

歯車ホブ加工サービス歯車加工のまさに中核であり、電気自動車の減速機の静かな動作から、最大レベルの信頼性が必要とされる航空宇宙用作動システムに至るまで、数多くの重要な用途に使用されており、言うまでもなく、ミクロンレベルの精度が命を救う安全要素となる医療機器の分野でも使用されます。
「機械の心臓」とも呼ばれる歯車の機能、騒音、耐用年数は、製造プロセスの精度と信頼性に直接依存します。
この記事では、歯車加工技術の基本、特に精密歯車ホブ切りについての洞察を提供し、技術の基礎からJS Precision などの最高級歯車加工会社の選択までの完全な青写真を提供します。
主要な回答の概要
| ガイドラインのハイライト | 主要な評価次元 | JS プレシジョン コア バリュー |
| プロセスを理解する | 原則、効率、プロセスの成熟度 | 歯車ホブ加工における数十年にわたる長年の経験、1000 以上の歯車のプロセス データベース。 |
| 精度保証 | 工作機械の性能、公差管理、検査システム。 | 輸入されたハイエンド機器、 ISO 5-8の精度レベルを達成、すべてのプロセスはSPCリアルタイム監視下にあります。 |
| サービスマッチング | カスタマイズの柔軟性、バッチの拡張性、技術サポート。 | 1 つのプロトタイプから 100 万個までの生産をサポートし、DFM とフルプロセスのエンジニアリング サポートを提供します。 |
| パートナーの選択 | 技術的な専門知識、品質システム、業界での経験、幅広いサービス範囲。 | ISO 9001:2015品質マネジメントシステム、電気自動車/精密トランスミッションおよび関連分野の開発に関わるワンストップサービス。 |
重要なポイント
- 精密歯車ホブ加工の核となる価値は、安定した高精度と優れた再現性にあり、最終製品の性能と信頼性が直接決まります。
- を評価する際に、歯車製造会社、価格だけでなく、総合的な機器の強度、品質管理システム、エンジニアリングサポート能力にも注目する必要があります。
- カスタマイズされたサービスと大規模な生産は対立するものではなく、優れたパートナーは柔軟なシステムを通じて両方を同時に処理できます。
- JS Precision などの専門メーカーを製造設計 (DFM) 段階で関与させることで、リスクを軽減し、費用対効果を確保し、より速いペースでプロジェクト作業を完了することができます。
- お客様の成功は、最先端の歯車加工プロセス、厳格な品質基準、およびお客様独自の要件を効果的に調整できる製造パートナーを持つかどうかにかかっています。
このガイドが信頼できる理由JS精密歯車ホブ加工サービスの詳しい説明
JS Precision の長年にわたる歯車加工のノウハウに基づいたこのガイドは、自動車、航空宇宙、医療アプリケーションの高級産業のクライアントにとって貴重なリソースです。
当社は技術主導型の歯車製造会社として、 ISO 9001:2015すべてのプロセスが厳格な品質要件を満たしていることを保証する品質管理システム認証。
当社の歯車ホブ加工サービスは、50 種類以上の歯車材料をサポートし、0.2 から 10 までのモジュールが含まれます。過去 3 年間で、当社は300 以上の高精度プロジェクトを達成し、顧客再購入率は 85%、平均納期遵守率は 99.2% でした。
過去 3 年間で、当社は世界中のクライアントのために 300 以上の高精度プロジェクトを達成し、平均納期遵守率は 99.2%、顧客再購入率は 85% でした。
弊社では、高精度の歯車ホブ加工技術と DFM の最適化により、ハイエンドの新エネルギー車メーカー向けトランスミッションの騒音と効率の問題を解決しました。これにより、歯車の噛み合い騒音が 3dB 未満になり、効率が 1.5% 向上し、量産歩留まりが 97.5% から 99.8% に向上しました。
これらの具体的な結果は、クライアントの中核的な問題点を解決する当社の能力を示しています。
信頼できる歯車ホブ加工サービスプロバイダーをお探しの場合は、JS Precision の専門能力、厳格な品質管理、および豊富な業界経験が信頼できます。弊社の技術力を直接検証してみませんか?当社のエンジニアに連絡して、無料の歯車加工実現可能性分析レポートを入手し、当社がお客様のプロジェクトをどのようにサポートできるかを確認してください。
精密歯車ホブ加工とは何ですか?現代の歯車加工の核心
の歯車加工工程は数十年にわたる革新を経て、精密歯車ホブ切り加工が主流の効率的な方法となり、ローリングカッターによる連続切削により高精度と高い生産能力を実現し、中規模から大規模生産に好まれる選択肢となっています。
歯車のホブ加工の原理: 歯車のホブ加工では、どのようにして連続的な噛み合いが実現されるのでしょうか?
歯車ホブ切りプロセスは、歯車ホブ切りカッターとワークピースの間のノンストップ噛み合いの原理に基づいています。回転し、ワークと連動して一定の比率で切削します。
このプロセスでは位置決めを繰り返す必要がないため、他の断続加工プロセスに比べて効率が高くなります。 JS Precision は、必要な精度に応じて切削パラメータを調整できます。
歯車のホブ切り加工と歯車の整形/フライス加工: 中量から大量の歯車製造において、歯車ホブ加工が主流となるのはなぜですか?
歯車ホブ加工には他のプロセスに比べて大きな利点があり、中量から大量の生産に適しています。
| プロセスの種類 | 生産効率 | 加工精度 | 適用バッチサイズ | コスト管理 |
| 歯車ホブ加工 | 高(連続切断) | ISO5-8 | 中規模から大規模のバッチ | 低 (バッチサイズに応じて単価が下がります) |
| 整形 | 中(断続切削) | ISO6-9 | 小ロット | 中 (複雑な歯の輪郭に適しています) |
| フライス加工 | 低(片刃切削) | ISO 7-10 | 単品/小ロット | 高 (長い処理サイクル) |
歯車ホブ加工工程の内訳
歯車のホブ加工プロセス全体では、品質を確保するために厳格な措置が必要です。
- 原材料の準備:適切な材料を選択し、機能を向上させるために熱で処理します。
- ホブの選択と取り付け:歯車パラメータに基づいてホブを選択し、ホブを正確に取り付けます。歯車ホブ盤。
- ブランク加工: CNC 旋削により精密なブランクを製造。
- 歯車ホブ加工:プログラムと観察に基づいて、同時に調整します。
- CNC プログラミング:工作機械の動作を制御するパラメータを入力するプロセス。
- 精密検査:歯形やピッチなどの重要なパラメータを検査します。
- バリ取りと洗浄:不純物を除去して表面の純度を確保します。
- 後処理:必要に応じて熱処理または研磨。
JS Precision は、数十年にわたり、複雑な歯車タイプを高精度で精密加工するための最適なプロセスを導入し、歯車ホブ加工ソリューションに積極的に取り組んできました。当社の歯車加工プロセスが貴社の製品にどのように適合するか知りたいですか?ギアの図面を当社のエンジニアリング チームに提出すると、無料のプロセス最適化ソリューションが提供されます。
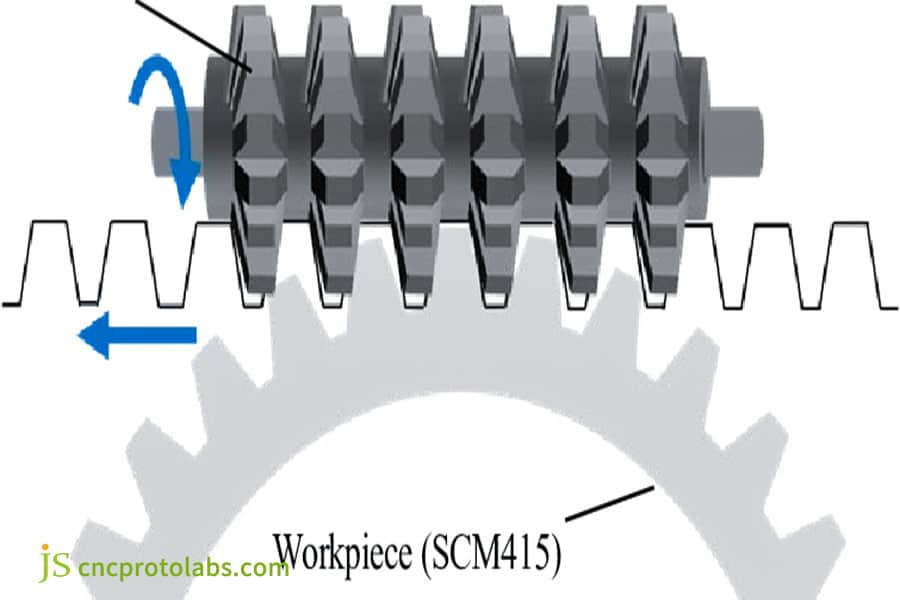 図1 歯車ホブ加工の概略図
図1 歯車ホブ加工の概略図
最新の歯車ホブ盤はどのようにして比類のない精度を保証するのでしょうか?
高品質の歯車ホブ盤は、精密歯車ホブ盤のハードウェア基盤です。 JS Precision では、最高品質の機械をドイツと日本から輸入し、高精度の要件を確実に満たしています。
重要な要素の詳細な分析
歯車ホブ盤の精度は、以下の重要なコンポーネントの連携によって実現されます。
- CNC システム: 誤差補正機能を備えた高精度の軸移動を備えたシーメンス/ファナック ブランド。
- スピンドル:バウンス誤差<±1μm、安定した回転を保証します。
- 工具主軸:剛性が高く、切削振動が少ない。
- ウォーム ギア ペア:硬化および研磨プロセス、伝達誤差 <0.5µm 。
5軸リンケージと自動化:難しい歯車成形と無人生産を克服 5軸リンケージとは
JSプレシジョンの 5軸リンケージ歯車ホブ盤は、形状公差±5μmの複雑な歯車形状を加工する能力を備えています。さらに、ロボットアームや自動ツールセッターを備えた自動生産ラインも備えています。したがって、無人生産をサポートします。処理効率が40%向上しました。
精密基礎機械の剛性、熱安定性、再現性
ホブ盤の精度は、次の 3 つの主要な要素によって決まります。
- 剛性:基準を20%上回る高品質鋳鉄ベッド。
- 熱安定性:温度制御システムは温度を±1℃に維持し、熱変形を軽減します。
- 繰り返し精度: ±2μmまで。
JS Precision の歯車ホブ盤では、オンライン検出および補正システムが可能です。つまり、精度基準を満たす製品を製造する際に、自動的に寸法を検出して誤差を補正できます。
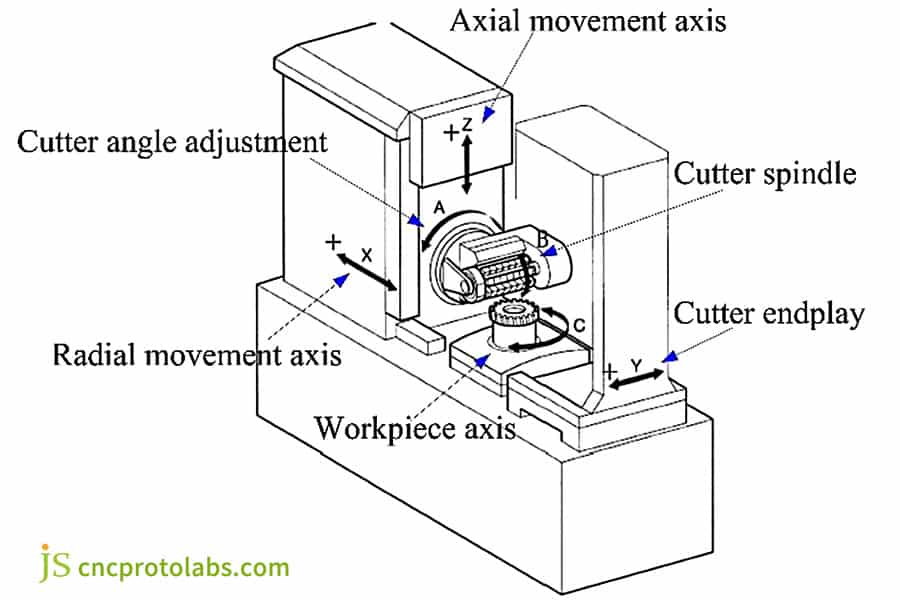 図2 CNC歯車ホブ盤工作機械の駆動原理
図2 CNC歯車ホブ盤工作機械の駆動原理
歯車のホブ公差が歯車の性能のベンチマークとなるのはなぜですか?
歯車のホブ加工公差は、歯車伝動装置の効率、騒音、寿命に直接影響します。ハイエンド アプリケーションには厳しい要件があり、JS Precision は製品が基準を満たしていることを正確に確認できます。
主な公差の説明
コア公差と管理基準:
- 歯形誤差(fHα):精密歯車≦4μm。
- 歯方向誤差 (fHβ): ≤3µm により均等な荷重が保証されます。
- ラジアル振れ(Fr): ≦5μmで同心度を確保。
- 累積ピッチ誤差 (Fp):精密歯車 ≤ 8μm。
数値から経験へ: 公差は最終アプリケーションにどのような影響を与えるのでしょうか?
歯車ホブ加工公差次の理由から、エンドユーザー エクスペリエンスに大きな影響を与えます。
- 騒音レベル:騒音レベルは3-5dB下げることができます。この回路は低ノイズ仕様を満たしています。
- 伝達効率:公差がより正確になると、伝達効率が 1 ~ 2% 向上し、車両の航続距離が増加します。
- 疲労寿命:均一荷重により寿命が20~30%延長されます。
アプリケーションシナリオのベンチマーク
シナリオが異なれば、歯車のホブ加工公差に対する要件も異なります。
| アプリケーションシナリオ | 精密級(ISO/AGMA) | 主要な許容差の要件 | JS プレシジョン ソリューション |
| 自動車用オートマチックトランスミッション | ISO 5-6/AGMA 10-12 | fHα≦3μm、Fp≦6μm | 5軸リンケージギヤホブ加工+SPC制御 |
| 産業用一般歯車 | ISO 7-8/AGMA 6-9 | fHα≦6μm、Fp≦10μm | 高精度歯車ホブ加工+オンライン検査 |
| 航空宇宙用ギア | ISO 4-5/AGMA 12-14 | fHα≦2μm、Fp≦4μm | カスタマイズされたプロセス + 多次元検査 |
ケーススタディ: JS Precision がハイエンド電気自動車の 2 速電動ドライブ ギアの量産課題を克服
チャレンジ
某新エネルギー車会社の2速電動変速機の試作では、噛み合い騒音72dB(2dB超)、伝達効率97.2%(98.5%未達)、量産歩留まり97.5%という課題があり、高コスト、納期遅延となった。
JS プレシジョン ソリューション:
1. DFM 分析と歯形修正パラメータの最適化:
ギア測定センターからの関連データと音響シミュレーション結果を入力することで、エンジニアリング チームは一連の作業を実行しました。 DFM分析。
さらに、問題の多くは歯車の歯形や歯方向の設計が無理なところにあることも判明した。計算結果に基づいて、最適な歯形修正パラメータ(修正量±5μm)をあらかじめ設定しております。
2.超硬コーティング工具と5軸リンケージホブ盤による高精度加工:
当社テクノロジーセンターに5軸連動ギヤホブを導入することで、5軸連動ギヤホブで加工する歯車材質に合わせてカスタマイズした超硬コーティング工具による高精度加工が可能になりました。
3. 完全なプロセス精度の検出:
歯形誤差(fHα ≤ 4μm)や累積ピッチ誤差(Fp ≤ 6μm)などの重要な公差の監視を重視した、プロセス全体のリアルタイムのSPC 制御制御。歯車は、米国歯車製造者協会 (AGMA)レベル 13の要件を満たさなければなりません。オンライン設置の検査ステーションはオンラインで不良品を排除します。
結果:
導入後に得られた主な成果:騒音レベルが 69dB に低下し、効率が 98.7% に向上し、99.8% の歩留まりが得られ、ユニットコストが 15% 削減され (これは毎年200,000 ドルの節約に相当)、納品サイクルが 20% 短縮され、新製品の早期発売が可能になりました。
お客様の声: 「JS Precision のカスタマイズされたソリューションは、騒音と効率の指標が予想をはるかに上回っており、電気駆動ギアボックスの中核的な問題点を正確に解決します。量産中の品質の安定性は、当社の新製品の発売に重要な保証を提供し、長期的に信頼できる戦略的パートナーです。」
この事例は、高精度歯車の量産における複雑な課題を解決する JS Precision の能力を十分に示しています。あなたのギアプロジェクトも同様の問題に直面していますか?お客様の具体的なニーズについては、当社までお問い合わせください。当社のチームがお客様に合わせてソリューションをカスタマイズします。
 図 3 新エネルギー車用の電気駆動ギアボックス
図 3 新エネルギー車用の電気駆動ギアボックス
カスタム歯車ホブ加工サービスは、複雑な試作設計を実現できますか?
複雑な歯車の製造や小ロットの試作歯車の再生には、技術的な知識だけでなく、高い柔軟性が必要です。 JSプレシジョンカスタム歯車ホブ加工サービス試作および小ロット生産のためのワンストップ ソリューションを提供します。
カスタム複雑歯車: 特別なニーズの課題に対応
複雑なカスタマイズには、特定の材料の加工、エキゾチックな歯形、マイクロモジュールの歯車表現などが含まれます。カスタマイズされた要件に関連する主要な定量的加工パラメーターを以下の表に示します。
| カスタマイズニーズのタイプ | モジュール範囲 (mm) | 歯数範囲 | 歯幅範囲(mm) | 材料硬度 (HRC) | 修正許容差(μm) | 試作納期(日) | 試作納期(日) |
| マイクロモジュールギアのカスタマイズ | 0.2~0.8 | 12-50 | 2-8 | 28-42 | ±3~±5 | 7-10 | 300-500 |
| 特殊素材ギアカスタマイズ | 0.5~5 | 15-80 | 5-30 | 35-62 | ±4~±6 | 10-14 | 200-400 |
| 極端な歯形ギアのカスタマイズ | 0.6~3 | 20-60 | 8-25 | 32-58 | ±2~±4 | 14-20 | 150-250 |
| 薄肉ギアのカスタマイズ | 0.8~2.5 | 18-45 | 3-15 | 30-45 | ±3~±5 | 12-16 | 250-350 |
| カスタマイズされた複合歯車 | 0.6~3 | 16-55 | 8-25 | 35-55 | ±2~±3 | 16-22 | 100-200 |
上記のカスタマイズ パラメーターは、JS Precision によっても満たされます。カスタマイズされた歯車の精度と品質を確保するために、熟練した技術スタッフのグループと加工上の困難を効果的に克服する高度な機械を維持しています。
プロセスの革新: カスタマイズのボトルネックを突破する
カスタム歯車ホブ加工サービスの提供に対するお客様の要件を満たすために、当社は次の 3 つの革新の中核分野におけるカスタマイズの制限に対処します。
- カスタマイズされた切削工具:ホブは特定の歯形に合わせて設計されています。
- 切断の最適化:さまざまな材料/仕様に合わせてパラメータを調整することで、磨耗の低減と精度の向上を最適化します。
- ハイブリッドプロセス:歯車のホブ加工と研削表面仕上げ精度。
製造可能性を考慮した設計: DFM 介入の価値
DFM の利点は、製造における初期段階の介入を促進します。試作品を基にした試作1件から2~3週間程度で対応させていただきます。図面をアップロードしてから 48 時間以内に、無料の DFM レポートと見積もりが提供されます。
品質を損なうことなく大量の歯車ホブ加工をスケールするにはどうすればよいですか?
歯車を高品質で量産することが業界の課題となっています。 JS Precision は、自動化、無駄のない生産、品質管理を使用して、大量生産への効率的なアプローチを可能にします。
一貫性の課題: 工具寿命と寸法ドリフト
大量の歯車ホブ加工では、工具の摩耗と寸法のドリフトが品質の鍵となるため、当社は工具寿命をリアルタイムで監視し、 SPC パラメータを調整することで正確に対応します。
自動化と無駄のない製造: コスト削減と効率向上を推進
当社の大量生産ホブ加工システムは、自動化(効率50%向上)、MESシステム、無駄のない生産をベースにコスト削減と生産性向上を実現します。
サプライチェーンのレジリエンス: 安定した配送を確保する
サプライチェーンで中断のないフローを構築する 大量生産には、成功したサプライチェーンが不可欠です。当社は主要サプライヤーと長期契約を締結し、安全在庫も確保しております。当社の標準歯車の月産生産数は100万個で、大量出荷の納入実績は99%以上です。
信頼できる人を探しています 大量の歯車ホブ加工パートナー?無料の量産コスト見積もりについては、お問い合わせください。効率的で高品質でコスト効率の高いギア生産を達成するために当社がどのように支援できるかを学びましょう。
 図 4 ホブ盤の魅力は、高い加工精度と一度に多数の歯車を加工できることです。
図 4 ホブ盤の魅力は、高い加工精度と一度に多数の歯車を加工できることです。
あなたの理想的な歯車製造パートナーは誰でしょうか?評価の枠組み
適切な歯車製造会社を選択することが、プロジェクトの成功の重要な決定要因となる可能性があります。評価は、全体の容量に基づいてコスト基準を超えて行われる場合があります。
専門企業と汎用企業: コアコンピテンシーの主な違い
歯車製造の専門会社と一般の工場には大きな違いがあります。
- 技術的専門知識:歯車業界での経歴から始まります。
- 設備投資:ホブ盤などのハイエンド専用設備を導入。
- 豊富な経験:生産上の問題を効率的に処理し、考えられるすべての脅威を除去する経験があります。
- 厳格な品質管理:一貫性を確保するための完全なプロセステストとトレーサビリティ。
5 つの主要な評価次元: 完全なパートナーシップ価値評価
歯車の潜在的な製造パートナーを見つける際に評価する必要がある 5 つの重要な要素は次のとおりです。
- 設備レベル:ホブ盤などの高度な設備が含まれます。
- 技術チーム:経験/技術サポート能力。
- サービス能力:ワンストップのフルサイクルサポート。
- 業界経験:対応するフィールドプロジェクトの蓄積。
- 品質認証:などの国際規格IATF 16949:2016 。
マッチングが必要: 適切なパートナーを見つける
プロジェクトのニーズが異なれば、パートナーも異なります。
- ラピッドプロトタイピング:高い柔軟性と効率的なプロセスを備えたパートナーを選択します。
- 高精度のプロトタイプ:強力なカスタム歯車ホブ加工サービスと短納期を備えたパートナーを見つけてください。
- 量産プロジェクト:成熟した大量生産ホブ加工システムを備えたパートナーと提携します。
よくある質問
Q1: ホブ加工で達成できる最高の精度レベルはどれくらいですか?
世界クラスの機械と最適化されたプロセスのおかげで、歯車ホブ加工ではISO クラス 5 または AGMA クラス 14の超精度レベルが達成されます。重要な公差、つまり歯の輪郭誤差は 2 ミクロン以下の制限を維持しており、ハイエンド用途の高精度要件を満たしています。
Q2: 歯車ホブ加工の標準的なリードタイムはどれくらいですか?
リードタイムは、バッチサイズと複雑さのレベルに基づいて注文される歯車のタイプによって異なります。試作品の注文には、バッチサイズが小さい場合は2 ~ 3 週間かかりますが、バッチサイズが大きい場合は、生産注文に4 ~ 6 週間かかります。
Q3: どのような歯車材料を加工できますか?
当社の歯車ホブ加工サービスでは、各種合金鋼、ステンレス鋼、チタン合金、粉末冶金材料、POMなどのエンジニアリングプラスチックを含む幅広い歯車材料に対応しています。材料加工の知識と加工ノウハウが豊富です。
Q4: 加工モジュールの最小および最大範囲はどれくらいですか?
当社は、マイクロモジュール0.2からマクロモジュール10までの歯車ホブ加工サービスを提供し、マイクロ精密歯車からマクロ産業用歯車まで、ほとんどの業界での使用要件に対応します。
Q5: 量産時の一貫性をどのように確保していますか?
自動化された生産ラインでは、人間による干渉を制限し、サイズをリアルタイムで監視するためのオンライン検査システムを統合し、データ傾向の分析に統計的プロセス制御を利用します。工具の寿命管理を徹底し、一貫性を確保しています。量産ホブ加工。
Q6: 試作開発や小ロット生産の初期費用は高くつきませんか?
JS Precision は、初期コストを削減するために、プロセス改善、リソース共有を通じて、プロトタイプ製造、小ロット生産などの柔軟なコラボレーションの機会を提供し、 1 個のみを含む非常に少量のプロトタイプ試作で顧客を支援します。
Q7:熱処理時の歯車の変形はどのように対応していますか?
当社の初期の DFM 設計は、適切な加工代を提供するように最適化されています。熱処理工程では適切な工程を重視しております。歯車の製造工程では、「歯車ホブ加工~熱処理~硬旋削・研削」の複合工程を採用し、熱処理変形を適切に管理しています。
Q8: 最小注文数量 (MOQ) はいくらですか?
試作品・特注品につきましては、最低発注数量の定めはございません。大量生産の注文の場合は、仕様に基づいて最小注文数量を交渉することができます。
まとめ
精密な歯車のホブ加工は高品質の歯車の基礎であり、歯車のホブ加工の精度は最終製品の成功または失敗に直接つながります。カスタマイズされたプロトタイプや大量生産の場合、歯車製造に適切なパートナーを選択することが重要です。
JS Precision は、高度な歯車ホブ加工技術、厳格な品質管理措置、および設計を高品質の製品に変えるための柔軟なサービスを誇ります。 JS Precision は、製造分析のための設計から量産納品まで最適な選択肢です。
あなたの次の高精度歯車プロジェクトには、最も専門的なサポートが必要です。今すぐJS Precisionに連絡してください当社のエンジニアリング チームがカスタマイズされた歯車ホブ加工サービスを提供し、精密な職人技を製品の競争力に変え、一緒にプロジェクトの成功を推進します。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

