wie großen Gerätesockeln zu verarbeiten. Spezifische Details werden basierend auf der Struktur und den Präzisionsanforderungen Ihrer Teile bestätigt. Bitte wenden Sie sich an unsere Ingenieure.
F5: Was ist „Erstmusterprüfung“? Ist es im Angebot enthalten?
Es bezieht sich auf die vollständige Maßprüfung des ersten Produkts anhand der Zeichnungsanforderungen in der Massenproduktion. Die Erstmusterprüfung ist ein unverzichtbares Verfahren für die Chargenqualitätskontrolle. Es ist ohne Aufpreis in unserem Standardangebot enthalten.
F6: Wie wird mit der Vertraulichkeit meiner Designdateien umgegangen?
Wir schließen mit Ihnen eine strikte Vertraulichkeitsvereinbarung ab. Alle Designdateien werden auf einem verschlüsselten Server abgelegt und nur autorisierte Personen haben Zugriff darauf. Sie können auf Ihren Wunsch nach Abschluss des Projekts gelöscht werden, um Ihr geistiges Eigentum zu schützen.
F7: Wie funktioniert es, wenn mein Design geändert werden muss?
Wir brauchen nur die aktualisierte Designdateien . Wir führen die DFM-Analyse durch, aktualisieren den Prozessplan und erstellen ein Angebot. Nach der Bestätigung aktualisieren wir den Produktionsplan. In diesem Zeitraum werden wir Sie rechtzeitig über den Fortschritt informieren.
F8: Wie wird die Lieferzeit normalerweise berechnet?
Die Lieferzeit setzt sich aus der Materialbeschaffungszeit (1–5 Tage, abhängig von der Materialart), der Produktionsprogrammierungszeit (2–3 Tage), der Bearbeitungszeit (3–15 Tage, abhängig von der Komplexität der Teile) sowie der Nachbearbeitungs- und Qualitätsprüfungszeit (1–2 Tage) zusammen. Beim Zitieren geben wir für jeden Link die Uhrzeit an.
Zusammenfassung
Bei der Präzisionsfertigung muss jeder Mikrometer das Streben nach Exzellenz in jedem Teil widerspiegeln. Bei der Wahl eines CNC-Bearbeitungsdienstes geht es nicht darum, die Fähigkeit zur Bearbeitung zu kaufen, sondern einen strategischen Partner auszuwählen , der Ihre Bedürfnisse versteht, Ihre Herausforderungen löst und Sie zum Erfolg begleitet.
Ausgestattet mit umfassender technischer Leistungsfähigkeit, Fertigungskapazitäten für den gesamten Prozess und einer kundenorientierten Servicephilosophie ist JS Precision bestrebt, Ihr vertrauenswürdigster Lieferant von CNC-Bearbeitungsteilen zu werden.
Erleben Sie jetzt den wirklich professionellen, besten Online-CNC-Service!
Besuchen Sie einfach die offizielle Website von JS Precision. Laden Sie Ihre CAD-Dateien hoch direkt und Sie erhalten innerhalb weniger Stunden umfassendes Feedback, inklusive eines ausgearbeiteten Ablaufplans, transparenter Preisdarstellung und professioneller DFM-Analyse. Lassen Sie uns gemeinsam Ihr perfektes Design in die Realität umsetzen!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

