

在为医疗器械公司制造微型心脏泵叶轮时,公差超过±0.1mm的不锈钢铸件会导致血液泵送不稳定。在为航空航天公司制造小型发动机部件时,微小的尺寸偏差会影响整台机器的安全运行——这就是不锈钢精密铸造高精度要求的本质。
无论是需要与人体骨骼生物相容的关节植入物,还是直接影响飞机发动机效率的涡轮叶片,尺寸公差通常都被严格控制在±0.1毫米以内。这对不锈钢精密铸造工艺提出了严峻的挑战。
本文对实现微米级精度的关键解决方案进行了分类,包括系统的材料科学解决方案、模具工程和过程控制解决方案,为您提供一条可靠的前进道路。
核心答案概要
| 比较维度 | 实现±0.1mm公差的挑战 | 实现±0.1mm公差的解决方案 |
| 根本冲突 | 收缩率(蜡、壳、金属)和工艺变量的不同组合。 | 系统补偿和精确控制。 |
| 蜡模阶段 | 蜡质收缩和变形不均匀。 | 采用低收缩率、高稳定性蜡,等温和恒压注入。 |
| 壳阶段 | 壳体的膨胀和烧结变形。 | 采用高稳定性纳米细粉表面浆料增强壳体制造工艺。 |
| 熔化和浇注 | 金属收缩和热应力会引起变形。 | 金属收缩和热应力会引起变形。 |
| 后期处理 | 切割和抛光会导致二次误差。 | 采用精密切割和数控抛光工艺来保持公差。 |
| 质量核心 | 依靠经验丰富的工匠的经验。 | 依靠数据驱动的标准化过程控制系统。 |
为什么要使用本指南?JS Precision 突破了熔模铸造中±0.1mm的公差限制
JS Precision在不锈钢精密铸造领域拥有超过15年的实践经验。我们已为医疗、航空航天和船舶工程等行业提供了超过5000件定制精密铸造零件,客户涵盖200多家跨国公司。
例如,我们为一家全球医疗器械公司生产了数万个 316L 不锈钢手术器械零件,公差在 ±0.1 毫米以内,废品率低于 0.5%,使客户的后处理成本降低了 30%。
我们的团队优化了从蜡模制作到模具壳处理的整个流程,并建立了一个专门的流程数据库,可以准确预测一系列不锈钢合金的收缩行为。
本手册是我们经验的精华,融合了ISO 8062等国际标准和实际生产数据。您可以信赖其中基于客户验证和工厂业绩的建议。本指南将提供理论知识和可立即应用的策略,助您实现高精度目标。
JS Precision专注于定制精密铸造制造。您只需提供3D模型和公差要求,我们的工程师将在24小时内提供可行性报告。订购流程简单高效,助您快速启动项目。
精密之王:熔模铸造的公差极限是多少?
要确定您的零件能否达到±0.1mm的公差,首先需要了解熔模铸造的公差极限。熔模铸造是实现高精度零件的重要工艺,其公差水平直接影响零件的性能。即使0.05mm的偏差也会导致装配延迟或功能失效。
熔模铸造的公差是多少?
商业加工的公差通常约为±0.005英寸/英寸(±0.127毫米/25.4毫米)。这对于大多数工业零件来说已经足够,但对于关键的医疗和航空航天应用来说则远远不够。
±0.1毫米的精度属于精密甚至半精密范围,与25毫米长度上一根头发丝直径(约0.08-0.12毫米)的误差相当。这已将不锈钢精密铸造技术的极限发挥到了极致。
了解行业标准
ASTM A732 和 ISO 8062 等标准对铸造公差进行了分类。ISO 8062-CT4 的公差接近 ±0.1mm(例如,长度 ≤100mm 的件的公差为 ±0.12mm)。这些高精度公差仅适用于关键部件。
例如,航空航天工业中的涡轮叶片和医疗领域的人工关节需要达到CT4或更高标准。CT5的公差(长度≤100mm时为±0.18mm)无法满足±0.1mm的精度要求。
JS Precision 能够反复生产符合全球标准的 CT4 级精密铸造零件。一旦您告知我们您的需求,我们将为您匹配相应的公差控制解决方案,以确保零件精度。
影响精密铸造公差的主要因素
为了达到±0.1mm的公差,首先必须了解熔模铸造公差中最关键的变量。任何工艺偏差都可能导致公差不合格。例如,蜡型0.02mm的偏差就可能导致铸件出现0.1mm的误差。
蜡型稳定性
蜡的收缩率、 注塑成型工艺和储存条件是关键变量。不同蜡材的收缩率可能相差0.5%-2% 。低温蜡(熔点50-60℃)的收缩率约为0.8%-1.2%,中温蜡(熔点70-80℃)的收缩率约为1.5%-2%。为了尽量减少收缩率的差异,我们优先使用低温蜡。
在注塑过程中,注塑压力必须保持在5-8 MPa范围内,温度波动必须在±2°C以内。压力过低会导致蜡型填充不完全,压力过高则容易产生内应力。
储存期间的周围环境应保持在 22°C ± 1°C 和 50% ± 5% 的湿度。湿度超过 60% 会导致蜡模吸水膨胀,尺寸偏差为 0.03-0.06 毫米。
模具外壳“忠诚”
其在高温下保持原有形状的能力取决于陶瓷材料的热膨胀系数和模具壳厚度的均匀性。
常用的二氧化硅溶胶模具壳的热膨胀系数约为1.2 × 10^-6/°C,而水玻璃模具壳的热膨胀系数约为2.5 × 10^-6/°C。我们使用二氧化硅溶胶模具壳是为了减少热变形。
模壳厚度必须均匀,公差为±0.2mm。过厚的区域会导致烧制过程中热传递不均匀,从而导致模壳收缩不均,最终造成铸件尺寸偏差0.05-0.1mm。
金属收缩
所有牌号的不锈钢从液态到固态的收缩率都存在一个非常显著的因素,必须进行精确补偿。例如,304不锈钢的收缩率约为1.8%,而316不锈钢的收缩率约为1.6%。我们对每种牌号的不锈钢分别计算补偿值。
例如,在生产304不锈钢零件时,模具尺寸会放大1.8%-2%,以便金属冷却收缩后零件达到所需的尺寸。补偿偏差0.1%会导致200mm长的零件产生0.2mm的尺寸误差。
隐藏的公差杀手:不锈钢铸造的特殊挑战
不锈钢铸造本身也存在一些问题。如果这些“公差杀手”得不到解决,就很难将公差控制在±0.1毫米以内。大多数公司忽视了这些问题,因此,由于尺寸不一致,成批的铸件被拒收。
表面点蚀和夹杂物
原因是,不锈钢中的铬元素会与模具材料或空气中的氧气发生反应。生成的氧化物夹杂物(例如Cr₂O₃)会附着在铸件表面,造成点蚀。直径大于0.05mm的夹杂物会使零件的抗拉强度降低10%~15%。
解决方案:使用中性或惰性表面层材料(例如,120目锆砂或熔融石英)以减少与铬的反应。铸造过程还应在氩气保护(纯度≥99.99%)下进行,以防止熔融金属与空气接触。
热裂纹和变形
其原因是奥氏体不锈钢(例如304和316不锈钢)的线收缩率较高。304不锈钢的线收缩率约为2.1%,316不锈钢的线收缩率约为1.9%。凝固过程中容易产生热应力。当应力超过材料强度时,必然会发生裂纹。
解决方案:利用MAGMAsoft仿真软件优化浇注系统和冒口设计,使铸件在远离浇注系统和冒口的位置凝固,从而实现顺序凝固。此外,还采用了一种柔性模壳系统,其内层为高弹性陶瓷纤维,用于在凝固过程中适应应力并减少变形。
维度“漂移”
原因在于上述所有因素微小偏差的累积效应。例如,蜡型收缩0.03mm的偏差、模壳热变形0.04mm的偏差以及金属收缩补偿0.03mm的偏差,都可能导致铸件尺寸0.1mm的偏差。
解决方案:建立一套全面的统计过程控制系统,每两小时抽样一次,每次抽样检查五个关键点。当任何一点的波动超过±0.05mm时,立即纠正工艺条件,例如将蜡型注射温度提高0.5℃或将模壳烧结时间延长10分钟,以确保尺寸稳定性。
JS Precision针对不锈钢精密铸造的特定问题拥有成熟的解决方案,能够有效防止缺陷并确保铸件的尺寸稳定性。如有任何相关需求,欢迎随时联系我们。

材料选择:哪些等级的不锈钢最适合达到这些公差?
使用合适的不锈钢牌号可以大大简化达到±0.1mm公差的过程。
一般来说,结晶温度范围窄、流动性好、收缩率正常的合金更容易达到高精度公差。除了316和304不锈钢外,低碳不锈钢如316L和304L也常用于高精度铸件的制造。常用不锈钢牌号的比较如下:
| 不锈钢级 | 主要特征 | 公差性能 | 应用程序 | 铸造工艺兼容性 |
| 316不锈钢 | 含钼,具有良好的耐腐蚀性和高温强度,结晶温度为1400-1450℃。 | 严格加工可达到±0.08mm。 | 可应用于高端医疗和海洋工程领域。 | 流动性好,收缩均匀,易于控制。 |
| 304不锈钢 | 通用性强,铸造性能好,成本低。结晶温度范围1420-1460℃。 | 适用于公差为±0.1mm的一般精密零件。 | 适用于一般精密仪器和工业配件。 | 收缩稳定,适合大规模生产。 |
| 316L不锈钢 | 低碳含量、 良好的焊接性能和生物相容性。结晶温度范围为1390-1440℃。 | 适用于公差为±0.09mm的精密医疗零件。 | 适用于植入式医疗器械和食品加工。 | 收缩率比 316 略低,适用于复杂型腔零件。 |
| 304L不锈钢 | 低碳,优异的晶间腐蚀性能,结晶温度范围1410-1450℃。 | 常规精密零件的精度可达±0.11mm。 | 化工设备,低温管道配件。 | 铸造性能与 304 不锈钢相似,但成本略高。 |
结果是,316、316L、304 和 304L 均可满足 ±0.1mm 的公差要求。
316 和 316L的选择取决于极端腐蚀环境或生物相容性要求。304和 304L的选择则是一种经济之选,且性能毫不逊色。304 适用于大批量生产的传统零件,而 304L 则适用于对晶间腐蚀要求较高的应用。
突破性铸造:与其他精密工艺的碰撞
与其他精密工艺相比,熔模铸造在制造公差为±0.1mm的零件方面明显具有优越性。
| 比较维度 | 熔模铸造 | 数控加工 | 金属3D打印(SLM) |
| 材料利用 | 接近最终形状,最大限度减少浪费,并节省材料成本。 | 高库存移除率、低利用率和高材料浪费。 | 材料利用率高,但设备成本高。 |
| 适用于复杂部件 | 适用于复杂空腔和薄壁,可进行一体成型。 | 非常复杂的零件无法通过机械加工,必须由多个零件组装而成。 | 设计自由度高,但表面质量差,需要进行后处理。 |
| 批次成本 | 批量生产时单价极低,通常每个零件10-50美元。 | 单价较高,每件 20-100 美元,具体价格会根据批量大小略有不同。 | 小批量生产成本适中,大批量生产成本较高,每个零件 30-150 美元。 |
| 材料力学性能 | 各向同性,与传统铸造相同,具有可重复的机械性能。 | 性能可重复,但取决于批次质量。 | 存在各向异性,需要进行后处理才能达到最佳性能。 |
熔模铸造的主要优点是能够在复杂性、批量生产成本和机械材料性能之间实现最佳平衡,因此特别适合批量生产复杂、高精度的不锈钢零件。
JS Precision提供在线熔模铸造服务 大规模生产具有显著的成本优势。您在线提交需求后,我们将迅速提供工艺方案和成本分析,帮助您降低生产成本。
精度的代价:投资±0.1mm公差的成本效益分析
追求±0.1毫米的公差固然成本更高,但从整个生命周期来看,这笔投入通常是值得的。客户起初总是担心成本增加,但经过实际合作后,他们会发现总体成本反而更低。
成本分析
±0.1mm 的精度意味着更高的显性成本,例如更昂贵的原材料、更长的加工周期、更精密的测试设备以及更高质量的人力资源。
隐藏成本节省
加工成本可以节省甚至消除。废品率可以显著降低,高良率可以避免批量废品损失。通过减少加工步骤和缩短制造链,可以加快产品上市速度。产品性能和可靠性可以得到提升,未来的维护成本也可以降低。
决策指南:当零件价值高、装配至关重要、难以或无法进行后处理,或者需要极高的性能时,对铸造精度的投资回报最高。
JS Precision 可以帮助您降低熔模铸造的成本结构,并减少生命周期成本。咨询时,我们将提供详细的成本效益分析,帮助您了解投资回报。
JS精密表壳评测:±0.1毫米如何确保生活节奏
客户需求
一家全球排名前五的医疗器械公司需要设计一款不锈钢叶轮,它是微型心脏泵的核心部件。该叶轮直径为25毫米,由三个扭曲的叶片组成,每个叶片厚度为0.8毫米。叶片螺距误差需控制在±0.05毫米以内,整体公差为±0.1毫米。此外,还需确保其具有良好的生物相容性,以避免溶血风险。
JS 的解决方案
1.在材料选择方面,选用了具有良好生物相容性的316L不锈钢。同时进行了成分测试,以确保铬含量为16%-18%,钼含量为2%-3%,符合ISO 10993标准。
2. 使用 MAGMAsoft 软件进行计算机模拟,分别计算叶轮 12 个关键位置(例如,叶尖和叶根过渡)的收缩率,从而得到定制的、非均匀的模具放大系数为 0.8%-1.2%。
3. 采用德国低温蜡制作蜡模。在温度为22℃±1℃、湿度为50%±5%的恒温恒湿车间内,使用全自动蜡模压机(精度:±0.02mm)实现了±0.03mm的重复精度。
4.模具外壳由七层特殊陶瓷构成,表层为150目锆砂,第四层用0.3毫米厚的加固层增强,以防止变形。
5. 采用真空(真空度<5Pa)熔化和浇注工艺,优化浇注系统(浇口直径2mm),以实现模具的平稳填充。
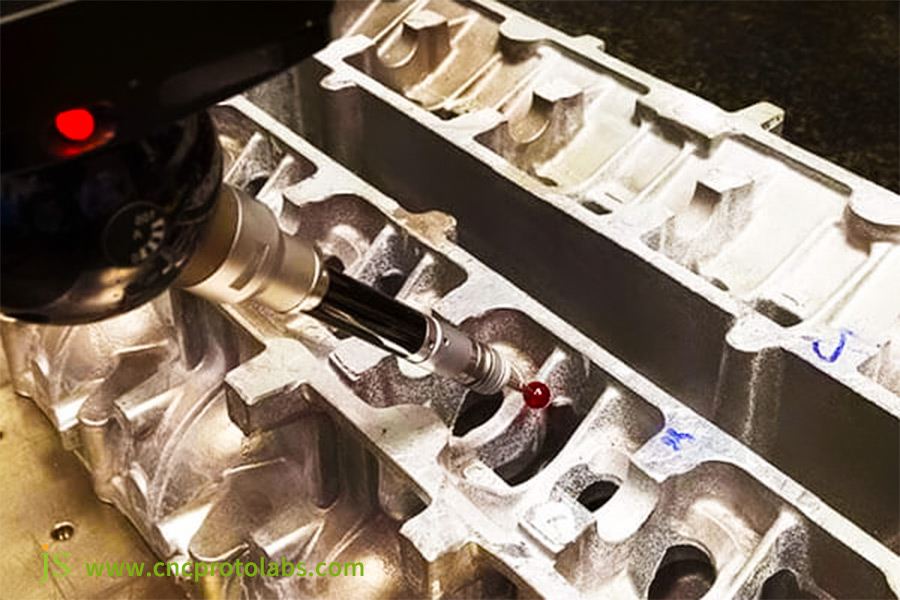
6.使用三维坐标测量机(精度:0.001mm)对每个叶轮的 20 个点进行 100% 全检。
最终结果
这100个叶轮的合格率高达98%,所有关键尺寸误差均在±0.08mm以内,表面粗糙度Ra小于3.2μm。客户因此无需进行抛光和后处理,并提前将这款救生产品推向市场。
最终,该公司获得了该系列叶轮的独家供应权,此后已售出超过 5000 台。

为什么JS Precision是帮助您克服±0.1mm公差问题的最佳合作伙伴?
选择 JS Precision,因为我们可以帮助您每次都达到 ±0.1mm 的标准公差。
- 关键不在于机器,而在于系统:除了洁净室和尖端设备外,我们还拥有基于数据的精密铸造系统,用于控制每一步。
- 内部工艺数据库:我们根据数千个成功案例的经验,为不同的材料和结构创建了专有的收缩率和工艺参数数据库,从而实现了“预测性制造”。
- 对整个过程进行“微观”控制:从原材料接收到产品发货,超过 50 个质量控制点确保过程可靠性和零尺寸偏差。
- 由工程师主导的协作:我们是您研发团队的延伸,参与产品设计阶段,提供可制造性分析,以确保从源头上实现高精度。
常见问题解答
Q1:对于±0.1mm的公差,熔模铸造的合适零件尺寸是多少?
这种公差更适用于中小型零件,通常最大外形尺寸小于 300 毫米。随着零件尺寸的增大,蜡模收缩和壳体变形等因素造成的累积误差会呈指数级增长。能否达到这种公差要求,需要专业团队根据零件结构进行判断。
Q2:对于所有不锈钢部件,±0.1mm 的精度是否可行?
很遗憾,答案是否定的。截面极厚、壁很薄的元件,或者具有大面积平面的元件,由于冷却速率不均匀和应力集中,往往难以控制。需要由经验丰富的专业人员对您的设计进行严格审查,以确定这种公差是否可行。
问题3:实现这种容忍度最关键的是什么?
整个工艺流程的稳定性至关重要,任何环节的不稳定性都可能导致失败。蜡模尺寸的稳定性尤为关键。如果蜡模本身存在严重误差,后续加工将难以修正。此外,精确的收缩补偿设计也必不可少,需要提前补偿金属收缩引起的尺寸变化。
Q4:我需要提供哪些信息才能获得报价和可行性研究报告?
请提供您的3D CAD 数据(STEP 或 IGS 文件格式)、材料类型(例如,304 或 316 不锈钢)、公差类型(例如,±0.1mm)以及年需求量。这将有助于我们有效评估工艺可行性、生产成本,并为您提供合适的报价和专业的可行性研究报告。
概括
不锈钢精密铸造中±0.1毫米的精度不仅仅是一个数字,更是艺术、耐心和数据完美结合的体现。它将高度可变的艺术形式转化为可重复、精确且可预测的科学。
JS Precision 拥有丰富的定制精密铸造制造经验、交钥匙系统和经验丰富的员工,可以帮助您将高精度零件从图纸变为现实。
您只需在线下单,我们便会尽快回复您。从过程检验到产品交付,我们始终坚持质量至上、精准无误的原则。我们是您值得信赖的合作伙伴,能够满足您对±0.1mm公差的需求。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

