

فكّر في مفك البراغي المتين الذي تحمله بين يديك. لماذا يتّسم قضيبه المعدني ومقبضه البلاستيكي بالصلابة كما لو كانا مصنوعين من مادة واحدة؟ لا حاجة للغراء أو البراغي؟ يكمن السر في تقنية حقنالقالب التي نستخدمها يوميًا.
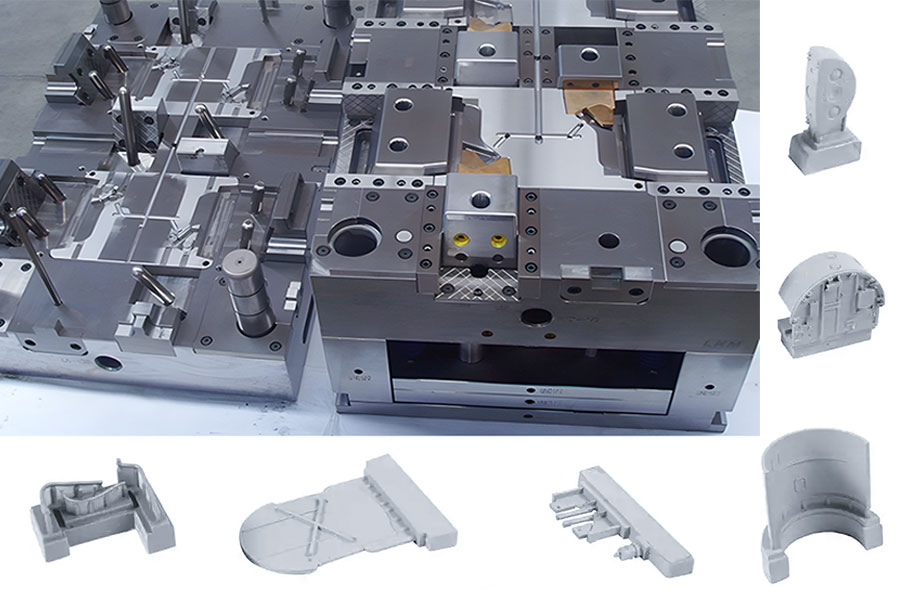
ببساطة، يتم وضع الأجزاء المعدنية النهائية (أو غيرها من الحشوات) في القالب بدقة. ثم، كما هو الحال في عملية الحقن التقليدية، يُحقن البلاستيك المنصهر فيه. يُغلّف البلاستيك الحشوة بإحكام أثناء عملية التبريد، ليُشكّل في النهاية جزءًا لا يتجزأ منها قويًا وخفيفًا.
نستخدم هذه التقنية غالبًا لأنها تُحلّ المشكلة بفعالية: فهي تجعل القطع أكثر متانة (وخاصةً القطع التي تتحمل الضغط)، وتُجنّبك عناء تركيب البراغي لاحقًا، وتُحسّن التكاليف بشكل فعّال. وتُعدّ الأغلفة البلاستيكية التي تتطلب خيوطًا معدنية ومقابض متينة وأجزاء أدوات دقيقة من التطبيقات الشائعة لقوالب الإدخال.
إذا كنت تريد أيضًا جعل الأجزاء البلاستيكية أقوى، أو دمج المعدن والبلاستيك بشكل مثالي، أو تبسيط العملية لتقليل التكاليف، فإن عملية إدخال القوالب تستحق النظر بالتأكيد.
الملخص الأساسي للإجابات الرئيسية:
| وجه | يصف | القيمة بالنسبة لك |
| التعريف الأساسي | عملية وضع جزء مصنع مسبقًا (إدخال) في قالب ثم حقن البلاستيك لتغليفه. | إنشاء أجزاء متكاملة عالية القوة ومتعددة الوظائف ولا تتطلب تجميعًا ثانويًا. |
| الخطوات الرئيسية | ضع الإدخال -> أغلق القالب -> حقن البلاستيك -> قم بتبريده ثم إزالته. | يجمع بشكل مثالي بين قوة المعدن وخفة الوزن وحرية التصميم للبلاستيك. |
| الإدخالات الشائعة | الصواميل، البراغي، البطانات، جهات الاتصال، لوحات الدوائر، الشفرات الجراحية. | أي مكون جاهز يحتاج إلى تغليفه بالبلاستيك لزيادة الوظيفة أو القوة. |
| مجالات التطبيق | السيارات، والطب، والإلكترونيات، والفضاء، والسلع الاستهلاكية. | تقليل وقت التجميع والتكلفة بشكل كبير وتحسين موثوقية المنتج. |
وفيما يلي سأشرح بالتفصيل:
- وصف خطوة بخطوة لعملية صب الإدخال.
- دليل بسيط خطوة بخطوة لشرح كيفية عمله
- توضيح للفرق بين القالب الإدراجي والقولبة الزائدة.
- نصائح عملية لتصبح خبيرًا في التصميم.
لماذا يُعد هذا الدليل موثوقًا؟ خبرة عملية لمحترفي قوالب JS Insert
تتمتع شركة JS بخبرة تزيد عن 20 عامًا في مجال قولبة القطع، وحصلت على شهادة ISO 9001 لضمان استيفاء جميع مشاريعها لمعايير الجودة العالمية. في JS، لا يقتصر قولبة القطع على تشغيل الآلة فحسب، بل هي التقنية الأساسية التي تساعد عملاءنا على مواجهة التحدي الرئيسي المتمثل في " كيفية جعل القطع أقوى وأكثر موثوقية".
يتألف فريقنا من العديد من مهندسي البلاستيك المعتمدين الذين قدموا حلولاً مخصصة لشركات Fortune 500، مثل تحسين تطبيقات صب الإدخال RV لتحسين المتانة. تُظهر تعليقات العملاء أن استخدام دليل تصميم صب الإدخال الخاص بنا قد أدى إلى تقليل معدلات فشل المنتج بنسبة 40%.
كما قمنا أيضًا بدمج أجهزة استشعار من الفولاذ المقاوم للصدأ في علب بلاستيكية هندسية خاصة عالية الأداء من PEEK لعملاء الطيران وقمنا بتغليف العشرات من المحطات النحاسية في أجسام الموصلات في وقت واحد لشركات الإلكترونيات.
بالإضافة إلى ذلك، نشارك بانتظام في مؤتمرات الصناعة (مثل فعاليات SPE) لنبقى في طليعة التكنولوجيا ونضمن سلطة المبادئ التوجيهية وتوقيتها.
- هذه كلها خبرة عملية: نتقن تصميم القالب بحيث لا يُشوّه البلاستيك المنصهر أو يُتلف القطعة المعدنية الداخلية. كما أتقنا تقنية التسخين المسبق الرئيسية للقطعة المعدنية لتقليل الضغط داخل المنتج النهائي.
يعد هذا الدليل بمثابة مجموعة من خبراتنا القيمة في توفير حلول صب الإدخال الموثوقة لتحويل آلاف الأجزاء المنفصلة إلى مكونات متكاملة قوية وموثوقة.
كما قال جيمس هندري، الخبير في مجال قولبة الحقن: "يعتمد نجاح قولبة الحقن على 30% من المعدات و70% من دقة العملية. وتُعد خبرتنا تجسيدًا لهذه الدقة في العملية."
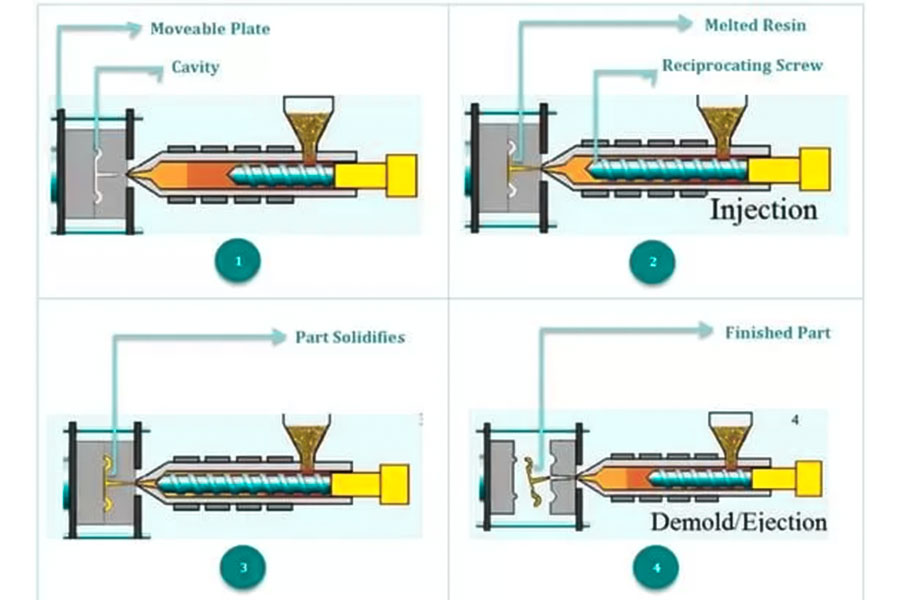
كيف تتم عملية صبّ القالب؟ - شرح من أربع خطوات
تخيل وضع حبة توت أزرق في قالب ثلج، ثم صب الماء عليها لتجميدها وتحويلها إلى مكعبات ثلج. عملية التشكيل بالقوالب التي نقوم بها مشابهة جدًا لهذا. الفرق هو أن قالب الثلج يُستبدلبقالب معدني ، بينما يُستبدل التوت الأزرق بالجزء المعدني (الحشو) الذي يحتاج إلى تغليف، والماء المسكوب هو البلاستيك الذي سنشكله.
هي عملية دمج مكونات جاهزة من المعدن أو مواد أخرى مع البلاستيك في عملية صب البلاستيك. وتوضح الخطوات الأربع الرئيسية أدناه :
الخطوة 1: تحديد موضع الإدخال بدقة
- نريد صنع مقبض بلاستيكي بخيوط معدنية. الخطوة الأولى هي تحضير الجزء المعدني الصغير (مثل صمولة نحاسية، وهي القطعة الملحقة).
- في هذه المرحلة، يكون قالب آلة التشكيل بالحقن مفتوحًا ومقسّمًا إلى نصفين. مهمتي هي وضع المادة في الموضع المحدد في القالب، إما بواسطة عمال ماهرين أو باستخدام ذراع روبوتية مرنة.
- صُمم القالب بهياكل تثبيت دقيقة (مثل المسامير والفتحات أو الامتصاص الفراغي) لمنع تشوه القالب أثناء عملية الحقن بالضغط العالي اللاحقة. دقة هذه الخطوة تُحدد بشكل مباشر جودة المنتج النهائي ووظيفته، لذا فهي بالغة الأهمية.
الخطوة 2: إغلاق القالب
- بعد تثبيت القالب، تبدأ ماكينة قولبة الحقن. يُغلق نصف القالب الثابت ونصف القالب المتحرك بدقة وقوة فائقتين.
- الهدف من هذه الخطوة هو تثبيت القالب بإحكام فيالتجويف المحدد مسبقًا، وتشكيل تجويف مغلق ومكتمل لملئه. يُغلق القالب بإحكام لضمان عدم تسرب البلاستيك المحقون لاحقًا تحت ضغط عالٍ.
الخطوة 3: حقن البلاستيك
- أبرز ما في الأمر! تُسخّن المواد الخام البلاستيكية (مثل النايلون، أو ABS، أو جزيئات البلاستيك الهندسي) داخل أسطوانة آلة التشكيل بالحقن، لتصبح في حالة منصهرة كالشراب اللزج.
- بعد ذلك ، سوف يطبق المسمار أو المكبس الخاص بآلة قولبة الحقن ضغطًا هائلاً لدفع البلاستيك المنصهر إلى تجويف القالب المغلق بإحكام.
- يملأ البلاستيك المصهور جميع فجوات التجويف بسرعة، ويتدفق بإحكام ويلتف حول القطعة محققًا الترابط المادي. يُعد التحكم في هذا الضغط ودرجة الحرارة أمرًا بالغ الأهمية، إذ يؤثر بشكل مباشر على فعالية التغليف ومتانة القطعة.
الخطوة 4: التبريد والطرد
- بعد حقن البلاستيك الساخن بالداخل، لا يمكن فتحه على الفور. عند اكتمال الحقن، تبدأ آلية التبريد داخل القالب في العمل، وتتصلب المادة البلاستيكية بالداخل بسرعة كبيرة عن طريق التبريد.
- عملية تبريد البلاستيك وتصليبه هي أيضًا عملية دمجه مع صمولة النحاس الصغيرة بإحكام وتكوينهما معًا. عندما تنخفض درجة الحرارة إلى المستوى المناسب ويصبح البلاستيك صلبًا بما يكفي، يُفتح القالب مرة أخرى.
- في هذه المرحلة، يتحرك القاذف المدمج في القالب ليدفع بسلاسة القطعة الجديدة، التي تجمدت تمامًا واندمجت مع القطعة المُضافة، خارج القالب. وهكذا، وُلدت قطعة مُضافة!
يمكنلعملية التشكيل بالحقن أن تحقق نسبة نجاح تزيد عن 95% لتغليف الحقن، مما يقلل التكاليف بنسبة 30% مقارنةً بالتجميع التقليدي. وقد خدم نظام تحديد المواقع متعدد المستويات من JS (خطأ ±0.003 مم) وتقنية التحكم في درجة الحرارة ذات الحلقة المغلقة (±1 درجة مئوية) أكثر من 400 عميل صناعي، بمعدل إنتاجية 99.2%. أرسل رسومات قطعك الآن، واحصل على عينات وحلول تقنية مجانية، ودعنا نعمل معًا لتحويل أفكارك التصميمية إلى منتجات متينة.
المقارنة الرئيسية: التشكيل الزائد مقابل التشكيل بالإدراج
في عملي اليومي، كثيرًا ما يُسألني عن الفرق بين قولبة الإدخال وقولبة الحقن الثانوي. بصراحة، هاتان الكلمتان مختلفتان تمامًا، ويسهل الخلط بينهما. كلاهما يتضمن تغليف شيء ما بطبقة من البلاستيك، لكن الفرق الجوهري يكمن في ماهية "الشيء المغلف" نفسه.
نساعدك على التمييز في لمحة واحدة: راجع هذا الجدول لمعرفة الاختلافات الأساسية:
| الميزات الرئيسية | إدراج القالب | صب فوقي |
| مادة المكون الأساسي | عادة ما تكون غير بلاستيكية (معدنية، سيراميكية، مكونات إلكترونية، إلخ). | عادة ما يكون عبارة عن جزء بلاستيكي مُشكل مسبقًا. |
| العملية التكنولوجية | تم الانتهاء من عملية حقن القالب مرة واحدة (تم إدخال المادة مسبقًا في القالب). | هناك حاجة إلى عمليتين مستقلتين لقولبة الحقن (أولاً تصنيع الجزء الأساسي، ثم تغليفه). |
| الهدف الرئيسي | تعزيز الوظائف والقوة البنيوية. | تحسين التفاعل بين الإنسان والحاسوب، والختم أو التأثيرات الجمالية. |
| أمثلة نموذجية للمنتج | مقبض مع عمود معدني، وحدة إلكترونية مغلفة بالبلاستيك، مقبض معزز. | فرشاة أسنان بمقبض مطاطي ناعم، وأزرار ثنائية اللون، وغطاء مع حلقة مانعة للتسرب. |
1. إدراج القالب:
الجزء الأساسي هنا، والذي نسميه عادةً "الحشوة"، ليس قطعة بلاستيكية بحد ذاته. قد يكون معدنيًا (مسامير، أنوية أعمدة، موصلات لوحات دوائر كهربائية)، أو سيراميكيًا، أوأجزاء أخرى جاهزة غير بلاستيكية .
كيف نفعل ذلك بالتحديد؟
العملية مباشرة تمامًا. أضع القطعة المعدنية أو الخزفية في تجويف القالب، وأغلقه، ثم أحقن البلاستيك مباشرةً لإعادة تشكيله دفعةً واحدة. عندما يبرد البلاستيك ويتشكل، أحصل على قطعة مركبة تجمع بين البلاستيك غير البلاستيكي وقوالب القطع البلاستيكية.
تتضمن التطبيقات النموذجية ما يلي:
- تضمين حشوات معدنية ملولبة (أكثر متانة من صب الخيوط مباشرة على البلاستيك).
- تغليف المكونات الإلكترونية بالبلاستيك لتوفير العزل والحماية.
- يؤدي تضمين الهياكل المعدنية أو الإدخالات داخل الهياكل البلاستيكية إلى تحسين القوة والصلابة الشاملة (مثل مقابض الأدوات والأجزاء الهيكلية) بشكل كبير.
- دمج المحامل والبطانات وما إلى ذلك مباشرة في أجزاء القالب البلاستيكية.
2. التشكيل الزائد:
الخطوة الأولى هي صنع جزء أساسي من البلاستيك العادي (يُطلق على هذا الجزء اسم الركيزة أو الإدخال)، والذي يعد في حد ذاته أيضًا جزءًا من البلاستيك المصبوب بالحقن.
كيف أفعل ذلك تحديدًا؟
وينقسم ذلك إلى خطوتين:
- الخطوة 1: نقوم أولاً بصنع الجزء البلاستيكي الأساسي الأول (مثل مقبض فرشاة الأسنان) في مجموعة أخرى من القوالب.
- الخطوة 2: أخرج هذا الجزء البلاستيكي الأول وضعه في مجموعة أخرى من القوالب الخاصة لتثبيت الموضع. ثم، قم بحقن بلاستيك مختلف، عادةً ما يكون أكثر ليونة أو لزوجة (مثل TPE أو TPU وما إلى ذلك، وهو غراء ناعم أو بلاستيك ذو التصاق جيد) للمرة الثانية، واتركه يلتف أو يلتصق بالمنطقة المحددة للجزء البلاستيكي الأساسي.
لماذا تستخدمه؟ بشكل أساسي لتحسين تجربة المستخدم للمنتج أو مظهره أو زيادة وظائفه:
- أكثر راحة وثباتًا للإمساك: تمامًا مثل مقبض مفك البراغي أو مقبض ماكينة الحلاقة المصنوع في ورشة العمل الخاصة بنا، فإن البلاستيك الصلب مغطى بطبقة من الغراء الناعم.
- تأثير الختم الجيد: في بعض الأماكن التي تحتاج إلى الختم، يتم لف طبقة من البلاستيك الناعم لجعلها أكثر إحكامًا في الاتصال ومقاومة للتسرب.
- تناسق الألوان أفضل: على سبيل المثال، بالنسبة للمفاتيح ثنائية اللون، يُستخدم لون واحد كأساس، ويُضاف لون آخر، فيظهر النمط. هكذا تُعالَج مفاتيح لوحة المفاتيح التي تُصنّعها شركتنا لعملائنا الأمريكيين.
3. أمثلة فعلية:
- حقن القالب: إذا كانت الأداة الكهربائية في يدك تحتوي على هيكل معدني مدمج بقوة داخل مقبضها البلاستيكي لتحمل الأحمال العالية، فهذا تطبيق نموذجي لحقن القالب.
- القولبة الزائدة: يتم تحقيق الطبقة المطاطية الناعمة الملفوفة على الطبقة الخارجية لنفس مقبض الأداة والتي توفر قبضة مريحة وامتصاص الصدمات من خلال القولبة بالحقن الثانوي (القولبة الزائدة على ركيزة بلاستيكية صلبة).
قاعدة الحكم السريع:
عندما تسمع عن طلاء البلاستيك على المعدن (أو السيراميك، لوحات الدوائر)، فهذا يشير في الأساس إلى عملية التشكيل بالإدخال. جوهر التشكيل الزائد هو تشكيل بلاستيك آخر على جزء بلاستيكي.
في المشاريع التي ينفذها قسم الهندسة المشتركة (JS)، تُستخدم هاتان العمليتان على نطاق واسع. ببساطة، يُمثل قولبة الإدخال حوالي 65% من الطلب على دمج مواد متعددة، ويتمثل جوهرها في تحقيق التكامل الوظيفي. بينما تُمثل قولبة الإدخال حوالي 35%، وتُستخدم بشكل رئيسي لتحسين التفاعل بين الإنسان والحاسوب وتحسين المظهر. إذا كان المنتج الذي تصممه يتطلب دمج خصائص مواد مختلفة، فلا تتردد في التواصل مع فريق قسم الهندسة المشتركة (JS). سنجد لك بالتأكيد أفضل حلول قولبة الإدخال وأكثرها فعالية من حيث التكلفة في مجال التصنيع.

لماذا يمكن لقوالب الإدخال أن تقلل التكاليف وتحسن الجودة؟
في تطوير المنتجات، نوصي غالبًا باستخدام حقن القالب المُدخل لتحسين هيكل التكلفة وجودة المنتج النهائي. تتجلى المزايا الأساسية في الجوانب الرئيسية التالية:
(1) تبسيط عملية التجميع والقضاء على خطر التراخي:
نقطة الضعف: في الماضي، كان تركيب قطعة معدنية على قطعة بلاستيكية يتطلب صنع القطعة البلاستيكية أولًا، ثم تثبيتها بالضغط عليها، أو وضع الغراء، أو اللحام بالموجات فوق الصوتية. ناهيك عن الوقت والجهد المبذولين، فإن هذه الأماكن قابلة للفك بسهولة مع مرور الوقت أو عند اهتزاز الآلة، مما يجعلها نقاط ضعف.
كيف نحلها؟
- نضع القطع المعدنية (مثل الصواميل، والبطانات، وأغطية المستشعرات المعدنية) مباشرةً في القالب مُسبقًا، ثم نُعيد تشكيل البلاستيك في حقنة واحدة. خطوة واحدة! تُلغى جميع خطوات التجميع اللاحقة، مما يُقلل ساعات العمل والتكاليف بشكل طبيعي.
- السر هو أن البلاستيك يُغلّف الأجزاء المعدنية بإحكام في حالتها المنصهرة، ويُشكّل غطاءً مُحكمًا بعد التبريد. لا داعي للقلق بشأن ارتخائه بسبب الاهتزاز أو الاستخدام المُكثّف، كما تزداد موثوقيته بشكل ملحوظ.
تعتمد الأغلفة المغلقة لأجهزة الاستشعار في السيارات ومقاعد المحامل الرئيسية في الأدوات الكهربائية على هذه العملية.
(2) دمج مزايا المواد لتعزيز قوة الجزء:
نقطة الضعف: غالبًا ما يكون من الصعب مراعاة كلا الأمرين عند استخدام مادة واحدة. فجميع المعادن ضخمة ومكلفة، بينما البلاستيك ضعيف المتانة.
الحل الأفضل:
- يجمعحقن القالب بين قوة المعدن وخفة وزن البلاستيك. في منطقة الضغط الرئيسية، تُوضع القطع المعدنية مسبقًا، ثم تُغلّف بحقن البلاستيك دفعة واحدة. بهذه الطريقة، يتم تحقيق صلابة المعدن ومتانته مع الحفاظ على خفة الوزن وحرية التصميم.
- إن مقابض البلاستيك ذات الشفرات المصنوعة من الفولاذ المقاوم للصدأ في الأجهزة الطبية والرافعات البلاستيكية ذات الإطارات المعدنية في المعدات الصناعية كلها تعود إلى القفزة في الأداء التي أحدثها هذا الهيكل المركب.
(3) تصميم مجاني لتحسين الوظائف والجماليات:
ضرب نقطة الألم مباشرة:
- هل يتطلب تضمين المكونات الإلكترونية الرفيعة (أجهزة الاستشعار والمحطات الطرفية ولوحة الدوائر المطبوعة) أو الشرائط الزخرفية الرائعة (الشرائط المعدنية اللامعة والأجزاء المزخرفة) في أغلفة بلاستيكية النحافة والمتانة والموثوقية؟
- هل تستغرق عملية التوصيل اليدوي المعقدة والتجميع خطوة بخطوة وعمليات ما بعد الختم في العمليات التقليدية وقتًا طويلاً وتتطلب عمالة مكثفة؟
- هل من الصعب ضغط المساحة المزدحمة إلى أقصى حد، وهيكل المنتج النهائي هش وسهل التلف؟
الحل المبتكر:
- نضع المكونات الإلكترونية أو الإضافات الزخرفية مباشرةً في القالب كإضافات. عند حقن البلاستيك، تُغلّف بإحكام داخل القالب لتكوين طبقة واقية محكمة الغلق وعازلة. بعد عملية صب واحدة، يتم الانتهاء من الهيكل والتوصيل الكهربائي والمظهر! يمكن جعل التصميم أكثر إحكامًا وتكاملًا، مما يوفر المساحة ويعزز الموثوقية.
- اتباع دليل تصميم قالب الإدخال هو المفتاح. تخيل أغطية أجهزة التوجيه المزودة بهوائيات مدمجة، وموصلات إلكترونية، وشرائط تزيين قالب الإدخال للسيارات الترفيهية التي تضفي عليها مظهرًا أكثر روعة، وستدرك مدى قوتها!
وفقًا لتقرير تحليل ماكينزي حول تصنيع قطع غيار السيارات، يُمكن لعملية التشكيل بالحقن أن تُخفّض تكلفة عملية التجميع بأكثر من 25% في المتوسط. في الوقت نفسه، تُظهر بيانات اختبار جمعية مهندسي البلاستيك (SPE) أنه في سيناريوهات تطبيقات الاهتزاز (مثل الأدوات الكهربائية وقطع غيار السيارات)، يُمكن زيادة عمر إجهاد القطع التي تستخدم التشكيل بالحقن بنسبة 30-50%.
إذا كان تصميمكم يواجه تحديات في التكلفة أو الموثوقية أو التكامل، يُرجى التواصل مع الفريق الفني لشركة JS . قدّموا متطلباتكم بالتفصيل، وسنُصمّم لكم حلول صبّ الإدراج الأكثر تنافسيةً بناءً على بيانات المشروع الفعلية والخبرة الهندسية.

الأسئلة الشائعة - الإجابة على جميع أسئلتك حول صب الإدخال
السؤال 1: ما هي المواد المستخدمة في صب الإدخال؟
- في إنتاجنا اليومي لقوالب الإدخال، نستخدم عادةً قطعًا معدنية متنوعة، مثل النحاس والفولاذ المقاوم للصدأ والألومنيوم، نظرًا لمتانتها. كما يمكننا تصنيع قطع خاصة، مثل السيراميك ولوحات الدوائر.
- أما بالنسبة للغطاء البلاستيكي الخارجي، فيتم أيضًا استخدام ABS والنايلون (PA) والبولي كربونات (PC) وغيرها من المواد البلاستيكية عالية الأداء مثل PBT وPEEK.
يعتمد اختيارنا للبلاستيك بشكل أساسي على مدى مقاومة الضغط ودرجة الحرارة اللازمة لأجزائك، بالإضافة إلى ضبط التكلفة. هدفنا هو تصنيع قطع إلكترونية أو صناعية موثوقة واقتصادية.
السؤال 2: ما هو قالب إدراج الفيلم؟
هذه العملية هي ما نسميه غالبًا بالزخرفة داخل القالب (IMD)، وهي عملية خاصة جدًا:
- الفيلم كملحق: نضع صفائح الفيلم ذات الأنماط الرائعة والملمس وحتى الخطوط الموصلة المطبوعة مسبقًا في القالب.
- حقن البلاستيك: حقن البلاستيك المصهور (مثل ABS أو PC) على ظهر الغشاء. يُدمج الغشاء بإحكام مع مصفوفة البلاستيك.
- التطبيقات والمزايا: يتم تصنيع العديد من الأجزاء المنقوشة على سطح لوحة أزرار وحدة التحكم المركزية للسيارة ولوحة التحكم في الأجهزة المنزلية باستخدام هذه التقنية، مما يجعل الأجزاء النهائية متكاملة وظيفيًا وجميلة المظهر ومقاومة للتآكل.
السؤال 3: ما هو رمز الجمارك (رمز النظام المنسق) لـ "قالب الإدخال"؟
بالإضافة إلى تجربتنا الفعلية في الشحن، دعني أخبرك عن رمز الجمارك هذا:
الرمز الجمركي العام لقوالب الحقن التي نصدرها هو عادة 8480.71 ، والذي يتم تصنيفه كقالب خاص للبلاستيك أو المطاط.
مع ذلك، نود تذكيركم بأنه قد تكون هناك تعديلات أو معلومات إضافية مطلوبة عند التصريح لدولة معينة. الطريقة الأسلم هي التأكد من ذلك لدى المخلص الجمركي الذي نتعاون معه قبل الشحن. سيحصلون على الرمز الأكثر دقة وفقًا لمتطلبات دولة المقصد لتجنب مشاكل التخليص الجمركي.
السؤال 4: ما هو القالب المدمج؟
في صناعتنا، يُعدّ قولبة الإدخال زلةً لسانيةً شائعةً أو تحريفًا إملائيًا لقولبة الإدخال. يشير المصطلحان إلى نفس العملية تمامًا. أولًا، يُوضع الجزء (المُدخل) في القالب، ثم يُحقن البلاستيك لإعادة تشكيله. المصطلح الصحيح الشائع الاستخدام في هذه الصناعة هو قولبة الإدخال. يُنصح باستخدام هذا الاسم في الوثائق الرسمية أو المراسلات الفنية لتجنب الالتباس.
ملخص
كمهندس في فريق JS، أشعر أكثر فأكثر أن عملية إدخال القالب ليست مجرد خطوة معالجة بسيطة، بل هي ترقية لأفكار التصميم! فهي تنفصل عن العملية التقليدية المتمثلة في تصنيع الأجزاء أولاً ثم التجميع، وتكمل بشكل مباشر الجمع النهائي للمواد المختلفة في القالب.
دع القالب المدرج يفجر إمكانات منتجك!
هل ما زلتَ قلقًا بشأن كيفية دمج الأجزاء المعدنية الوظيفية مع الأغلفة البلاستيكية بكفاءة؟ هل تعتقد أن طرق التجميع التقليدية تُعيق التصميم؟ قد يكون قولبة الإدخال هو الحل الأمثل!
اتخذ إجراءً الآن لفتح إمكانيات المنتج الجديدة!
بصفتنا شركة حلول قوالب الإدخال، فإن فريق JS بجانبك! إذا كنت تقوم بتصميم منتج يحتاج إلى الجمع بين مواد غير متجانسة وهياكل بلاستيكية:
- أرسل لنا مفهوم التصميم الخاص بك أو الرسومات أو معلومات العينة على الفور.
- حدد موعدًا لإجراء تقييم سريع: تحدث معي حول احتياجاتك وتحدياتك.
- احصل على خطة مُخصصة: خلال يوم إلى ثلاثة أيام عمل، ستتلقى تحليل جدوى أوليًا واقتراحات لتحسين القيمة. شاهد كيف يُمكن للقوالب المُضافة أن تُحسّن منتجك!

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. سلسلة JS . لا توجد أي تعهدات أو ضمانات، صريحة كانت أم ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. لا يُفترض أن أي مورد أو مُصنِّع خارجي سيُقدِّم معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة الصنع من خلال شبكة Longsheng. تقع مسؤولية طلب عرض أسعار للقطع على عاتق المشتري. حدد المتطلبات الخاصة لهذه الأقسام. يُرجى التواصل معنا لمزيد من المعلومات .
فريق JS
JS شركة رائدة في مجالها، تُركز على حلول التصنيع المُخصصة. نتمتع بخبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونُركز على التصنيع عالي الدقة باستخدام الحاسب الآلي ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، وقولبة الحقن ، وختم المعادن، وغيرها من خدمات التصنيع الشاملة.
مصنعنا مجهز بأكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كنت ترغب في إنتاج كميات صغيرة أو تخصيص واسع النطاق، نلبي احتياجاتك بأسرع وقت ممكن خلال 24 ساعة. اختر تقنية JS، فهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، قم بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
الموارد

