

Servicios de fresado CNC puede representar un elemento crítico de la fabricación de precisión.
Cuando el éxito o el fracaso de su proyecto depende de la selección de la cadena de suministro, una decisión equivocada puede provocar pérdidas importantes. Elegir el proveedor de fresado CNC adecuado para su proyecto crítico es un paso decisivo para garantizar el éxito final, ya sea una entrega urgente de componentes clave para drones en un plazo de 72 horas, piezas de precisión para equipos médicos que requieren tolerancias extremadamente altas de ± 0,005 mm o controlar costos y al mismo tiempo garantizar la calidad para grandes cantidades de componentes de carcasa.
Con muchos fabricantes de fresado CNC disponibles en el mercado, ¿cómo podría determinar su capacidad real y garantizar que sus piezas de fresado CNC cumplan con la precisión y el rendimiento requeridos?

Esta guía examinará todo el proceso, desde el análisis técnico hasta la toma de decisiones, para ver por qué un verdadero proveedor de soluciones puede ser su extensión de fabricación de confianza.
Resumen de respuestas clave
| Dimensiones de consideración principales | Desafíos comunes Conceptos erróneos | Soluciones profesionales de JS Precision |
| Evaluación de Capacidad Técnica | Centrándose exclusivamente en la cantidad de máquinas, sin tener en cuenta la tecnología de procesos ni la experiencia en ingeniería. | Equipado con máquinas herramienta avanzadas con capacidad de 3 a 5 ejes. Junto con los mejores procesos posibles para garantizar una producción exitosa de piezas complejas desde el primer intento. |
| Precisión y garantía de calidad | Confundir la capacidad y las especificaciones de la máquina herramienta con la destreza real de mecanizado y no considerar el control de calidad general de principio a fin. | Con nuestra simulación CAM y alta rigidez fresado CNC de precisión Para coordinar la inspección de la máquina de medición, podemos garantizar tolerancias predecibles y calidad rastreada. |
| Eficiencia de costos y respuesta | Compare únicamente la cotización inicial, ignorando los costos ocultos y los riesgos de demora. | Disponemos de un análisis completo del desglose de costes de las fresadoras CNC con un enlace de respuesta rápida para consultas urgentes. |
| Profundidad del valor de la colaboración | Tratar a los proveedores como ejecutores de órdenes y no utilizar su potencial de optimización de ingeniería. | Participación temprana en el análisis DFM, optimizando el diseño para mejorar la capacidad de fabricación, reducir los costos totales y proporcionar valor general más allá del procesamiento. |
Conclusiones clave
- La capacidad real se encuentra en el conocimiento del proceso o en la experiencia en ingeniería, en lugar de simplemente mirar las máquinas.
- La alta precisión estable se debe a un proceso metódico que involucra CAM de alta tecnología, máquinas herramienta de alta calidad e inspección.
- La optimización del costo total debe tener en cuenta factores como la eficiencia de la producción, la calidad y la respuesta de los proveedores.
- La mejor manera de gestionar los riesgos y el coste de las fresadoras CNC sería la colaboración entre el diseño y la fabricación en las primeras etapas.
¿Cómo elegir los servicios de fresado CNC? Análisis completo de la experiencia práctica de JS Precision
Como empresa con 15 años de experiencia en fresado CNC, JS Precision ha prestado servicios a más de 5000 clientes en 12 industrias principales, incluidas la aeroespacial, la de equipos médicos y la electrónica de consumo.
Nuestros estándares de servicio siguen estrictamente los requisitos de Norma ISO 9001:2015 sistema de gestión de calidad, que es una especificación autorizada reconocida internacionalmente para el control de calidad de fabricación.
Ahora, hemos terminado de procesar piezas aeroespaciales hechas de una compleja aleación de titanio con una precisión de procesamiento de ±0,008 mm y hemos superado las dificultades en el mecanizado de alta eficiencia de carcasas de aleación de aluminio para un cliente de automóviles de nueva energía, acortando los tiempos de procesamiento en un 30 %.
Todas estas experiencias también nos han permitido obtener una comprensión profunda de los requisitos y puntos débiles de cada industria. Este tutorial es fruto de nuestro conocimiento acumulado en más de mil proyectos exitosos.
Todo lo mencionado aquí, ya sea evaluación técnica o gestión presupuestaria, entrega oportuna o colaboración a largo plazo, se puede demostrar en proyectos reales. Si tiene problemas para seleccionar los servicios de fresado CNC, definitivamente puede confiar en esta guía, repleta de consejos prudentes.
¿Está buscando una combinación rápida para sus servicios de fresado CNC? Ahora puede compartir la pieza y las especificaciones técnicas de la pieza, y el equipo de JS Precision realizará un análisis gratuito y le dará la cotización requerida.
¿En qué áreas principales deberían centrarse al evaluar los servicios de fresado CNC?
Al evaluar o considerar una asociación, el equipo es esencial, pero el factor de éxito está en el sistema tecnológico subyacente. Mientras considera los fabricantes de fresadoras CNC, lea las especificaciones del equipo en los folletos, pero vaya más allá y profundice en la tecnología.
Verdadera manifestación de profundidad tecnológica: capacidad de apoyo a la ingeniería de procesos
Capacidades de ingeniería de procesos: los ingenieros de JS Precision podrán proporcionar soluciones para herramientas, fijaciones y condiciones de corte según el material y la geometría de la pieza a fabricar.
Podemos proporcionar condiciones de mecanizado que se optimizarán dependiendo del material a mecanizar, como acero inoxidable, variando la velocidad de mecanizado y el avance utilizando herramientas con el recubrimiento adecuado.
Experiencia en programación y simulación de ejes múltiples: para piezas complejas, utilizamos software CAM avanzado como Mastercam e HyperMill para realizar una planificación de ruta eficiente y sin colisiones y una simulación totalmente realista, con el fin de evitar riesgos de mecanizado por adelantado.
Apoyo sistemático a la cultura de calidad
- Recursos de Metrología y Pruebas: Nuestra empresa está equipada con equipos de prueba como máquinas de medición por coordenadas e interferómetros láser porque contamos con un proceso de inspección desde la primera hasta la última pieza que garantiza la Piezas de fresado CNC cumplirá con los estándares requeridos con respecto a la calidad.
- Estandarización y documentación: los procesos y procedimientos de inspección de calidad están bien especificados y son rastreables. Esto es posible para la producción en masa.
Conquistando la geometría compleja: ¿Cómo pueden los servicios profesionales de fresado CNC manejar el mecanizado complejo de múltiples ejes?
Desde impulsores hasta carcasas totalmente integradas, la producción de piezas complejas es donde realmente se ponen a prueba las habilidades de un proveedor para convertir máquinas de alta gama en productos finales reales. Los servicios expertos de fresado CNC pueden contrarrestar las dificultades de mecanizado en piezas de geometría compleja.
Una cadena de precisión desde la programación hasta la ejecución
1. Técnicas CAM mejoradas y trayectorias de herramientas optimizadas: a través de métodos como la conexión continua de cinco ejes y el fresado trocoidal, mantenemos la suavidad de las superficies y garantizamos una eliminación eficiente de los materiales.
2. Accesorios para piezas de trabajo irregulares y señales en la máquina: utilizamos accesorios dedicados para piezas de trabajo irregulares y señales en la máquina para verificar la ubicación de la pieza de trabajo antes del mecanizado, asegurando que las dimensiones sean correctas.
Cómo afrontar los desafíos de materiales y vibraciones
1. Procesamiento especial para materiales difíciles de mecanizar: para materiales difíciles de mecanizar como aleaciones de titanio y aleaciones de alta temperatura, utilizamos enfriamiento a alta presión y procesos de corte de velocidad variable para controlar el calor y la fuerza de corte, evitando así la deformación del material.
2. Control dinámico de estabilidad: utilizamos compensación de profundidad de corte axial y portaherramientas con propiedades de amortiguación de vibraciones para eliminar las vibraciones al mecanizar componentes de paredes delgadas.

Figura 1 Las fresadoras CNC pueden funcionar en múltiples ejes, lo que permite mecanizar piezas con formas y características complejas.
¿Qué nivel de tolerancia pueden alcanzar normalmente sus piezas de fresado CNC?
Las tolerancias representan una especie de contrato entre diseño y fabricación. Para diseñar eficazmente con una comprensión razonable, es una buena idea conocer estos rangos típicos de capacidades. Varias piezas de fresado CNC, junto con opciones de fresado CNC precisas, pueden diferir considerablemente en términos de tolerancia.
El ASME Y14.5-2009 La norma, que es una publicación de la Sociedad Estadounidense de Ingenieros Mecánicos (ASME) y establece estándares específicos para el etiquetado de tolerancias de piezas mecánicas y las tolerancias de inspección, se cumple plenamente en nuestro proceso de control de tolerancias.
Rango de tolerancia estándar y alcanzable
| Tipo de mecanizado | Material utilizado | Rango típico de tolerancia | Característica de tolerancia especial |
| Fresado general | Aleación de aluminio | ±0,025 mm | ±0,0125 mm |
| Fresado de alta precisión | Varios metales/plásticos | ±0,005 mm | ±0,003 mm |
Factores importantes que influyen en los niveles de tolerancia final
- Propiedades de los materiales y gestión del calor: La deformación durante el corte difiere significativamente de un tipo de material a otro. La tolerancia de corte del acero inoxidable es más amplia que la de la aleación de aluminio, ya que el acero inoxidable tiene una alta fricción de corte y una baja disipación de calor.
- Geometría de características y accesibilidad de la herramienta: Es más difícil controlar con precisión las paredes internas de orificios y cavidades profundas en comparación con las paredes externas porque las longitudes más largas de la herramienta la hacen más flexible y susceptible a las vibraciones.
¿Quiere saber si el diseño de su pieza puede lograr un mecanizado de alta precisión? Cargue los dibujos de sus piezas en JS Precision y ellos le ofrecerán un plan de acción completo con respecto a la aplicación de tolerancias relacionadas con el tipo de materiales y estructuras utilizadas en las piezas de fresado CNC.
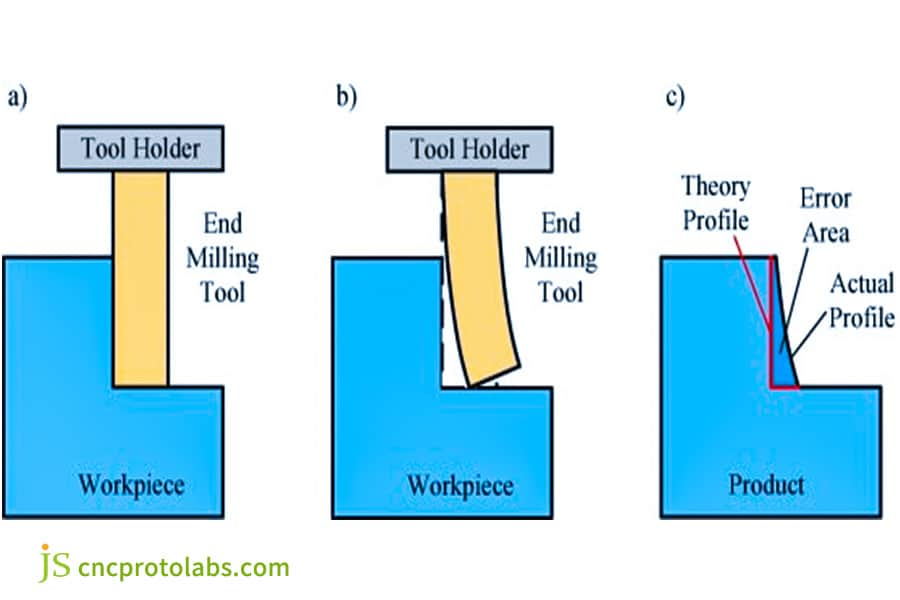
Figura 2 Cuando la fuerza de corte provoca una ligera flexión de la herramienta o pieza de trabajo, se producirán errores dimensionales.
¿Cuáles son las tecnologías detrás de escena para lograr un fresado CNC de precisión confiable?
La calidad no es un accidente sino que requiere una serie de intervenciones tecnológicas deliberadas. Un fresado CNC de buena precisión no sólo requiere ayuda tecnológica sino que también está ligado a la Costo de la fresadora CNC .
El papel central del rendimiento de las máquinas herramienta
- Estructura de alta rigidez y estabilidad térmica: estas son las bases físicas para establecer una estabilidad de precisión. El mecanizado de alta rigidez reduce las vibraciones de corte, mientras que la estabilidad térmica evita la degradación de la precisión con los cambios de temperatura. Esto tiene relevancia con el valor que la máquina puede ofrecer a largo plazo y el costo de la fresadora CNC.
- CNC avanzado y sistema de retroalimentación: el sistema CNC de respuesta altamente dinámica, los motores lineales y la rejilla óptica de circuito completamente cerrado se combinan en el "sistema nervioso" que garantiza la precisión del contorno en una respuesta rápida a los comandos de programación.
Gestión Avanzada de la Cadena de Procesos
- Ciclo de vida completo de la gestión de herramientas: desde la elección de herramientas de calidad y la realización de un equilibrio dinámico hasta el control del desgaste de las herramientas, cada proceso se regula meticulosamente para garantizar que el proceso de corte siga siendo siempre óptimo.
- Simulación digital de proceso completo: verificación de un proceso completo, desde la programación hasta el movimiento de la máquina y las fuerzas de corte en un entorno de simulación virtual, mitigando riesgos como colisiones y sobrecortes de manera proactiva.
¿Quiere saber cómo obtener servicios de fresado CNC de precisión estable mediante la optimización tecnológica? Organizamos una demostración técnica por parte de JS Precision. Le informaremos sobre el efecto real de la aplicación de nuestras tecnologías principales, además de ofrecerle asesoramiento experto sobre ahorro de costos y mejora de la eficiencia.

Figura 3 Mantenga y actualice periódicamente las herramientas de corte para garantizar su nitidez y eficiencia, y reducir los errores causados por el desgaste de las herramientas.
Carrera contra el tiempo: ¿Cómo pueden responder los fabricantes de fresado CNC confiables a las necesidades urgentes?
Existe un mercado en constante evolución, lo que significa que la demanda de creación rápida de prototipos o reposición de la producción es un requisito creciente. La flexibilidad de un proveedor es crucial para la sostenibilidad de la cadena de suministro, una buena Fabricantes de fresadoras CNC puede prometer la entrega durante un desastre.
Mecanismo sistemático de respuesta rápida para garantizar las necesidades de mecanizado CNC de emergencia.
- Capacidad reservada de vía rápida: la capacidad de la máquina herramienta y las ventanas de ingeniería se reservan específicamente para pedidos de lotes pequeños de alta prioridad, lo que permite un seguimiento rápido de los pedidos de alta prioridad.
- Biblioteca de materiales y procesos estandarizados: las soluciones listas para usar para materiales estandarizados y procesos estandarizados reducen el tiempo requerido para la preparación del proceso, ya que los procesos para materiales estandarizados ya no tienen que diseñarse.
Colaboración interna y externa realizada de forma eficaz
- Comunicación plana del proyecto: Asigne un gerente de proyecto de pedidos urgentes que se comunique directamente con las respectivas unidades de producción y control de calidad de la empresa y, por lo tanto, requiera menos niveles de toma de decisiones.
- Red de cadena de suministro estable: las redes de adquisiciones rápidas y las asociaciones con proveedores de materiales y herramientas de alta calidad permiten la entrega eficiente de materiales y evitan retrasos en la producción.
Detrás de la cita: ¿Cómo comparar propuestas de diferentes fabricantes de fresadoras CNC?
Una cotización de experto abarca una visión general de experiencia técnica e integridad comercial. Dominar el análisis de cotizaciones es esencial para tomar decisiones bien informadas dentro de varios fabricantes de fresadoras CNC y descubrir los servicios de fresado CNC más rentables.
Comprender la información detallada presentada entre comillas
- Desgloses de costos: el desglose claro de materiales, programación, procesamiento, posprocesamiento y tarifas de administración refleja el modelo operativo estandarizado de los proveedores y le permite comprender claramente la dirección de cada gasto.
- Descripciones detalladas del proceso: Se relaciona directamente con el nivel de excelencia tecnológica del proveedor si una cotización describe bien las estrategias de la máquina, las técnicas de sujeción y las técnicas de inspección.
Evaluación de valor más allá de los números
- Compromiso de control de riesgos: un factor que indica el optimismo de un proveedor sobre sus capacidades es su nivel de compromiso con el control de riesgos, expresado por sus promesas o garantías de tasas de éxito y entrega a tiempo.
- Valor agregado del servicio: Gratis análisis DFM Las actualizaciones de progreso y el soporte técnico son elementos clave del valor de un servicio de fresado CNC.
¿Comparando cotizaciones de varios fabricantes de fresadoras CNC? Después de obtener cotizaciones competitivas, el equipo de análisis de costos de JS Precision puede brindarle servicios de interpretación gratuitos para ayudarlo a identificar valores ocultos y riesgos potenciales en la cotización.
Estudio de caso: Entrega extrema en 72 horas: cómo JS Precision ahorra nodos clave de investigación y desarrollo mediante el fresado CNC de 5 ejes
Dentro del sector de servicios de fresado CNC, la capacidad de entrega de emergencia es un criterio esencial para medir la competitividad de cada proveedor. JS Precision, con la ayuda de tecnología profesional y comentarios rápidos, logró con éxito la misión de entrega ilimitada en 72 horas, protegiendo así un importante hito de I+D para uno de sus clientes.
Crisis: Daños al componente de prueba crítico, proyecto al borde de semanas de retraso
Uno de los clientes del dron dañó sin darse cuenta un inserto de metal para el molde básico del fuselaje compuesto de fibra de carbono antes de la prueba de vuelo final. Este inserto de metal tenía una geometría compleja con superficies curvas irregulares y orificios de posición de precisión que incluían muchos orificios profundos.
Originalmente, el tiempo para este proceso de fabricación era de dos semanas. Sin embargo, la oportunidad de prueba fue de solo tres días; de lo contrario, el proyecto se retrasaría varias semanas.
Respuesta rápida y ejecución precisa de JS Precision
Después de recibir el pedido del cliente, JS Precision inició su respuesta de alerta. El equipo de producción y programación pudo obtener los datos CAD del cliente en dos horas . El equipo también pudo optimizar las rutas utilizando un procedimiento estandarizado y verificar todo el proceso de producción.
Confiamos el trabajo a nuestro centro de fresado CNC de precisión de cinco ejes con alto rendimiento, estableciendo turnos para mantener las máquinas herramienta funcionando continuamente, lo que significa que las máquinas herramienta funcionarían las 24 horas del día, los 7 días de la semana.
El departamento de control de calidad era responsable de realizar controles de muestreo después de cada proceso clave para garantizar que se alcanzara la precisión del mecanizado.
Resultados: no sólo a tiempo, sino superando las expectativas
El tiempo que tardó JS Precision en realizar la tarea desde la recepción de los datos hasta la entrega de las piezas de fresado CNC de precisión fue de 72 horas, lo que coincidió perfectamente con el plazo de prueba del cliente. Los insertos que se les suministraron estaban de acuerdo con sus tolerancias dimensionales y geométricas, y sus pruebas de vuelo de componentes de fibra de carbono también fueron un éxito.
¿Necesita soporte urgente de servicio de fresado CNC? Deje que JS Precision desarrolle un plan de entrega exclusivo para su proyecto y utilice nuestra experiencia profesional para garantizar el buen progreso de su proyecto. Por favor envíe su solicitud urgente.

Figura 4 Molde metálico personalizado para cuerpo de drone
¿Por qué JS Precision debería ser su primera opción para su próximo proyecto de piezas de fresado CNC?
No solo brindamos soluciones de fresado, sino también de fabricación basadas en un profundo conocimiento de la ingeniería, lo que garantiza que cada proyecto que emprenda se convierta en una historia de éxito confiable. En piezas de fresado CNC y servicio de fresado cnc , las principales fortalezas de JS Precision residen en sus compromisos generales con la tecnología, la calidad y los servicios.
Tecnología e ingeniería altamente integradas
- Equipo de expertos en procesos orientado a aplicaciones: los ingenieros de JS Precision tienen conocimientos orientados a aplicaciones en los campos aeroespacial, médico y otros, lo que nos permite comprender adecuadamente los requisitos de su aplicación y ofrecer asesoramiento experto directamente desde la fase de diseño.
- Ecosistema de fabricación avanzada de inversión continua: nuestra celda de mecanizado abarca desde fresado de alta velocidad y mecanizado de cinco ejes hasta mecanizado de compuestos y está desarrollada para abordar los desafíos más complejos de la fabricación en función de diferentes requisitos de precisión y capacidad.
Cultura de entrega y calidad centrada en el cliente
- Bucle de calidad orientado a cero defectos: consideramos que la calidad es nuestro sustento en nuestra organización. Nuestro fuerte control en cada nivel, ya sea en la etapa de material, en el nivel de procesamiento o en el nivel del producto terminado, garantiza un suministro sin defectos de nuestras piezas de fresado CNC.
- Gestión del ciclo de vida completo basada en proyectos: desde el momento de la consulta hasta su finalización, su gerente de cuenta asignado seguirá cada etapa del proceso para garantizar un flujo de información adecuado, una progresión controlable y resultados adecuados.
Preguntas frecuentes
P1. ¿Cuál es la diferencia entre fresado y torneado CNC?
El proceso de mecanizado en fresado CNC implica que la fresa gire para cortar, con el objeto estacionario, ideal para mecanizar piezas cúbicas y con forma de concha . El proceso de mecanizado en torneado CNC consiste en girar el objeto para cortarlo, con la fresa en movimiento, ideal para mecanizar ejes y piezas en forma de disco .
P2: ¿Cuál es el rango de rugosidad de la superficie que se puede esperar?
La rugosidad de la superficie del proceso de acabado convencional normalmente se limita a Ra 0,8 μm . Mediante la optimización del fresado de alta velocidad y otros procesos, algunos componentes pueden lograr un acabado superficial de Ra 0,4 μm o mejor.
P3: ¿Existen diferencias significativas en los precios unitarios de los prototipos de una sola pieza y la producción en masa?
La diferencia de precio unitario es sustancial. Producir en masa significa repartir costes puntuales como la programación y la preparación de la sujeción. Con un mayor volumen de producción, los costos de procesamiento se reducen sustancialmente por unidad.
P4: ¿Cuáles son las diferencias en los costos y tiempos de procesamiento de los materiales de aluminio, acero y plástico?
El acero tiene un proceso de corte más difícil en comparación con el aluminio, por lo que requiere velocidades de corte más bajas. El acero también tiene tasas de desgaste de herramientas más altas y, por lo tanto, mayores costos de procesamiento. El plástico tiene tendencia a deformarse fácilmente. Se requieren parámetros de procesamiento especiales. El costo de procesamiento depende del tipo de material.
P5: ¿Cómo puedo garantizar la seguridad de mi propiedad intelectual?
En nuestra empresa, celebraremos un contrato de acuerdo de confidencialidad legal y vinculante con nuestros clientes. Además, nuestra empresa utiliza la transferencia de archivos cifrados. Esto asegura la confidencialidad de la información de diseño de nuestros clientes. Este compromiso es parte de nuestro sistema de gestión de certificación ISO 9001.
P6: ¿Cuál es el procedimiento cuando se modifica el diseño?
Por favor proporcione el dibujos completos actualizados y podemos reevaluar su evaluación del flujo de diseño y cotización de costos en función de los planos completos y comunicarnos con usted sobre los cambios en nuestro cronograma de entrega y cotización.
P7: ¿En qué debo centrarme al marcar las tolerancias en los dibujos?
Se deben seguir estándares internacionales como ISO con respecto al marcado de tolerancia, especificación de superficies y ejes de referencia, y especificación de requisitos de tolerancia de características críticas y secundarias. Esto también es esencial para optimizar el costo del proceso. Las anotaciones claras en los planos nos ayudan a proporcionar cotizaciones precisas y análisis DFM más rápidamente.
P8: ¿Puede brindar asistencia con la verificación del ensamblaje?
Podemos ofrecer servicios de mecanizado de componentes acoplados adyacentes, incluida la prueba de la compatibilidad del conjunto para facilitar un proceso fluido durante el montaje.
Resumen
El núcleo de la elección de los servicios de fresado CNC nunca es simplemente comparar equipos o precios, sino encontrar el mejor equilibrio entre tecnología, calidad, eficiencia y costo.
Un colaborador de fabricación con tecnología avanzada, calidad y agilidad es un activo empresarial invaluable. JS Precision, con la diligencia de nuestros ingenieros y la honestidad de nuestros colaboradores, se dedica a convertir cada idea de diseño suya en una verdad precisa, una verdad que conduce al éxito del producto.
Inicie una colaboración eficiente y confiable ahora:
→【 Cargue dibujos y obtenga soluciones exactas 】 Cargue sus archivos 3D para obtener un análisis de cotización preciso en 24 horas, que incluye análisis DFM, análisis del costo de la fresadora CNC y tiempo de envío.
→ 【Programe una reunión técnica】 Para abordar proyectos complicados, participe en conversaciones directas sobre las soluciones técnicas y la estrategia de asociación más adecuadas con nuestros ingenieros de aplicaciones. Comparta sus dificultades de procesamiento y gane un análisis DFM gratuito.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

