

Mehrachsige CNC-Bearbeitung ist der Schlüssel zur Lösung dieses Dilemmas: Wenn die geometrische Komplexität von Teilen einer strikten Budgetkontrolle entspricht, geraten herkömmliche Herstellungsprozesse oft in ein Dilemma – entweder opfern sie die Designintegrität oder verursachen hohe Kosten.
Die mehrachsige CNC-Bearbeitung ist nicht nur ein Mittel zur Bearbeitung komplexer Formen, sondern kann auch eine Strategie zur Optimierung bestimmter Kosten sein. Aber wie können Sie diese Technologie beherrschen und sie zu einer Wertquelle für Ihr Projekt machen?
In diesem Dokument wird untersucht, wie die mehrachsige Bearbeitung dazu beiträgt, die Gesamtkosten von Prozessinnovationen zu senken, wie die Technologie schwierig zu schneidende Materialien überwindet und wie geografische Einschränkungen bei der Auswahl des richtigen globalen Geschäftspartners überwunden werden können, um einen vertrauenswürdigen Geschäftspartner wie JS Precision zu gewinnen, der die beste globale Technologie- und Engineering-Zusammenarbeit bietet.
Abbildung 1: Der Arbeitsprozess der fünfachsigen CNC-Bearbeitung
Zusammenfassung der Kernantworten
| Entscheidungsdimension | Häufige Missverständnisse | Die Lösung von JS Precision |
| Kosten und Komplexität | Wenn man bedenkt, dass die mehrachsige Bearbeitung zu teuer ist und nur auf Prototypen angewendet werden kann, ohne den großen Vorteil zu berücksichtigen, dass die mit Prozessen, Vorrichtungen und Montage verbundenen Kosten eingespart werden, da die Bearbeitung in „Einzelaufspannungen“ durchgeführt wird. | Diese Arbeit bietet eine Analyse mehrachsiger Bearbeitungslösungen auf Basis von DFM und beweist, dass bei komplexen Teilen die fünfachsige Bearbeitung geringere Kosten verursacht als die herkömmliche Bearbeitung mit mehreren Prozessen. |
| Genauigkeit und Materialien | Bei einem Zusammenhang zwischen einem hohen Maß an Präzision, wie z. B. 5-Achsen-Bearbeitungstoleranzen, und konventioneller Materialbearbeitung wird der Einfluss von Materialeigenschaften unterschätzt. | Die kundenspezifische Anpassung von Strategien, Werkzeugen und Kühlkonzepten führen wir für eine Vielzahl von Anwendungen durch Mehrachsige CNC-Materialien von Aluminiumlegierungen bis hin zu hochtemperaturbeständigen Legierungen unter Sicherstellung der Erfüllung der Genauigkeitsanforderungen. |
| Lieferantenauswahl | Bewerten Sie die Leistungsfähigkeit von 5-Achsen-CNC-Bearbeitungsdiensten ausschließlich anhand des Markennamens der Ausrüstung, ohne Berücksichtigung anderer Soft Skills wie Prozesserfahrung und Qualitätssysteme. | JS Precision bietet mehr als nur das neueste 5-Achsen-CNC-Bearbeitungszentrum, wir bieten umfassende Dienstleistungen an, die von der Simulation bis zum internationalen Projektmanagement reichen. |
Wichtige Erkenntnisse
Die mehrachsige Bearbeitung wird als „Kostenoptimierer“ bezeichnet, wobei das Verfahren die bei der Herstellung der Teile entstehenden Kosten senkt, indem der Rüstvorgang und die damit verbundenen Aufgaben minimiert werden.
Genauigkeit kommt aus der Systemtechnik: Um die Genauigkeit von ±0,01 mm 5-Achsen-Bearbeitungstoleranzen zu erreichen, müssen Maschinen- und Schneidwerkzeuge, Temperatur, Verarbeitungsstrategien und Materialeigenschaften optimal integriert werden.
Die Materialauswahl definiert die Obergrenze des Prozesses: Um schwer zu schneidendes Material oder ein Verbundmaterial zu bearbeiten, muss ein individueller Ansatz für die Mehrachsenbearbeitung verwendet werden, generische Werte funktionieren nicht.
Vertrauenswürdige Dienstleister sind an „Lösungen“ beteiligt: Premium-5-Achsen-CNC-Bearbeitungsdienste müssen aktiv an der Optimierung des Designs beteiligt sein, unter Berücksichtigung der erwarteten Kosten, Qualität und Zeit.
China ist heute weltweit führend in der Präzisionsfertigung: Chinas Komponentenlieferanten, am Beispiel von JS Precision, sind denen in Europa und Amerika ebenbürtig und tatsächlich kosteneffektiver.
JS Precision Experience: Mehrachsige CNC-Bearbeitung komplexer Teile
Mit über 15 Jahren Erfahrung in der Branche der mehrachsigen CNC-Bearbeitung verfügt JS Precision über Fachwissen in vier Hauptsektoren: Luft- und Raumfahrt, medizinische Geräte, Schiffbau und High-End-Ausrüstung.
Wir haben optische Halterungen mit Durchmessern von 1,2 Metern für europäische Satellitenunternehmen, massenproduzierte Implantate aus Titanlegierungen für amerikanische Medizinunternehmen und auch Propellerteile mit einem Gewicht von über 5 Tonnen für asiatische Schifffahrtskonzerne verarbeitet, was insgesamt über 100.000 komplexe Teile mit Toleranzen von ±0,005 mm bis ±0,02 mm ergibt.
In der Materialbearbeitung haben wir Fortschritte bei Sonderlösungen zum Schneiden von 12 schwer zerspanbaren Materialien und 8 Arten von Verbundwerkstoffen gemacht. Wir verfügen über eine durchschnittliche Erfahrung unseres Ingenieurteams von mehr als 8 Jahren und haben es geschafft, die Ausschussrate bei der komplexen Bearbeitung gekrümmter Oberflächen von Titanlegierungen für Kunden aus der Luft- und Raumfahrtindustrie von 18 % auf 0,5 % zu senken.
Wie betont in ASME Y14.5-2018 (Standard für geometrische Toleranz und dimensionale Beschriftung) „Der Kern der Präzisionsfertigung ist die koordinierte Anpassung von Prozessen und Materialien“, was in hohem Maße mit unserer praktischen Erfahrung übereinstimmt.
Dieser praktische Leitfaden ist das Ergebnis der Erfahrung aus Tausenden von Projekten, wobei jeder Punkt durch Beispiele aus der Praxis untermauert wird. Wenn Sie Probleme mit der Materialauswahl und Bearbeitungslösungen für komplexe Teile haben, kann dieser Leitfaden mit seiner Erfahrung in der 5-Achsen-CNC-Bearbeitung äußerst hilfreich sein.
Möchten Sie von JS Precision Ihren maßgeschneiderten Maschinenprozessplan für Ihr Bauteil erhalten? Stellen Sie uns einfach Material für Ihre Bauteil- und Strukturanforderungen zur Verfügung und wir stellen Ihnen innerhalb von 24 Stunden unseren technischen Bericht zu Ihrem Bauteil zur Verfügung.
Wie kann die Mehrachsen-CNC-Bearbeitung Ihre Gesamtausgaben tatsächlich reduzieren?
Tatsächlich irren sich viele Unternehmen mit der Annahme, dass die mehrachsige CNC-Bearbeitung teurer sei, während bei komplizierten Bauteilen der wesentliche Vorteil, „die gesamte Bearbeitung in einer Aufspannung durchzuführen“, darin besteht, die Gesamtbetriebskosten in verschiedenen Aspekten systematisch zu senken .
Es ist wichtig anzumerken, dass der Hauptgrund dafür, dass die 5-Achsen-CNC-Bearbeitung als Kostenoptimierungstechnik angesehen wird, darin besteht, dass sie die Probleme der konventionellen Bearbeitung löst: „umständliche Prozesse, angesammelte Fehler und geringe Effizienz“.
Beseitigung kumulativer Fehler: Eine einzige Einrichtung steigert den Ertrag und senkt die Inspektionskosten
Bei der herkömmlichen Drei-Achsen-Bearbeitung sind 4 bis 8 Aufspannungen erforderlich, und jede Änderung des Bezugspunkts verursacht einen Fehler von 0,02 bis 0,05 mm, was eine Ausschussrate von bis zu 10 bis 20 % und zusätzliche Prüfkosten mit sich bringt.
Bei der mehrachsigen CNC-Bearbeitung werden alle Bearbeitungsflächen in einer Aufspannung ohne Bezugspunktfehler integriert. Dadurch wird die Positionsgenauigkeit um mehr als 30 % verbessert, die Ausschussrate unter 1 % gehalten und der Prüfaufwand um 80 % verringert.
Subtraktion von Vorrichtungen und Prozessen: „Fertigungsvorrichtungen“ zu „Direktfertigung“
Bei der konventionellen Bearbeitung sind für jeden Prozess maßgeschneiderte Vorrichtungen erforderlich, die Tausende von Dollar kosten und 30 % der gesamten Zykluszeit in Anspruch nehmen.
Für den 5-Achsen-CNC-Bearbeitungsprozess kann der Einsatz von Universalwerkzeugen oder die direkte Materialplatzierung übernommen werden. In einem Fallbeispiel für einen Kfz-Verteiler konnten durch universelle Werkzeugsätze sechs Vorrichtungssätze überflüssig gemacht werden, was zu einer Einsparung von 85 % bei den Vorrichtungskosten führte.
Der Multiplikatoreffekt der Zeitkomprimierung: Eine Revolution in der Effizienz für die Bearbeitung komplexer Oberflächen
Bei der Bearbeitung komplexer Oberflächenteile wie Laufräder und Schaufeln ist der Bearbeitungsprozess traditionell Drei-Achsen-Bearbeitung erfordert verschiedene Positionierungsvorgänge und ist daher ineffizient.
Die Fünf-Achsen-Kombifunktion bei der Mehrachs-CNC-Bearbeitung ermöglicht eine kontinuierliche Bearbeitung. Die Bearbeitung eines Flugzeugtriebwerkslaufrads mit 300 mm Durchmesser dauerte nur 12 Stunden , wodurch die Bearbeitungszeit von 45 Stunden verkürzt und die Bearbeitungseffizienz um 73 % gesteigert wurde.
Was sind die entscheidenden Schritte bei der Entwicklung kundenspezifischer mehrachsiger Bearbeitungslösungen?
Ein optimales Ergebnis einer mehrachsigen CNC-Bearbeitung erfordert nicht nur das Drehen des Schlüssels und die „Bearbeitung“, sondern erfordert auch eine organisierte, kooperative Anstrengung vom Entwurf bis zur Fertigstellung. Der Hauptvorteil maßgeschneiderter Mehrachsen-Bearbeitungslösungen besteht in der „ proaktiven Reduzierung von Risiken und der Zuweisung von Ressourcen “ und im Falle eines Ingenieurs in der sofortigen Einbindung.
Schritt eins: Eingehende DFM- und Herstellbarkeitsanalyse
Ingenieure prüfen zunächst den 3D-Druck und analysieren Bereiche wie Überhang, Interferenzen, Wandstärke und Verrundungsbearbeitung. Optimieren Sie beispielsweise Bereiche, wenn eine Wand zu dünn ist, von 1,2 mm auf 2,0 mm, um Verformungen zu verhindern, und unter anderem, wenn rechtwinklige Ecken von rechten Winkeln in R3-Ecken umgewandelt werden.
Schritt zwei: Prozessplanung und „Digital Twin“-Simulation
Durch den Einsatz hochentwickelter CAM-Software wie Mastercam erfolgt die Planung des Prozesses, die Erstellung des „digitalen Zwillings“, der Import von 3D-Modellen von Werkzeugmaschinen, Schneidwerkzeugen und dem Werkstück sowie die Planung des Werkzeugwegs, die Kollisionserkennung und die Zeitschätzung für die Bearbeitung, wodurch 99 % der mit der Bearbeitung verbundenen Risiken im Voraus beseitigt werden .
Schritt drei: Entwicklung einer maßgeschneiderten Vorrichtungs- und Werkzeugstrategie
Bei Sonderkonstruktionen u hochpräzise Teile Um dem Spannmechanismus Steifigkeit zu verleihen, werden nicht standardmäßige Vorrichtungen verwendet. Spezielle Bearbeitungswerkzeuge werden für die Bearbeitung schwer zerspanbarer Materialien angepasst.
Zum Beispiel der Schaftfräser mit verlängerter Schneide für die Bearbeitung von Titanlegierungen bei der Bearbeitung tiefer Kavitäten und diamantbeschichtete Bearbeitungswerkzeuge für die Bearbeitung von Verbundwerkstoffen.
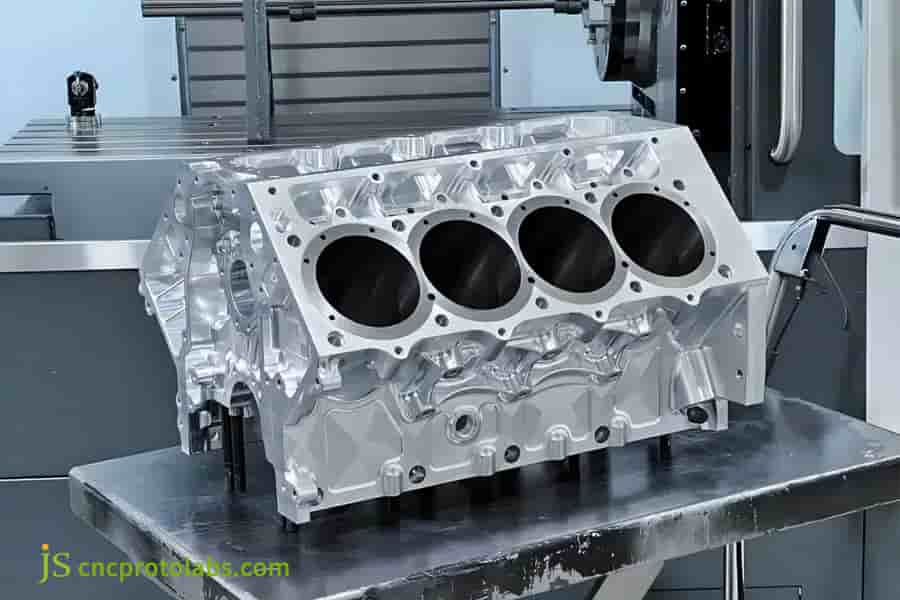
Abbildung 2: Eine frühzeitige Anwendung des Prinzips der Herstellbarkeit bei der CNC-Bearbeitung kann dazu beitragen, den Produktionsprozess zu vereinfachen und Kosten zu senken.
Wie erobert die Mehrachsenbearbeitung schwer zu schneidende Materialien?
Einige schwer zerspanbare Materialien wie Titanlegierungen, Inconel-Legierungen und Hochtemperaturlegierungen werden aufgrund ihrer hohen Festigkeit, Zähigkeit und Hochtemperaturfestigkeit vorzugsweise in der Hochleistungsbearbeitung verwendet, sind jedoch sehr schwer zu bearbeiten.
Mehrachsige Bearbeitung Mit seinen deutlichen Prozessvorteilen hat sich die Technologie als eine der wichtigsten Technologien herausgestellt, und auch hier ist die Entwicklung einer materialbasierten Prozessstrategie sehr wichtig.
Konstanter optimaler Schnittwinkel: Die Lösung zur Verlängerung der Standzeit von Schneidwerkzeugen
Die Fünf-Achsen-Verbindungstechnologie ermöglicht eine dynamische Korrektur der Werkstück- und Werkzeugpositionierung, wobei die Seitenkante im besten Schnittwinkel von 15°–30° fixiert wird, um konzentrierten Verschleiß zu vermeiden. Auch die Standzeit beim Schneiden von Titanlegierungen verbessert sich von 30 Minuten auf 120 Minuten.
Gegenmaßnahmen zur Spanabfuhr und Wärmeabfuhr: Vermeidung von Spanschäden, Vermeidung von Verformungen
Gestützt auf die Flexibilität mehrachsiger CNC-Maschinen zur Änderung der Position der Werkstücke, die optimale Planung des Spanabfuhrpfads und die Kombination des internen Kühlsystems mit einem Druck von 300 bar wird die Schnitttemperatur unter 200 °C gehalten , um Verformungen und Verbrennungen der Werkstücke zu verhindern.
Niedriggeschwindigkeits-, Hochvorschub- und Trochoidenfräsen: Bearbeitungsstrategien für Materialien mit hoher Härte
Bei gehärtetem Stahl und Hartmetall mit HRC55 oder mehr wird eine niedrige Schnittgeschwindigkeit mit hohem Vorschub verwendet, um die Schnittkraft zu reduzieren, während der Einsatz von Trochoidenfräsen dazu beiträgt, die Wärmebelastung gleichmäßig abzuführen, um einen konstanten Schnitt zu erzielen.
| Materialtyp | Schnittgeschwindigkeit (m/min) | Vorschubgeschwindigkeit (mm/Zahn) | Schnittstrategie |
| Titanlegierung Ti-6Al-4V | 60-80 | 0,1-0,15 | Konstanter Schnittwinkel + Hochdruck-Innenkühlung |
| Inconel 718 | 30-50 | 0,08–0,12 | Zykloidenfräsen + großer Vorschub bei niedriger Geschwindigkeit |
| Vergüteter Stahl HRC60 | 80-100 | 0,2-0,3 | Großer Vorschub und Trockenschnitt bei niedriger Geschwindigkeit |
Haben Sie schwer zerspanbare Materialien zu bearbeiten? Teilen Sie JS Precision Ihre Material- und Teiledetails mit, und wir erstellen für Sie einen maßgeschneiderten Mehrachsen-Bearbeitungsprozess mit einem Leitfaden zu den empfohlenen Schneidwerkzeugen, um Sie bei der effektiven und zuverlässigen Bearbeitung Ihrer schwierigen Materialien zu unterstützen.
Wie verändern Verbundwerkstoffe die Landschaft der mehrachsigen CNC-Materialien?
Aufgrund der steigenden Nachfrage nach leichten, hochfesten Materialien in der Hochpräzisionsfertigung haben sich kohlenstofffaserverstärkte Polymere und glasfaserverstärkte Polymere als Schlüsselbestandteile von mehrachsigen CNC-Materialien herauskristallisiert.
Diese Materialien weisen im Vergleich zu herkömmlichen Metallen ein ausgeprägtes anisotropes Verhalten auf. Daher erfordern sie einzigartige Bearbeitungsbedingungen. Aufgrund ihrer Anpassungsfähigkeit gilt hier die Mehrachsbearbeitung als beste Option.
Herausforderungen: Anisotropie- und Delaminationsrisiko
Aufgrund der hohen Anisotropie und der geringen Delaminationsfestigkeit muss die Verarbeitung von Verbundwerkstoffen richtig konzipiert werden: Fräsen in Faserorientierung, Bearbeitung der Kanten vor der Mitte, angemessener Vorschub von 0,05–0,1 mm pro Zahn und Beibehaltung der Delamination bei 1 % oder weniger. Dies steht in hohem Maße im Einklang mit den Anforderungen für die Schadensbegrenzung zwischen Schichten in ASTM D3518 .
Spezialwerkzeuge und „gratfreier“ Bearbeitungsprozess
Mit diamantbeschichteten Werkzeugen, Kompressionsspiralfräsern und Werkzeugen aus polykristallinem Diamant (PKD) sowie durch den Einsatz der ultraschallvibrationsunterstützten Bearbeitungstechnologie ist ein „gratfreies“ Schneiden von Verbundwerkstoffen möglich.
Integrierte Bearbeitung: „One Stop“-Service – vom Ausgangsmaterial bis zum fertigen Teil
Durchführen von Konturfräs-, Bohr-, Anfas- und Unterlegarbeiten an Verbundwerkstoffen in einer Aufspannung. Bei der Luft- und Raumfahrtstudie an einem Flügelholm aus Kohlefaser wurde bei allen Vorgängen in einer einzigen Aufspannung eine Maßgenauigkeit von ± 0,02 mm erreicht, was den Bearbeitungszyklus um 40 Prozent verkürzte.

Abbildung 3: Die einzigartigen strukturellen Eigenschaften und die hervorragende Kosteneffizienz von Verbundwerkstoffen machen sie zu äußerst wertvollen Materialien in vielen Branchen.
Wie erreicht man 5-Achsen-Bearbeitungstoleranzen konstant innerhalb von ±0,01 mm?
Die 5-Achsen-Bearbeitungstoleranzen von ±0,01 mm sind eine Grundvoraussetzung für die Fertigung auf höchstem Niveau. Dies ist nicht nur eine Funktion fortschrittlicher, hochpräziser Werkzeugmaschinen, sondern vielmehr eine Funktion des integrativen Managements einer Vielzahl von Variablen wie Umgebung, Ausrüstung, Prozess und Werkzeuge. JS Precision hat einen Prozess entwickelt, um Toleranzen im Mikrometerbereich zu erreichen.
Umgebung und thermische Stabilität: Der entscheidende Ausgangspunkt für Präzision
Es gibt eine Werkstatt mit konstanter Temperatur von 20 ± 0,5 °C, und die Werkzeugmaschine wird vor der Bearbeitung 30 Minuten lang vorgeheizt. Für Langzeitaufgaben wird maschinelle Mess- und Kompensationstechnik zur Kompensation der Auswirkungen von Wärmeausdehnungen eingesetzt, was eine grundsätzliche Gewährleistung darstellt 5-Achsen-Bearbeitungstoleranzen .
Mikromanagement von Werkzeug- und Spannsystemen
Es werden hochpräzise hydraulische und schrumpfbare Werkzeughalter mit Rundlauffehlern von nicht mehr als 0,002 mm eingesetzt und die entsprechenden Werkzeuge entsprechend den Materialien ausgewählt. Bei kleinen Teilen werden Vakuumspannfutter eingesetzt, um Verformungen zu verhindern, während bei großen Teilen eine Mehrpunktpositionierung eingesetzt wird, um die Spannsteifigkeit hoch zu halten.
Prozessstrategie: Die Kunst des Schruppens, Vorschlichtens und Schlichtens
Der Eingriff erfolgt in drei Schritten, um das Material zu entlasten:
Der Schruppvorgang erfordert große Schnitttiefen und niedrige Vorschübe, um überschüssiges Material zu entfernen, so dass 2–3 mm Aufmaß für die Vorschlichtung übrig bleibt. Die Vorschlichtung hilft dabei, die kaltverfestigte Schicht zu entfernen, so dass nur 0,1–0,2 mm Aufmaß für die Schlichtbearbeitung übrig bleibt . Die Schlichtbearbeitung erfordert eine geringe Schnitttiefe und hohe Vorschübe, um eine hervorragende Oberflächengüte und Maßgenauigkeit zu gewährleisten.
Wie bewältigt eine 5-Achsen-CNC-Drehmaschine die Bearbeitung riesiger Schiffspropeller?
Mit Durchmessern von mehreren Metern bis zu mehreren zehn Metern und einem Gewicht von mehreren zehn Tonnen sowie kompliziert gekrümmten Oberflächen sind riesige Schiffspropeller der ultimative Test für den Einsatz einer 5-Achsen-CNC-Drehmaschine.
Ultra-Large von JS Precision 5-Achsen-CNC-Drehmaschine (Turning & Milling Composite Center) hat diese Herausforderung mit seinen Fähigkeiten in der Handhabung extrem großer Werkstücke, der Schwerzerspanung sowie dem Präzisionsfräsen mit fünfachsiger Verbindung erfolgreich gemeistert .
Die Kunst, riesige Werkstücke zu spannen und auszuwuchten
Um zu verhindern, dass sich das Werkstück während des Bearbeitungsprozesses verschiebt, wurde ein spezielles Spannfutter- und Reitstock-Unterstützungssystem mit dem größtmöglichen Spanndurchmesser von 5 Metern entwickelt. Für das Werkstück wurden dynamische Auswuchttests durchgeführt und Auswuchtgewichte eingesetzt, um die Zentrifugalkraftfehler mit einer Genauigkeit der Güteklasse G2,5 auszugleichen.
Herausforderungen beim Schwerzerspanen und Präzisionsumformen
Bei der Grobbearbeitung wird eine beträchtliche Menge Material aus der Kupferlegierung entfernt. Das maximale Drehmoment beträgt 1500 N·m.
Während bei der Präzisionsbearbeitung die Oberflächenbearbeitung mit einer Genauigkeit von ±0,02 mm durchgeführt wird, wird nach der Grobbearbeitung der Kurve, dem Spannungsabbau und der anschließenden Vor- und Endbearbeitung ein „segmentierter Bearbeitungsansatz“ angewendet, um Verformungsprobleme zu beseitigen.
Messung und Kompensation in der Maschine: Gewährleistung der Genauigkeit bei besonders großen Größen
Um das Profil, die Dicke und die Steigung der Schaufel zu messen, kommt während der Bearbeitung ein integriertes hochpräzises Tastsystem in Echtzeit zum Einsatz. Falsche Abmessungen werden im Werkzeugweg automatisch korrigiert, sodass der Propeller mit einem Durchmesser von mehreren Metern sowie das Blattprofil Abmessungen mit einer Toleranzgrenze von ±0,03 mm erfüllen.
Haben Sie übergroße und komplizierte Teile zur Bearbeitung? Rufen Sie JS Precision an und teilen Sie uns Informationen zu Größe, Gewicht und Präzisionsanforderungen der zu bearbeitenden Teile mit. Wir werden dann eine spezielle Lösung entwerfen, die die Bearbeitungsfähigkeiten der 5-Achsen-CNC-Drehmaschine nutzt, um die Herausforderungen zu meistern, die sich aus der Herstellung sehr großer Teile ergeben.

Abbildung 4: 5-Achsen-NC-Bearbeitung eines Schiffspropellers
Fallstudie: Wie kann die mehrachsige CNC-Bearbeitung das Gewicht optischer Satellitenhalterungen um 60 % reduzieren und 55 % Kosten einsparen?
Hintergrund und Herausforderungen:
Die Tragstruktur des optischen Satellitenherstellers mit hoher Auflösung sollte aus 28 Bauteilen mit Aluminiumlegierung 6061 und 320 Befestigungselementen bestehen. Zu den Problemen bei dieser Struktur gehören kumulative Toleranzen von mehr als ±0,1 mm, eine Montagezeit von 40 Stunden und ein Gewicht von 12 kg, was viel mehr als die erwarteten 8 kg ist.
JS Precision-Lösung:
- Entwurfsrekonstruktion: Ingenieure wurden in frühen Entwurfsphasen einbezogen, um Topologieoptimierung und Gitterstrukturen zu nutzen und alle 28 Komponenten zu einer einzigen, leichten Struktur aus 7075-T7351 Luft- und Raumfahrtaluminium zusammenzuführen, die über 12 interne konforme Strömungspfade und 8 unregelmäßige Oberflächen verfügt.
- Prozessinnovation: Einsatz eines großen 5-Achsen-CNC-Bearbeitungszentrum Alle Bearbeitungsvorgänge werden in einer Aufspannung aus einem 25 kg schweren Aluminiumblock mit einem konstanten Schnittwinkel zur Vermeidung von Verformungen und einem starken internen Kühlsystem durchgeführt.
- Präzisionssicherung: Die Bearbeitung erfolgt bei einer festen Temperatur von 20 ± 0,5 °C, mit Ausgleich alle 6 Stunden durch Messung innerhalb der Maschine. Kritische Montageflächen sind ±0,008 mm flach und haben eine Positionsgenauigkeit von ±0,015 mm.
Ergebnisse:
Die Anzahl der Komponenten wurde von 28 auf 1 minimiert, das Gewicht erheblich auf 4,8 kg reduziert (eine Reduzierung um 60 %), die Gesamtherstellungskosten wurden um 55 % gesenkt (von 2.800 $ auf 1.260 $ pro Stück), die Lieferzeit wurde um 65 % verkürzt und die Steifigkeit und Temperaturbeständigkeit wurden um 40 % verbessert, was den Anforderungen für Raumfahrtanwendungen entsprach.
Wünschen Sie sich eine Gewichts- und Kostenreduzierung Ihrer komplexen Teile? Klicken Sie hier, um mehr über unsere Branchen-Fallstudien mit JS Precision zu erfahren, oder teilen Sie uns Ihre Teileanforderungen mit, und wir können mit Ihnen an einer Lösung zur Optimierung der Mehrachsenbearbeitung arbeiten.
Warum JS Precision Ihr vertrauenswürdiger Partner für anspruchsvolle 5-Achsen-CNC-Bearbeitungszentrumsprojekte ist
Wenn es um die Hochleistungs-Mehrachsen-CNC-Bearbeitung geht, hängt die Auswahl eines Vertreters nicht nur von der Auswahl der Ausrüstung ab, sondern auch von der Auswahl der Lösung und dem Qualitätsniveau. JS Precision hat sich durch seine technische Überlegenheit, sein Fachpersonal und seine digitalen Dienste zu einem der zuverlässigen Lieferanten von entwickelt 5-Achsen-CNC-Bearbeitungsdienste .
Technologisches Ökosystem: nicht nur eine Ansammlung von High-End-Werkzeugmaschinen
Unser Unternehmen verfügt über 20 importierte deutsche und japanische erstklassige 5-Achsen-CNC-Bearbeitungszentren und 8 große 5-Achsen-CNC-Drehmaschinen. Dadurch können wir die Bearbeitung und die Folgeoperationen „aus einer Hand“ anbieten. Unser Unternehmen verfügt außerdem über Koordinatenmessgeräte und Laserinterferometriegeräte.
Talent Engine: Eine ingenieurgesteuerte Fertigungskultur
Wir haben 45 leitende Prozessingenieure und Programmierer, die im Durchschnitt über mehr als 8 Jahre Erfahrung verfügen, und 12 von ihnen haben die Mastercam-Advanced-Zertifizierung erhalten. Diese Personen sind bereits in den frühen Phasen des Projekts in die Designbesprechung eingebunden und tragen dazu bei, Probleme im Zusammenhang mit der Bearbeitung nicht schneidbarer Materialien und Oberflächenwerkzeugpfaden zu beseitigen.
Digitales Engagement: Transparente, kooperative und vorhersehbare Projektabwicklung
Deshalb haben wir eine digitale Projektmanagement-Plattform entwickelt, auf der Kunden über ihre persönlichen Anmeldedaten auf Prozessanalysen, Angebote, Termine, Bearbeitungen und Inspektionsberichtsstatus zugreifen können. Kunden werden zu wichtigen Zeitpunkten durch Benachrichtigungen benachrichtigt, und dieser Ansatz hat uns zu einer Wiederkaufrate von 85 % geführt.
Kontaktieren Sie uns jetzt telefonisch, um Zugang zu unserer kostenlosen Service-Hotline der DFM-Analyse zu erhalten. Ganz gleich, ob Sie Prototypenbau, Kleinserienaufträge oder Massenproduktion benötigen, unser 5-Achsen-CNC-Bearbeitungszentrum bietet Ihnen effektive 5-Achsen-CNC-Bearbeitungsdienste.
FAQs
F1: Ist die 5-Achsen-Bearbeitung immer teurer als die 3-Achsen-Bearbeitung?
Nicht unbedingt. Bei komplexen Bauteilen kann die 5-Achsen-Einzelbearbeitung weniger kosten als die 3-Achsen-Bearbeitung, da dadurch mehrere Einstellungen und Werkzeugwechselzeiten eingespart werden und die Ausbeute deutlich verbessert wird. Aus Kostengründen wäre es sogar noch vorteilhafter.
F2: Wie hoch ist die Konzentrizität meiner Teile und kann die mehrachsige Bearbeitung diese erfüllen? Meine Teile brauchen eine Konzentration
Ja. Das ist genau der Kernvorteil, den die Mehrachsbearbeitung in einer Aufspannung bietet. Indem wir die Bearbeitung aller Löcher, die Konzentrizität erfordern, in einer Aufspannung selbst durchführen, können wir Fehler aufgrund der Datumsumwandlung minimieren und die Konzentrizitätsspezifikation von +0,02 mm sicherstellen.
F3: Wie überprüfe ich, ob Sie die angegebene Toleranz von ±0,01 mm einhalten können?
Möglicherweise können wir Berichte über Informationen zur Maschinenkalibrierung und zur Prozessfähigkeitsstudie (Cpk) anbieten. Darüber hinaus bieten wir eine volldimensionale Inspektion des ersten Teils mit einem KMG mit einem umfassenden Bericht an, um anhand tatsächlicher Daten unsere Fähigkeit zur Bearbeitung aufzuzeigen .
F4: Wie lange dauert es, bis ich nach der Bereitstellung einer STP-Datei einen vorläufigen Plan und ein Angebot erhalte?
Wenn die Anfrage regelmäßig komplex ist, bieten wir in der Regel innerhalb von 24 bis 48 Stunden einen Schemavorschlag an, einschließlich Analyse, Materialvorschlägen, Bearbeitungszeit und einem klaren Kostenvoranschlag. Bei komplizierten Teilen teilen wir Ihnen vorab die erforderliche Bearbeitungszeit mit.
F5: Wie stellen Sie die Genauigkeitskonsistenz bei großen Teilen sicher?
Bei den hochsteifen Werkzeugmaschinen sind wir auf die Klimakontrolle in unserem Konstanttemperaturlabor angewiesen, während für die Segmentbearbeitung maschineninterne Messsysteme zum Einsatz kommen. Dadurch wird die Anhäufung von Fehlern im Bearbeitungsprozess bei großen Verfahrwegen gut kompensiert .
F6: Wie verhindern Sie Vibrationen und Rost beim Versand großer Präzisionsteile aus China?
Um die Werkstücke festzuhalten, werden maßgeschneiderte Schaumstoffauskleidungen oder vakuumgeformte Schalen verwendet. Anschließend wird an den Stellen, an denen Präzisionsoberflächen vorhanden sind, eine Schutzfolie angebracht und schließlich eine VCI-Rostschutzverpackung verwendet, bevor sie in Holzkartons verpackt wird. Eine Transportversicherung ist vom Anfang bis zum Ende verfügbar, so dass die Stücke perfekt geliefert werden können.
F7: Unterstützen Sie alle Phasen vom Prototyping über die Kleinserienfertigung bis zur Massenproduktion?
Wir verfügen über Prototypen- und Pilotlinien für unsere flexiblen Fertigungseinheiten und Massenproduktionslinien für unsere Großfertigungseinheiten. Daher sind wir bereit, Prototyping- und Massenfertigungsdienstleistungen mit konsistenten technischen und qualitativen Prozessen in verschiedenen Phasen anzubieten, um Sie in verschiedenen Phasen besser bedienen zu können.
F8: Sind Sie an der Machbarkeitsvorbewertung hochkomplexer Teile beteiligt?
Das tun wir Angebot kostenlose DFM-Analysedienste . Bevor eine Bestellung aufgegeben wird, können Sie uns Ihre Teilezeichnungen und technischen Anforderungen zusenden, damit eine Analyse und Meinungen zur Herstellbarkeit sowie zu Risiken und Optimierungsmöglichkeiten erstellt werden können.
Abschluss
Die ideale Kombination aus Materialauswahl und mehrachsiger CNC-Bearbeitung ist die Lösung für die Probleme, die sich bei der Herstellung komplexer und wirtschaftlicher Teile ergeben.
Bei der Auswahl von Technologie und Technologiepartnern geht es nicht nur um die Wahl der Verarbeitungstechnologie, sondern auch um die Wahl eines verbesserten, zuverlässigeren und wettbewerbsfähigeren Kostenprozesses im Hinblick auf die Realisierung Ihres Endprodukts.
Es ist an der Zeit, die bestmöglichen Erkenntnisse für Ihre komplexen Designs zu gewinnen.
Besuchen Sie noch heute die Website von JS Precision und laden Sie Ihre Teilezeichnungen hoch. Neben der Bereitstellung eines wettbewerbsfähigen Preises für Ihr Projekt erhalten Sie auch ein „White Paper zur Design- und Prozessoptimierung“, das von unserem Expertenteam sorgfältig zusammengestellt wurde und die Art und Weise beschreibt, wie unsere Projekte umgesetzt werden Mehrachsige Bearbeitungslösungen kann dazu beitragen , Kosten zu senken und die Effizienz zu verbessern. Lassen Sie uns gemeinsam schwierige Pläne in die brillante Realität umsetzen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com

