

Braumaschinenausrüstung ist das „Herz“ der Kernausrüstung in Handwerksbrauereien und spielt in jedem Schritt eine äußerst wichtige Rolle, von der Getreideförderung über das Malzmahlen bis hin zum Biermischen.
Die meisten Brauereien haben jedoch einige Probleme: Übermäßige Getriebegeräusche beeinträchtigen die Brauereiumgebung, häufiger Verschleiß bedeutet ständige Ausfallzeiten für Wartungsarbeiten und die Lieferzeit für maßgeschneiderte Getriebe kann nicht garantiert werden.

Wer ist in dieser hart umkämpften Getriebeherstellungsbranche der Partner, der Ihnen Zuverlässigkeit, Kosteneffizienz und Fachwissen in Bezug auf Anforderungen an lebensmitteltaugliche Ausrüstung bietet?
Dieser Leitfaden geht durch alles, vom Design und der Materialauswahl bis zur Beschaffung, und zeigt, warum weltweit führende Brauereiausrüstungsmarken uns ihre kundenspezifische Verzahnung anvertrauen.
Kernantworttabelle
| Dimension der Beschaffungsentscheidung | Häufige Herausforderungen und Missverständnisse | Die professionellen Lösungen und der Mehrwert von JS Precision |
| Prozess- und Preistransparenz | Die Anpassungsprozesse sind nicht transparent und mit großen Preisschwankungen sind viele versteckte Kosten verbunden. | Anpassungsprozess aus einer Hand: Von der Designunterstützung bis zur Lieferung des fertigen Produkts, klare Preisstruktur, keine versteckten Gebühren und die wettbewerbsfähigsten Preise für die Herstellung von Ausrüstung. |
| Qualitätsbewertung und Zuverlässigkeit | Schwierigkeit bei der Beurteilung der wahren Fähigkeiten von Lieferanten. Bedenken hinsichtlich der Kontinuität der Qualität der ausländischen Fertigung. | Visualisierter Qualitätsnachweis: Von der Materialzertifizierung bis hin zu Präzisions-Zahnradschleifdiensten bieten wir umfassende Prüfberichte mit einer Genauigkeit von bis zu AGMA Level 10. |
| Lieferkette und Kosteneffizienz | Unsicher darüber, „wo kann ich Zahnräder zum besten Preis kaufen, unter Berücksichtigung lokaler und ausländischer Lieferanten? | Optimale globale Lieferkettenlösung: Wir kombinieren die Kostenvorteile einer Fertigung mit hoher Wertschöpfung in China mit gleichwertigen Qualitätssystemen in Europa und Amerika, um hochwertige, geräuscharme Zahnradantriebslösungen bereitzustellen, die über den „niedrigen Preis“ hinausgehen. |
| Spezifische technische Anforderungen | Es ist schwierig, Experten zu finden, die sowohl das Design der Umlenkrollen von Brühmaschinen als auch die Herstellung von Spiralkegelrädern verstehen. | Interdisziplinäre Technologieintegration: Unsere Ingenieure beherrschen sowohl die Betriebsbedingungen von Brauanlagen als auch die High-End-Getriebetechnologie und bieten optimierte Lösungen von Komponenten bis hin zu Systemen. |
Warum diesem Leitfaden vertrauen? Umfassende Analyse der Getriebeherstellung für JS Precision Brewer Machine
Ihre Stärke in der Zahnradbearbeitung steht im Mittelpunkt dieses Leitfadens, der von Experten verfasst wurde, die bei JS Precision tief in diesem Bereich verwurzelt sind.
Wir verfügen über mehrere internationale Zertifizierungen, darunter ISO 9001:2015 und ISO 13485:2016, beliefern mehr als 500 verschiedene Hersteller von Bierausrüstungen und Handwerksbrauereien weltweit und verfügen über umfassende Erfahrung mit kundenspezifischer Braumaschinenausrüstung.
Wir bieten mehr als 80 verschiedene Materialien an, von Edelstahl 316L in Lebensmittelqualität bis hin zu selbstschmierenden technischen Kunststoffen – alle ausgewählt für die besondere Umgebung der Bierproduktion. Durch den Einsatz fortschrittlicher CNC-Wälzfräs-, Zahnradstoß- und Präzisionszahnradschleifdienste produzieren wir weiterhin AGMA 9-10-Präzision mit kontrollierten Toleranzen von ±0,01 mm.
Es handelt sich nicht um einen theoretischen Leitfaden, sondern um eine Zusammenfassung unserer Erfahrungen mit mehr als 1000 Getriebeprojekten für Braumaschinen. Jede Empfehlung wurde im echten Leben getestet, um Ihnen zu helfen, häufige Fehler bei der Auswahl und Beschaffung zu vermeiden.
Möchten Sie unsere Fertigungskapazitäten für Braumaschinengetriebe bestätigen? Geben Sie Ihre Anlagenparameter an und wir stellen Ihnen kostenlos drei erfolgreiche Fallstudien und Testberichte von ähnlichen Brauereien zur Verfügung, damit Sie einen direkten Einblick in unsere handwerklichen Standards erhalten.
Was ist der Prozess und die Kosten für kundenspezifische Braumaschinenausrüstung?
Der Kern der kundenspezifischen Braumaschinenausrüstung besteht darin, Präzision, Lebensdauer und Kosten in Einklang zu bringen. Ebenso sollten die Prozesse standardisiert werden, um Kostentransparenz zu gewährleisten.
Sein Qualitätssystem muss den grundlegenden Anforderungen für die Konstruktion und Herstellung von Sanitäranlagen im Bioprocessing Equipment Standard der American Society of Mechanical Engineers (ASME) (ASME BPE-2022) entsprechen.
Daher werden wir den vollständigen kundenspezifischen Verzahnungsprozess von JS Precision und seine Kosten im Detail erläutern.
Transparenter Anpassungsprozess in vier Schritten
1. Design-Zusammenarbeit und DFM-Analyse: Ingenieure überprüfen Designs und optimieren Zahnradprofile und Materialien basierend auf der Produktionsumgebung in Bier, um Fehler zu vermeiden.
2. Präzise Angebotserstellung und Lösungsbestätigung: Es wird ein klares Angebot erstellt, das Material, Bearbeitung und Wärmebehandlung sowie Präzisionszahnradschleifdienste ohne versteckte Kosten umfasst.
3. Kontrollierte Fertigung und Prozessinspektion: Produktion während des gesamten Prozesses in unserer eigenen Fabrik mit notwendigen Inspektionspunkten in kritischen Phasen, wobei CNC-Ausrüstung für Konsistenz sorgt.
4. Endkontrolle und Zertifizierung sowie pünktliche Lieferung: 100 % Werksinspektion mit Testberichten und Logistikverfolgung in Echtzeit, um eine pünktliche Lieferung sicherzustellen.
Detaillierte Kostenaufschlüsselung
Die drei Hauptfaktoren, die die Kosten für die Ausrüstung einer Brauereimaschine bestimmen, sind: Materialien, Prozesse und Chargengröße:
1. Materialtyp:
| Materialtyp | Anwendbare Szenarien | Stückpreisspanne (USD/Stück) | Funktionen |
| Edelstahl 304 in Lebensmittelqualität | Teile kommen nicht direkt mit Alkohol in Berührung. | 50-150 | Mittlere Korrosionsbeständigkeit, mittlere Kosten. |
| Edelstahl 316L in Lebensmittelqualität | Direkter Kontakt mit den flüssigen Teilen des Weins. | 80-220 | Optimale Korrosionsbeständigkeit, lange Lebensdauer. |
| POM | Geringe Belastung und geringe Geräuschentwicklung. | 30-80 | Selbstschmierend, geräuscharm. |
2. Prozesskosten:
| Prozesstyp | Inhalt wird verarbeitet | Stückpreisspanne USD/Stück | Effekt |
| Kundenspezifisches Verzahnen (Wälzfräsen) | Allgemeine Bearbeitung von Zahnradprofilen | 20-50 | Erfüllt allgemeine Präzisionsanforderungen |
| Benutzerdefiniertes Verzahnen (Gear Shaping) | Komplexe Zahnradprofilbearbeitung | 30-60 | An spezielle Getriebestruktur angepasst |
| Präzisions-Zahnradschleifdienste | Oberflächenschleifen und Formen von Zahnrädern | 30-80 | Präzisionsverbesserung, Rauschunterdrückung |
3. Batch-Effekt:
Der Stückpreis von Kleinserien-Prototypen (1–10 Stück) wird 30–50 % höher sein als der von Großserien (100 Stück oder mehr).
Zum Beispiel liegt der Stückpreis für Brühmaschinengetriebe aus 316L-Edelstahl bei etwa 180 US-Dollar für weniger als 10 Stück und kann bei mehr als 100 Stück auf etwa 120 US-Dollar gesenkt werden. Es wird empfohlen, das Einkaufsvolumen in Verbindung mit dem jährlichen Produktionsplan zu planen.
Wie kann man die Qualität eines Zahnradherstellers wirklich beurteilen?
Bei der Auswahl eines Lieferanten für die Herstellung von Zahnrädern können Sie nicht nur auf den Preis achten. Der Grad der Präzisionsschleifdienstleistungen für Zahnräder bestimmt direkt den Geräuschpegel und die Lebensdauer der Zahnräder von Braumaschinen. Es ist von entscheidender Bedeutung, den Schwerpunkt auf ihre technischen Stärken und Qualitätskontrollfähigkeiten zu legen.
Must-Ask-Checkliste und Must-See-Beweise
Technische Fragen, die unbedingt gestellt werden müssen
- Welche AGMA/DIN-Präzisionsstufe kann mit der Ausrüstung Ihrer Braumaschine erreicht werden? Sind Testdaten verfügbar?
- Zahnradverformungskontrolle bei der Wärmebehandlung unter Bedingungen hoher Luftfeuchtigkeit, welche Schutzmaßnahmen gibt es?
- Was sind einige der erfolgreichen Fallstudien zu geräuscharmen Zahnradantriebslösungen, möglicherweise mit Geräuschtestberichten?
Wichtige Qualitätsnachweise
Fragen Sie bei bestehenden Kunden nach Testberichten, Materialqualitätszertifikaten und Wärmebehandlungsaufzeichnungen. Ein echter Experte für die Herstellung von Zahnrädern stellt Ihnen gerne diese Details zur Verfügung, die für die Dokumentation der Leistungsfähigkeit von Präzisionszahnradschleifdiensten unerlässlich sind.
Geräte- und Prozessinspektion
- Hauptausrüstung: Einführung in die Konfiguration von CNC-Wälzfräsmaschinen, Wälzstoßmaschinen und Zahnradschleifmaschinen. Zahnprofil modifiziert durch importierte Zahnradschleifmaschinen für JS Precision.
- Prüffähigkeit: Zahnradmesszentren, Härteprüfgeräte usw. sind unerlässlich und jede Charge unserer Produkte wird mehreren Tests unterzogen.
Möchten Sie die Fallstricke bei der Lieferantenauswahl vermeiden? Laden Sie die kostenlose „Checkliste zur Lieferantenbewertung für die Zahnradherstellung“ mit 10 wichtigen Prüfpunkten herunter, die Ihnen dabei helfen, schnell nach geeigneten Partnern zu suchen.
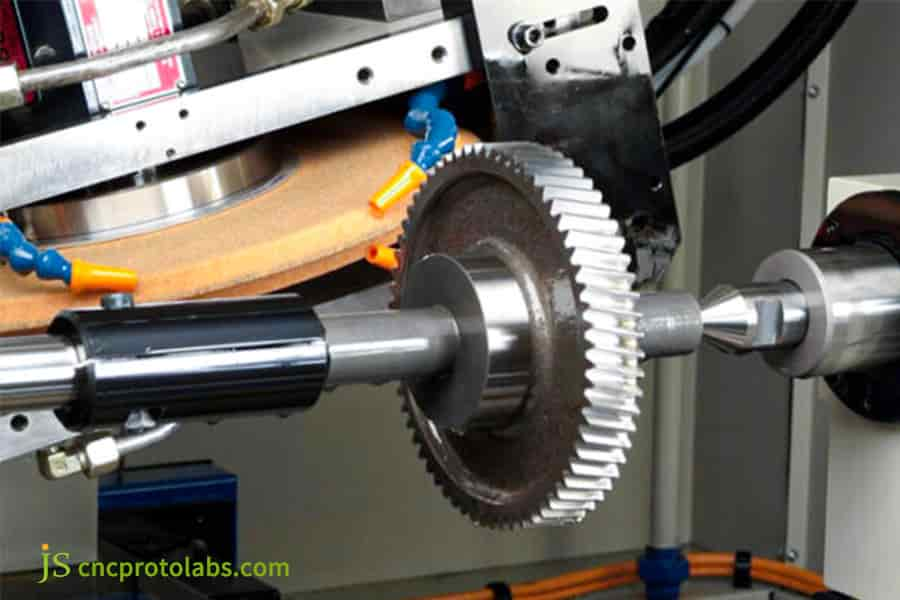
Abbildung 1: Überprüfen Sie, ob der Lieferant über Kernausrüstung zur Herstellung von Zahnrädern wie hochwertige Präzisions-Zahnradschleifmaschinen verfügt.
Leitfaden zur Materialauswahl und Kosten für langlebige Brührollen
Die Wahl der Brüher-Umlenkrollen steht in direktem Zusammenhang mit der Stabilität der Anlage und den Kosten für deren Wartung. Gängige Materialien und Preisreferenzen werden in den folgenden Tabellen verglichen:
| Material | Anwendbare Szenarien | Stückpreisspanne (USD/Stück) | Funktionen |
| Edelstahl 316L | Direkter Kontakt mit Flüssigkeiten | 60-180 | Hohe Korrosionsbeständigkeit, lange Lebensdauer |
| Eloxierte Aluminiumlegierung | Indirekter Kontakt mit Flüssigkeiten | 40-120 | Leicht, hohes Preis-Leistungs-Verhältnis |
| Technische Kunststoffe POM | Geringe Belastung, geringe Geräuschentwicklung | 20-60 | Selbstschmierend, geräuscharm |
Ein extrem niedriger Preis könnte auf eine Herabstufung des Materials hindeuten, was das Risiko von Korrosion und Bruch erhöht und zu höheren Wartungskosten führt.

Abbildung 2: Umlenkrolle aus Kunststoff
Wo kann ich Ausrüstung mit dem besten Gesamtwert kaufen?
Wenn Sie versuchen, die Antwort auf die Frage „Wo kann ich Zahnräder kaufen“ zu finden, tappen Sie nicht in die Falle des niedrigen Preises. Der tatsächliche Wert der Getriebeherstellungsindustrie muss in Verbindung mit der Lebensdauer, den Wartungskosten und den Verlusten aufgrund von Ausfallzeiten berücksichtigt werden.
Lokale Lieferanten haben den Vorteil einer bequemen Kommunikation und einer kurzen Vorlaufzeit, die für dringende Einkäufe kleiner Mengen genutzt werden kann. Ihre Material- und Prozessmöglichkeiten sind begrenzt, was es schwierig macht, die Anforderungen an die Ausrüstung von Braumaschinen mit hohen Anforderungen zu erfüllen.
Als Experte im Ausland hat JS Precision über viele Jahre hinweg umfassendes Fachwissen in der Getriebefertigungsindustrie mit technologischer Tiefe und Größenvorteilen entwickelt. Sie können umfassende Dienstleistungen anbieten, einschließlich kundenspezifischer Verzahnungs- und Präzisionsverzahnungsschleifdienste. Obwohl die Vorlaufzeiten für grenzüberschreitende Lieferungen etwas länger sind, sind dieGesamtbetriebskosten niedriger.
Wir konzentrieren uns auf hochwertige, maßgeschneiderte Verzahnungen und bieten maßgeschneiderte Braumaschinen-Getriebelösungen für Brauereien.
Von der Bestellung bis zur Lieferung: Was sind realistische Lieferzeiten für kundenspezifisches Verzahnen?
Der Lieferzyklus kundenspezifischer Verzahnungen ist ein wichtiger Aspekt bei der Wartung und Modernisierung von Anlagen in Brauereien. Basierend auf jahrelanger Produktionserfahrung kann JS Precision den tatsächlichen Zeitplan aufschlüsseln und Sie bei der Planung einer Beschaffungsstrategie unterstützen.
Standard-Zeitleistenaufschlüsselung
- Prozessvorbereitung: 1–3 Tage für Zeichnungsprüfung, Programmierung und Prozessplanung. Fügen Sie bei komplexen Zahnrädern weitere 1-2 Tage hinzu, um die DFM-Analyse zu berücksichtigen.
- Beschaffung von Rohstoffen: 3-7 Tage (Edelstahl 304 und POM sind immer auf Lager, während Spezialmaterialien wie Edelstahl 316L 3-5 Tage benötigen).
- Bearbeitung und Wärmebehandlung: 5–10 Tage, einschließlich Grobbearbeitung, Wärmebehandlung und Endbearbeitung. Die Wärmebehandlung dauert 2 bis 3 Tage, was bei Zahnrädern für Haltbarkeit und Lebensdauer sehr wichtig ist.
- Feinschleifen und Testen: 3–5 Tage (Präzisionszahnradschleifdienste dauern 2–3 Tage, Endkontrolle und Berichterstellung 1–2 Tage).
Der allgemeine Standardlieferzyklus beträgt 12–25 Tage und die spezifische Zeit kann durch die folgenden Faktoren beeinflusst werden:
- Materialspezialitäten: Der Einkaufszyklus für spezielle Legierungsmaterialien kann bis zu 7–10 Tage dauern.
- Komplexität der Verzahnung: Die Zeit für die Bearbeitung solch komplizierter Strukturen wie Spiralkegelräder wird um 3–5 Tage länger sein.
- Spezielle Wärmebehandlung: Aufkohlen und Abschrecken erfordern weitere 3 Tage.
- Aktueller Bestellplan: Während der Hauptsaison, die normalerweise von März bis Mai und erneut von September bis November stattfindet, wird der Zeitplan erheblich länger sein, Bestellungen können um 2-3 Tage verlängert werden.
Für dringende Reparatur- oder Prototypenanforderungen verfügen wir über einen beschleunigten Produktionsprozess, der innerhalb von 7–10 Tagen liefern kann. Für die beschleunigte Bearbeitung fällt jedoch eine beschleunigte Gebühr von 10–20 % an. In Situationen, in denen es nicht dringend ist, empfehlen wir den Einkauf nach dem Standardzyklus.
Haben Sie dringenden Bedarf an kundenspezifischem Zahnradschneiden? Bitte rufen Sie umgehend unsere Service-Hotline an und teilen Sie uns Art und Menge der Ausrüstung sowie den spätesten Liefertermin mit. Wir bewerten unsere Kapazität und bieten die beste, beschleunigte Lösung, um Kunden dabei zu helfen, Verluste durch Ausfallzeiten zu minimieren.
Der Preisaufschlag und der ROI von geräuscharmen Getriebeantriebslösungen
Im Produktionsumfeld von Brauereien verbessern geräuscharme Zahnradantriebslösungen nicht nur den Arbeitskomfort, sondern bringen auch erhebliche langfristige Vorteile. Obwohl die Anschaffungskosten solcher Lösungen höher sind, ist die Kapitalrendite beträchtlich.
Lärmquellen und Lösungskosten
Das Geräusch des Brühmaschinenzahnrads entsteht hauptsächlich durch die Reibung an der Zahnoberfläche und den Stoß des Getriebes. Die entsprechenden Lösungen und Kosten sind wie folgt:
- Änderung des Zahnprofils und hochpräzises Schleifen: Präzisionsschleifdienste für Zahnräder bieten mikroskopische Modifikationen, um die Kontaktfläche der Zahnoberfläche zu optimieren und Reibungsgeräusche zu reduzieren. Die Kosten stiegen um etwa 20–40 %, bei einer Geräuschreduzierung von ungefähr 5–10 dBA, um die Betriebsgeräusche unter 70 dBA zu halten.
- Spezielle Schmierung und Materialabstimmung: Der Einsatz synthetischer Fette in Lebensmittelqualität mit verschleißfesten Zahnradpaarmaterialien wie Edelstahl 316L + POM reduziert Verschleiß und Geräusche. Die Kosten steigen um etwa 10–15 %, bei einer weiteren Reduzierung des Geräuschpegels um 3–5 dBA und einer Verlängerung der Schmierzeit.
Berechnung des Return on Investment (ROI)
Am Beispiel einer mittelgroßen Handwerksbrauerei finden Sie unten die ROI-Analyse für den Einsatz der geräuscharmen Zahnradantriebslösungen:
- Equipment Premium: Reduzierter Lärm führt zu einer besseren Produktionsumgebung und erhöht den Marktpreis der Ausrüstung um 10–15 %.
- Energieeinsparungen: Optimierter Getriebewirkungsgrad – Verbesserung um 3–5 %. Bei einer 10-kW-Einheit entspricht dies einer jährlichen Stromeinsparung von etwa 800–1200 US-Dollar.
- Wartungskosten: Die Lebensdauer des Getriebes wurde von 1 Jahr auf 3 Jahre verlängert, wodurch die jährlichen Wartungskosten von 2.000 $ auf 600 $ gesenkt wurden, was zu einer Gesamteinsparung von 4.200 $ über den Zeitraum von 3 Jahren führt.
Im Allgemeinen ist eine Amortisation der anfänglichen Mehrkosten innerhalb von 1–2 Jahren möglich, während sich langfristige Vorteile durch geringe Geräuschentwicklung und geringen Wartungsaufwand ergeben.
Möchten Sie geräuscharme Zahnradantriebslösungen für Ihre Brauerei entwickeln? Bitte geben Sie Ihr Gerätemodell und aktuelle Lärmdaten an. Wir stellen Ihnen eine kostenlose, maßgeschneiderte Lärmminderungslösung und einen ROI-Analysebericht zur Verfügung, damit Sie Ihren Return on Investment-Zyklus klar nachvollziehen können.
Wie bekomme ich ein Angebot von einem Hersteller von Spiralkegelrädern?
Spiralkegelräder sind sehr strukturell und erfordern höchste Präzision. Es ist sehr wichtig, einen professionellen Hersteller von Spiralkegelrädern auszuwählen, um eine bessere Übertragungsleistung sicherzustellen. Hier finden Sie eine detaillierte Anleitung zum Einholen eines Angebots von JS Precision, die Ihnen dabei hilft, in kürzester Zeit ein genaues Angebot zu erhalten.
Geben Sie gültige Anfrageinformationen an
Das Angebot von Spiralkegelrädern erfordert eine sehr genaue Parameterunterstützung. Bitte bereiten Sie die folgenden wichtigen Zeichnungsparameter im Voraus vor:
- Grundlegende Parameter: Modul, Übersetzungsverhältnis, Wellenwinkel – üblicherweise 90°, Helixrichtung.
- Strukturelle Parameter: Montageabstand, Zahnbreite, Bohrungsdurchmesser, Keilnutabmessungen.
- Leistungsanforderungen: Übertragungsleistung, Geschwindigkeit, Betriebsumgebung, Luftfeuchtigkeit, Korrosion.
- Mengen- und Lieferanforderungen: Zu kaufende Menge, beschleunigter Service erforderlich, Lieferadresse.
Kontaktieren Sie professionelle Kanäle direkt
Da herkömmliche Getriebefabriken möglicherweise nicht über ausreichende Verarbeitungskapazitäten und Erfahrung mit Spiralkegelrädern verfügen, empfehlen wir unseren Kunden, sich über den Kanal „Engineering Consultation“ von JS Precision direkt an unser Expertenteam für Kegelräder zu wenden.
Die Optimierungsvorschläge können schnell eingebracht werden, da unsere Experten über mehr als 10 Jahre Erfahrung in der Konstruktion und Bearbeitung von Spiralkegelrädern verfügen.
Von der Anfrage zur Zusammenarbeit
Wir können Ihnen nicht nur ein Angebot erstellen, sondern auch Ihr Anwendungsszenario analysieren undden besten Zahnradtyp-Gleason oder Klingelnberg sowie den besten Herstellungsprozess vorschlagen. Für Getriebeanforderungen in Bierbrauanlagen bevorzugen wir verschleißfeste und geräuscharme Lösungen, um sicherzustellen, dass Getriebe für feuchte Umgebungen geeignet sind.
Fallstudie: 55 % Lärmreduzierung für den Getreideförderantrieb der Craft Brewery Chain erreicht
Problempunkte des Kunden:
Eine bekannte Craft-Beer-Kette mit 20 Filialen im ganzen Land hatte zwei seit langem bestehende Probleme mit der Ausrüstung ihrer Braumaschine in ihrem Getreidefördersystem:
- Der Betriebslärm erreichte 85 dBA und beeinträchtigte das Kundenerlebnis im Geschäft.
- Der Getriebeverschleiß war stark und musste alle 9 Monate ausgetauscht werden, was zu hohen Wartungskosten und Störungen des normalen Betriebs führte.
JS-Präzisionslösung:
Vor diesem Hintergrund der Schwachstellen wandte sich die Marke an JS Precision.
Unsere Ingenieure inspizierten zunächst die Ausrüstung vor Ort und stellten fest, dass die ursprünglichen Zahnräder ein übliches Wälzfräsverfahren mit einer Präzision von nur AGMA 6 verwendeten, was zu rauen Zahnoberflächen und hohem Reibungsgeräusch führte. Darüber hinaus handelte es sich bei dem Material um gewöhnlichen Kohlenstoffstahl, der ist in feuchten Umgebungen anfällig für Korrosion und Verschleiß.
Um diese Probleme anzugehen, haben wir eine komplette geräuscharme Zahnradantriebslösung bereitgestellt:
- Neugestaltung des Zahnradpaares: Optimieren Sie das Zahnprofil des Brühmaschinenzahnrads, übernehmen Sie ein modifiziertes Design, vergrößern Sie die Zahnoberflächenkontaktfläche und reduzieren Sie Schlaggeräusche.
- Verbesserter Herstellungsprozess: Einführung von Präzisionsschleifdiensten für Zahnräder anstelle des ursprünglichen Präzisionswalzens, wodurch die Präzision weiter auf AGMA-Klasse 9 verbessert und die Zahnoberflächenrauheit unter Ra 0,4 μm reduziert wird.
- Optimierte Materialien und Wärmebehandlung: Für die Zahnräder wurde Edelstahl 316L in Lebensmittelqualität ausgewählt, und durch die kontrollierte Nitrierbehandlung erreichte die Oberflächenhärte 60 HRC. Es hatte eine hohe Verschleißfestigkeit und Korrosionsbeständigkeit.
Quantifizierte Ergebnisse:
Nach der Implementierung wurden die folgenden wichtigen Ergebnisse erzielt:
Das Betriebsgeräusch des Getreidefördersystems des Ladens wurde von 85 dBA auf 70 dBA reduziert – eine Reduzierung der subjektiven Hörwahrnehmung um 55 % – was zu einer deutlich verbesserten Ladenumgebung führte.
Die Lebensdauer der Zahnräder wurde von 9 Monaten auf über 3 Jahre verlängert, ohne dass ein häufiger Austausch erforderlich ist; Die jährlichen Wartungskosten eines einzelnen Übertragungssystems wurden von 2.500 $ auf 1.500 $ gesenkt, eine Reduzierung um 40 %
Derzeit hat die Marke die Ausrüstungs-Upgrades für alle Filialen abgeschlossen und eine langfristige Partnerschaft mit JS Precision aufgebaut.
Möchten Sie diese geräuschreduzierende und die Lebensdauer verlängernde Lösung nachbauen? Bitte teilen Sie uns Ihre spezifischen Probleme bei der Ausrüstung und Ihre Bedürfnisse mit. Wir bieten Ihnen kostenlos maßgeschneiderte Lösungen und Einzelheiten zu ähnlichen Fallstudien an, die dazu beitragen, die Geräteleistung zu verbessern und die Wartungskosten zu senken.

Abbildung 3: Zahnräder des Fördersystems
FAQs
F1: Welche Materialien sind für die Zahnräder von Braumaschinen lebensmittelecht?
Wir empfehlen lebensmittelechten Edelstahl 304 oder 316L und von der FDA zugelassene technische Kunststoffe POM und UHMW-PE. Diese sind ungiftig, korrosionsbeständig und entsprechen der Hygiene bei der Bierproduktion. Bleihaltiges Messing sollte vermieden werden.
F2: Können Sie Zahnräder sowohl nach metrischen als auch nach zölligen Standards herstellen?
Ja, wir beherrschen internationale Standards wie ISO, DIN und AGMA und können nach Ihren Zeichnungen entweder metrische oder zöllige Standardgetriebe für Braumaschinen herstellen, die perfekt zu Ihrer Ausrüstung passen.
F3: Was ist die typische Toleranz für präzisionsgeschliffene Zahnräder?
Unsere Präzisionsschleifdienste für Zahnräder erreichen die Präzisionsstufen AGMA 9–10, wobei Zahnprofil- und Richtungsfehler auf innerhalb von 0,005 mm kontrolliert werden. Diese Zahnräder bieten daher eine hohe Stabilität bei erheblicher Reduzierung der Getriebegeräusche.
F4: Geben Sie Schmierungsempfehlungen für geräuscharme Anwendungen?
Ja. Wir empfehlen je nach Material, Geschwindigkeit und Belastung des Getriebes Ihrer Braumaschine spezielle synthetische Fette in Lebensmittelqualität, um die Reibung an den Zahnoberflächen zu verringern, Geräusche zu reduzieren und Hygienestandards zu erfüllen.
F5: Wie hoch ist Ihre Mindestbestellmenge für kundenspezifische Zahnräder?
Es gibt keine feste Mindestbestellmenge, wir unterstützen alles von einteiligen Prototypen bis hin zur Massenproduktion. Bei Kleinserienbestellungen profitieren Sie außerdem von einer vollständigen Designoptimierung und Qualitätsprüfung, um Prototypentests oder Notfallreparaturanforderungen zu erfüllen.
F6: Liefern Sie nur Zahnräder oder komplett montierte Getriebe?
Die beiden oben genannten sind alle verfügbar. Wir liefern Brühmaschinengetriebe, Brühmaschinen-Umlenkrollenteile und einen Getriebemontageservice und bieten eine Lösung aus einer Hand, um Ihre Beschaffungs- und Montagekosten zu senken.
F7: Wie lange ist die Vorlaufzeit für eine kleine Charge kundenspezifischer Stirnräder?
Für einfache kundenspezifische Stirnräder in kleinen Chargen (<100 Stück) unter Verwendung von Standardmaterialien wie Edelstahl 304 oder POM beträgt die Standardvorlaufzeit 3-4 Wochen. Dringende Anfragen können auf 10 Tage beschleunigt werden.
F8: Wie kann ich Ihre Qualitätsansprüche überprüfen, bevor ich eine Großbestellung aufgeben?
Wir empfehlen zunächst eine Testproduktion in kleinen Chargen, damit Sie die Produktqualität vollständig testen können. Sie können auch einen virtuellen Online-Fabrikbesuch vereinbaren, um unsere Produktionsausrüstung, Qualitätskontrollprozesse und unser technologisches Niveau intuitiv zu verstehen.
Zusammenfassung
Der Kern der Herstellung von Braumaschinengetrieben ist „präzise Passform“ und „Wertbalance“.
Mit JS Precision entscheiden Sie sich nicht nur für einen Hersteller von Spiralkegelrädern, sondern auch für einen langfristigen Partner, der Ihre Anwendungsszenarien genau versteht und modernste Technologie in der Zahnradherstellungsindustrie nutzt, um Ihnen einen geräuscharmen Zahnradantrieb zu liefern Lösungen.
Optimieren Sie sofort die Übertragungsleistung und Kostenstruktur Ihrer Geräte.
→ Senden Sie uns Ihre Getriebezeichnungen für eine kostenlose Designprüfung und ein genaues Angebot.
→ Laden Sie unser FDM-Whitepaper herunter.
→ Buchen Sie ein 15-minütiges technisches Gespräch mit unseren Ausrüstungsexperten, um Ihre Projektherausforderungen direkt zu besprechen.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS Precision Services, es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen, das sich auf kundenspezifische Fertigungslösungen konzentriert. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräziseCNC-Bearbeitung,Blechherstellung,3D-Druck,Spritzguss,Metallstanzenund andere Fertigungsdienstleistungen aus einer Hand.
Unsere Fabrik ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Entscheiden Sie sich für JS Precision. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.cncprotolabs.com
Ressource

