

Le support de téléphone que vous avez soigneusement imprimé avec PLA a été laissé dans la voiture pendant une journée en été, et à votre retour, il était doux et déformé. Le train d'atterrissage du drone que vous avez fait s'est brisé en plusieurs pièces après un atterrissage dur. Ce n'est vraiment pas un problème de conception, mais la mauvaise sélection de matériaux, etVous atteignez la limite de PLA.
De tels problèmes nous ramènent à une réalité principale: lorsque les pièces imprimées doivent vraiment fonctionner, résister à l'environnement ou à la pression, le choix des matériaux est crucial.Filaments pour animaux de compagnie(Le plastique comme celui utilisé dans les bouteilles de boissons) a toujours été populaire car il est bon marché, facile à traiter et facile à recycler. Mais pour être honnête, son taux de recyclage n'est pas idéal, et une grande quantité de déchets animaux de compagnie met beaucoup de pression sur l'environnement, en particulier l'océan.
Cela nous fait devoir sérieusement considérer des alternatives comme PLA.Le plus grand point culminant de l'APL est la protection de l'environnement:Il est principalement dérivé de matériaux végétaux tels que l'amidon de maïs, peut être naturellement décomposé relativement rapidement dans certaines conditions et a des émissions globales de carbone plus faibles. Cela semble idéal, mais le matériel ne suffit pas pour être respectueux de l'environnement, il doit également être utile et fiable.
Nous devons donc comprendre la différence entre le filament PLA et PET. En termes simples:
- PLA:A des avantages environnementaux évidents (faciles à décomposer, à faible teneur en carbone), et sa force de base peut répondre à de nombreux besoins d'emballage et d'impression, mais il a peur de la chaleur et non résistante à l'impact.
- Filament pour animaux de compagnie:Fort, résistant à la chaleur et a un système de recyclage plus mature, mais il exerce une plus grande pression sur l'environnement (pollution due à un recyclage insuffisant).
Quel filament choisir?La clé est de voir à quoi sert votre impression. La protection de l'environnement est-elle une priorité ou nécessite-t-elle la force, la durabilité et la résistance à haute température? Ce n'est qu'en réfléchissant à ceci que vous pouvez rendre vos imprimés à la fois faciles à utiliser et plus respectueux de l'environnement.
Résumé de la réponse de base:
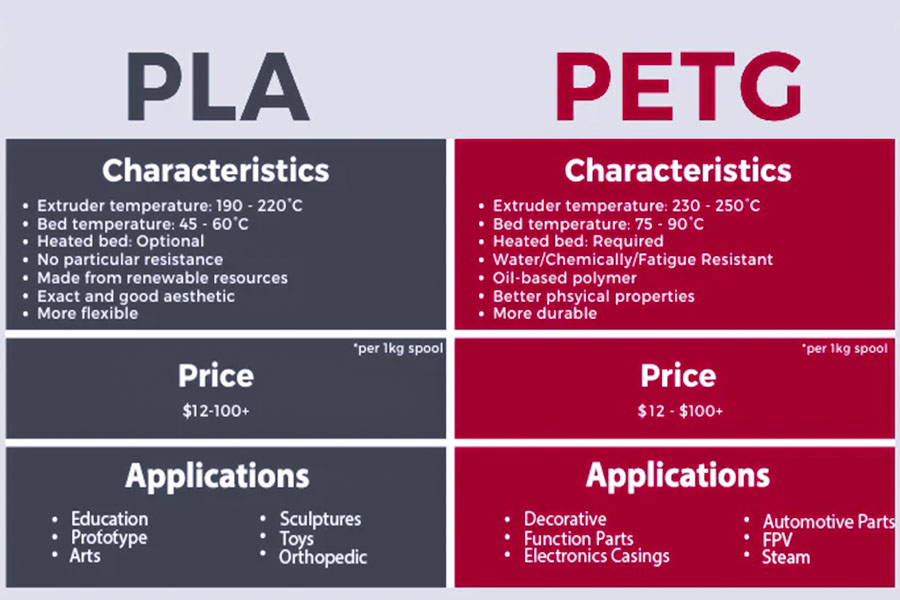
| Caractéristiques | PLA (acide polylactique) | PETG (téréphtalate de polyéthylène modifié à l'éthylène glycol) |
| Positionnement de base | Modèle conceptuel facile à imprimer, de dureté élevée. | Prototype fonctionnel durable, résistant à l'impact. |
| Force et ténacité | Haute dureté, mais cassante (comme du verre). | Résistance élevée à la ténacité et à l'impact (comme le caoutchouc dur). |
| Résistance à la chaleur | Bas (le ramollissement commence à environ 60 ° C). | Plus haut (le ramollissement commence à environ 80 ° C). |
| Difficulté d'impression | Très simple, pas facilement déformé. | Moyen, facile à dessiner, sensible aux paramètres. |
| Applications typiques | Ornements de bureau, prototypes visuels, pièces de port non chargées. | Supports mécaniques, composants de drones, structures de boucle. |
Cet article répondra à vos questions:
- Ce guide expliquera directement les différences entre PLA et PETG au niveau moléculaire.
- Nous utiliserons une véritable conception de train d'atterrissage de drones comme exemple pour vous permettre de voir de vos propres yeux à quel point la différence de performance entre ces deux matériaux est grande dans le test de dépôt.
- Enfin, nous répondrons aux questions les plus courantes que vous rencontrez lors du choix du matériel et vous aiderons à choisir le matériel le plus approprié pourPièces d'impression 3D.
Pourquoi devriez-vous faire confiance à ce guide? Le point de vue de JS sur la science du matériel
Chez JS, nous imprimons des pièces pour différents besoins chaque jour: des coquilles de produits de consommation qui se concentrent sur l'apparence aux appareils industriels qui doivent résister à des environnements sévères. Nous comprenons profondément que la valeur fondamentale deL'impression 3D réside non seulement dans le moulage, mais aussi dans les performances.Si vous choisissez le mauvais matériel, votre prototype est susceptible d'être mis au rebut dans le premier test, gaspillant du temps et de l'argent. C'est un problème que nous avons rencontré et que nous continuons à résoudre.
Notre bibliothèque de matériaux regorge de dizaines de plastiques d'ingénierie tels que PLA, PETG, ABS, nylon, composites en fibre de carbone, etc. Nous savons très bien quand il est approprié d'utiliserMatériaux PLAPour les modèles d'affichage et lorsque vous devez compter sur la résistance à la ténacité et à l'impact du filament PET pour assurer la fonction des pièces. Ce jugement provient de l'expérience précieuse que nous avons accumulée en faisant des milliers de pièces d'impression 3D pour les sociétés automobiles, d'équipement médical et de robotique.
Cela nous permet de juger avec précision quand utiliser la rigidité et la facilité d'impression de l'APL pour créer des modèles d'affichage et quand s'appuyer sur la résistance à la ténacité et à l'impact du filament pour animaux de compagnie pour assurer la fonction des pièces. Ce jugement provient de l'accumulation pratique de notre livraison réussie de milliers de prototypes fonctionnels et de pièces d'utilisation finale pour des industries telles que l'automobile, la médecine et la robotique.
"Le professeur Mike Ashby, une autorité dans le domaine de la sélection des matériaux, a souligné que la sélection des matériaux n'est pas la touche finale du design, mais la pierre angulaire du processus de conception lui-même."
Ce livre est un aperçu de ces expériences pratiques, juste pour vous épargner les détours que nous avons pris.
Analyse détaillée: la différence de "caractère" entre les deux polyesters
Je préfère dire dans le laboratoire: il est aussi différent que des bonbons durs et des bonbons doux. Le PLA est assez dur mais plutôt cassant, et vous pouvez le briser assez facilement lorsque vous y appliquez de grandes forces, comme un bonbon rocheux.Pivotest une autre molécule et est beaucoup plus résistant à la déformation. Vous ne pouvez pas le casser lorsque vous le pliez grossièrement. C'est en fait comme un bonbon moelleux.Cette différence fondamentale est quelque chose que vous devriez mettre en évidenceLorsque vous choisissez les matériaux.
PLA (acide polylactique): net et clair, mais timide devant la chaleur et les impacts
(1) dur et clair:
L'une des choses que j'aime le plus dans PLA, c'est qu'elle est difficile une fois imprimée. Les limites dumodèle imprimésont clairs et les détails sont très magnifiques, comme ils ont été soigneusement fouillés. Il est très bien adapté aux objets qui nécessitent des looks exquis.
(2) Limites: Britleness évidente et faible résistance à la chaleur
- Sa dureté est payée en ce qu'elle est très cassante. Cela peut être assez apparent pendant le test. Confronté à un impact soudain ou en le pliant rigidement, il ne se déformera pas et ne s'absorbera pas, mais "cliquez" et se cassera, à peu près le même que le verre.
- Un autre problème énorme est qu'il est timide de la chaleur. C'est sa faiblesse. Une fois que la température est supérieure à 60 ° C (comme être laissée dans une voiture par une chaude journée d'été), elle adoucit clairement et se déforme clairement, et la structure s'effondre, qui est sa plus grande limitation d'application.
(3) Débutant des débutants:
En termes d'expérience imprimée, PLA est définitivement une "option sans souci". Il rétrécit le moins, déforme à peine, a des besoins de chauffage minimaux pour la plate-forme d'impression, est relativement indulgent des paramètres de peaufinage et bénéficie d'un pourcentage extrêmement élevé de succès d'impression, ce qui est parfait pour les débutants à s'acclimater.
Quand est-ce que je l'utilise habituellement?Lorsque vous souhaitez imprimer un purementmodèle d'affichage(Prototype, œuvre d'art, ornements), ou lorsque les pièces n'ont pas besoin d'être résistantes à l'impact, résistantes au virage ou résistantes à la température, le PLA est un bon choix. C'est le bon choix pour les débutants qui essaient pour la première fois ou poursuivent le taux de réussite de l'impression le plus élevé.
PETG (animal de compagnie modifié par éthylène glycol): fort et durable, polyvalent
(1) Strong et durable:
Ce qui m'a le plus impressionné dans le PETG, c'est sa ténacité et sa résistance à l'impact.Ce n'est pas facile à casser,Et sa résistance à la chute et à la flexion est bien meilleure que PLA. Lorsqu'elle est impactée, il se pliera d'abord pour absorber l'énergie au lieu de se briser directement, ce qui rend les parties à partir de lui plus résistantes à la chute et plus durables.
(2) L'impression nécessite un peu de patience:
PETG prend plus de temps à imprimer que PLA. Il est plus sensible aux paramètres tels que la température d'impression et la vitesse de refroidissement, et sa température de transition vitreuse (TG ~ 80 ° C) est significativement plus élevée que celle de l'APL. Nous le rencontrons souvent sur la ligne de production, ce qui est facile à "dessiner" et nécessite un débogage minutieux pour produire unsurface lisse.
JS Scénarios d'application recommandés:
Lorsque vous avez besoin que les pièces «fonctionnent vraiment», les avantages de PETG sortent. Par exemple, les supports mécaniques, les coquilles de protection, les pièces structurelles qui nécessitent un ajustement instantané, des pièces de drones ou toute occasion pouvant rencontrer des températures d'impact, de flexion, de vibration ou légèrement plus élevées,Le PETG est généralement un choix plus fiable.
Résumé de la comparaison des fonctionnalités PLA vs PETG (Expérience de test réelle JS)
| Caractéristiques | PLA | Pivot |
| Rigidité / dureté | Très élevé (avec des contours pointus). | Moyen. |
| Résilience / résistance à l'impact | Bas (cassant). | Très élevé (résistance à l'impact). |
| Résistance à la chaleur | Bas (~ 60 ° C). | Plus élevé (~ 80 ° C). |
| Résistance chimique | Général. | Bien. |
| Difficulté d'impression | Très facile (débutant). | Moyen (nécessite un réglage des paramètres). |
| Facile à distribuer | Très bas. | Faible. |
| Applications typiques | Afficher les modèles, les œuvres d'art et les ornements. | Composants fonctionnels, coquilles, composants porteurs de charge. |
"Le seul aspect important du choix du PLA ou du PETG est les exigences d'application. PLA est appliquée aux modèles d'affichage statique et à une utilisation générale au niveau d'entrée. PETG est maintenant le choix numéro un de JS pour une utilisation réelle. Dans la pratique de JS, il est plus essentiel dans le choix de matériaux pour définir si les pièces doivent être" parlées "ou" fait ". Si vous n'êtes pas sûr de certaines conditions d'application, vous pouvez consulter le support technique de JS" ou "."
Étude de cas réelle: concevoir des équipements d'atterrissage pour les drones de course
Je dois rencontrer la confusion des clients lorsqu'il s'agit de sélectionner très souvent les matériaux. Ce qui suit est un vrai cas très typique. Laissez-moi vous montrer comment nous utilisonsImpression 3D personnaliséeFabrication pour résoudre un problème de train d'atterrissage difficile.
Cas: l'équilibre ultime entre la résistance légère et l'impact
Un de nos clients est venu nous voir avec sa performancedrone de course. La principale exigence est la suivante: concevoir un ensemble de train d'atterrissage ultra-léger qui peut abriter en toute sécurité le noyau de commande de vol coûteux et les composants de la caméra de l'atterrissage dur inévitable après un vol à grande vitesse. Il préfère tester et optimiser la conception dès que possible en utilisant l'impression 3D.

Première itération: les lacunes PLA sont découvertes
Processus:Le client aimait le matériel PLA pour imprimer la version initiale de la conception. Le produit final semble génial, avec des dimensions précises et un poids très léger, entièrement selon ses attentes de "léger".
Résultats:Dans la simulation d'un test d'atterrissage dur de 1 mètre dur, le résultat n'était pas comme prévu. Le train d'atterrissage PLA présentait presque zéro flexion et tampon mais a subi une fracture fragile à la connexion radiculaire, avec la diffusion des débris. Cela signifie que le PLA a des performances absorbant l'énergie extrêmement médiocres lorsqu'elles sont soumises à des charges à impact soudain et échouent totalement.
Solution de JS: la «ténacité» de PETG gagne
Processus:Nous et le client avons soigneusement analysé les raisons de l'échec et avons convenu qu'il n'y avait aucun problème avec la conception elle-même, maisLa clé était la mauvaise sélection de matériaux.Nous avons suggéré de garder la conception originale mais de changer le matériel d'impression en PETG. Sur notreimprimante de qualité industrielle, nous avons soigneusement ajusté les paramètres tels que la température et la vitesse pour nous assurer que chaque couche de plastique est particulièrement fermement liée (forte liaison intercouche), qui est la base de la ténacité.
Résultats et avantages techniques:
(1) L'absorption d'impact est roi:
Dans le même test d'atterrissage dur de 1 mètres de haut, les performances du train d'atterrissage PETG sont complètement différentes! Il peut être plié et déformé de manière significative au moment de l'impact, et c'est ce processus de déformation qui absorbe la majeure partie de l'énergie générée par l'impact. Bien qu'il y ait eu des marques de stress blanchâtres près du point d'impact (un signe d'étirement des matériaux),Le point clé est qu'il ne s'est pas cassé!Le corps et la caméra étaient intacts.
(2) Vérification de la durabilité:
Le client était inquiet et a fait plusieurs tests d'atterrissage dur d'affilée. En conséquence, le train d'atterrissage PETG était toujours solide, mais la déformation était plus évidente, prouvant son excellente capacité à résister aux impacts répétés (bonne résistance à la fatigue).
(3) Vérification de la faisabilité de la conception:
Ce succès a complètement rassuré le client quiSon idée de conception du train d'atterrissage était correcte,Et le problème précédent était purement dû à la mauvaise sélection de matériaux. Il peut prendre cet ensemble d'équipement d'atterrissage PETG et l'utiliser dans la concurrence avec confiance.
Comparaison des performances clés: PLA vs PETG
| Indice de performance | PLA (valeur typique) | PETG (valeur typique - impression optimisée) | Signification ingénieuse |
| Force d'impact (Izod, J / M) | ~ 15 - 30 | ~ 60 - 100+ | La capacité du PETG à absorber l'énergie d'impact est plusieurs fois celle de l'APL. |
| Allongement de traction à la pause (%) | <6% | > 50% | Le PETG peut s'étirer et se déformer considérablement sans se casser, fournissant un accident vasculaire cérébral tampon. |
| Module élastique (GPA) | ~ 3.0 - 3,5 | ~ 2.0 - 2.4 | Le PETG a une rigidité légèrement plus faible et est plus sujet à la flexion et à l'absorption d'énergie plutôt qu'à une résistance à la fracture dure. |
| Mode de défaillance | Fracture | Déformation résiliente + rendement ductile. | PETG a un avertissement (déformation) avant l'échec, ce qui offre une sécurité plus élevée. |
| Force de liaison intercouche | Moyen, facilement affecté par les paramètres d'impression. | Élevé, significativement amélioré après optimisation. | Une forte liaison intercouche est une garantie clé pour la ténacité structurelle globale. |
"L'expérience de base: ce cas nous a appris une leçon: le PLA convient aux pièces d'affichage, tandis que PETG est un outil pratique. Tant que les pièces sont sujettes à forcer, à se plier et à résister à l'impact, PETG est certainement un choix beaucoup plus fort que le PLA. En utilisant de bons matériaux, en utilisant de bonnes machines et en ajustant les paramètres est la valeur de JS dans le niveau d'ingénierie, le niveau d'ingénierie et le réglage des paramètres est la valeur de JS dans le niveau d'ingénierie des niveauxprototypage rapideet la fabrication d'impression 3D personnalisée, qui est fondamentalement différente de l'impression amateur. "
FAQ - Votre dernière question sur PLA et PETG
Le problème du dessin d'impression PETG est très ennuyeux, comment le résoudre?
Traiter le dessin de fil PETG est une tâche courante pour nos ingénieurs. Cela est principalement dû au fait qu'il a une viscosité élevée dans l'état fondu à haute température, qui forme facilement des filaments lorsque la buse se déplace.Ma solution se concentre sur trois points:
- Le matériau doit être complètement sec:Le PETG a particulièrement peur de l'humidité. Avant d'imprimer, je cuit généralement le matériau à environ 65 ° C pendant 4 à 6 heures pour le sécher soigneusement. Il doit également être stocké dans une boîte scellée avec dessiccant.
- La rétraction doit être ajustée au bon endroit:C'est très critique. J'augmenterai de manière appropriée la distance de rétraction de buse dans le logiciel de tranchage (par exemple, essayez de l'ajuster à environ 5 mm), et en même temps augmenter un peu la vitesse de rétraction, afin que le filament en fusion puisse être soigneusement rétracté.
- Ne réglez pas la température trop élevée:Plus la température est élevée, plus il est facile pour le matériau de dessiner. Je vous suggère d'essayer d'utiliser une température d'impression plus faible tout en garantissant la résistance à la liaison intercouche. Réduisez-le d'abord de 5 à 10 degrés pour essayer l'effet.
Saisir les trois noyauxLiens de séchage, de rétraction et de températurepeut contrôler efficacement le problème de dessin de PETG.
Comment PETG se compare-t-il à l'ABS?
Dans l'application et les tests réels de JS,Nous pensons que PETG comble très bien l'écart entre l'APL et l'ABS:
- Facilité d'utilisation:PETG est beaucoup plus facile à imprimer que les abdos. Il n'a presque aucune odeur évidente, presque pas de déformation pendant l'impression, et ne nécessite pas de chambre d'impression fermée ou de contrôle strict de la température ambiante comme l'ABS. À cet égard, cela ressemble plus à PLA.
- Résistance à la chaleur:Le plus grand avantage de l'ABS est sa résistance à la chaleur plus élevée (la température de déformation de la chaleur peut généralement atteindre environ 105 ° C). Bien que la résistance à la chaleur de PETG (environ 80 à 85 ° C) soit meilleure que l'APL, elle n'est toujours pas aussi bonne que l'ABS. Si vos pièces doivent supporter des températures plus élevées,ABS est toujours le premier choix.
- Post-traitement et force:Les AB peuvent être polis avec de l'acétone pour obtenir une surface lisse, mais PETG ne peut pas. L'ABS est parfois légèrement meilleure dans la ténacité à l'impact pur. Mais le PETG lui-même a une bonne ténacité, une résistance à l'impact et une résistance chimique, ce qui est suffisant pour la plupart des parties fonctionnelles.
Résumé de choix:Si vous avez besoin de performances proches de l'ABS (comme la force et la ténacité) mais que vous ne voulez pas faire face aux problèmes de l'impression ABS (odeur, déformation), PETG est une très bonne alternative matérielle fonctionnelle. À moins qu'il n'y ait une exigence difficile pour la résistance à la chaleur,Le PETG est généralement plus pratique.Bien que le PLA soit le plus facile à imprimer, sa résistance, sa résistance à la chaleur et sa résistance aux intempéries sont généralement les plus bas.
J'ai entendu dire que PETG n'est pas respectueux de l'environnement. Est-ce vrai?
En ce qui concerne la protection de l'environnement de PETG, je pense que de cette façon:
- Les matières premières de l'APL proviennent principalement de ressources renouvelables telles que l'amidon de maïs, qui peut être dégradée dans des conditions de compostage industrielles spécifiques.C'est son avantage environnemental.
- Le PETG est un plastique à base de pétrole, et il n'est pas aussi "vert" que PLA en termes de sources de matières premières. Mais le point clé est que PETG et nos bouteilles de boissons communes sont le même type de matériau (type d'animal de compagnie), etIl est 100% recyclable.
Ainsi, bien que PLA fonctionne mieux dans les matières premières et la biodégradabilité, PEPG peut également obtenir un recyclage des ressources et réduire la charge environnementale grâce à un système de recyclage efficace. Sa valeur environnementale se reflète principalement dans la recyclabilité.
Résumé
Bref, passer de PLA à PETG signifie que votreProjet d'impression 3Da terminé une mise à niveau de clé. De la fabrication de modèles à la fabrication de pièces vraiment utilisables. Comprendre les différences dans les caractéristiques de ces deux matériaux est le cœur de la déverrouillage de votre potentiel de conception. La force, la ténacité et la résistance aux intempéries apportées par le PETG permettent aux impressions de franchir les limites des modèles et d'assumer la lourde responsabilité des prototypes fonctionnels,outils personnaliséset même les pièces d'utilisation finale.
Lorsque votre conception nécessite ces performances plus fiables, l'équipe JS est votre soutien solide.Nous faisons plus que l'imprimé PLA et PETG:
- Bibliothèque de matériel étendu:Nous sommes compétents dans des dizaines de matériaux de qualité ingénierie, du nylon au PC, des matériaux flexibles aux composites spécialisés. Nous sommes susceptibles d'avoir la solution de matériau correspondante pour les performances dont vous avez besoin.
- Équipement puissant:L'équipement d'impression de qualité industrielle n'est pas seulement pour le spectacle, ils peuvent parfaitement gérer ces matériaux haute performance pour garantir que les conceptions complexes et les exigences strictes peuvent être implémentées avec précision.
- Soutien professionnel:Vous ne savez pas quel matériel est le meilleur pour votre projet? Notre équipe d'ingénieurs vous aidera à choisir la meilleure solution en fonction de vos besoins spécifiques.
Vous voulez transformer vos idées en parties réelles plus durables et fiables?
Téléchargez vos fichiers de conception sur notre ligneServices d'impression 3Dmaintenant! Vous obtiendrez un clairPrix d'impression 3DEn temps réel, et nos ingénieurs vous contacteront également pour discuter de la solution matérielle qui atteint le mieux vos objectifs de conception. Laissez les exigences de performance et vous pouvez vous concentrer sur l'innovation!

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
Ressource

