

醸造機のギアクラフトビールの中核設備の「心臓部」であり、穀物の搬送から麦芽の粉砕、ビールの混合に至るまで、あらゆる工程で非常に重要な役割を果たしています。
しかし、ほとんどのビール醸造所はいくつかの問題を抱えています。過剰なギアの騒音がビール醸造所の周囲に影響を及ぼし、頻繁な磨耗はメンテナンスのための継続的なダウンタイムを意味し、オーダーメイドで注文したギアの納期は保証されません。

この競争の激しい歯車製造業界において、信頼性、コスト効率、食品グレードの機器要件に関する専門知識を提供してくれるパートナーは誰でしょうか?
このガイドでは、設計、材料の選択から調達までのすべてを詳しく説明し、世界をリードする醸造機器ブランドが当社にカスタム歯車切断を委託する理由を示します。
コア解答表
| 調達の意思決定の次元 | よくある課題と誤解 | JS Precision のプロフェッショナルなソリューションと価値 |
| プロセスと価格の透明性 | カスタマイズのプロセスは透明ではなく、大幅な価格変動に伴い多くの隠れたコストが発生します。 | ワンストップのカスタマイズ プロセス:設計サポートから完成品の納品まで、明確な価格体系、隠れた手数料なし、最も競争力のあるギア製造価格。 |
| 品質評価と信頼性 | サプライヤーの真の能力を評価するのが難しい。海外製造の品質の安定性に不安がある。 | 視覚化された品質証拠:材料認証から精密歯車研削サービスまで、当社は AGMA レベル 10 までの精度でエンドツーエンドのテストレポートを提供します。 |
| サプライチェーンと費用対効果 | 「については不明」ギアはどこで買えますか地元と海外のサプライヤー間の配慮を考慮して、最高の価値を提供しますか? | 最適なグローバルサプライチェーンソリューション:中国での高付加価値製造によるコストメリットと欧米の均一品質システムを組み合わせ、「低価格」を超えた高価値・低騒音のギヤドライブソリューションを提供します。 |
| 特定の技術的ニーズ | ブリュワーアイドラプーリーの設計とスパイラルベベルギアの製造の両方を理解している専門家を見つけるのは困難です。 | 専門分野を超えた技術統合:当社のエンジニアは、醸造装置の動作条件とハイエンドのギアトランスミッション技術の両方に熟練しており、コンポーネントからシステムまで最適化されたソリューションを提供します。 |
このガイドが信頼できる理由JS精密醸造機の歯車製造の包括的な分析
JS プレシジョンのこの分野に深く根差した専門家による、歯車加工の強みがこのガイドの核心です。
当社は、ISO 9001:2015 やISO 13485:2016は、世界中の500 を超えるさまざまなビール機器メーカーやクラフトビール醸造所にサービスを提供しており、カスタムビールマシンギアの豊富な経験を持っています。
当社では、食品グレードの 316L ステンレス鋼から自己潤滑性のエンジニアリング プラスチックに至るまで、ビール生産の特定の環境に合わせて選択された 80 以上の異なる素材を提供しています。高度な CNC ホブ加工、歯車成形、精密歯車研削サービスを採用し、公差が ±0.01 mm 以内に制御されたAGMA 9 ~ 10 の精度を生産し続けています。
これは理論的なガイドではなく、 1,000 を超える醸造機械のギア プロジェクトにおける私たちの経験をまとめたものです。各推奨事項は、選択および調達時によくある間違いを避けるために実際にテストされています。
当社の醸造機ギアの製造能力を確認したいですか?機器のパラメーターを提供していただくと、同様の醸造所からの 3 つの成功事例とテスト レポートを無料で共有し、当社の職人技の基準を直接理解していただくことができます。
カスタムビールマシンギアのプロセスとコストは何ですか?
カスタム ビール マシン ギアの核心は、精度、寿命、コストのバランスをいかに取るかです。同様に、コストの透明性を確保するためにプロセスを標準化する必要があります。
その品質システムは、米国機械学会 (ASME) の生物処理装置規格 ( ASME BPE-2022 )。
そこで、 JSプレシジョンのフルカスタム歯車加工の工程とその費用について詳しくご説明いたします。
4 段階の透過的なカスタマイズ プロセス
1. デザインコラボレーションと DFM 分析:エンジニアは設計を検討し、ビールの製造環境に基づいてギアのプロファイルと材料を最適化し、欠陥を回避します。
2. 正確な見積りと解決策の確認:材料、機械加工、熱処理、精密歯車研削サービスを含めた明確な見積りを、費用を隠すことなく提示します。
3. 管理された製造と工程検査:一貫性を保証する CNC 装置を使用して、重要な段階で必要な検査ポイントを備えた自社工場で全プロセスを生産します。
4. 最終検査と認証および期日通りの納品:テストレポートとリアルタイムの物流追跡による 100% 工場検査により、期日通りの納品を保証します。
詳細なコストの内訳
醸造機械のギアのコストを決定する 3 つの主な要素は、材料、プロセス、バッチ サイズです。
1. 材料の種類:
| 材質の種類 | 該当するシナリオ | 単価帯(USD/個) | 特徴 |
| 食品グレードの 304 ステンレス鋼 | アルコールと直接接触しない部品。 | 50-150 | 中程度の耐食性、中程度のコスト。 |
| 316L 食品グレードのステンレス鋼 | ワインの液体部分と直接接触する。 | 80-220 | 最適な耐食性、長寿命。 |
| POM | 軽負荷および低ノイズの要件。 | 30-80 | 自己潤滑式で低騒音です。 |
2. プロセスコスト:
| プロセスの種類 | 処理内容 | 単価帯 USD/個 | 効果 |
| カスタムギアカット(歯車ホブ加工) | 一般的な歯車輪郭加工 | 20-50 | 一般的な精度要件を満たします |
| カスタムギアカット(ギアシェーピング) | 複雑な歯車形状加工 | 30-60 | 特殊なギア構造を採用 |
| 精密歯車研削サービス | 歯車の表面研削+整形 | 30-80 | 精度向上、ノイズ低減 |
3. バッチ効果:
小ロット試作品(1~10個)の単価は、大規模生産(100個以上)の単価より30%~50%高くなります。
たとえば、316L ステンレス鋼の醸造マシン ギアの単価は、10 個未満の場合は約 180 ドルですが、100 個を超える場合は約 120 ドルに下げることができます。年間生産計画と合わせて購入量を計画することをお勧めします。
歯車製造サプライヤーの品質を真に評価するにはどうすればよいですか?
歯車製造サプライヤーを選ぶときは、価格だけを見ることはできません。精密な歯車研削サービスのレベルは、醸造マシンの歯車の騒音と寿命に直接影響します。技術力と品質管理力を重視することが重要です。
必ず尋ねるべきチェックリストと必見の証拠
必ず尋ねるべき技術的な質問
- 醸造マシンのギアではどのようなAGMA/DIN精度レベルを取得できますか?テストデータは入手可能ですか?
- 高湿度下での熱処理における歯車の変形抑制、どのような対策があるのですか?
- 成功した低騒音ギア ドライブ ソリューションのケース スタディにはどのようなものがありますか? (おそらく騒音テスト レポートも含まれます)。
主要な品質証拠
現在の顧客から試験報告書、材料品質証明書、熱処理記録を求めてください。本当の歯車製造専門家は、精密歯車研削サービスの機能を文書化する際に不可欠なこれらの詳細を喜んで提供します。
設備およびプロセスの検査
- 主要設備: CNC歯車ホブ盤、歯車整形盤、歯車研削盤の構成を紹介します。 JSプレシジョン社の輸入歯車研削盤による歯形修正。
- 試験能力:歯車測定センター、硬度試験機などが不可欠であり、当社の製品の各バッチは複数の試験を受けます。
サプライヤー選択の落とし穴を避けたいですか?有能なパートナーを迅速に選別するのに役立つ 10 の必須検査項目を記載した「歯車製造サプライヤー評価チェックリスト」を無料でダウンロードしてください。
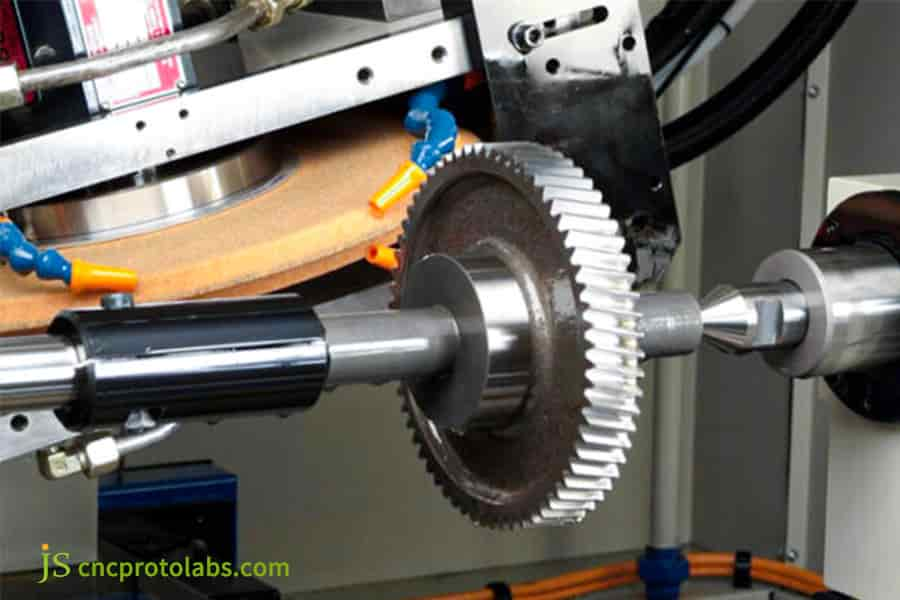
図 1: サプライヤーがハイエンド精密歯車研削盤などのコア歯車製造設備を備えているかどうかを確認します。
耐久性のあるブリュワー アイドラー プーリーの材料選択とコスト ガイド
の選択ブリュワーアイドラープーリーは機器の安定性とメンテナンスのコストに直接関係します。一般的な材料と参考価格を次の表で比較します。
| 材料 | 該当するシナリオ | 単価帯(USD/個) | 特徴 |
| 316L ステンレス鋼 | 液体との直接接触 | 60-180 | 高い耐食性、長寿命 |
| 陽極酸化アルミニウム合金 | 液体との間接的な接触 | 40-120 | 軽量でコストパフォーマンスが高い |
| エンプラPOM | 軽負荷、低騒音 | 20-60 | 自己潤滑、低騒音 |
価格が極端に低い場合は、材料のグレードが低下していることを示している可能性があり、腐食や破損のリスクが高まり、メンテナンス費用が高くなります。

図 2: プラスチック製アイドラプーリー
総合価値が最も高いギアはどこで購入できますか?
「どこでギアを買えばいいのか」という答えを見つけようとするとき、低価格の罠にはまらないようにしてください。歯車製造業界の実際の価値は、寿命、メンテナンスコスト、ダウンタイムによる損失と併せて考慮する必要があります。
地元のサプライヤーには、コミュニケーションが便利でリードタイムが短いという利点があり、緊急の小ロットの購入に利用できます。材料と加工能力が限られているため、高度な要件を持つ醸造機械のギアのニーズを満たすことが困難です。
JS Precision は海外の専門家として、 歯車製造業長年にわたり、技術の深さと規模の利点を備えています。カスタム歯車切断や精密歯車研削サービスなど、全プロセスのサービスを提供できます。国境を越えるリードタイムは若干長くなりますが、総所有コストは低くなります。
当社は高価値のカスタム歯車切断に焦点を当てており、ビール醸造所向けにカスタマイズされた醸造機歯車ソリューションを提供しています。
注文から納品まで: カスタム歯車切削の現実的なリードタイムはどれくらいですか?
カスタム歯車切断の納品サイクルは、醸造所の設備のメンテナンスとアップグレードにおいて重要な考慮事項です。 JS Precision は長年の生産経験に基づいて、実際のタイムラインを分析し、調達戦略の計画を支援します。
標準的なタイムラインの内訳
- プロセスの準備:図面のレビュー、プログラミング、プロセス計画に 1 ~ 3 日かかります。複雑なギアの場合は、DFM 解析を考慮してさらに 1 ~ 2 日追加します。
- 原材料の調達: 3 ~ 7 日 (304 ステンレス鋼と POM は常に在庫がありますが、316L ステンレス鋼などの特殊な材料は 3 ~ 5 日かかります)。
- 機械加工と熱処理:荒加工、熱処理、仕上げ加工を含めて5〜10日。熱処理には 2 ~ 3 日かかりますが、これはギアのハーネスと寿命にとって非常に重要です。
- 精密研削とテスト: 3 ~ 5 日 (精密歯車研削サービス2~3日、最終検査と報告書の発行には1~2日かかります)。
全体的な標準的な配送サイクルは 12 ~ 25 日ですが、具体的な時間は次の要因の影響を受ける可能性があります。
- 特殊材料:特殊合金材料の購入サイクルは最大 7 ~ 10 日かかる場合があります。
- 歯車装置の複雑さ:まがりかさ歯車などの複雑な構造の加工時間は 3 ~ 5 日長くなります。
- 特殊熱処理:浸炭焼入れにはさらに3日間かかります。
- 現在の注文スケジュール:通常 3 月から 5 月と 9 月から 11 月に発生する繁忙期には、スケジュールが大幅に長くなり、注文が 2 ~ 3 日延長される可能性があります。
緊急の修理やプロトタイプのニーズに対しては、 7 ~ 10 日以内に納品できる迅速な生産プロセスをご用意しています。ただし、急ぎの処理には10% ~ 20% の特急料金がかかります。お急ぎでない場合は、標準サイクルでのご購入をお勧めいたします。
緊急のカスタムギアカットが必要ですか?すぐに当社のサービスホットラインに電話して、ギアの種類と数量、最新の納期をお知らせください。当社は自社の能力を評価し、お客様のダウンタイム損失を最小限に抑えるための最適なソリューションを迅速に提供します。
低騒音ギアドライブソリューションの価格プレミアムとROI
ビール醸造所の生産環境では、低騒音ギアドライブソリューションは作業の快適性を向上させるだけでなく、長期的にも大きなメリットをもたらします。このようなソリューションの初期コストは高くなりますが、投資収益率はかなり高くなります。
騒音源と解決コスト
ブリューワーマシンのギアから発生する異音は、主に歯面の摩擦やトランスミッションの衝撃によって発生します。対応するソリューションとコストは次のとおりです。
- 歯形修正と高精度研削:精密歯車研削サービスは、歯面接触面積を最適化し、摩擦騒音を低減するために微細な修正を行います。コストは約 20 ~ 40% 増加し、騒音は約 5 ~ 10 dBA低減され、動作騒音は 70 dBA 未満に抑えられました。
- 特別な潤滑と材料のマッチング:食品グレードの合成グリースと耐摩耗性のギアペア材料を採用。 316Lステンレス鋼+ POM により摩耗と騒音が軽減されます。コストは約 10 ~ 15% 増加しますが、騒音はさらに3 ~ 5 dBA減少し、潤滑時間は延長されます。
投資収益率 (ROI) の計算
中規模のクラフトビール醸造所を例として、低騒音ギアドライブソリューションを使用した場合の ROI 分析を以下に示します。
- 機器のプレミアム:ノイズの低減により生産環境が改善され、機器の市場価格が10% ~ 15% 上昇します。
- エネルギー節約:最適化されたギアドライブ効率 - 3 ~ 5% 向上。 10kW ユニットの場合、これは年間約 800 ドルから 1,200 ドルの電力節約に相当します。
- メンテナンスコスト:ギアの寿命が 1 年から 3 年に延長され、年間メンテナンスコストが 2000 ドルから 600 ドルに削減され、3 年間で合計 4200 ドルの節約になります。
一般に、初期コストの増加は 1 ~ 2 年以内に回収可能ですが、低騒音と低メンテナンスにより長期的なメリットが得られます。
醸造所向けに低騒音のギアドライブソリューションを設計したいですか?機器のモデルと現在の騒音データを提供してください。投資収益率サイクルを明確に理解できるように、カスタマイズされた騒音低減ソリューションと ROI 分析レポートを無料で提供します。
スパイラルかさ歯車メーカーから見積もりを取得するにはどうすればよいですか?
スパイラル ベベル ギヤは高度な構造をしており、非常に高い精度が必要です。専門家を選ぶことは非常に重要ですスパイラルベベルギヤメーカーより優れた伝送パフォーマンスを確保します。 JS Precision から見積もりを取得するための詳細なガイドは次のとおりです。これにより、できるだけ短い時間で正確な見積もりを得ることができます。
有効な問い合わせ情報を提供してください
スパイラルベベルギヤの見積には、非常に正確なパラメータのサポートが必要です。事前に次の主要な描画パラメータを準備してください。
- 基本パラメータ:モジュール、ギア比、シャフト角度 (通常 90°)、ねじれ方向。
- 構造パラメータ:取り付け距離、歯幅、穴径、キー溝の寸法。
- 性能要件:伝送出力、速度、動作環境湿度、腐食。
- 数量と配送要件:購入する数量、必要な急ぎサービス、配送先住所。
プロフェッショナルチャンネルに直接連絡する
一般の歯車工場ではスパイラルベベルギヤの加工能力や経験が十分ではない可能性があるため、JS プレシジョンの「技術相談」チャネルを通じて当社のベベルギヤ専門チームに直接連絡することをお勧めします。
当社の専門家はスパイラルベベルギヤの設計と加工において 10 年以上の経験があるため、最適化の提案を迅速に行うことができます。
お問い合わせからコラボレーションまで
当社は見積もりを行うだけでなく、お客様のアプリケーション シナリオを分析し、最適な歯車タイプ (グリーソンまたはクリンゲルンベルク) と最適な製造プロセスを提案することもできます。ビール醸造装置のトランスミッション要件については、ギアが湿気の多い環境に適していることを保証するために、耐摩耗性と低ノイズのソリューションを好みます。
ケーススタディ: クラフトビールチェーンの穀物コンベヤードライブで 55% の騒音低減を達成
クライアントの問題点:
全国に 20 店舗を展開する有名なクラフト ビール チェーンでは、穀物コンベヤー システムの醸造機械のギアに 2 つの長年の問題が発生しました。
- 動作騒音は85 dBA に達し、店内の顧客体験に影響を与えました。
- ギアの磨耗が激しく、 9 か月ごとに交換する必要があったため、高額なメンテナンス費用が発生し、通常の業務に支障をきたしました。
JS プレシジョン ソリューション:
このような問題点を背景に、このブランドは JS Precision にアプローチしました。
当社のエンジニアはまず現場の機器を検査し、元のギアが共通のギアを使用していることを発見しました。 ホブ加工精度はAGMA 6 のみで、その結果、歯面が粗くなり、摩擦音が大きくなります。さらに、材質は通常の炭素鋼で、湿気の多い環境では腐食や摩耗が発生しやすいです。
これらの問題に対処するために、当社は完全な低騒音ギア ドライブ ソリューションを提供しました。
- ギアペアの再設計:ブリューワーマシンギアの歯形を最適化し、修正された設計を採用し、歯面接触面積を増やし、衝撃音を低減します。
- アップグレードされた製造プロセス:従来の精密転造の代わりに精密歯車研削サービスを採用し、精度を AGMA グレード 9 にさらに向上させ、歯面粗さを Ra 0.4μm 以下に低減しました。
- 最適化された材料と熱処理:ギアには食品グレードの 316L ステンレス鋼が選択され、制御された窒化処理により、表面硬度は 60HRC に達しました。優れた耐摩耗性と耐食性を備えていました。
定量化された結果:
導入後、次の重要な結果が得られました。
店舗の穀物コンベヤシステムの動作騒音は 85dBA から 70dBA に低減され、主観的な聴覚が55% 低減され、店舗環境が大幅に改善されました。
ギアの寿命は 9 か月から3 年以上に延長され、頻繁に交換する必要はありません。単一の伝送システムの年間保守コストは 2,500 ドルから 1,500 ドルに削減され、 40% 削減されました。
現在、同ブランドは全店舗の設備更新を完了し、JS Precisionと長期的なパートナーシップを確立した。
この騒音を低減し寿命を延ばすソリューションを再現してみませんか?お客様固有の機器の問題点とニーズについてお知らせください。機器のパフォーマンスを向上させ、メンテナンスコストを削減するのに役立つカスタムソリューションと同様の事例の詳細を無料で提供します。

図 3: コンベヤー システムのギア
よくある質問
Q1: 醸造機械の歯車に使用される食品グレードの材料は何ですか?
食品グレードの304 または 316L ステンレス鋼、FDA 承認の POM および UHMW-PE エンジニアリング プラスチックをお勧めします。これらは無毒で耐食性があり、ビール製造の衛生基準に準拠しています。有鉛真鍮は避けてください。
Q2: メートル規格と帝国規格の両方に合わせて歯車を製造できますか?
はい、当社はISO、DIN、AGMAなどの国際規格に精通しており、お客様の図面に従ってメートル規格またはインペリアル規格の醸造機械ギアをお客様の機器にぴったりと合わせて製造できます。
Q3: 精密研削歯車の一般的な公差はどれくらいですか?
当社の精密歯車研削サービスは、AGMA 9 ~ 10 レベルの精度に達し、歯形と方向の誤差は0.005 mm 以内に制御されます。したがって、これらのギアは高い安定性を提供し、トランスミッションノイズを大幅に低減します。
Q4: 低騒音用途向けの推奨潤滑剤はありますか?
はい。歯面の摩擦を軽減し、騒音を低減し、衛生基準を満たすために、ビールマシンのギアの材質、速度、負荷に応じて、特別な食品グレードの合成グリースを提案します。
Q5: カスタムギアの最低注文数量はいくらですか?
厳密な最小注文数量はなく、単品試作から量産まですべてをサポートします。少量のバッチ注文でも、完全な設計の最適化と品質検査を利用して、プロトタイプのテストや緊急修理のニーズに対応できます。
Q6: ギアのみを供給しますか、それとも組み立てられたギアボックス全体を供給しますか?
上記2つが全て揃っております。当社は、ブリューワーマシンギア、ブリューワーアイドラープーリー部品、ギアボックス組立サービスを提供し、調達コストと組立コストの削減に貢献するワンストップソリューションを提供します。
Q7: 少量のカスタム平歯車の納期はどれくらいですか?
304 ステンレス鋼や POM などの標準材料を使用した、小規模バッチ (100 個未満) のシンプルなカスタム平歯車の場合、標準リードタイムは3 ~ 4 週間です。緊急のリクエストは10 日まで早めることができます。
Q8: 大量注文する前に、品質に関する主張を確認するにはどうすればよいですか?
を推奨します。まずは小ロット試作から、製品の品質を完全にテストできます。また、オンラインの仮想工場訪問をスケジュールして、当社の生産設備、品質管理プロセス、技術レベルを直感的に理解することもできます。
まとめ
ブリューワーマシンの歯車づくりの核心は「正確なフィット感」と「価値のバランス」です。
JS Precision を利用することで、スパイラル ベベル ギヤのメーカーだけでなく、アプリケーション シナリオを深く理解し、歯車製造業界の最先端の技術を活用してお客様に提供する長期的なパートナーを選択することになります。 低騒音ギアドライブソリューション。
機器の伝送性能とコスト構造を即座に最適化します。
→ 無料の設計レビューと正確な見積もりのために、ギアの図面をお送りください。
→ FDM ホワイトペーパーをダウンロードしてください。
→ 当社のギア専門家との 15 分間の技術通話を予約して、プロジェクトの課題について直接話し合ってください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

