

CNC-Fräs- und Bearbeitungsdienstleistungen sind zentrale Lösungen bei der Herstellung komplizierter Baugruppen in der Baugruppenfertigung. Bei der Entwicklung eines industriellen Roboter-Handgelenkmoduls, eines entscheidenden Bestandteils eines medizinischen Geräts, sowie von Komponenten für die Luft- und Raumfahrt werden komplizierte Baugruppen häufig zu einer Einschränkung im gesamten Prozess des Herstellungssystems.
Im herkömmlichen Modell für die Komponentenbeschaffung würde der Zusammenbau der 12 Teile vier Stunden dauern, und aufgrund der kumulierten Toleranzen würde es zu einer Fehlausrichtung der Lagergehäuse kommen, was zu versteckten Kosten von über 30 Prozent führen würde.
Wie in diesem Artikel gezeigt wird, kann die Integration von High-Tech-CNC-Fräs- und Bearbeitungslösungen – ein besonders umfassender Ansatz zur Herstellung komplexer Baugruppen – diese Probleme systematisch angehen und Baugruppen von „Kostenstellen“ in „Wettbewerbsvorteile“ verwandeln.
Wir werden untersuchen, wie JS Precision mit Sitz in China die Fähigkeiten seiner starken Ingenieurspartner und die großen Präzisionsfertigungskapazitäten nutzt, um internationalen Kunden einsparungsorientierte Lösungen anzubieten, die weit über die Möglichkeiten der generischen Bearbeitung in ihrer Region hinausgehen.
Zusammenfassung der wichtigsten Antworten
| Entscheidungskern | Die Fallstricke generischer Lösungen | Der Integrationswert von JS Precision |
| Kostenkontrolle | Während andere nur die Preise für Einzelstücke vergleichen CNC-Fräsprodukte ohne den dramatischen Anstieg der Gesamtkosten zu berücksichtigen, die für die Fehlerbehebung bei der Baugruppe, den Ausschuss und das Lieferkettenmanagement erforderlich sind. | Unsere Lösungen reichen von der DFA/DFM-Analyse bis hin zur integrierten Fertigung von Werkstücken und minimieren so Komponenten und Montagesequenzen zur Optimierung der Gesamtkosten . |
| Präzision und Konsistenz | Die Abwicklung der Verarbeitung durch mehrere Zulieferer und unkontrollierte kumulative Toleranzen führen zu einem inkonsistenten Benchmark und damit zu einer unkontrollierten kumulativen Toleranz, die sich auf die Montagegenauigkeit auswirkt. | In einer fragmentierten Lieferkette gibt es weniger Möglichkeiten, Liefertermine zu koordinieren, und eine Verzögerung in einem Prozess stoppt jedes Projekt vollständig. |
| Widerstandsfähigkeit der Lieferkette | In einer fragmentierten Lieferkette gibt es weniger Möglichkeiten, Liefertermine zu koordinieren, und eine Verzögerung in einem Prozess stoppt jedes Projekt insgesamt . | Als Komplettanbieter für CNC-Fräs- und Bearbeitungsdienstleistungen koordinieren wir alle Prozesse intern, bieten einheitliche Lieferverpflichtungen und Qualitätsverantwortungen, vereinfachen die Verwaltung erheblich und reduzieren Risiken. |
| Technologieanpassungsfähigkeit | Die Anforderung an die Koordination der Verarbeitung unterschiedlicher Materialien und komplexer Formen wird von der Allzweckmaschine nicht erfüllt und bei der Massenproduktion kommt es zu großen Qualitätsunterschieden. | Die Integration mehrerer Prozesse wie Fräsen, Drehen und additive Fertigung eignet sich für die Verarbeitung mehrerer Materialien wie Aluminium, Stahl und technische Kunststoffe und gewährleistet eine stabile Qualität während des gesamten Prozesses vom Prototyp bis zur Massenproduktion. |
Wichtige Erkenntnisse:
1. Die wahren Kosten liegen in der Montage: Die Minimierung von Komponenten und Montageschritten ist effizienter, um die Kosten komplexer Systeme zu senken.
2. Die integrierte Fertigung ist der Vergabe von Unteraufträgen überlegen, da die Bearbeitung kritischer Passkomponenten auf derselben hochwertigen Werkzeugmaschine im selben Koordinatensystem die einzig gangbare Möglichkeit darstellt, um die Genauigkeit der Montage sicherzustellen.
3. Der ROI ist in der frühen Zusammenarbeit am höchsten: Das Kosteneinsparpotenzial durch DFM/A-Analyse in der Entwurfsphase beträgt typischerweise mehr als 20 %.
4. Eine Technologie-Kosten-Doppellösung für die chinesische Fertigung: Führende chinesische Hersteller JS Precision beispielsweise ist in der Lage, CNC-Fräsdienstleistungen auf dem Technologieniveau der besten globalen Unternehmen aus Europa und den USA anzubieten, jedoch zu wettbewerbsfähigeren Preisen und Reaktionszeiten.
JS Precision CNC-Fräslösungen: Reduzierung der Belastung durch komplexe Fertigung
Um die Fertigungsprobleme komplexer Baugruppen zu lösen, ist die Wahl eines Partners mit EEAT-Fähigkeiten von entscheidender Bedeutung.
JS Precision ist seit 20 Jahren aktiv mit dem CNC-Frässektor verbunden und hat mit mehr als 500 Kunden auf der ganzen Welt in High-End-Branchen wie der Automobil-, Luftfahrt- und Biomedizinbranche zusammengearbeitet und konnte so mit seiner technologischen Leistungsfähigkeit und Erfahrung seine Bedeutung für die kombinierte Fertigung und das damit verbundene Know-how erkennen.
JS Precision verfügt über mehr als 30 High-End-Bearbeitungszentren , darunter 5-Achsen-Portalbearbeitungszentren und Fräsdrehmaschinen, mit einer maximalen Bearbeitungsfähigkeit von 2000 mm × 800 mm × 700 mm und einer hochpräzisen Positionierungsanforderung innerhalb von ±0,005 mm, was die Bearbeitungsmöglichkeiten für große und komplexe Teile erweitert.
Unser Engineering-Team besteht aus mehr als 15 erfahrenen DFM-Ingenieuren mit durchschnittlich 8 Jahren Branchenerfahrung , die es ihnen ermöglicht, mögliche Herstellungs- und Montageprobleme in der Designphase zu identifizieren.
Bisher hat JS Precision die durchschnittliche Anzahl der Teile für Kunden um 75 % reduziert, die Gesamtkosten um 30–57 % gesenkt und eine Lieferpünktlichkeitsrate von 99,5 % beibehalten. Unser Unternehmen hat ISO 9001:2015 erhalten und AS9100D Luft- und Raumfahrtzertifizierungen , und unser Qualitätssystem deckt den gesamten Prozess von der Rohstoffbeschaffung bis zur Endmontageüberprüfung ab.
Möchten Sie überprüfen, ob Sie mit Ihrer komplexen Baugruppe Kosteneinsparungen von über 50 % erzielen können? Kontaktieren Sie jetzt einen JS Precision-Ingenieur, stellen Sie Informationen zur Montage bereit und erhalten Sie eine kostenlose, maßgeschneiderte CNC-Fräs- und Bearbeitungsdienstleistungslösung, um das Potenzial für Platzeinsparungen und Präzisionsverbesserungen klar zu verstehen.
Wie können integrierte CNC-Fräs- und Bearbeitungsdienste Ihre Montagekosten senken?
Nachdem Sie die Fähigkeiten von JS Precision kennengelernt haben, fragen Sie sich vielleicht, wie genau der integrierte CNC-Fräs- und Bearbeitungsservice die Montagekosten senken kann. Die Lösung beinhaltet eine umfassende Analyse der Gesamtkostenstruktur. Die CNC-Fräs- und Bearbeitungsdienste können die unsichtbaren oder versteckten Kosten auf Systemebene eliminieren.
Der Kosteneisberg: Unsichtbare Montage- und Debugging-Kosten
In vielen Organisationen wird der Preis einzelner Komponenten bewertet und dabei die erheblichen Auswirkungen der versteckten Kosten, die mit einem Komponentenmodell verbunden sind, außer Acht gelassen.
In einem herkömmlichen Komponentenmodell machen die Kosten für Montagezeit, Nacharbeit beim Debuggen, zusätzliche Vorrichtungen und Verwaltungskoordination über 30 % der Gesamtkosten eines solchen Modells aus.
Beispielsweise könnten Komponenten, die von unterschiedlichen Lieferanten stammen, aufgrund der Inkompatibilität der Schnittstellen noch weitere zwei bis drei Tage für das Debuggen benötigen. Ein solcher Aufwand kann oft leicht unterschätzt werden.
Subtraktion in der integrierten Fertigung: Von mehreren Teilen zu einem Werkstück
JS Precision nutzt CNC-Fräsen und -Bearbeitung zur Durchführung der Teileintegration und Funktionsintegration und eliminiert so direkt die mit dem Montageprozess und den Steckverbindern verbundenen Kosten .
Zum Beispiel die Integration von 12 unabhängigen Aluminium- und Stahlteilen in 3 Kernkomponenten durch Fünf-Achsen-Fräsen reduziert nicht nur die Verarbeitungskosten von 9 Teilen, sondern eliminiert auch vollständig Montageschritte wie Schraubenbefestigung und Stiftpositionierung.
| Kostentyp | Prozentsatz des traditionellen Komponentenmodells | Prozentsatz des integrierten JS Precision-Modells | Sparprozentsatz | Durchschnittliche jährliche Einsparungen (100.000 Einheiten Massenproduktion) |
| Teilebearbeitungskosten | 25 % | 30 % | -20 % | -50.000 $ |
| Montage- und Debugging-Kosten | 35 % | 5 % | 85,7 % | 300.000 $ |
| Verwaltungs- und Koordinationskosten | 20 % | 3 % | 85 % | 170.000 US-Dollar |
| Kosten für Schrottverlust | 10 % | 1 % | 90 % | 90.000 $ |
| Andere versteckte Kosten | 10 % | 1 % | 90 % | 90.000 $ |
| Gesamtkosten | 100 % | 40 % | 60 % | 600.000 $ |
Möchten Sie die Gesamtkosten Ihrer Baugruppe genau berechnen? Reichen Sie Ihre Teilezeichnungen und Montageanforderungen ein, und JS Precision bietet Ihnen einen kostenlosen Vergleich der Kostenunterschiede zwischen herkömmlichen Methoden und integrierten CNC-Fräs- und Bearbeitungsdiensten, sodass Sie versteckte Kosten erkennen und den optimalen Weg zur Kostenreduzierung finden können.
Warum die allgemeine Bearbeitung bei komplexen Baugruppen versagt: Die Trias der Herausforderungen
Diese Baugruppen erfordern sehr hohe Standards an Fertigungspräzision , Koordination und Skalierbarkeit . Allgemeine und dezentrale Bearbeitungsmethoden können diesen Anforderungen nicht ausreichend gerecht werden, CNC-Fräsdienstleistungen müssen integriert werden, um solchen Herausforderungen gewachsen zu sein.
Kumulierte Toleranzen und Schnittstellenanpassungsprobleme
Wenn mehrere Teile von verschiedenen Lieferanten stammen, hat jeder Lieferant unterschiedliche Bearbeitungsmaßstäbe . Selbst wenn die einzelnen Teile den Zeichnungsanforderungen entsprechen, summieren sich die Toleranzen und vergrößern sich.
Beispielsweise kann bei einer Baugruppe, die aus 5 Teilen besteht, die Toleranz mit ±0,02 mm angegeben werden, die endgültige kumulierte Toleranz kann ±0,1 mm oder mehr erreichen , was zu einer Fehlausrichtung des Lagers, einer Beeinträchtigung der Baugruppe oder einem Funktionsausfall führen kann.
Multimaterial- und Prozesszusammenarbeit
Bei Baugruppen sind häufig mehrere Materialien beteiligt, darunter Aluminium, Stahl und technische Kunststoffe. Damit verbunden sind eine Reihe von Verfahren wie Fräsen, Drehen und additive Fertigung. Verteilte Lieferanten können Prozessabläufe nicht optimieren.
Beispielsweise kann der Verzug von Teilen nach der Wärmebehandlung beim anschließenden Fräsen nicht präzise ausgeglichen werden, und Kompatibilitätsprobleme bei der Oberflächenbehandlung passen möglicherweise nicht, sodass die Fehlerquote bei der Zusammenarbeit bei etwa 30 % liegt.
Skalierung und Fragilität der Lieferkette
Die Nachteile einer Lieferkette in einem verteilten Gebiet verschärfen sich von der Prototypenentwicklung bis zur Massenproduktion. Verschiedene Lieferanten haben unterschiedliche Produktionszyklen und es wird schwierig sein, die Liefertermine aufeinander abzustimmen. Der Ausfall irgendeines Teils wird ein Projektstopper sein. Das Hinzufügen, Ändern oder Erweitern von Lieferanten erfordert eine Rezertifizierungszeit von 1–2 Monaten.
Die technischen Säulen der Kosteneinsparungen: Ein tiefer Einblick in die fortschrittliche CNC-Bearbeitung
Es gibt vier Säulen des technischen Supports für die Kosteneffizienz. Sie ermöglichen eine höhere Präzision und Effizienz auch bei CNC-Fräsdienstleistungen CNC-Fräsen für große Teile .
DFA/DFM: Ihr Plan zum Sparen
Die Ingenieure von JS Precision sind an der Entwurfsphase beteiligt und analysieren und optimieren Teilelayouts durch montageorientiertes Design (DFA), um den Einsatz von Verbindungselementen zu reduzieren. Reduzieren Sie Verarbeitungsschwierigkeiten durch Feedback zum Design for Manufacturability (DFM).
Wenn beispielsweise tiefe Löcher in abgestufte Löcher umgewandelt werden, kann die Werkzeugkostenersparnis bis zu 30 % betragen, und es besteht auch eine geringere Gefahr eines Werkzeugbruchs. Eine geschärfte Ecke kann in eine abgerundete Ecke umgewandelt werden, um die Fräszeiten um 25 % zu verkürzen . Eine solche DFA/DFM-Analyse führt normalerweise zu einer durchschnittlichen Einsparspanne zwischen 20 % und 35 %.
Hochwertige Programmierung und Werkzeugwegintelligenz
Wir haben die fortschrittlichsten Bearbeitungsstrategien wie die Fünf-Achsen-Simultanprogrammierung angewendet, was zu einer um mehr als 40 % höheren Bearbeitungseffizienz und Werkzeugstandzeit bei der Bearbeitung tiefer Hohlräume und harter Materialien führte.
Beim CNC-Fräsen großer Teile kontrollieren die Programmierer präzise die Verformung und Spannung während der Bearbeitung sowie die Bearbeitungsgenauigkeit für die Komponenten der Großrahmenmaschine.
Spezialisierte Prozesse für monumentale Aufgaben
JS Precision verfügt außerdem über eine große Teilebearbeitungswerkstatt . Die Portalfräsmaschinen von JS Precision haben Bearbeitungshübe von 2000 mm x 800 mm x 700 mm.
Darüber hinaus wird durch den Einsatz maßgeschneiderter chemischer Verbindungen sichergestellt, dass große Teile während der Bearbeitung stabil bleiben. Darüber hinaus werden in Portalfräsmaschinen großformatige Messgeräte wie Lasertracker eingesetzt, um die Bearbeitungsgenauigkeit zu verfolgen.
Qualität als System, nicht als Kontrollpunkt
Unser Unternehmen hat ein geschlossenes Qualitätssystem entwickelt, das vollständig den Anforderungen entspricht ISO 9001:2015 . Alle Verfahren, angefangen vom First Article Dimension Report (FAIR) über die statistische Prozesskontrolle (SPC) bis hin zur Endmontageverifizierung, sind datengesteuert.
Stellen Sie durch die Integration der Lieferkette die Chargenkonsistenz der Rohstoffe sicher, garantieren Sie die Qualität von der Quelle und kontrollieren Sie den Konsistenzfehler von Massenteilen innerhalb von ± 0,008 mm.
Möchten Sie von Anfang an ein wettbewerbsfähiges Design? Nehmen Sie Kontakt mit dem Engineering-Team von JS Precision auf, teilen Sie uns die Anforderungen an Ihre CNC-Fräsprodukte mit und Sie erhalten eine kostenlose DFA/DFM-Analyse. Dadurch passen sich unsere CNC-Fräsdienstleistungen bereits im Vorfeld Ihrem Design an.
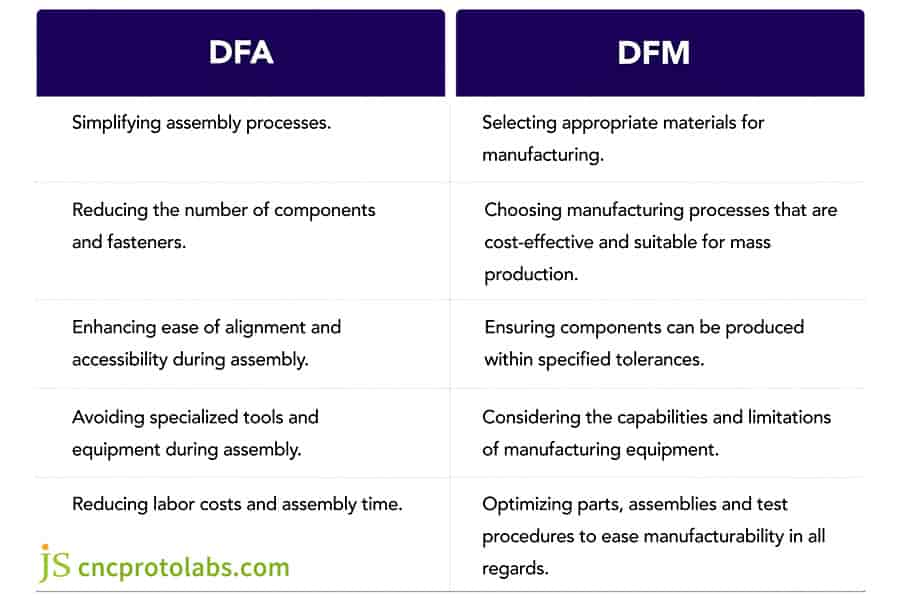
Abbildung 1 Die Hauptziele von DFA und DFM
Konsistenz im Maßstab: Wie kann sichergestellt werden, dass jedes CNC-gefräste Teil perfekt passt?
In der Massenproduktion müssen Tausende von CNC-Fräsprodukten eine gleichbleibende Genauigkeit gewährleisten, um eine sofortige Montage zu ermöglichen, ohne dass optionale Teile erforderlich sind. Dies erfordert eine gemeinsame Garantie aus drei Aspekten: Ausrüstung, Benchmarks und Prozesse.
Präzision bei Werkzeugmaschinen ist erst der Anfang: thermische Kompensation und Prozessüberwachung
JS Precision verwendet High-End-Werkzeugmaschinen die über eine lineare Encoder-Rückführung und Softwaresteuerung zur Korrektur von Wärmeausdehnungsfehlern verfügen.
Dadurch kann es Fehler, die durch Temperaturänderungen in seiner Umgebung entstehen können, vollständig kompensieren und eine Genauigkeit von ±0,003 mm gewährleisten. Es verfügt außerdem über ein Online-Tastersystem, mit dem Fehler, die durch Werkzeugverschleiß entstehen können, automatisch erkannt und korrigiert werden können.
Einheitliches Referenzsystem: Absolutes Koordinatensystem von der Bearbeitung bis zur Inspektion
Für die Gewährleistung der Genauigkeit ist es von grundlegender Bedeutung, kritische Passmerkmale auf einer Maschine in einer Aufspannung zu erreichen. JS Precision verwendet ein absolutes Koordinatensystem für die Programmierung und Bearbeitung.
Das Messkoordinatensystem der Koordinatenmessmaschine (KMG) von JS Precision ist ideal auf das Bearbeitungskoordinatensystem ausgerichtet, um sicherzustellen, dass in der Produktion direkte Messungen durchgeführt werden, um eine Wiederholgenauigkeit von ±0,002 mm zu erreichen.
Fallstudie: 57 % Kostensenkung – Umgestaltung einer industriellen Roboterarmbaugruppe
Ein Hersteller von Automatisierungsgeräten stand vor der Herausforderung, ein sechsachsiges Roboter-Handgelenkmodul herzustellen. Der ursprüngliche Entwurf bestand aus 12 separaten Aluminium- und Stahlteilen, die mit Schrauben und Stiften zusammengefügt wurden. Dies führte nicht nur zu hohen Preisen für CNC-Fräsdienstleistungen , sondern führte auch zu ernsthaften Präzisions- und Effizienzproblemen.
Herausforderungen
Es war nicht möglich, einen koaxialen Fehler des Lagergehäuses von 0,08 mm zuzulassen, was zu einer Fehlfunktion des Roboters führte, und das Debuggen vor Ort ergab eine durchschnittliche Erfolgsquote von nur 85 % in durchschnittlich 4 Stunden pro Einheit, es wurden 12 Teile von nur 3 Lieferanten bezogen, was die Koordination der Lieferung erschwerte und zu Verzögerungen von bis zu 15 Tagen führte, und die Gesamtkosten der Massenproduktion betrugen 120 US-Dollar pro Einheit.
JS-Präzisionslösung
1. DFA/DFM-Rekonfiguration: Unterteilung der 12 Komponenten in 3 , die den Einbau eines Aluminium-Hauptrahmens und zweier Getriebekomponenten aus Stahl beinhaltet, in die alle Lagergehäuse integriert sind.
2. Prozessintegration: Der integrierte Aluminiumrahmen wird in einer einzigen Aufspannung über ein 5-Achsen-Portalbearbeitungszentrum bearbeitet, sodass die Koaxialität der Löcher im Lagergehäuse eine Toleranz von φ0,03 mm aufweist. Die Stahlteile werden auf einem bearbeitet Fräs- und Drehmaschine in derselben Fabrik mit demselben Ziel der Prozessintegration.
3. Qualitätskontrolle: Der gesamte Rahmen wird mit einem CMM auf Präzision vermessen, wodurch ein genaues 3D-Abweichungschromatogramm bereitgestellt wird. Der gesamte Produktionsprozess wird mithilfe des SPC-Systems gesteuert, das bei der Anpassung der Parameter hilft.
Ergebnisse
Die Anzahl der Teile ist um 75 % gesunken, die Montagezeit beträgt jetzt 30 Minuten gegenüber 4 Stunden, die Inbetriebnahmequote beträgt jetzt 99,9 % im Vergleich zum vorherigen Niveau und die Herstellungskosten pro Einheit sind auf 51,6 US-Dollar gesunken, was einer Reduzierung um 57 % entspricht.
Die Vorlaufzeiten sind von 45 auf 25 Tage gesunken, dennoch liegt die pünktliche Lieferung jetzt bei 99,5 % im Vergleich zu früheren Werten. Das starre Moduldesign ist jetzt um 30 % verbessert und die Lebensdauer ist um 2 Jahre länger.
Kundenfeedback: „Der kombinierte CNC-Fräs- und Bearbeitungsprozess von JS Precision beseitigte unser gesamtes Montageproblem, was uns einen enormen Kostenvorteil verschaffte und uns einen Wettbewerbsvorteil auf dem Markt verschaffte.“
Haben Sie ähnlich komplexe Herausforderungen bei der Baugruppenfertigung? Wenden Sie sich an die Ingenieure von JS Precision, um eine detaillierte Erläuterung Ihrer Produktprobleme zu erhalten. Sie erhalten dann eine individuelle Lösungsberatung, sodass ein professionelles Team eine integrierte Fertigungslösung für Sie maßgeschneidert erstellen kann.
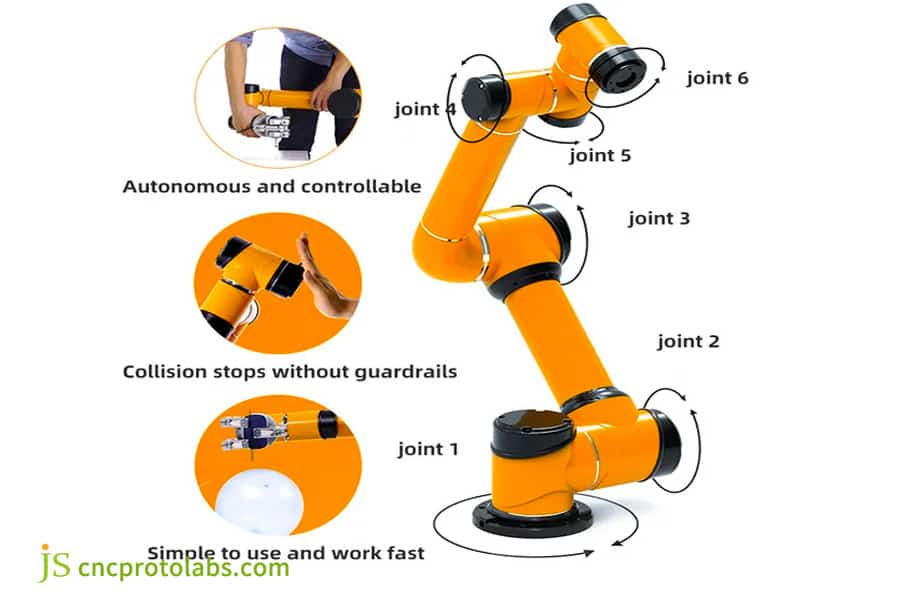
Abbildung 2 Sechsachsige Knickarmroboter verdanken ihren Namen den sechs verschiedenen Rotationen, die es ihnen ermöglichen, ein Objekt in fast jedem Winkel und an fast jedem Punkt in ihrer Reichweite zu greifen.
Welche Faktoren bestimmen wirklich die Kosten Ihrer CNC-Fräsmaschine und Ihr Projektangebot?
Es gibt viele Kunden, die danach fragen Kosten für CNC-Fräsmaschine . Tatsächlich hängt die Preisaufteilung im Wesentlichen von mehreren Faktoren ab, wie der Leistungsfähigkeit der Maschine und dem Teiledesign selbst. Dies wird Ihnen helfen, die bestmögliche Entscheidung zu treffen.
Capability Premium: Fünf-Achsen-, Mehrkanal- und große Werkzeugmaschinen
Mit fünf Achsen verbundene Fräs- und Drehwerkzeugmaschinen aus Verbundwerkstoffen sowie Werkzeugmaschinen mit großen Hubbewegungen sind mit höheren Kapital- und Betriebskosten verbunden.
Beispielsweise sind die Investitionskosten eines fünfachsigen Portalbearbeitungszentrums drei- bis fünfmal höher als die einer typischen dreiachsigen Werkzeugmaschine. Das Fünf-Achsen-Bearbeitungszentrum kann jedoch die Bearbeitung komplexer Teile in einem Durchgang durchführen, wodurch geringere Kosten pro Einheit entstehen.
| Werkzeugmaschinentyp | Einkaufskostenkoeffizient | Betriebskostenkoeffizient | Bearbeitungsgenauigkeit | Anwendbarer Teiletyp | Stückkostenkoeffizient (komplexe Teile) |
| Gewöhnliche dreiachsige Fräsmaschine | 1 | 1 | ±0,01 mm | Einfache Struktur, einebene Teile | 1 |
| Fünfachsige Fräsmaschine | 3.5 | 1.8 | ±0,005 mm | Komplexe gekrümmte Oberflächen, facettenreiche Bearbeitungsteile | 0,6 |
| Mill-Turn-Drehzentrum | 4 | 2 | ±0,003 mm | Schaftartige, multifunktionale Teile | 0,5 |
| Große Portalfräsmaschine | 5 | 2.5 | ±0,01 mm | Große Rahmenteile über 2000mm | 0,7 |
Ihre Geometrie: Zeit- und Materialverbrauch programmieren
Das Vorhandensein komplexer Oberflächen, detaillierter Merkmale und dünnwandiger Komponenten erhöht die Programmier- und Bearbeitungszeit exponentiell . Beispielsweise benötigen Komponenten mit komplexen Oberflächen zwei- bis dreimal so viel Programmierzeit wie andere Komponenten, während dünnwandige Komponenten die Bearbeitungseffizienz um 50 % verringern.
Die Optimierung des Layouts sorgte dafür, dass die Materialausnutzung von 60 % auf 85 % stieg und dadurch die Kosten für das CNC-Fräsen großer Teile um 15–20 % sanken.
Benötigen Sie eine Preisaufschlüsselung? Senden Sie JS Precision einfach das 3D-Modell Ihres Teils und Sie erhalten eine kostenlose Kostenaufschlüsselung für die CNC-Fräsmaschine, in der der prozentuale Anteil der Kosten für jeden am Prozess beteiligten Schritt angegeben ist.

Abbildung 3 Einfache Formen wie Rechtecke oder Zylinder können schneller und kostengünstiger verarbeitet werden.
Ihr Weg zu Einsparungen: Wie beginnt man mit einer maßgeschneiderten CNC-Bearbeitungslösung?
Es gibt eine bessere Art der Zusammenarbeit. JS Precision bietet eine dreistufige Art der Zusammenarbeit, die sich leicht anpassen lässt CNC-Frässervice entsprechend Ihren Anforderungen.
Schritt 1: Reichen Sie Ihre „Herausforderung“ ein, nicht nur Zeichnungen
Wir möchten Sie dazu ermutigen , Baugruppenmodelle, Leistungsanforderungen und Schwachstellenbeschreibungen beizusteuern, nicht nur Diagramme für Teile an zufälligen Stellen. Im Gegenzug können die Ingenieure von JS Precision ein umfassendes Verständnis der Anforderungen erlangen und mit einer systematischen DFA-Analyse beginnen, um Schlüsselregionen für die Optimierung zu identifizieren.
Schritt 2: Teilnahme an einem ausführlichen Engineering-Review-Meeting
JS Precision stellt ein abteilungsübergreifendes Team von Ingenieuren zusammen, die per Videokonferenz direkt mit Ihrem Designteam kommunizieren. Ingenieure bieten Lösungen für die Teileintegration und Prozessoptimierung sowie die optimale Prozessroute und beantworten alle technischen Fragen, die Sie haben.
Schritt 3: Erhalten Sie ein transparentes Angebot und einen Prototypenplan
Ein transparentes Angebot und ein transparenter Plan werden speziell die Gesamtkosteneinsparungen der integrierten Fertigungslösung im Vergleich zur herkömmlichen Stückfertigung aufzeigen, einschließlich Teilereduzierung und Montagereduzierung . Es wird ein Plan für die schnelle Prototypenerstellung erstellt, der in der Regel in 2–3 Wochen durchgeführt wird, um die Realisierbarkeit des Designs zu überprüfen.
FAQs
F1: Beim integrierten Design sind die einzelnen Werkstücke größer und komplizierter. Würde dies nicht die Kosten für das CNC-Fräsen in die Höhe treiben?
Während die Kosten für die Bearbeitung eines einzelnen Teils möglicherweise höher sind, eliminiert JS Precision die Kosten für die Bearbeitung, Handhabung, Montage und Qualitätsprüfung mehrerer Teile, wodurch die Gesamtkosten drastisch gesenkt und gleichzeitig eine gleichbleibendere Qualität gewährleistet wird. Dieser Vorteil wird bei der Massenproduktion noch deutlicher.
F2: Welche Größe integrierter Teile können Sie verarbeiten?
Das große Portalfräszentrum von JS Precision kann ein Aluminiumlegierungswerkstück mit einer Größe von bis zu 2000 mm × 800 mm × 700 mm bearbeiten, was den Bearbeitungsanforderungen großer Rahmen und Strukturen in den meisten Branchen gerecht wird.
F3: Können Sie alle Baugruppen aus mehreren Materialien verarbeiten?
Ja, JS Precision bietet Präzisionsfräsen und Drehen von Materialien wie Aluminium, Stahl, Edelstahl, Messing und technischen Kunststoffen. Es ist möglich, den Prozessablauf und die Oberflächenbehandlung für jedes Teil aufeinander abzustimmen, um die Kompatibilität sicherzustellen.
F4: Wie kann die Bearbeitungsgenauigkeit integrierter großer Teile sichergestellt werden? Zum Beispiel die Ebenheit der gesamten Länge?
Im Fall von JS Precision wird eine Hochgeschwindigkeits-Lichtschneidestrategie angewendet, um die Spannungsverformung zu kontrollieren. Für die Bearbeitung und Inspektion steht eine temperaturkontrollierte Werkstatt zur Verfügung. Bei einem Aluminiumteil mit einer Länge von 1 m ist die Ebenheit auf ±0,1 mm/m kontrollierbar.
F5: Ist es schwierig, mit ausländischen Lieferanten zu kommunizieren und Projekte zu verwalten?
Gar nicht. JS Precision beschäftigt englischsprachige Projektmanager und Ingenieurteams, und das Unternehmen nutzt eine Online-Kollaborationsplattform, auf der Aktualisierungen und Daten in Echtzeit online bereitgestellt werden usw.
F6: Gehören Oberflächenbehandlung und Wärmebehandlung zu den angebotenen Dienstleistungen?
Ja. Es bietet auch Nachbearbeitungslösungen aus einer Hand wie Eloxieren, Sandstrahlen, Lackieren und Wärmebehandlungsprozesse wie Lösungsalterung, um die Kontrolle zu gewährleisten und Risiken bei der Integration mit anderen Lieferanten zu minimieren.
F7: Wie lange dauert die Lieferung normalerweise?
Für Baugruppen mit Standardkomplexitätsniveaus dauert die Prototypenentwicklung 2-3 Wochen . Die Produktion in großem Maßstab dauert je nach Volumen 4-8 Wochen . Um Lieferanforderungen zu erfüllen, hat JS Precision die Prozesse zur Bearbeitung dringender Anforderungen beschleunigt.
F8: Wie wäre es mit JS Precision in China im Vergleich zu einer chinesischen Quelle?
JS Precision bietet zwar gleiche oder sogar höhere technologische Fähigkeiten (insbesondere bei der Bearbeitung komplexer und großer Teile), kann jedoch durch die Vorteile seiner Lieferkette und seines Fertigungsökosystems wettbewerbsfähigere Gesamtkosten und schnellere Reaktionszeiten bieten.
Zusammenfassung
Bei der komplexen Montage und Fertigung geht es nie um die individuelle Bearbeitung , sondern um eine kollaborative Fragestellung innerhalb des Gesamtsystems. Die Gesamtkapazitäten im Zusammenhang mit CNC-Fräs- und Bearbeitungsdienstleistungen würden daher dazu beitragen, alle damit verbundenen Schweiß-, Präzisions- und Lieferprobleme zu lösen.
JS Precision würde mithilfe der richtigen Integration und der gesammelten Erfahrung alle Einschränkungen beseitigen und komplexe Montagen in einen Wettbewerbsvorteil verwandeln.
Es ist Zeit, noch einmal über Ihren Fertigungsplan nachzudenken.
Bitte senden Sie uns Ihr Montagemodell zu oder die anspruchsvollste Komponente. Unsere Ingenieure können Ihnen einen „Kostenlosen Analysebericht zur integrierten Fertigung und zum Kosteneinsparpotenzial“ anbieten, um die potenziellen Einsparungen und Leistungssteigerungen, die Sie durch eine intensive Zusammenarbeit erzielen können, deutlich zu veranschaulichen.
Lassen Sie uns gemeinsam daran arbeiten, Ihre Montage von einer Kostenlast in einen Marktvorteil zu verwandeln.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

