

Na fabricação de rotores de microbombas cardíacas para empresas de dispositivos médicos, fundições de aço inoxidável com tolerâncias superiores a ±0,1 mm podem levar a um bombeamento sanguíneo instável. Na fabricação de componentes de pequenos motores para empresas aeroespaciais, inconsistências dimensionais mínimas podem afetar a operação segura de toda a máquina — tal é a natureza da exigência de alta precisão na fundição de precisão de aço inoxidável.
Sejam implantes articulares que precisam ser biocompatíveis com o esqueleto humano ou pás de turbina que influenciam diretamente a eficiência de motores de aeronaves, as tolerâncias dimensionais são frequentemente rigorosamente controladas dentro de ±0,1 mm. Isso representa desafios radicais para o processo de fundição de precisão em aço inoxidável.
Este artigo categoriza as principais soluções para alcançar essa precisão em nível micrométrico, incluindo soluções sistemáticas de ciência dos materiais, engenharia de moldes e soluções de controle de processos, para lhe fornecer um caminho sólido a seguir.
Resumo da Resposta Principal
| Dimensões comparativas | Desafio para alcançar uma tolerância de ±0,1 mm | Soluções para alcançar uma tolerância de ±0,1 mm |
| Conflito Fundamental | Diferentes combinações de contração (cera, casca, metal) e variáveis de processo. | Compensação sistemática e controle de precisão. |
| Etapa de modelagem em cera | Contração e distorção desiguais da cera. | Utilize cera de baixa contração e alta estabilidade, com injeção isotérmica e a pressão constante. |
| Estágio da concha | Expansão e distorção de sinterização da casca. | Utilize uma pasta de superfície em pó nanofino de alta estabilidade para aprimorar o processo de fabricação de revestimentos. |
| Derreter e verter | A contração do metal e o estresse térmico induzem distorção. | A contração do metal e o estresse térmico induzem distorção. |
| Pós-processamento | O corte e o polimento causam erros secundários. | Utilize corte de precisão e polimento CNC para manter as tolerâncias dentro dos limites especificados. |
| Núcleo da Qualidade | Confie na experiência de artesãos experientes. | Confie em um sistema de controle de processos padronizado e orientado por dados. |
Por que usar este guia? A JS Precision atinge tolerâncias de ±0,1 mm na fundição de precisão.
A JS Precision possui mais de 15 anos de experiência prática em fundição de precisão de aço inoxidável. Fornecemos mais de 5.000 peças fundidas sob medida para os setores médico, aeroespacial e de engenharia naval, atendendo a mais de 200 clientes multinacionais.
Por exemplo, produzimos dezenas de milhares de peças de instrumentos cirúrgicos em aço inoxidável 316L para uma empresa global de dispositivos médicos, com tolerâncias de ±0,1 mm e uma taxa de refugo inferior a 0,5%, reduzindo o custo de pós-processamento do cliente em 30%.
Nossa equipe otimizou todo o processo, desde a produção do modelo de cera até o manuseio do molde, e estabeleceu um banco de dados de processos dedicado que prevê com precisão o comportamento de contração de uma variedade de ligas de aço inoxidável.
Este manual, uma síntese da nossa experiência, combina normas internacionais como a ISO 8062 com dados de produção reais. Você pode confiar nas recomendações, baseadas na verificação do cliente e nos resultados da oficina. Este guia fornecerá tanto conhecimento teórico quanto táticas imediatamente aplicáveis para alcançar seus objetivos de alta precisão.
A JS Precision se concentra na fabricação personalizada de peças fundidas por investimento. Basta nos enviar seu modelo 3D e os requisitos de tolerância, e nossos engenheiros fornecerão um relatório de viabilidade em até 24 horas. O processo de encomenda é simples e eficiente, permitindo que você inicie seu projeto rapidamente.
O Rei da Precisão: Qual é o Limite de Tolerância da Fundição de Precisão?
Para descobrir se sua peça pode atingir uma tolerância de ±0,1 mm, você precisa primeiro conhecer o limite de tolerância da fundição de precisão. A fundição de precisão é um processo importante para a obtenção de peças de alta precisão , e seu nível de tolerância afeta diretamente o desempenho da peça. Mesmo uma diferença de 0,05 mm pode causar atrasos na montagem ou falhas funcionais.
Quais são as tolerâncias da fundição de precisão?
As tolerâncias comerciais tendem a ser em torno de ±0,005 polegadas/polegada (±0,127 mm/25,4 mm). Isso é suficiente para a maioria das peças industriais, mas está longe de ser suficiente para aplicações médicas e aeroespaciais críticas, por exemplo.
Uma precisão de ±0,1 mm está dentro da faixa de precisão ou mesmo semi-precisão, o que é comparável a um erro dentro do diâmetro de um fio de cabelo humano (aproximadamente 0,08-0,12 mm) em um comprimento de 25 mm. Isso está no limite da tecnologia de fundição de precisão em aço inoxidável.
Compreender os padrões da indústria
Normas como a ASTM A732 e a ISO 8062 classificam as tolerâncias de fundição. As tolerâncias da ISO 8062-CT4 são próximas de ±0,1 mm (por exemplo, ±0,12 mm para comprimentos ≤100 mm). Essas altas tolerâncias são especificadas apenas para peças críticas.
Por exemplo, as pás de turbinas na indústria aeroespacial e as articulações artificiais na área médica exigem padrões CT4 ou superiores. As tolerâncias CT5 (±0,18 mm para comprimentos ≤100 mm) não atenderiam à precisão de ±0,1 mm.
A JS Precision tem a capacidade de reproduzir peças fundidas de precisão com grau CT4, atendendo aos padrões globais de forma consistente. Assim que você nos informar suas necessidades, encontraremos a solução de controle de tolerância ideal para garantir a precisão das peças.
Principais fatores que influenciam as tolerâncias na fundição de precisão
Para atingir uma tolerância de ±0,1 mm, é essencial primeiro compreender as variáveis mais significativas nas tolerâncias de fundição de precisão. Qualquer variação no processo pode ser a causa de tolerâncias não conformes. Um desvio de 0,02 mm no modelo de cera pode resultar em um erro de 0,1 mm na peça fundida.
Estabilidade do padrão de cera
A taxa de contração da cera, o processo de moldagem por injeção e as condições de armazenamento são as principais variáveis. A porcentagem de contração pode variar de 0,5% a 2% entre diferentes tipos de cera. Ceras de baixa temperatura (ponto de fusão de 50-60°C) contraem cerca de 0,8% a 1,2%, enquanto ceras de temperatura média (ponto de fusão de 70-80°C) contraem cerca de 1,5% a 2%. Priorizamos o uso de ceras de baixa temperatura para minimizar as diferenças de contração.
No processo de injeção, a pressão deve ser mantida entre 5 e 8 MPa, e as flutuações de temperatura devem estar dentro de ±2°C. Pressão baixa fará com que o padrão de cera não seja preenchido completamente, e pressão alta gerará facilmente tensões internas.
Durante o armazenamento, o ambiente deve ser mantido a 22°C ± 1°C e a umidade relativa do ar entre 50% ± 5%. Umidade acima de 60% fará com que o molde de cera absorva água e se expanda, com variações dimensionais de 0,03 a 0,06 mm.
Molde Shell "Fidelidade"
Sua capacidade de manter a forma original em altas temperaturas depende do coeficiente de expansão térmica do material cerâmico e da uniformidade da espessura da casca do molde.
Os moldes de sílica sol, amplamente utilizados, possuem um coeficiente de expansão térmica de aproximadamente 1,2 × 10^-6/°C, enquanto os moldes de silicato de sódio apresentam um coeficiente de expansão de cerca de 2,5 × 10^-6/°C. Utilizamos moldes de sílica sol para reduzir a deformação térmica.
A espessura da casca do molde deve ser uniforme, com uma tolerância de ±0,2 mm. Regiões mais espessas podem levar a uma transferência de calor não uniforme durante a queima e, consequentemente, a uma contração desigual da casca do molde, resultando em variações dimensionais de 0,05 a 0,1 mm na peça fundida.
Encolhimento do metal
A contração de todos os tipos de aço inoxidável , do estado líquido ao sólido, está sujeita a um fator muito significativo que deve ser compensado com precisão. Por exemplo, a contração do aço inoxidável 304 é de aproximadamente 1,8%, enquanto a do aço inoxidável 316 é de aproximadamente 1,6%. Calculamos a compensação para cada tipo individualmente.
Por exemplo, na produção de peças em aço inoxidável 304, o tamanho do molde é aumentado em 1,8% a 2% para que a peça atinja o tamanho desejado após o resfriamento e a contração do metal. Um desvio de 0,1% na compensação resultará em um erro dimensional de 0,2 mm para uma peça de 200 mm de comprimento.
Fatores Ocultos que Levam à Tolerância: Os Desafios Especiais da Fundição de Aço Inoxidável
A fundição de aço inoxidável apresenta seus próprios problemas. Se esses "fatores críticos de tolerância" não forem resolvidos, torna-se difícil manter uma tolerância de ±0,1 mm. Esses problemas são ignorados pela maioria das empresas e, consequentemente, lotes de peças fundidas são rejeitados devido a inconsistências dimensionais.
Corrosão superficial e inclusões
A razão é que o cromo presente no aço inoxidável reage com o material da carcaça do molde ou com o oxigênio do ar. As inclusões de óxido formadas (por exemplo, Cr₂O₃) aderem à superfície da peça fundida , criando poros. Inclusões com diâmetro superior a 0,05 mm podem reduzir a resistência à tração da peça em 10% a 15%.
Solução: Utilize um material de camada superficial neutro ou inerte (por exemplo, areia de zircão de granulometria 120 ou quartzo fundido) para reduzir a reação com o cromo. A fundição também deve ser realizada sob atmosfera de argônio (pureza ≥99,99%) para evitar o contato do metal fundido com o ar.
Rachaduras a quente e deformação
A causa é a elevada contração linear dos aços inoxidáveis austeníticos (por exemplo, aço inoxidável 304 e 316). O aço inoxidável 304 apresenta uma contração linear de aproximadamente 2,1%, e o aço inoxidável 316, de aproximadamente 1,9%. A tensão térmica é facilmente gerada durante a solidificação. O surgimento de trincas é inevitável quando a tensão excede a resistência do material.
Solução: Aprimorar o projeto do canal de alimentação e do alimentador utilizando o software de simulação MAGMAsoft, de forma que a peça fundida solidifique longe do canal de alimentação e do alimentador, obtendo-se assim uma solidificação sequencial. Além disso, foi implementado um sistema de molde flexível com uma camada interna de fibra cerâmica de alta elasticidade para acomodar as tensões durante a solidificação e reduzir a deformação.
"Desvio" dimensional
A razão reside no efeito cumulativo de pequenas variações de todos os fatores mencionados. Por exemplo, uma variação de 0,03 mm na contração do modelo de cera, uma variação de 0,04 mm na deformação térmica da carcaça do molde e uma variação de 0,03 mm na compensação da contração do metal podem resultar em uma variação de 0,1 mm na dimensão da peça fundida.
Solução: Estabelecer um sistema abrangente de controle estatístico de processo , com amostragem a cada duas horas e inspeção de cinco pontos-chave a cada amostragem. Sempre que algum ponto apresentar flutuação superior a ±0,05 mm, as condições do processo são corrigidas imediatamente, por exemplo, aumentando a temperatura de injeção do modelo de cera em 0,5 °C ou aumentando o tempo de queima do molde em 10 minutos, para garantir a estabilidade dimensional.
A JS Precision possui soluções comprovadas para os problemas específicos da fundição de precisão em aço inoxidável , prevenindo defeitos e garantindo a estabilidade dimensional das peças fundidas. Entre em contato conosco caso tenha alguma necessidade nesse sentido.

Seleção de materiais: Quais tipos de aço inoxidável são mais adequados para atingir essas tolerâncias?
A utilização de um aço inoxidável de qualidade adequada simplifica consideravelmente a obtenção de tolerâncias de ±0,1 mm.
Em geral, é mais fácil para ligas com uma faixa estreita de temperatura de cristalização, boa fluidez e tendência normal à contração atingir altas tolerâncias. Além dos aços inoxidáveis 316 e 304, aços inoxidáveis de baixo carbono, como o 316L e o 304L, são comumente usados na fabricação de peças fundidas de alta precisão. A comparação entre os tipos mais comuns de aço inoxidável é apresentada a seguir:
| Aço inoxidável | Principais características | Desempenho de tolerância | Aplicações | Compatibilidade do processo de fundição |
| Aço inoxidável 316 | Contém molibdênio, com boa resistência à corrosão e alta resistência térmica, temperatura de cristalização de 1400-1450°C. | Com processamento rigoroso, pode atingir uma precisão de ±0,08 mm. | Pode ser aplicado em aplicações de engenharia médica e naval de alto nível. | Boa fluidez, encolhimento uniforme e fácil controle. |
| Aço inoxidável 304 | Universal, com boa capacidade de moldagem e baixo custo. Faixa de temperatura de cristalização: 1420-1460°C. | Adequado para peças de precisão em geral com tolerância de ±0,1 mm. | Adequado para instrumentos de precisão em geral e acessórios industriais. | Encolhimento constante, adequado para produção em massa. |
| Aço inoxidável 316L | Baixo teor de carbono, boa soldabilidade e biocompatibilidade. Faixa de temperatura de cristalização de 1390 a 1440 °C. | Adequado para peças médicas de precisão com tolerância de ±0,09 mm. | Adequado para dispositivos médicos implantáveis e processamento de alimentos. | Apresenta uma contração ligeiramente menor que o aço 316, sendo adequado para peças com cavidades complexas. |
| Aço inoxidável 304L | Baixo teor de carbono, excelente resistência à corrosão intergranular, faixa de temperatura de cristalização de 1410 a 1450 °C. | As peças de precisão convencionais podem atingir uma tolerância de ±0,11 mm. | Equipamentos químicos, conexões para tubulações de baixa temperatura. | O desempenho de fundição é semelhante ao do aço 304, mas o custo é ligeiramente superior. |
O resultado é que os aços 316, 316L, 304 e 304L podem atender aos requisitos de tolerância de ±0,1 mm.
A escolha entre o aço inoxidável 316 e o 316L baseia-se em ambientes extremamente corrosivos ou em requisitos de biocompatibilidade. Já a escolha entre o 304 e o 304L é uma opção econômica sem comprometer o desempenho. O 304 é adequado para peças tradicionais produzidas em larga escala, enquanto o 304L é indicado para aplicações que exigem alta resistência à corrosão intergranular.
Fundição inovadora: um conflito com outros processos de precisão
Uma comparação entre a fundição de precisão e outros processos de precisão demonstra claramente sua superioridade na fabricação de peças com tolerâncias de ±0,1 mm.
| Dimensões de comparação | Fundição de Precisão | Usinagem CNC | Impressão 3D em metal (SLM) |
| Utilização de Materiais | Formato próximo ao final, desperdício mínimo e economia no custo dos materiais. | Alto índice de remoção de estoque, baixa utilização e alto desperdício de material. | Alto aproveitamento de materiais, mas custos elevados de equipamentos. |
| Adequado para peças complexas | Adequado para cavidades complexas e paredes finas, com possibilidade de moldagem em peça única. | Peças muito complexas são impossíveis de usinar e precisam ser montadas em várias partes. | Grande liberdade de design, mas a baixa qualidade da superfície exige pós-processamento. |
| Custo do lote | Custo unitário extremamente baixo na produção em massa, normalmente entre US$ 10 e US$ 50 por peça. | Alto, de US$ 20 a US$ 100 por peça, com pequenas variações dependendo do tamanho do lote. | Custo moderado para pequenas séries, custo elevado para grandes séries, de US$ 30 a US$ 150 por peça. |
| Propriedades Mecânicas do Material | Isotrópico, idêntico à fundição tradicional, com propriedades mecânicas reproduzíveis. | Desempenho reproduzível, mas dependente da qualidade do lote. | Anisotropia presente, sendo necessário pós-processamento para atingir o desempenho ideal. |
A principal vantagem da fundição de precisão é que ela proporciona um equilíbrio ideal entre complexidade, custo de produção em massa e propriedades mecânicas do material, o que a torna particularmente adequada para a produção em massa de peças complexas e de alta precisão em aço inoxidável.
A JS Precision oferece serviços de fundição de precisão online. Com vantagens significativas em termos de custos para a produção em massa. Após o envio de suas necessidades online, forneceremos rapidamente soluções de processo e análises de custos para ajudá-lo a reduzir as despesas de produção.
O preço da precisão: análise de custo-benefício do investimento em uma tolerância de ±0,1 mm.
Buscar uma tolerância de ±0,1 mm é mais caro, mas, ao longo de todo o ciclo de vida do produto, geralmente compensa o investimento. Os clientes sempre se preocupam com o aumento de custos no início, mas, após a efetivação do projeto, descobrem que o custo total é menor.
Análise de custos
A precisão de ±0,1 mm implica em custos explícitos mais elevados, como matérias-primas mais caras, ciclos de processo mais longos, equipamentos de teste mais sofisticados e recursos humanos de melhor qualidade.
Economias de custos ocultas
Os custos de usinagem podem ser reduzidos ou até mesmo eliminados. As taxas de refugo podem ser significativamente reduzidas e altas taxas de rendimento podem evitar perdas por lotes de refugo. O tempo de lançamento do produto no mercado pode ser acelerado pela redução das etapas de processamento e pelo encurtamento da cadeia de produção. O desempenho e a confiabilidade do produto podem ser aprimorados e os custos futuros de manutenção podem ser reduzidos.
Guia de Decisão: O investimento em fundição de precisão compensa mais quando o componente é de alto valor, crítico para a montagem, difícil ou impossível de pós-processar, ou requer desempenho extremo.
A JS Precision pode ajudar a reduzir a estrutura de custos de fundição de precisão e a diminuir os custos ao longo do ciclo de vida. Uma análise detalhada de custo-benefício será apresentada durante a sua consulta para esclarecer o seu retorno sobre o investimento.
Análise da capa JS Precision: Como a precisão de ±0,1 mm garante o ritmo da vida
Requisitos do cliente
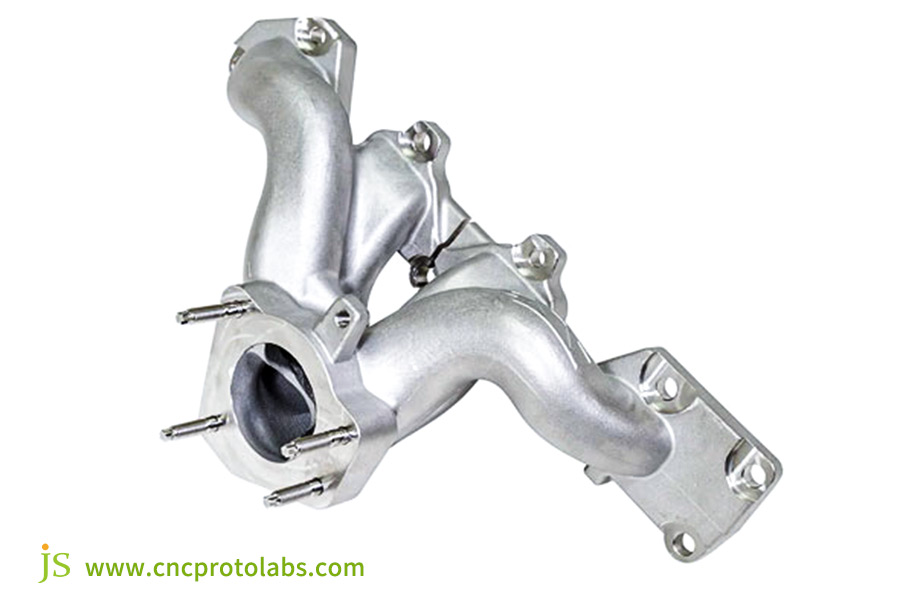
Uma das cinco maiores empresas globais de dispositivos médicos precisava projetar um impulsor de aço inoxidável, o coração de uma microbomba cardíaca. O impulsor tinha um diâmetro de 25 mm com três pás helicoidais, cada uma com 0,8 mm de espessura. O erro de passo das pás precisava ser de ±0,05 mm e a tolerância geral era de ±0,1 mm. A biocompatibilidade também era um requisito para garantir a ausência de risco de hemólise.
Solução do JS
1. Em termos de seleção de materiais, optou-se pelo aço inoxidável 316L, que apresenta boa biocompatibilidade. Testes de composição também foram realizados para garantir um teor de cromo entre 16% e 18% e um teor de molibdênio entre 2% e 3%, conforme as normas ISO 10993.
2. Foi realizada uma simulação computacional utilizando o software MAGMAsoft para calcular separadamente a contração de 12 locais-chave do impulsor (por exemplo, a ponta da pá e a transição da raiz), o que resultou em um fator de ampliação do molde personalizado e não uniforme de 0,8% a 1,2%.
3. O molde de cera foi feito com cera alemã de baixa temperatura. Em uma oficina com temperatura e umidade constantes de 22°C ±1°C e 50% ±5% , uma prensa de cera totalmente automática (precisão: ±0,02 mm) foi utilizada para obter uma repetibilidade de ±0,03 mm.
4. O molde foi construído com sete camadas de cerâmica especial, sendo a camada superficial composta por areia de zircão de granulometria 150 e a quarta camada reforçada com uma camada de 0,3 mm de espessura para evitar deformações.
5. O processo de fusão e vazamento a vácuo (vácuo <5Pa) foi realizado com o sistema de canais de alimentação otimizado (diâmetro do canal de 2mm) para um preenchimento suave do molde.
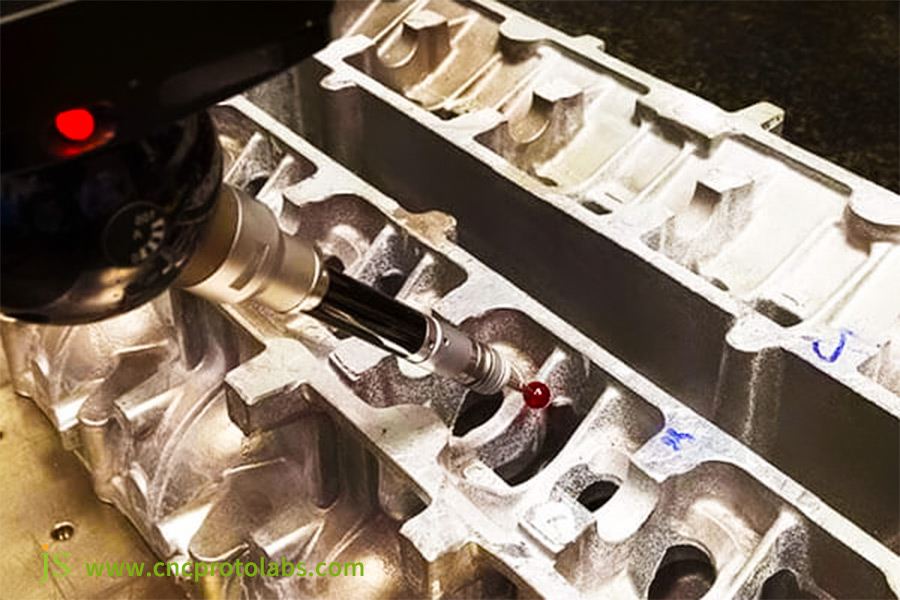
6. Uma máquina de medição por coordenadas tridimensional (precisão: 0,001 mm) realiza uma inspeção de 100% em 20 pontos de cada impulsor.
Resultado final
Essas 100 turbinas foram finalizadas com uma taxa de aprovação de 98%, e todas as dimensões críticas estavam dentro de ±0,08 mm e a rugosidade superficial Ra <3,2 μm. O cliente pôde dispensar completamente o polimento e o pós-processamento, e conseguiu entregar este produto vital ao mercado antes do prazo previsto.
Por fim, a empresa obteve os direitos exclusivos de fornecimento dessa série de impulsores e já vendeu mais de 5.000 unidades desde então.

Por que a JS Precision é a melhor parceira para ajudá-lo a superar o problema de tolerância de ±0,1 mm?
Escolha a JS Precision porque podemos ajudá-lo a atingir uma tolerância de ±0,1 mm como padrão em todos os projetos.
- Não é a máquina, é o sistema: além de salas limpas e equipamentos de ponta, contamos com um sistema de fundição de precisão baseado em dados para controle em cada etapa.
- Banco de dados de processos interno: Criamos um banco de dados proprietário de taxas de contração e parâmetros de processo para diferentes materiais e estruturas, baseado na experiência de milhares de trabalhos bem-sucedidos, possibilitando a "manufatura preditiva".
- Controle "microscópico" de todo o processo: Mais de 50 pontos de controle de qualidade, desde o recebimento da matéria-prima até o envio do produto, garantem a confiabilidade do processo e zero desvios dimensionais.
- Colaboração liderada por engenheiros: Somos uma extensão da sua equipe de P&D, participando da fase de projeto do produto e fornecendo análises de fabricação para garantir altas tolerâncias desde a origem.
Perguntas frequentes
Q1: Para uma tolerância de ±0,1 mm, qual é o tamanho de peça adequado para fundição de precisão?
Essa tolerância é mais adequada para componentes de pequeno e médio porte, tipicamente com uma dimensão máxima de contorno inferior a 300 mm. À medida que o tamanho do componente aumenta, a quantidade de erros cumulativos provenientes de fontes como contração do padrão de cera e deformação da casca aumenta exponencialmente. A possibilidade de atingir essa tolerância depende da avaliação de uma equipe profissional com base na estrutura da peça.
Q2: É viável uma tolerância de ±0,1 mm para todos os componentes de aço inoxidável?
Infelizmente, não. Componentes com seção transversal extremamente espessa e paredes finas, ou componentes com grandes áreas planas, tendem a ser difíceis de controlar devido às taxas de resfriamento desiguais e à concentração de tensões. É necessária uma análise crítica do seu projeto por um profissional qualificado para determinar se essa tolerância é viável.
Q3: O que é mais crucial para alcançar essa tolerância?
O mais importante é a estabilidade controlada de todo o processo, pois a instabilidade em qualquer etapa pode levar ao fracasso. A estabilidade dimensional do modelo de cera é crucial. Se o próprio modelo de cera estiver grosseiramente incorreto, será difícil corrigi-lo no processamento subsequente. Um projeto preciso de compensação de contração também é necessário, compensando antecipadamente a alteração dimensional resultante da contração do metal.
Q4: O que preciso fornecer para obter um orçamento e um estudo de viabilidade?
Por favor, forneça-nos seus dados CAD 3D em formato de arquivo STEP ou IGS, o tipo de material (por exemplo, aço inoxidável 304 ou 316), o tipo de tolerância (por exemplo, ±0,1 mm) e o volume necessário anualmente. Isso nos permite determinar com precisão a viabilidade do processo, o custo de produção e fornecer um orçamento adequado e um estudo de viabilidade profissional.
Resumo
A precisão de ±0,1 mm na fundição de precisão em aço inoxidável não é apenas um número; é arte, paciência e dados em seu melhor. É a conversão de uma arte altamente variável em ciência reproduzível, precisa e previsível.
A JS Precision, com sua vasta experiência em fabricação de fundição de precisão personalizada , sistemas completos e equipe experiente, pode ajudá-lo a levar componentes de alta precisão da prancheta à produção.
Faça seu pedido online e entraremos em contato rapidamente, garantindo qualidade e precisão em todas as etapas, desde a inspeção do processo até a entrega da produção. Somos seu parceiro de negócios confiável para atender às suas necessidades de tolerância de ±0,1 mm.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

