

CNC-Bearbeitungsteile werden häufig in der Automobilelektronik, in Luft- und Raumfahrtkomponenten und in Industrieanlagen verwendet, beispielsweise als Präzisionssenker zur Befestigung von Automobil-Sensorgehäusen oder als Senkkopfschrauben zur Befestigung von Luft- und Raumfahrtplatten.
Wenn in der Fertigung Tausende von CNC-Bearbeitungsteilen hergestellt werden, kann ein scheinbar geringfügiger Defekt an einer Senkung oder Senkung – etwa eine Winkelabweichung, eine ungleichmäßige Tiefe oder Grate – zu Unterbrechungen in der Montagelinie, einem Rückgang der Produktzuverlässigkeit und versteckten Kosten führen.
Es ist ein Lackmustest für die Prozesstiefe und die Kontrollfähigkeit für einen Hersteller, wenn Ihr Projekt vom Prototyping zur CNC-Bearbeitung in großen Stückzahlen übergeht und somit in der Lage ist, eine perfekte Konsistenz dieser kritischen Merkmale sicherzustellen.
Nachfolgend finden Sie einen Artikel, der die häufigsten Ursachen von Senkungs-/Senkfehlern in der Massenproduktion untersucht und Lösungen für den gesamten Weg vom Design bis zur Werkzeugausstattung, Kostenkontrolle und Qualitätskonsistenz bietet. Im Folgenden sind die Gründe aufgeführt, warum führende globale Unternehmen mit JS Precision zusammenarbeiten, um skalierbare Spitzenleistungen in der Präzisions-CNC-Bearbeitung zu erzielen.
Zusammenfassung der wichtigsten Antworten
| Gemeinsame Herausforderungen | Grundursachen | Die integrierte Lösung von JS Precision |
| Inkonsistenz zwischen Senkwinkel und Tiefe | Werkzeugverschleiß, Spannfehler und/oder mangelnde Prozessüberwachung. | Eine dedizierte Werkzeugbibliothek basierend auf Materialien und Parametern, ein Echtzeit-Werkzeugstandzeitmanagement und eine Online-Stichprobenprüfung garantieren zusammen eine gleichbleibende Qualität für mehrere tausend Teile. |
| Grate und Rückstände an der Öffnung | Scharfe Werkzeugkanten, schlechte Spanabfuhr und ungeeignete Strategie. | Durch den Einsatz hochpräziser Anfaswerkzeuge und optimierter Schnittparameter, kombiniert mit spezifischen Entgratprozessen, wird die Oberflächenqualität „Bearbeitung ist fertig“ erreicht. |
| Unkontrollierte Kosten in der Massenproduktion | Konzentrieren Sie sich nur auf die Bearbeitungszeit pro Stück und ignorieren Sie Werkzeugverbrauch, Ausschussrate und Prüfkosten. | Bieten Sie eine DFM-Optimierung, um die Funktion zu vereinfachen, empfehlen Sie eine effektive Werkzeugstrategie und führen Sie transparent eine Kostenanalyse durch, um die beste Gesamtkostenlösung zu ermitteln. |
| Designbedingte Bearbeitungseffizienz | Nicht standardmäßiger Winkel, zu enge Toleranz oder Struktur, die die Spanabfuhr einschränkt. | Eine frühzeitige Konsultation von DFM führt zur Einführung von Standardtools, angemessenen Toleranzen und der Optimierung des Feature-Layouts, um die Effizienz zu steigern Teile CNC-Bearbeitung . |
Wichtige Erkenntnisse:
- Für Konsistenz sorgt das System: Der Erfolg der Massenproduktion beruht auf der Stabilität eines Prozesssystems und nicht auf der Perfektion eines einzelnen Bearbeitungsvorgangs.
- Design bestimmt die Kostenbasis: Die Verwendung von Standard-Werkzeugwinkeln und angemessenen Toleranzen ist in der Regel der beste Ausgangspunkt für die Kostenkontrolle bei der CNC-Bearbeitung von Metallteilen.
- Spezialwerkzeuge sind eine Investition und keine Kosten: Spezialwerkzeuge für bestimmte Materialien und Merkmale können die Qualität erheblich verbessern und den Gesamtabfall reduzieren.
- Maximieren Sie den Wert durch frühzeitige Zusammenarbeit: Die Kommunikation mit dem Hersteller über DFM vor der Fertigstellung der Zeichnungen kann häufig dazu beitragen, die meisten Probleme bei der Herstellbarkeit zu vermeiden.
Vertrauen Sie JS Precision: Präzisionslösung für Senklöcher in CNC-Bearbeitungsteilen
Die CNC-Bearbeitung von Senk- und Umkehrlöchern erfordert nicht nur fortschrittliche Ausrüstung, sondern auch umfassendes technisches Fachwissen, ausgereifte Prozesssteuerungsfähigkeiten und praktische Erfahrung bei der Lösung komplexer Herausforderungen bei der Massenbearbeitung.
Als zuverlässiger Partner für Präzisions-CNC-Bearbeitung widmet sich JS Precision seit mehr als zehn Jahren der Bereitstellung einer umfassenden Palette von CNC-Bearbeitungsmetallteilen und CNC-Bearbeitungsprodukten für Kunden in der globalen Automobil-, Luft- und Raumfahrt- und Elektronikindustrie.
Unser Team, das aus mehr als 50 zertifizierten Ingenieuren besteht, geht über das bloße Befolgen von Zeichnungen hinaus, um Designs und Prozesse proaktiv zu optimieren und potenzielle Risiken bereits vor Produktionsbeginn auszuschließen.
Wir haben mehr als 500 großvolumige CNC-Bearbeitungsprojekte erfolgreich durchgeführt, darunter einen Millionenauftrag für Automobil-Elektronikgehäuse, und dabei die Ausschussquote von 15 % auf 0,2 % gesenkt.
In unserem hauseigenen Labor verfügen wir über ein 3D-Messwerkzeug und ein SPC-Überwachungssystem, um sicherzustellen, dass jedes Senkerstück hohe Präzisionstoleranzanforderungen von bis zu ±0,01 mm erfüllen kann. Unser End-to-End-Kontrollsystem entspricht vollständig dem Standard des Qualitätsmanagementsystems ISO 9001:2015 .
Was uns jedoch wirklich von anderen unterscheidet, ist unsere Transparenz – wir stellen Produktionsdaten in Echtzeit zur Verfügung, führen gemeinsame Designprüfungen durch und bieten detaillierte DFM-Berichte, um Kunden mit den richtigen Informationen zu versorgen, um fundierte Entscheidungen zu treffen.
Wenn eines der oben aufgeführten Probleme, wie z. B. inkonsistente Lochqualität, hohe Nacharbeitskosten oder Lieferverzögerungen, bei der CNC-Bearbeitung großer Stückzahlen für Sie ein großes Problem darstellt, ist es an der Zeit, sich an JS Precision zu wenden. Senden Sie einfach Ihre Teilezeichnungen und Anforderungen, und unsere Ingenieure bieten Ihnen eine kostenlose DFM-Analyse und maßgeschneiderte Präzisionsbearbeitungslösungen, um Risiken zu mindern und die Effizienz zu steigern.
Häufige Fehler bei Senkern/Senkbohrungen für die CNC-Bearbeitung großer Stückzahlen, wie man sie verhindert?
Bei der CNC-Bearbeitung großer Stückzahlen ist das Senken/Senken von CNC-Bearbeitungsteilen anfällig für sich wiederholende Fehler, und versteckte Probleme bei kleinen Chargen können im großen Maßstab vergrößert werden. Wir müssen das Design, die Schneidwerkzeuge und die Herstellungsprozesse streng kontrollieren. Im Folgenden sind die Kernthemen und Präventionsstrategien aufgeführt.
Typische Designprobleme
Schlechtes Design ist eine der kritischsten Fehlerursachen. Wenn Sie beispielsweise andere als die Standard-Senkwinkel wie 82 angeben, erhöhen sich die Kosten für kundenspezifische Werkzeuge um mehr als das Dreifache und die Lieferzeiten verlängern sich.
Eine übermäßig strenge Abstimmung zwischen der Tiefe der Senkung und der Höhe des Schraubenkopfes sowie unklare Zeichnungsanmerkungen wie die Angabe nur der Tiefe ohne Winkel können zu schlechter Montage und geringer Ausbeute führen.
Verformung in Herstellungsprozessen und -ausführung
Auch Abweichungen im Herstellungsprozess haben Auswirkungen auf die Qualität. Langfristige Massenproduktion kann zu Werkzeugverschleiß führen, was zu kleineren Lochdurchmessern und verzerrten Winkeln führt. falsche Schnittparameter verursachen Vibrationen, die zu unregelmäßigen Lochwänden führen, eine schlechte Kühlmittelzufuhr oder unzureichende Spanabfuhr führen zu einer zerkratzten Lochöffnung.
Wie können diese Probleme aus Design- und Fertigungsperspektive vermieden werden?
| Arten von Mängeln | Fälle mit hoher Inzidenz | Schnelle Urteilsmethoden | Notfallbehandlungsmaßnahmen |
| Verzerrung des Gegenlochwinkels | Nicht standardmäßige Winkelbearbeitung, langfristiger Werkzeugverschleiß. | Die Stichprobenkontrolle wird durchgeführt, indem ein Winkelmesser verwendet und mit der Abweichung des Standardwinkels verglichen wird. | Ersetzen Sie das Werkzeug durch ein neues und setzen Sie die Winkelparameter der Werkzeugmaschine zurück. |
| Lochgratrückstände | Edelstahlbearbeitung, schlechte Spanabfuhr. | Visuelle und taktile Inspektion oder Beobachtung der Kanten mit einem Mikroskop. | Visuelle und taktile Inspektion oder Beobachtung der Kanten mit einem Mikroskop. |
| Schlechte Tiefenkonsistenz | Großes Volumen und kontinuierliche Bearbeitung, lockere Spannung. | Verwenden Sie einen Tiefenmesser, um 10 Teile stichprobenartig zu inspizieren, um die Datenstreuung zu überprüfen. | Nicht standardmäßige Winkelbearbeitung, langfristiger Werkzeugverschleiß. |
Prävention sollte ein zweigleisiger Ansatz sein: Design und Prozess.
- Design: Standardwinkel wie 90° sollten übernommen werden, dies sollte deutlich gekennzeichnet sein, in der Form „Durchmesser × Winkel / Tiefe“ . ASME Y14.5-2009 Standards sollten befolgt werden, um Kommunikationsfehler zu minimieren.
- Prozess: Es sollte ein regelmäßiges Werkzeuginspektion- und -austauschsystem, eine Optimierung der Schnittparameter und der Kühlmittelversorgung vorhanden sein. Überprüfen Sie alle 200 Teile stichprobenartig die Schlüsselabmessungen, um Abweichungen frühzeitig zu erkennen.
Schlüsselfaktoren bei der Massenproduktion von CNC-bearbeitenden Metallteilen
Explizite und implizite Kostenfaktoren gehören zu den Hauptanliegen, die bei der Kontrolle der Massenproduktionskosten berücksichtigt werden müssen CNC-Bearbeitung von Metallteilen . Die Optimierung des Systems ist notwendig, um eine Kostenreduzierung im Lebenszyklus des Gesamtsystems zu erreichen. Die Kernfaktoren, die dies beeinflussen, können wie folgt erklärt werden:
Explizite Kosten: Materialien, Arbeit und Werkzeugverbrauch
Die Fixkosten bestehen aus drei Teilen: dem schwankenden Preis von Rohstoffen wie Aluminium und Stahl, der Maschinenabschreibung und den Arbeitskosten während der Nutzungszeit oder des Bearbeitungszyklus sowie den Gesamtkosten für Werkzeugverschleiß und häufigen Austausch in der Massenproduktion.
Implizite Kosten: Qualitätsverbrauch und Effizienzverlust
Und was noch wichtiger ist: Zu den impliziten Kosten, die leicht übersehen werden, gehören Qualitätssicherungskosten, die sich aus Erstartikel-, Prozess- und Endkontrolle zusammensetzen, Ausschuss- und Nacharbeitskosten aufgrund von Design- oder Prozessproblemen sowie Effizienzverluste aufgrund von Änderungen an der Produktionslinie und Programmierfehlern.
Möchten Sie die Kostenstruktur der CNC-Bearbeitung von Metallteilen analysieren, um einen Durchbruch zur Kostensenkung zu finden? Füllen Sie das Formular aus und wenden Sie sich mit Ihren Anforderungen an Material, Charge und Präzision an die Kostenrechnungsexperten von JS Precision, um einen kostenlosen Kostenanalysebericht zu erhalten.
Exzellentes Design: Best Practices für die CNC-Bearbeitung von Teilen mit einwandfreien Verbindungselementen
Exzellentes Design ist die Grundlage für perfekte Verbindungsmerkmale bei CNC-Bearbeitungsteilen. Die folgenden, in der Praxis bewährten Grundprinzipien des Designs stellen die Qualität und Herstellbarkeit von Anfang an sicher.
Standards befolgen, Effizienz fördern
Priorisieren Sie die Verwendung von Standard-Werkzeugwinkeln wie 82° und 90° sowie von Standard-Stufenbohrerabmessungen, um Werkzeugkosten und Lieferzeiten zu reduzieren. Beschriften Sie Zeichnungen eindeutig nach „Durchmesser × Winkel/Tiefe“, um Unklarheiten zu vermeiden, die zu Produktionsfehlern führen.
Design for Manufacturing: Die Weisheit dahinter
DFM-Designtechniken: Beim Senken sollte unten eine kleine ebene Fläche verbleiben, um den Werkzeugverschleiß zu verringern. Bei der Konstruktion dünnwandiger Teile müssen die Wandstärke, ihre Halterung und die Vermeidung von Verformungen berücksichtigt werden. Tieflochbearbeitung Außerdem sollte Platz für die Spanentfernung reserviert werden, um eine Ansammlung von Spänen in der Bohrung zu vermeiden.
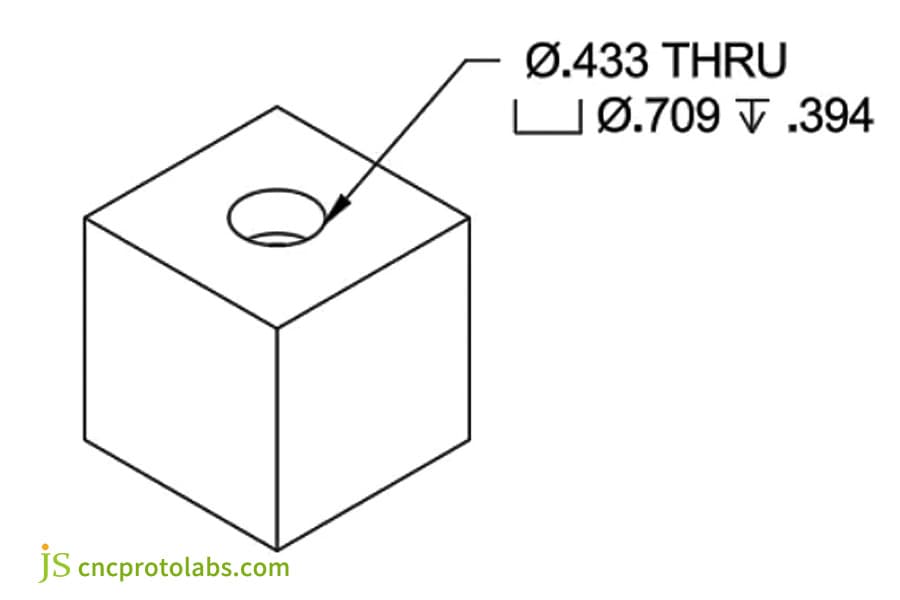
Abbildung 1 Der Hersteller benötigt Details wie Toleranzen, Abmessungen und Spezifikationen für Merkmale wie Gewinde.
Wie kann die Präzision bei der CNC-Bearbeitung von Teilen über Tausende von Einheiten hinweg aufrechterhalten werden?
Das Erreichen einer einheitlichen CNC-Bearbeitung über 10.000 Teile hinweg ist die zentrale Herausforderung der Präzisions-CNC-Bearbeitung, die eine strenge Prozesskontrolle erfordert. Im Folgenden sind einige wichtige Methoden der Prozesssteuerung und des Werkzeugmanagements aufgeführt.
Die Säulen der Prozesskontrolle: Standardisierung und Überwachung
Der Schlüssel zur Perfektion ist der Erhalt stabiler Bearbeitungs-Benchmarks.
- Formulieren Sie detaillierte SOPs , um die Anforderungen an Schlüsselelemente klar festzulegen, einschließlich der Reihenfolge der Bearbeitungsschritte, der Schnittmethode und der Aufspannung.
- Um den Einfluss von Spannabweichungen auf die Bearbeitungsgenauigkeit zu minimieren, werden feste Spannschemata eingesetzt.
- Führen Sie regelmäßig eine Präzisionskalibrierung an Werkzeugmaschinen durch, um sicherzustellen, dass sich die Ausrüstung in einem stabilen Genauigkeitszustand befindet.
- Nutzen Sie zur Überwachung SPC-Diagramme , um kritische Dimensionen in Echtzeit zu überwachen. So können Sie kleine Prozessschwankungen sofort erkennen und Abweichungen oder Verschiebungen verhindern.
Werkzeugverwaltung und -vergütung mit Intelligenz
Professionelles Werkzeugmanagement kann Genauigkeitsabweichungen ausgleichen: Voreingestellte Werkzeugstandzeit und erzwungener zeitgesteuerter Austausch, Nutzung der Verschleißkompensationsfunktion der Werkzeugmaschine im Mikrometerbereich zur Anpassung der Werkzeugposition, Erstellung einer Werkzeugkarte zur Verfolgung des gesamten Prozesses der Ausgabe und des Austauschs.
Möchten Sie die Chargengenauigkeit bei der CNC-Bearbeitung von Teilen stabilisieren? Für Mehrwert-Prozesskontrolle und Werkzeugmanagement wenden Sie sich an JS Precision. Durch die Verwendung Präzisions-CNC-Bearbeitung Technologie stellen wir sicher, dass die Chargen stets innerhalb der Spezifikationen oder besser produziert werden.
Auswahl optimaler Werkzeuge für die vielfältige CNC-Bearbeitung von Metallteilen
Die Wahl eines guten oder schlechten Werkzeugs bestimmt direkt die Qualität, Effizienz und Kosten der CNC-Bearbeitung mechanischer Metallteile. Im Folgenden sind die wichtigsten Punkte für die Logikauswahl basierend auf Materialeigenschaften und -merkmalen aufgeführt.
Materialeigenschaftsbasierte Auswahllogik
Unterschiedliche Metallwerkstoffe weisen sehr unterschiedliche Eigenschaften in Bezug auf die Bearbeitungsschwierigkeiten auf, was eine gezielte Werkzeugauswahl erfordert.
- Aluminiumlegierungen: Es sollten ein großer Spanwinkel und eine scharfe Schneidkante gewählt werden. Das Werkzeugmaterial kann Hartmetall sein und eine Beschichtung kann die Verschleißfestigkeit verbessern.
- Edelstahl: Es sollten Werkzeuge mit hoher Härte und gutem Spannutendesign gewählt werden, da dieses Material eine sehr hohe Zähigkeit aufweist und die Tendenz besteht, am Werkzeug festzukleben. Hochtemperaturbeständige Beschichtungen wie TiAlN werden bevorzugt.
- Titanlegierungen: Aufgrund der schlechten Wärmeleitfähigkeit und hohen Schnitttemperaturen sollten spezielle Hartmetallwerkzeuge mit niedrigeren Schnittgeschwindigkeiten und geeigneten Kühlmethoden verwendet werden.
Spezialisierte Lösungen für Feature-Typen
| Bearbeitungsmerkmal | Kompatible Materialien | Empfohlene Werkzeugparameter | Überlegungen zur Bearbeitung |
| Senken von Durchgangslöchern | Aluminiumlegierung, Kohlenstoffstahl | Vollhartmetall, Spanwinkel 15°-20° | Hochgeschwindigkeitsvorschub, um sicherzustellen, dass der Ausgang gratfrei ist |
| Senken von Sacklöchern | Edelstahl, legierter Stahl | Wendeschneidplatten, Freiwinkel 8°-12° | Steuern Sie die Vorschubgeschwindigkeit und lassen Sie einen Raum für die Spanabfuhr von 0,2 mm zu |
| Anfasen dünnwandiger Kanten | Aluminium-Magnesium-Legierung, dünnwandiger Stahl | Spezielles Formwerkzeug, Schneidenradius R0,5 mm | Progressiver Vorschub zur Reduzierung der Schnittkraftverformung |
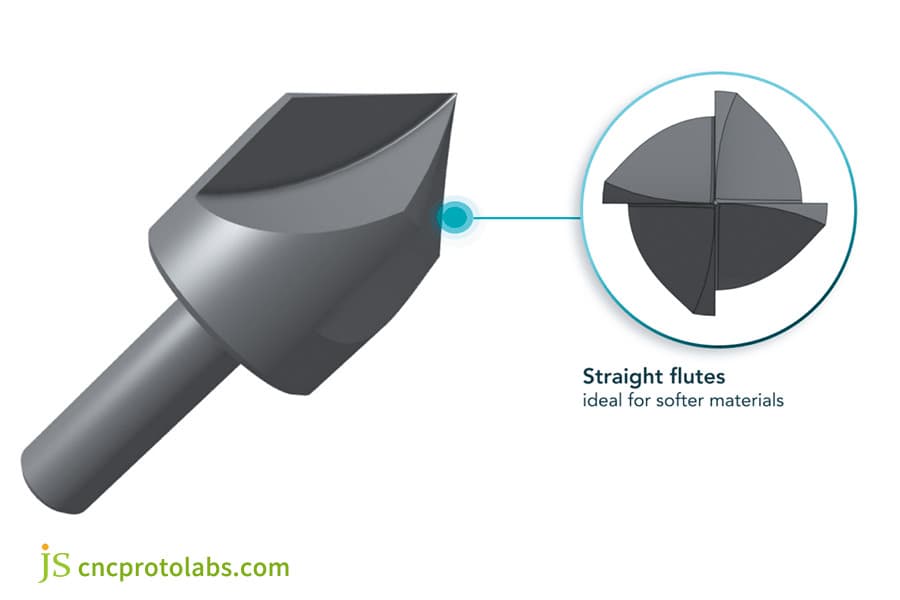
Abbildung 2 Dies ist eine allgemeine Handbohrmaschine zum Senken. Es hat gerade Rillen, ideal für weichere Materialien.
Über den Stückpreis hinaus: Strategische Kosteneinsparungstipps für die CNC-Bearbeitung großer Stückzahlen
Kostenreduzierung in CNC-Bearbeitung in großen Stückzahlen sollte den Lebenszyklus eines Produkts berücksichtigen. Die folgenden zentralen strategischen Kosteneinsparungstechniken werden dazu beitragen, erhebliche Kostensenkungen zu erzielen, ohne Kompromisse bei der Qualität einzugehen.
Designoptimierung und Prozessintegration
Optimierung des Kerndesigns: Reduzieren Sie die Anzahl der Baugruppen und Senkbohrungen durch die Integration mehrerer Teile über DFM, reduzieren Sie Werkzeugkosten und Werkzeugwechselzeiten durch die Übernahme standardmäßiger Werkzeuganpassungsdesigns, vereinfachen Sie die Teilestruktur , um die Bearbeitungseffizienz zu verbessern.
Optimierung der Lieferkette und des Herstellungsprozesses
Lieferketten- und Prozessoptimierung: Reduzieren Sie den Bestand an unfertigen Erzeugnissen durch rationelle Chargenaufteilung, eliminieren Sie Verschwendung wie Wartezeiten und Materialfluss durch die Einführung von Lean Manufacturing und profitieren Sie von Vorzugspreisen für Nachbearbeitungsdienste durch den Großeinkauf.
Möchten Sie die Kosten im gesamten Lebenszyklus der CNC-Bearbeitung mit hohen Stückzahlen senken? Bitte kontaktieren Sie das Projektteam von JS Precision, um eine mehrdimensionale strategische Lösung zur Steigerung der Wettbewerbsfähigkeit Ihrer CNC-Bearbeitungsprodukte zu erarbeiten.
Von 15 % Ausschuss auf 99,8 % Ausbeute: Wie JS Precision eine Herausforderung mit millionenfachen Befestigungslöchern meisterte
Die folgende Fallstudie zeigt die technische Stärke von JS Precision bei der Lösung großvolumiger CNC-Bearbeitungsherausforderungen im Zusammenhang mit der Bearbeitung von Senklöchern.
Kunde und Herausforderung
Ein Europäer Automobilelektronik Der Kunde musste Abschirmabdeckungen auf einem Gehäuse aus Aluminiumlegierung mit vier präzise versenkten Löchern montieren.
Leider produzierte der ursprüngliche Lieferant jeden Monat 100.000 CNC-Bearbeitungsteile in großen Stückzahlen mit unregelmäßigen Senklochtiefen, was zu einem ungleichmäßigen Montagedruck führte. So kam es zu einer monatlichen Ausschussrate von 15 % und einem jährlichen Verlust von mehr als 250.000 US-Dollar, was sich direkt auf die Zeitpläne der Montagelinie auswirkte.
Nach der Übernahme des Projekts führte das Team von JS Precision zunächst eine umfassende Ursachenanalyse durch. Wir haben im ursprünglichen Prozess drei Kernprobleme identifiziert:
- Außerdem kam es durch den Einsatz eines Allzweck-Anfaswerkzeugs zu einem sehr schnellen Verschleiß des Werkzeugs, ohne dass ein wirksamer Mechanismus zur Verschleißüberwachung eingesetzt wurde.
- Mikrovibrationen aufgrund mangelnder Steifigkeit der Vorrichtung während der Bearbeitung beeinträchtigten die Genauigkeit der Lochposition.
- Die Charge basierte auf der Probenahme am Ende der Charge, sodass Probleme meist erst sehr spät erkannt wurden und eine große Anzahl von Produkten fehlerhaft war.
Lösung von JS Precision
Um diese Probleme zu lösen, mussten wir einen umfassenden Optimierungsplan verabschieden.
- Für dieses Teil haben wir ein PVD-beschichtetes Hartmetall-Senkwerkzeug angepasst, um dessen Verschleißfestigkeit und Schnittstabilität zu verbessern.
- Wir haben die hydraulische Vorrichtung neu gestaltet, um die Steifigkeit zu erhöhen und Mikrovibrationen während der Bearbeitung zu vermeiden.
- Wir haben die Werkzeugvorschubstrategie bei der CAM-Programmierung optimiert, indem wir einen progressiven Vorschub verwendet haben, um die Auswirkungen der Schnittkräfte auf das Werkstück zu verringern.
- Gleichzeitig wurde das Prozessleitsystem modernisiert. Alle 200 Teile wurde eine automatische Online-Tiefenprüfung durchgeführt, wobei die Prüfdaten in Echtzeit mit dem SPC-System verknüpft wurden, um eine dynamische Überwachung des Bearbeitungsprozesses zu ermöglichen.
- Als vorbeugende Maßnahme legen wir die Schwelle für den Austausch von Werkzeugen fest. Wenn das Werkzeug eine voreingestellte Menge erreicht, wird es zwangsweise ausgetauscht, wodurch Qualitätsprobleme vermieden werden, die durch Verschleiß an der Quelle verursacht werden.
Ergebnisse
Nachdem das Projekt zur Produktion an JS Precision übergeben worden war, erreichte der CPK-Wert der Senktiefe des ersten Millionen-Stück-Auftrags über 1,67, während die Ausbeute im ersten Durchgang sprunghaft auf 99,8 % anstieg.
Diese Optimierung löste nicht nur das Problem der Ausfallzeiten der Montagelinie des Kunden vollständig, sondern sparte dem Kunden auch jährlich über 250.000 US-Dollar . Der Kunde schätzte unsere technische Leistungsfähigkeit und Servicequalität sehr und unterzeichnete daraufhin eine langfristige strategische Kooperationsvereinbarung mit uns.
Stehen Sie vor ähnlichen Qualitätsproblemen bei der Stapelverarbeitung? klicken Sie hier Um weitere JS Precision-Fallstudien anzusehen, reichen Sie Ihre Verarbeitungsherausforderungen ein und unsere Ingenieure bieten gezielte Lösungen zur Verbesserung der Ausbeute.

Abbildung 3 Präzisions-Senklöcher
Warum JS Precision? Ihr Partner für skalierbare Präzision bei CNC-Bearbeitungsprodukten
Wenn Sie sich für einen CNC-Bearbeitungspartner entscheiden, entscheiden Sie sich für ein zuverlässiges Qualitäts-, Kosten- und Liefersystem . JS Precision bietet skalierbare Präzisionssicherung für die Großserienfertigung und ist damit ein erstklassiger Partner für CNC-Bearbeitungsprodukte.
Umfassende Fertigungstechnikfähigkeiten und proaktives DFM
Kernkompetenzen im Ingenieurwesen: Ingenieure entwickeln Programmier- und Fertigungserfahrung und stellen bereits zu Beginn des Projekts aktiv DFM-Analysen zur Verfügung, da das Finden und Optimieren von Konstruktionsproblemen die Kosten senkt CNC-Bearbeitungsprodukte Sowohl funktional als auch wirtschaftlich.
Speziell für die Großserienfertigung konfigurierte Hardware und Prozesse
Großserienfertigungskonfiguration: Die Möglichkeit, mit hochpräzisen CNC-Werkzeugmaschinen und automatischem Materialtransport ausgestattet zu werden, um die Effizienz zu verbessern und menschliche Fehler zu reduzieren. Ein MES-System wird in der Lage sein, eine vollständige Prozessvisualisierung in die Produktion einzuführen, außerdem kann die regelmäßige Durchführung der Gerätekalibrierung die Genauigkeit der produzierten Teile sicherstellen.
Transparente Zusammenarbeit und globale Serviceerfahrung
Globale Servicevorteile: Die gleiche digitale Plattform kommuniziert mit Kunden in mehreren Ländern in Echtzeit-Produktionsvisualisierung. Engagierte Projektmanager koordinieren den gesamten Prozess und sorgen für eine kultur- und zeitzonenübergreifende Koordination für Kunden im Ausland und bringen so lokale Erfahrungen zu Kunden im Ausland.
FAQs
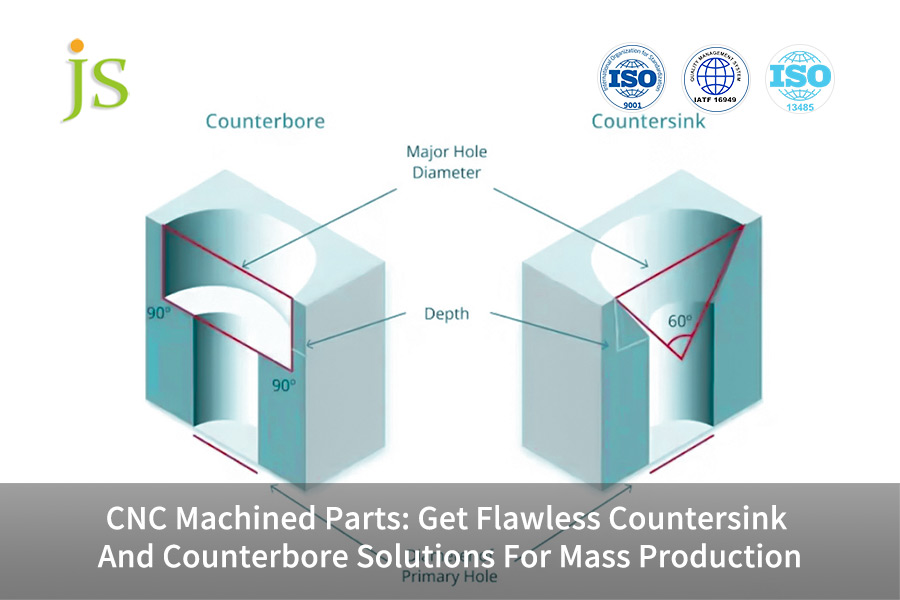
F1: Was ist der Hauptunterschied zwischen Senkern und Senkern?
- Senker sind konisch geformte Löcher, deren Kernfunktion darin besteht, den Kopf einer Flachkopf- oder Senkkopfschraube bündig mit der Oberfläche des Teils zu halten.
- Senkungen sind zylindrische Stufenlöcher, die hauptsächlich zur Aufnahme von Schraubenköpfen oder Muttern dienen und es ermöglichen, dass diese tiefer als die Oberfläche des Teils liegen.
F2: Wie können wir bei der Massenproduktion und zu wirtschaftlichen Kosten sicherstellen, dass die Senkungstiefentoleranz ±0,1 mm nicht überschreitet?
Um diese Präzisionsanforderung wirtschaftlich zu erreichen, muss außerdem eine Kombination aus speziellen Schneidwerkzeugen und starren Vorrichtungen verwendet werden, zusammen mit häufigen Prozessinspektionen und Werkzeugkompensationen. Es reicht nicht aus, sich einfach auf die inhärente Präzision der Werkzeugmaschine zu verlassen, um eine stabile Leistung bei langfristiger Produktion großer Stückzahlen zu gewährleisten.
F3: Bei der Bearbeitung von rostfreiem Stahl sind Senker im Allgemeinen anfällig für Gratbildung. Welche möglichen Lösungen gibt es?
Das Gratproblem bei den Senkern aus rostfreiem Stahl kann durch den Einsatz scharfer Hartmetall-Schneidwerkzeuge , einer geringeren Vorschubgeschwindigkeit und ausreichender Kühlung gelöst werden, um das Festkleben des Werkzeugs zu verringern. Wenn das Gratproblem weiterhin besteht, kann bei Bedarf ein spezieller Entgratungsprozess hinzugefügt werden.
F4: Mein Design erfordert Senker mit nicht spezifizierten Winkeln. Wird dieser Antrieb viel kosten?
Bei einem nicht standardmäßigen Winkel spielen Senker eine wichtige Rolle bei den Kosten. Aufgrund ihrer nicht standardmäßigen Winkel müssen maßgeschneiderte Schneidwerkzeuge hergestellt werden, was hohe Kosten für den Formenbau und längere Werkzeuglieferzyklen bedeutet, was zu höheren Kosten für die Bestandsverwaltung führt.
F5: Bei der Bereitstellung von Mustern waren die Bohrlöcher gut, bei der Massenproduktion gab es jedoch Probleme. Was könnte der Grund sein?
Die häufigsten Gründe sind zwei. Ein Grund dafür ist, dass die durch Werkzeugverschleiß verursachten Präzisionsänderungen bei der Massenproduktion nicht berücksichtigt wurden und kein entsprechender Kompensationsmechanismus etabliert wurde. Zweitens gibt es geringfügige Unterschiede zwischen den in der Massenproduktion verwendeten Vorrichtungen und den Mustervorrichtungen, was zu einer unterschiedlichen Steifigkeit der Vorrichtungen führt.
F6: Meine Teile haben versenkte Löcher in verschiedenen Größen und häufige Werkzeugwechsel können die Effizienz beeinträchtigen. Wie kann ich optimieren?
Es gibt hauptsächlich zwei Optimierungsrichtungen. Erstens: Standardisieren oder reduzieren Sie durch die Evaluierung von DFM die Anzahl der Spezifikationen für Senkbohrungen so weit wie möglich und verringern Sie die Anzahl der Werkzeugwechsel aus konstruktiver Sicht. Optimieren Sie dann die Reihenfolge des Werkzeugwegs in der Programmierung und gruppieren Sie dieselben Werkzeugbearbeitungsvorgänge.
F7: Wie stellt JS Precision die pünktliche Lieferung großvolumiger Bestellungen sicher?
Wir verfügen über eine umfassende Kapazitätsplanung und Materialverwaltung über unser ERP/MES-System und weisen jedem Großauftrag einen bestimmten Projektmanager zu, der den gesamten Produktionsprozess überwacht . Darüber hinaus verfügen wir über einen gewissen Sicherheitskapazitätspuffer, um unerwartete Situationen bewältigen zu können.
F8: Was ist der größte Vorteil der Wahl von JS Precision im Vergleich zu lokalen Lieferanten?
Wir können bieten präzise CNC-Bearbeitungsqualität und professionelle technische Unterstützung , die mit den besten lokalen Lieferanten vergleichbar ist , und gleichzeitig die Vorteile der chinesischen Fertigung nutzen, um wettbewerbsfähigere Kostenvorteile und flexible Möglichkeiten zur Kapazitätsanpassung zu erzielen und den Kunden den besten Gesamtwert zu bieten.
Zusammenfassung
Die perfekte Umsetzung des Senkens und Rückwärtsbohrens ist ein großartiger Inbegriff und Ausdruck der Reife, die bei CNC-Bearbeitungsprozessen in der Großserienproduktion erreicht wurde. Es bietet einen tiefgreifenden Test des Fachwissens in jeder Hinsicht, vom Designverständnis und der Werkzeugwissenschaft bis hin zur Prozesskontrolle und kontinuierlichen Optimierung.
Unter dem doppelten Kosten- und Qualitätsdruck ist die Wahl eines Partners, der Präzision in stabile Skalenergebnisse umwandeln kann, der Schlüssel zum Projekterfolg.
Machen Sie jetzt Ihre Nachteile zu Vorteilen!
Bitte besuchen Sie die Website von JS Precision Teilezeichnungen hochladen Enthält Anforderungen zum Senken/Rückwärtsbohren. Sie erhalten nicht nur ein äußerst konkurrenzfähiges CNC-Bearbeitungsangebot für große Mengen, sondern auch einen kostenlosen „Herstellbarkeits- und Optimierungsvorschlag für Senk-/Rückwärtsbohren“, der von unseren Fertigungsingenieuren erstellt wird. Erlauben Sie uns, Ihre Fertigungsreise reibungsloser zu gestalten.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com

