

عند تصنيع مراوح مضخات القلب الدقيقة لشركات الأجهزة الطبية، فإن الصب الفولاذي المقاوم للصدأ الذي يزيد عن ±0.1 مم يمكن أن يؤدي إلى ضخ دم غير مستقر. عند تصنيع مكونات محرك صغيرة لشركات الفضاء، يمكن أن تؤثر التناقضات الأبعادية الدقيقة على التشغيل الآمن للآلة بأكملها - مثل طبيعة متطلبات الدقة العالية في الصب الاستثماري للفولاذ المقاوم للصدأ.
سواءً كانت غرسات المفاصل التي يجب أن تكون متوافقة حيويًا مع الهيكل العظمي البشري، أو شفرات التوربينات التي تؤثر مباشرةً على كفاءة محركات الطائرات، فإن التفاوتات البعدية غالبًا ما تكون مُنظَّمة بدقة ضمن ±0.1 مم. وهذا يُشكِّل تحدياتٍ جذرية لعملية صب الفولاذ المقاوم للصدأ.
تصنف هذه المقالة الحلول الرئيسية لتحقيق هذه الدقة على مستوى الميكرون، بما في ذلك حلول علم المواد المنهجية، وهندسة القوالب، وحلول التحكم في العمليات، لتمنحك طريقة سليمة للمضي قدمًا.
ملخص الإجابة الأساسية
| الأبعاد المقارنة | التحدي لتحقيق التسامح ±0.1 مم | حلول لتحقيق التسامح ±0.1 مم |
| الصراع الأساسي | مجموعات مختلفة من الانكماش (الشمع، القشرة، المعدن) ومتغيرات العملية. | التعويض المنهجي والتحكم الدقيق. |
| مرحلة نمط الشمع | انكماش وتشويه الشمع غير المتساوي. | استخدم شمعًا منخفض الانكماش وعالي الاستقرار وحقنًا متساوي الحرارة وضغطًا ثابتًا. |
| مرحلة القشرة | تمدد وتشويه القشرة بسبب التلبيد. | استخدم مسحوقًا سطحيًا نانويًا عالي الاستقرار لتعزيز عملية تصنيع الغلاف. |
| الذوبان والصب | يؤدي انكماش المعدن والإجهاد الحراري إلى حدوث تشوه. | يؤدي انكماش المعدن والإجهاد الحراري إلى حدوث تشوه. |
| مرحلة ما بعد المعالجة | يؤدي القطع والتلميع إلى حدوث أخطاء ثانوية. | استخدم القطع الدقيق والتلميع باستخدام الحاسب الآلي للحفاظ على بدلات التسامح. |
| جوهر الجودة | اعتمد على خبرة الحرفيين ذوي الخبرة. | اعتمد على نظام التحكم في العمليات الموحد القائم على البيانات. |
لماذا تستخدم هذا الدليل؟ JS Precision تكسر تفاوتات ±0.1 مم في الصب الاستثماري
تتمتع شركة JS Precision بخبرة عملية تزيد عن 15 عامًا في مجال صب الفولاذ المقاوم للصدأ. وقد زودنا أكثر من 5000 قطعة صب مخصصة للقطاعات الطبية والفضائية والبحرية، مع أكثر من 200 عميل متعدد الجنسيات.
على سبيل المثال، قمنا بإنتاج عشرات الآلاف من أجزاء الأدوات الجراحية من الفولاذ المقاوم للصدأ 316L لشركة عالمية للأجهزة الطبية، مع تفاوتات في حدود ±0.1 مم ومعدل خردة أقل من 0.5%، مما أدى إلى خفض تكلفة ما بعد المعالجة للعميل بنسبة 30%.
لقد قام فريقنا بتحسين العملية بأكملها، من إنتاج نمط الشمع إلى التعامل مع غلاف القالب، وإنشاء قاعدة بيانات مخصصة للعملية تتنبأ بدقة بسلوك الانكماش لمجموعة من سبائك الفولاذ المقاوم للصدأ.
هذا الدليل، خلاصة خبرتنا، يجمع بين المعايير الدولية مثل ISO 8062 وبيانات الإنتاج الفعلية. يمكنك الوثوق بتوصياته، المستندة إلى تحقق العملاء ونتائج الورشة. سيوفر هذا الدليل المعرفة النظرية والأساليب العملية الفورية لتحقيق أهدافك عالية الدقة.
تُركز JS Precision على تصنيع قوالب الصب الاستثماري المُخصصة. ما عليك سوى إرسال نموذجك ثلاثي الأبعاد ومتطلبات التفاوتات، وسيُقدم مهندسونا تقرير جدوى خلال 24 ساعة. عملية الطلب بسيطة وفعالة، ما يُمكّنك من بدء مشروعك بسرعة.
ملك الدقة: ما هو حد التسامح في الصب الاستثماري؟
لمعرفة ما إذا كانت القطعة التي لديك قادرة على تحقيق تفاوت قدره ±0.1 مم، عليك أولاً معرفة حد تفاوت الصب الاستثماري. يُعد الصب الاستثماري عملية مهمة للحصول على قطع عالية الدقة ، ويؤثر مستوى تفاوته بشكل مباشر على أداء القطعة. حتى فرق 0.05 مم قد يتسبب في تأخير التجميع أو عطل وظيفي.
ما هي التسامحات في الصب الاستثماري؟
عادةً ما تكون التفاوتات التجارية حوالي ±0.005 بوصة/بوصة (±0.127 مم/25.4 مم). وهذا كافٍ لمعظم الأجزاء الصناعية، ولكنه ليس كافيًا للتطبيقات الطبية والفضائية الحيوية، على سبيل المثال.
±0.1 مم هو مستوى الدقة أو حتى شبه الدقة، وهو ما يُقارن بخطأ في قطر شعرة الإنسان (حوالي 0.08-0.12 مم) بطول 25 مم. وهذا يُسهم في دفع حدود تكنولوجيا صب الفولاذ المقاوم للصدأ إلى آفاق جديدة.
فهم معايير الصناعة
تُصنّف معايير مثل ASTM A732 وISO 8062 تحمّلات الصب. تقترب تحمّلات ISO 8062-CT4 من ±0.1 مم (على سبيل المثال، ±0.12 مم للأطوال ≤100 مم). تُحدّد هذه التحمّلات العالية فقط للأجزاء الحساسة.
على سبيل المثال، تتطلب شفرات التوربينات في صناعة الطيران والمفاصل الاصطناعية في المجال الطبي معايير CT4 أو أعلى. لا تتوافق تحمّلات CT5 (±0.18 مم للأطوال ≤100 مم) مع دقة ±0.1 مم.
تتمتع شركة JS Precision بالقدرة على إعادة إنتاج قطع الصب الاستثماري من فئة CT4 وفقًا للمعايير العالمية مرارًا وتكرارًا. بمجرد إبلاغنا بمتطلباتك، سنوفر لك حلًا مناسبًا للتحكم في التفاوتات لضمان دقة القطع.
العوامل الرئيسية المؤثرة على تفاوتات الصب الاستثماري
لتحقيق تفاوت قدره ±0.1 مم، من الضروري أولاً فهم أهم المتغيرات في تفاوتات الصب الاستثماري. أي اختلاف في العملية قد يكون سبباً لتفاوتات غير مطابقة. انحراف قدره 0.02 مم في نمط الشمع قد يؤدي إلى خطأ قدره 0.1 مم في الصب.
استقرار نمط الشمع
معدل انكماش الشمع، وعملية القولبة بالحقن ، وظروف التخزين هي العوامل الرئيسية المؤثرة. يمكن أن تختلف نسبة الانكماش بنسبة 0.5%-2% بين أنواع الشمع المختلفة. ينكمش الشمع منخفض الحرارة (درجة انصهار 50-60 درجة مئوية) بنسبة تتراوح بين 0.8% و1.2%، بينما ينكمش الشمع متوسط الحرارة (درجة انصهار 70-80 درجة مئوية) بنسبة تتراوح بين 1.5% و2%. نعطي الأولوية لاستخدام الشمع منخفض الحرارة لتقليل فروق الانكماش.
أثناء عملية الحقن، يجب الحفاظ على ضغط الحقن ضمن نطاق 5-8 ميجا باسكال، مع تقلبات في درجة الحرارة ضمن ±2 درجة مئوية. سيؤدي الضغط المنخفض إلى عدم اكتمال ملء نمط الشمع، بينما سيؤدي الضغط المرتفع بسهولة إلى إجهاد داخلي.
يجب الحفاظ على درجة حرارة البيئة المحيطة أثناء التخزين عند ٢٢ درجة مئوية ± ١ درجة مئوية، ورطوبة نسبية ٥٠٪ ± ٥٪. الرطوبة التي تزيد عن ٦٠٪ ستؤدي إلى امتصاص الشمع للماء وتمدده، مع انحرافات أبعادية تتراوح بين ٠.٠٣ و٠.٠٦ مم.
قالب صدفة "إخلاص"
تعتمد قدرتها على الحفاظ على الشكل الأصلي في درجات الحرارة العالية على معامل التمدد الحراري للمادة السيراميكية وتوحيد سمك غلاف القالب.
تتميز قوالب السيليكا سول الشائعة الاستخدام بمعامل تمدد حراري يبلغ حوالي 1.2 × 10-6/°م، بينما يبلغ معامل تمدد قوالب الزجاج المائي حوالي 2.5 × 10-6/°م. نستخدم قوالب السيليكا سول لتقليل التشوه الحراري.
يجب أن يكون سُمك غلاف القالب موحدًا بتفاوت ±0.2 مم. قد تؤدي المناطق الأكثر سُمكًا إلى انتقال حرارة غير متجانس أثناء الحرق، وبالتالي انكماش غير متساوٍ لغلاف القالب، مما يؤدي إلى اختلافات في أبعاد الصب تتراوح بين 0.05 و0.1 مم.
انكماش المعادن
يخضع انكماش جميع درجات الفولاذ المقاوم للصدأ، من السائل إلى الصلب، لعامل بالغ الأهمية يجب تعويضه بدقة. على سبيل المثال، يبلغ انكماش الفولاذ المقاوم للصدأ 304 حوالي 1.8%، بينما يبلغ انكماش الفولاذ المقاوم للصدأ 316 حوالي 1.6%. نحسب التعويض لكل درجة على حدة.
على سبيل المثال، في إنتاج قطع الفولاذ المقاوم للصدأ 304، يُكبَّر حجم القالب بنسبة 1.8%-2% للحصول على الحجم المطلوب بعد تبريد المعدن وانكماشه. يؤدي انحراف بنسبة 0.1% في التعويض إلى خطأ أبعادي قدره 0.2 مم لقطعة طولها 200 مم.
قتلة التسامح الخفي: التحديات الخاصة لصب الفولاذ المقاوم للصدأ
يعاني مصبوب الفولاذ المقاوم للصدأ من بعض المشاكل. إذا لم تُعالج هذه "العوائق التي تُضعف التفاوت"، يصعب الحفاظ على تفاوت ±0.1 مم. تتجاهل معظم الشركات هذه المشاكل، وبالتالي تُرفض دفعات المصبوبات بسبب عدم تناسق أبعادها.
الحفر السطحي والشوائب
السبب هو تفاعل عنصر الكروم داخل الفولاذ المقاوم للصدأ مع مادة غلاف القالب أو الأكسجين في الهواء. تلتصق شوائب الأكسيد المتكونة (مثل Cr2O3) بسطح الصب مسببةً تآكلًا. الشوائب التي يزيد قطرها عن 0.05 مم قد تقلل من قوة شد القطعة بنسبة 10%-15%.
الحل: استخدم مادة سطحية محايدة أو خاملة (مثل رمل الزركون ذي 120 شبكة أو الكوارتز المنصهر) لتقليل التفاعل مع الكروم. يجب أيضًا إجراء عملية الصب تحت حماية من الأرجون (بدرجة نقاء ≥ 99.99%) لمنع المعدن المنصهر من ملامسة الهواء.
التشقق والتشوه الساخن
السبب هو الانكماش الخطي العالي للفولاذ المقاوم للصدأ الأوستنيتي (مثل الفولاذ المقاوم للصدأ 304 و316). يتعرض الفولاذ المقاوم للصدأ 304 لانكماش خطي بنسبة 2.1% تقريبًا، بينما يتعرض الفولاذ المقاوم للصدأ 316 لانكماش خطي بنسبة 1.9% تقريبًا. يتولد الإجهاد الحراري بسهولة أثناء التصلب. ومن المؤكد حدوث التشقق عندما يتجاوز الإجهاد قوة المادة.
الحل: تحسين تصميم البوابة والرافعة باستخدام برنامج محاكاة MAGMAsoft بحيث يتجمد الصب بعيدًا عن البوابة والرافعة، مما يحقق تصلبًا متتاليًا. كما تم تصميم نظام غلاف مرن للقالب بطبقة داخلية من ألياف سيراميك عالية المرونة لاستيعاب الإجهاد أثناء التصلب وتقليل التشوه.
"الانحراف" البعدي
يكمن السبب في التأثير التجميعي للانحرافات الطفيفة لجميع العوامل المذكورة أعلاه. على سبيل المثال، انحراف انكماش نمط الشمع بمقدار 0.03 مم، وانحراف التشوه الحراري لغلاف القالب بمقدار 0.04 مم، وانحراف تعويض انكماش المعدن بمقدار 0.03 مم، يمكن أن يؤدي إلى انحراف في أبعاد الصب بمقدار 0.1 مم.
الحل: إنشاء نظام شامل للتحكم الإحصائي في العمليات ، مع أخذ العينات كل ساعتين وفحص خمس نقاط رئيسية في كل مرة. عند تذبذب أي نقطة أكثر من ±0.05 مم، تُصحّح ظروف العملية فورًا، مثل زيادة درجة حرارة حقن نمط الشمع بمقدار 0.5 درجة مئوية أو زيادة وقت إشعال غلاف القالب بمقدار 10 دقائق، لضمان ثبات الأبعاد.
تقدم JS Precision حلولاً فعّالة لمشاكل صبّ الفولاذ المقاوم للصدأ ، مما يمنع العيوب بفعالية ويضمن ثبات أبعاد المسبوكات. لا تترددوا في التواصل معنا لأي استفسار.

اختيار المواد: ما هي درجات الفولاذ المقاوم للصدأ الأكثر ملاءمة لتحقيق هذه التفاوتات؟
يؤدي استخدام درجة مناسبة من الفولاذ المقاوم للصدأ إلى تبسيط عملية تحقيق التفاوتات ±0.1 مم إلى حد كبير.
بشكل عام، من الأسهل على السبائك ذات نطاق درجة حرارة التبلور الضيق، والسيولة الجيدة، والميل الطبيعي للانكماش تحقيق تحمّلات عالية. بالإضافة إلى الفولاذ المقاوم للصدأ 316 و304، تُستخدم أنواع الفولاذ المقاوم للصدأ منخفضة الكربون، مثل 316L و304L، بشكل شائع في تصنيع المسبوكات عالية الدقة. فيما يلي مقارنة بين أنواع الفولاذ المقاوم للصدأ الشائعة:
| درجة الفولاذ المقاوم للصدأ | الخصائص الرئيسية | أداء التسامح | التطبيقات | توافق عملية الصب |
| الفولاذ المقاوم للصدأ 316 | يحتوي على الموليبدينوم، مع مقاومة جيدة للتآكل وقوة في درجات الحرارة العالية، درجة حرارة التبلور 1400-1450 درجة مئوية. | يمكن أن تصل إلى ±0.08 مم مع المعالجة الصارمة. | يمكن تطبيقها على التطبيقات الطبية والهندسية البحرية عالية المستوى. | سيولة جيدة، انكماش موحد، وسهولة التحكم. |
| الفولاذ المقاوم للصدأ 304 | عالمي، قابلية صب جيدة، وتكلفة منخفضة. نطاق درجة حرارة التبلور: ١٤٢٠-١٤٦٠ درجة مئوية. | مناسب للأجزاء الدقيقة العامة ذات التسامح ±0.1 مم. | مناسب للأدوات الدقيقة العامة والتجهيزات الصناعية. | انكماش ثابت، مناسب للإنتاج الضخم. |
| الفولاذ المقاوم للصدأ 316L | محتوى كربون منخفض، قابلية لحام جيدة ، وتوافق حيوي. نطاق درجة حرارة التبلور: ١٣٩٠-١٤٤٠ درجة مئوية. | مناسب للأجزاء الطبية الدقيقة مع تفاوت ±0.09 مم. | مناسب للأجهزة الطبية القابلة للزرع ومعالجة الأغذية. | انكماش أقل قليلاً من 316، مناسب لأجزاء التجويف المعقدة. |
| 304L الفولاذ المقاوم للصدأ | منخفض الكربون، مقاومة ممتازة للتآكل بين الحبيبات، نطاق درجة حرارة التبلور 1410-1450 درجة مئوية. | يمكن أن تصل أجزاء الدقة التقليدية إلى ±0.11 مم. | المعدات الكيميائية، تجهيزات الأنابيب ذات درجات الحرارة المنخفضة. | أداء الصب مماثل لـ 304، ولكن التكلفة أعلى قليلاً. |
النتيجة هي أن 316، 316L، 304، و304L كلها قادرة على تلبية متطلبات التفاوت ±0.1 مم.
يعتمد الاختيار بين 316 و316L على البيئات شديدة التآكل أو متطلبات التوافق الحيوي. أما 304 و304L، فهو خيار اقتصادي دون أي تأثير على الأداء. يناسب 304 القطع التقليدية ذات الكميات الكبيرة، بينما يناسب 304L التطبيقات التي تتطلب تآكلًا بين الحبيبات.
الصب الرائد: صدام مع عمليات الدقة الأخرى
تظهر المقارنة بين عملية الصب الاستثماري وعمليات الدقة الأخرى بوضوح تفوقها في تصنيع الأجزاء بتفاوتات ±0.1 مم.
| أبعاد المقارنة | الاستثمار في الصب | تصنيع الآلات باستخدام الحاسب الآلي | الطباعة ثلاثية الأبعاد للمعادن (SLM) |
| استخدام المواد | شكل قريب من الشبكة، وهدر ضئيل، وتوفير في تكاليف المواد. | إزالة المخزون بشكل كبير، وانخفاض الاستخدام، وارتفاع هدر المواد. | استخدام المواد مرتفع، ولكن تكاليف المعدات مرتفعة. |
| ملاءمة للأجزاء المعقدة | مناسب للتجاويف المعقدة والجدران الرقيقة، مع إمكانية تشكيل قطعة واحدة. | من المستحيل تصنيع الأجزاء المعقدة للغاية ويجب تجميعها في أجزاء متعددة. | حرية تصميم عالية، لكن جودة السطح الرديئة تتطلب معالجة لاحقة. |
| تكلفة الدفعة | تكلفة القطعة منخفضة للغاية في الإنتاج الضخم، وعادة ما تكون 10-50 دولارًا لكل قطعة. | مرتفع، 20-100 دولار لكل جزء، مع اختلافات طفيفة اعتمادًا على حجم الدفعة. | تكلفة معتدلة للسلسلة الصغيرة، وتكلفة عالية للسلسلة الكبيرة، 30-150 دولارًا لكل جزء. |
| الخصائص الميكانيكية للمواد | متساوي الخواص، مطابق للصب التقليدي، مع خصائص ميكانيكية قابلة للتكرار. | أداء قابل للتكرار ولكن يعتمد على جودة الدفعة. | يوجد تباين في الخواص، مع ضرورة إجراء معالجة لاحقة لتحقيق الأداء الأمثل. |
الميزة الرئيسية للصب الاستثماري هي أنه يوفر توازنًا مثاليًا بين التعقيد وتكلفة الإنتاج الضخم وخصائص المواد الميكانيكية، مما يجعله مناسبًا بشكل خاص للإنتاج الضخم لأجزاء الفولاذ المقاوم للصدأ المعقدة وعالية الدقة.
تقدم JS Precision خدمات الصب الاستثماري عبر الإنترنت مع مزايا تكلفة كبيرة للإنتاج الضخم. بعد تقديم متطلباتك عبر الإنترنت، سنقدم لك حلولاً سريعة للعمليات وتحليلات للتكاليف لمساعدتك على خفض تكاليف الإنتاج.
ثمن الدقة: تحليل التكلفة والفائدة للاستثمار في تفاوت ±0.1 مم
إن السعي وراء تفاوت ±0.1 مم أكثر تكلفة، ولكنه يستحق التكلفة عمومًا على مدار دورة الحياة . يهتم العملاء دائمًا بالتكلفة العالية في البداية، ولكن بعد التعاون الفعلي، سيجدون أن التكلفة الإجمالية أقل.
تحليل التكلفة
إن دقة ±0.1 مم تستلزم زيادة التكاليف الصريحة، مثل المواد الخام الأكثر تكلفة، ودورات المعالجة الأطول، ومعدات الاختبار الأكثر تطوراً، والموارد البشرية ذات الجودة الأفضل.
توفير التكاليف المخفية
يمكن توفير تكاليف التشغيل الآلي أو حتى التخلص منها. كما يمكن خفض معدلات الخردة بشكل كبير، ويمكن لمعدلات الإنتاج العالية تجنب خسائر الخردة الناتجة عن الدفعات. ويمكن تسريع طرح المنتج في السوق من خلال تقليل خطوات المعالجة وتقصير سلسلة التصنيع. ويمكن تحسين أداء المنتج وموثوقيته، وخفض تكاليف الصيانة المستقبلية .
دليل القرار: يؤتي الاستثمار في دقة الصب ثماره بشكل أفضل عندما يكون المكون عالي القيمة، أو بالغ الأهمية للتجميع، أو من الصعب أو المستحيل معالجته لاحقًا، أو يتطلب أداءً شديدًا.
يمكن لـ JS Precision مساعدتك في خفض هيكل تكلفة الصب الاستثماري لديك، وتحقيق تكاليف دورة حياة أقل. سيتم تقديم تحليل مفصل للتكلفة والعائد خلال استشارتك لتوضيح عائد استثمارك.
مراجعة حافظة JS Precision: كيف يضمن ±0.1 مم إيقاع الحياة
متطلبات العملاء
احتاجت إحدى أكبر خمس شركات عالمية للأجهزة الطبية إلى تصميم مروحة من الفولاذ المقاوم للصدأ، تُشكل قلب مضخة قلب دقيقة. يبلغ قطر المروحة 25 مم، مزودة بثلاث شفرات ملتوية، سُمك كل منها 0.8 مم. يجب أن يكون خطأ ميل الشفرة ±0.05 مم، وأن يكون التسامح الكلي ±0.1 مم. كما كان التوافق الحيوي ضروريًا لضمان عدم وجود خطر انحلال الدم.
حل JS
١. فيما يتعلق باختيار المواد، تم اختيار الفولاذ المقاوم للصدأ 316L ذي التوافق الحيوي الجيد. كما أُجريت اختبارات التركيب للتأكد من محتوى الكروم بنسبة تتراوح بين ١٦٪ و١٨٪ ومحتوى الموليبدينوم بنسبة تتراوح بين ٢٪ و٣٪، وفقًا لمعايير ISO ١٠٩٩٣.
2. تم إجراء محاكاة حاسوبية باستخدام برنامج MAGMAsoft لحساب انكماش 12 موقعًا رئيسيًا للمكره بشكل منفصل (على سبيل المثال، طرف الشفرة وانتقال الجذر)، مما أدى إلى عامل تكبير قالب مخصص وغير موحد بنسبة 0.8٪ -1.2٪.
٣. صُنع قالب الشمع باستخدام شمع ألماني منخفض الحرارة. في ورشة عمل بدرجة حرارة ٢٢ درجة مئوية ± ١ درجة مئوية ورطوبة ثابتة ٥٠٪ ± ٥٪ ، استُخدمت مكبس شمع أوتوماتيكي بالكامل (دقة: ± ٠.٠٢ مم) لتحقيق تكرارية ± ٠.٠٣ مم.
4. تم تصنيع غلاف القالب من سبع طبقات من السيراميك الخاص، حيث تكون طبقة السطح من رمل الزركون مقاس 150 شبكة، والطبقة الرابعة معززة بطبقة سمكها 0.3 مم لمنع التشوه.
5. تم إجراء عملية الصهر والصب تحت الفراغ (فراغ <5 باسكال) ، مع تحسين نظام البوابة (قطر البوابة 2 مم) لملء القالب بسلاسة،
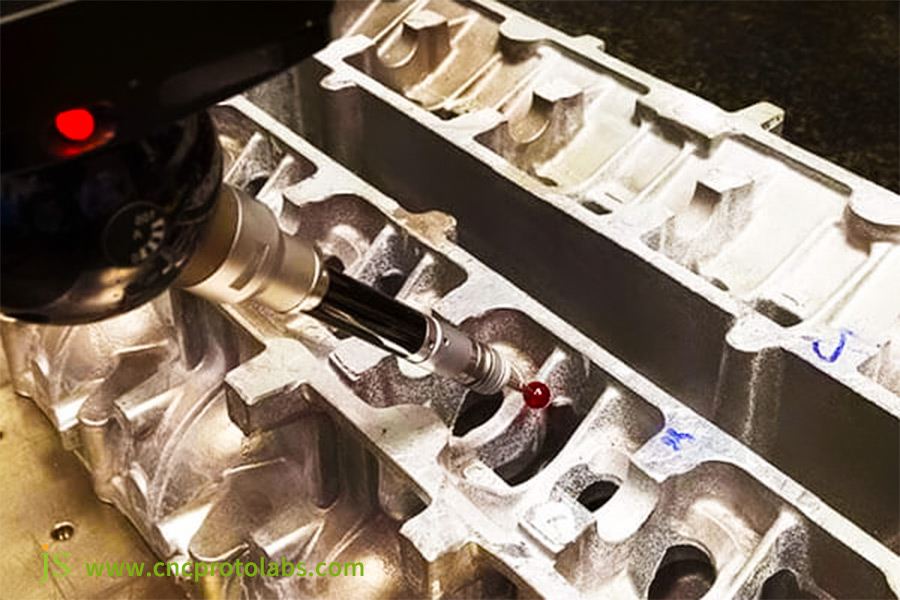
6. تقوم آلة قياس الإحداثيات ثلاثية الأبعاد (دقة: 0.001 مم) بإجراء فحص بنسبة 100٪ في 20 نقطة من كل مروحة.
النتيجة النهائية
تم تشطيب هذه الدوافع المئة بنسبة نجاح بلغت 98%، وجميع الأبعاد الحرجة ضمن نطاق ±0.08 مم وRa <3.2 ميكرومتر لتشطيب السطح . تمكن العميل من الاستغناء عن التلميع والمعالجة اللاحقة تمامًا، وتمكن من تسليم هذا المنتج المُنقذ للحياة إلى السوق قبل الموعد المحدد.
وفي نهاية المطاف، حصلت الشركة على حقوق التوريد الحصرية لهذه السلسلة من المراوح، وباعت أكثر من 5000 وحدة منذ ذلك الحين.

لماذا تعد JS Precision الشريك الأفضل لمساعدتك في التغلب على مشكلة التسامح ±0.1 مم؟
اختر JS Precision لأننا نستطيع مساعدتك في تحقيق التفاوت بمقدار ±0.1 مم كمعيار في كل مرة.
- إنها ليست الآلة، بل النظام: بالإضافة إلى غرف التنظيف والمعدات المتطورة، لدينا نظام صب دقيق يعتمد على البيانات للتحكم في كل خطوة.
- قاعدة بيانات العمليات داخل: لقد أنشأنا قاعدة بيانات خاصة لمعدل الانكماش ومعاملات العملية لمواد وهياكل مختلفة استنادًا إلى خبرة آلاف الوظائف الناجحة، مما يتيح "التصنيع التنبئي".
- "السيطرة المجهرية" على العملية بأكملها: أكثر من 50 نقطة لمراقبة الجودة من استلام المواد الخام إلى شحن المنتج تضمن موثوقية العملية وعدم وجود أي انحرافات في الأبعاد.
- التعاون بقيادة المهندسين: نحن امتداد لفريق البحث والتطوير الخاص بك، ونشارك في مرحلة تصميم المنتج، ونقدم تحليلًا للتصنيع لضمان التسامح العالي من المصدر.
الأسئلة الشائعة
س1: بالنسبة لتفاوت ±0.1 مم، ما هو حجم الجزء المناسب للصب الاستثماري؟
هذا التفاوت مناسب أكثر للمكونات الصغيرة والمتوسطة الحجم، والتي عادةً ما يكون حجم محيطها الخارجي الأقصى أقل من 300 مم. مع زيادة حجم المكون، يزداد مقدار الخطأ المركب الناتج عن مصادر مثل انكماش نمط الشمع وتشوه الغلاف بشكل كبير. يعتمد تحقيق هذا التفاوت على فريق متخصص لتحديده بناءً على بنية القطعة.
س2: هل ±0.1 مم مناسب لجميع مكونات الفولاذ المقاوم للصدأ؟
للأسف، لا. المكونات ذات المقطع السميك للغاية والجدران الرقيقة، أو المكونات ذات المساحات المسطحة الكبيرة، يصعب التحكم فيها عادةً بسبب معدلات التبريد غير المتساوية وتركيز الإجهاد. يلزم إجراء مراجعة دقيقة من قِبل خبير لتصميمك الخاص لتحديد إمكانية تحقيق هذا التسامح.
س3: ما هو الأهم في تحقيق هذا التسامح؟
الأهم هو التحكم في استقرار العملية برمتها، إذ قد يؤدي عدم الاستقرار في أي مرحلة إلى الفشل. يُعدّ استقرار أبعاد نموذج الشمع أمرًا بالغ الأهمية. إذا كان نموذج الشمع نفسه غير صحيح تمامًا، فسيكون من الصعب تصحيحه في العمليات اللاحقة. كما يُعدّ التصميم الدقيق لتعويض الانكماش ضروريًا، لتعويض التغير في الأبعاد الناتج عن انكماش المعدن مسبقًا.
س4: ما الذي أحتاج إلى تقديمه للحصول على عرض أسعار ودراسة جدوى؟
يرجى تزويدنا ببيانات التصميم بمساعدة الحاسوب ثلاثية الأبعاد (CAD) بصيغة ملف STEP أو IGS، ونوع المادة (مثل الفولاذ المقاوم للصدأ 304 أو 316)، ونوع التفاوت (مثل ±0.1 مم)، والحجم المطلوب سنويًا. هذا يُمكّننا من تحديد جدوى العملية وتكلفة الإنتاج بدقة، وتزويدكم بعرض سعر مناسب ودراسة جدوى احترافية.
ملخص
إن ±0.1 مم في الصب الاستثماري للفولاذ المقاوم للصدأ ليس مجرد رقم، بل هو فنٌّ وصبرٌ وبياناتٌ في أبهى صورها. إنه تحويل الفنّ عالي التغيّر إلى علمٍ قابلٍ للتكرار ودقيقٍ وقابلٍ للتنبؤ.
يمكن لشركة JS Precision، بتاريخها الواسع في تصنيع الصب الاستثماري المخصص ، والأنظمة الجاهزة، والموظفين ذوي الخبرة، أن تساعدك في نقل المكونات عالية الدقة من لوحة الرسم إلى الإنتاج.
سجل طلبك عبر الإنترنت وسنرد عليك بسرعة، مع الحفاظ على الجودة والدقة في كل خطوة، بدءًا من فحص العملية وحتى تسليم المنتج. نحن شريكك التجاري الموثوق لتلبية متطلبات التفاوتات ±0.1 مم.

تنصل
محتويات هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي تعهدات أو ضمانات، صريحة كانت أم ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. لا يُفترض أن أي مورد أو مُصنِّع خارجي سيُقدِّم معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة الصنع من خلال شبكة JS Precision. يتحمل المشتري مسؤولية طلب عرض أسعار للقطع، وتحديد المتطلبات الخاصة بهذه الأقسام. يُرجى التواصل معنا لمزيد من المعلومات .
فريق JS Precision
JS Precision شركة رائدة في مجالها ، تُركز على حلول التصنيع المُخصصة. نتمتع بخبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونُركز على التصنيع عالي الدقة باستخدام الحاسب الآلي ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، وقولبة الحقن ، وختم المعادن، وغيرها من خدمات التصنيع الشاملة.
مصنعنا مجهز بأكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كنت ترغب في إنتاج كميات صغيرة أو تخصيص كميات كبيرة، نلبي احتياجاتك بأسرع وقت ممكن خلال 24 ساعة. اختر JS Precision، فهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، قم بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
الموارد

