

5轴汽车加工是电动汽车零部件制造的核心支撑。 2024年,欧洲某顶级车企因电机壳体加工精度不够,批量交付的零部件中有12%出现密封失效。
根本原因是传统3轴设备无法处理壳体不规则的安装孔,加工偏差导致漏油风险,导致直接损失超过300万欧元,新车上市也推迟了三个月。
如今,电动汽车的零部件变得越来越复杂。老式机器已经跟不上时代的步伐了。因此,现在几乎需要使用 5 轴 CNC 技术。您认为您当前的设置可以应对接下来的情况吗?
关键答案概述
| 关键问题 | 关键答案 | 为您带来的价值 |
| 为什么电动汽车零件需要5轴加工? | 复杂的电动汽车零件具有多角度的特点,传统设备无法在一次装夹中完成加工。 | 消除夹紧误差,稳定公差,提高产品可靠性。 |
| 如何选择最佳的工艺方案? | 为旋转体选择铣车加工中心,为复杂的箱体零件选择 5 轴加工中心。 | 避免选择错误,最大化投资回报,并降低单位成本。 |
| 如何找到可靠的供应商? | 评估他们的大型 5 轴加工能力、设备和专用夹具配置。 | 寻找可以分担风险、保证稳定批量交付的合作伙伴。 |
主要结论
- 5轴不是一个选项,而是一个强制选项:
随着Giga Casting趋势的兴起,大型铝件的精密加工只能依靠5轴汽车加工技术,一次装夹即可完成六面加工。
- 效率取决于整体解决方案:
高效切削不仅取决于主轴转速,还需要匹配专门的Visa 5轴夹具并优化刀具路径。钛合金材料的去除率可达500cm3/min以上。
- 综合成本决定成败:
挑选一个 5轴数控服务提供商意味着深入了解他们管理流程的能力最重要。稳定的CPK 高于 1.33表明了生产的稳定性,每次都优于讨价还价。
- 中国供应链的优势显而易见:
中国电动汽车市场占全球市场的40%以上,本土五轴数控车床服务商在加工类似零部件方面积累了丰富的经验。
为什么相信本指南? JS Precision 的五轴汽车加工经验
5 轴 CNC 加工是精密生产的核心。十多年来,JS Precision 积累了以这种方式塑造坚固汽车零部件的经验,为 50 家全球知名公司提供服务。
电机外壳、电池支架以及控制盒稳步推出,目前已构成电动汽车的两百个主要零部件。大批量的任务适合他们的范围,特别是当表格变得复杂时。
我们的加工团队精通各种难加工材料的切削技术。对于常用的铝合金、钛合金、镁合金等电动汽车材料,他们都有经过数千次验证的标准化加工参数。
可将大型零件五轴数控加工尺寸公差稳定控制在±0.01mm以内,关键密封面粗糙度可达Ra<0.4μm。
JS Precision 并不局限于少数进口五轴数控机床,有些还配有车床、铣床,可同时进行车削和铣削。通过齿轮内置的超宽运动路径,零件可以拉伸长达 2.5 米。
里面的气候变化不大,湿度和热量日复一日地保持不变。当条件保持这种状态时,误差就会减少,尤其是由金属在切割过程中发生反应引起的误差。因此,每批产品的惊喜都会减少。
从一开始,精密工具就满足了我们的每一个需求。 CMM 密切关注小细节,测量精度在 ±0.001mm 以内。每个维度都经过验证,因为结果保持整洁且易于跟踪。由于数字仍然正确并且在视野之外,因此击中IATF 16949目标就这样发生了。
让我们与众不同的是,我们可以在内部处理所有事务,即 5 轴 CNC 服务,从早期设计调整一直到全面制造。当大型铸造金属件变形或未达到严格的公差时,不同国家的客户都会来找我们。每次运行的缺陷率都保持在 0.8% 以下,无一例外。
想验证我们的5轴数控加工技术能力吗?立即联系我们的工程师,提交您的零件图纸,我们将在24小时内为您提供免费的工艺可行性分析和成本计算。
为什么 5 轴汽车加工成为电动汽车零部件的标准?
现在,雕刻金属的机器必须跟上汽车使用电池而不是汽油运行的步伐。如今,具有三或四个运动方向的旧型号已无法满足要求。五向铣刀可以更好地处理复杂的形状,因此它们是现在大多数工厂所依赖的。这些先进的工具比以前更精确地塑造汽车部件。
设计复杂性推动设备升级
EV 核心部件的设计流程已达到产生 3D 建模要求的水平,超出了标准 3D 加工方法的能力。
- 电机驱动单元的非正交角度安装孔要求数控机床5轴多轴联动,一次性加工。
- 电池托盘的底部加强筋和冷却水道需要5轴汽车加工一次成型,以避免装夹误差。
紧缩公差
电动汽车部件的密封和安装标准要求比汽油动力汽车具有更好的性能,这导致公差要求不断提高。
- 电机外壳密封面的距离必须保持在 0.02 毫米或更小,而电池支架也遵循同样严格的测量要求。该位置要求两个表面在整个表面操作过程中保持其精确位置。
- 汽车生产的五轴加工工艺可以减少多个工件设置引起的误差,因为它可以将零件对齐保持在百分之半毫米的范围内。
轻质材料的加工困难
更轻的部件有助于电动汽车走得更远。然而,当组件壁变得更薄时,它们就会在生产工作中考验新的极限:
- 铝合金和镁合金具有特殊的切削特性,5轴数控加工可以精确优化切削力的方向。
- 2-3mm 的薄壁部件需要 5 轴汽车加工,以减少刀具冲击并避免变形。
CNC 5轴铣削在大型电动汽车零部件加工中有何优势?
对于大型电动汽车零件,例如电池托盘和电机外壳,数控5轴铣削是首选的加工解决方案。
- 单夹紧优势:加工 1.5 至 2.5 米之间的大型模具、铸件,完全在一轮内完成,跳过了旧 3 轴型号的限制。始终保持精确度。不需要额外的动作。这种方式在其他方式无法做到的地方保持稳定。
- 复杂特征加工:无需多次装夹,即可高效完成复杂表面、冷却通道等难加工特征。
- 平衡效率和质量:当加工步骤调整得恰到好处时,实现光滑表面不会减慢速度。速度与精度的结合,互不影响。
想要优化大型电动汽车零部件的加工效率?提交您的零件图纸,我们的工程师将为您设计定制化的数控五轴铣加工解决方案,实现精度和效率的双重提升。
5 轴 CNC 机床或车铣复合机床:哪一个更适合您的项目?
设备选型对于 5 轴 CNC 加工的效率和成本起着至关重要的作用。数控机床5轴和5轴数控车床这两个系统具有截然不同的操作环境。正确的设备选择可以带来最大的运营优势。
- 回转部件:兼容5轴数控车床,可一站式完成车、铣、钻、攻丝工艺,避免工艺分散误差。
- 箱形零件:推荐选择5轴数控机床。复杂的箱体结构需要专门的设备来进行加工。
- 复杂不规则形状零件:数控机床5轴应与5轴数控车床因为它提供了基本的运营效益。
- 核心选型原则:设备选型对加工的效率和成本起着至关重要的作用。正确的设备选择对于实现最大的商业利润至关重要。
如何通过 CNC 5 轴铣削在大型外壳上实现高效材料去除?
在大型外壳的加工中,材料去除率决定了循环时间,需要优化工艺、刀具和参数。 CNC 5 轴铣削的优化尤为重要。
不同材料五轴加工材料去除率参数表
| 加工材料 | 工具类型 | 材料去除率 | 主轴转速 | 切削深度 |
| 6061铝合金 | 大直径角立铣刀 | 500立方厘米/分钟以上 | 12000-15000转/分钟 | 3-5毫米 |
| A356 压铸铝 | 硬质合金立铣刀 | 400-450 立方厘米/分钟 | 10000-12000转/分钟 | 2-3毫米 |
| 钛合金TC4 | 整体硬质合金立铣刀 | 200-300立方厘米/分钟 | 3000-5000转/分钟 | 0.5-1毫米 |
| 7075铝合金 | 涂层立铣刀 | 350-400立方厘米/分钟 | 8000-10000转/分钟 | 1.5-2毫米 |
粗加工策略:确定总循环时间
- 采用大直径转角立铣刀的摆线铣削工艺使铝合金壳体加工能够实现超过 500% 的材料去除率,从而使切削速度超过 500 cm3/min。
- CNC 5轴铣削方法对钛合金加工参数要求较低,但超越传统三轴铣床在材料去除能力方面。
精密加工策略:表面质量是硬指标
- CNC 5 轴铣削系统采用高速铣削技术,运行速度高于 15000 rpm,并使用最小深度切削来生产 Ra 值低于 0.8μm的表面。
- 由于不需要二次抛光,密封表面质量可以提高到Ra值低于0.4μm 。
刀具路径优化:解决热变形问题
- 摆线铣削可以有效控制热变形,因为它可以在大型铝合金壳体的整个制造过程中分配热源。
- 微量润滑 (MQL) 技术可保持环境平衡,同时保护工具的使用寿命。
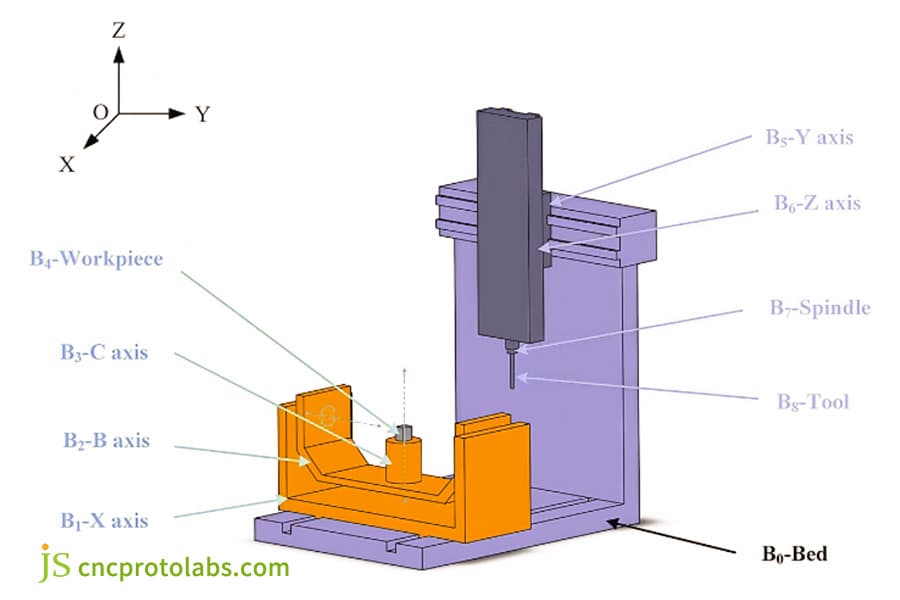
图 1:蓝色 5 轴 CNC 机床的标签图,突出显示用于加工黄色工件的关键部件(床身、主轴、刀具、C 轴)和坐标系(X、Y、Z)。
大型零件 5 轴 CNC 加工能否解决“巨型铸造”精加工挑战?
Giga Casting可以实现零件集成,但±0.5mm的精度无法满足装配要求。大型零件5轴数控加工是最佳解决方案。
除了控制容易弯曲的大型 2 米模具中的变形之外,工程师还依靠虎钳 5 轴装置来稳定零件。切割压力同时得到微调。由于加工过程中力的平衡,精度保持稳定。
由于测量结果会实时调整,因此支出会下降。机器运行得更智能,而不是更困难。随着时间的推移,浪费保持在最低限度。无需额外努力即可提升性能。
想要解决集成压铸的精加工挑战吗?立即联系我们!我们拥有丰富的实践经验大型零件5轴数控加工并可为您提供完整的压铸后加工解决方案。
为什么 5 轴专用虎钳对于复杂操作中的工件夹紧很重要?
在 5 轴 CNC 加工中,夹具是精度和效率的关键。专用 Vise 5 轴夹具非常适合大型零件 5 轴 CNC 加工。
不同夹具类型的 5 轴加工兼容性表
| 夹具类型 | 锁模力 | 重复性 | 工具辅助功能 | 薄壁零件兼容性 |
| 虎钳5轴专用夹具 | ≥75kN | ±0.005mm | 95%以上 | 出色的 |
| 普通平口虎钳 | 50-60kN | ±0.02mm | 低于60% | 贫穷的 |
| 液压夹具 | 80-100kN | ±0.01毫米 | 70%左右 | 好的 |
| 真空夹具 | 30-40kN | ±0.015mm | 90%以上 | 出色的 |
夹紧力和可达性之间的平衡
- 5轴汽车加工需要小型夹具,以避免刀具多轴联动的干扰。
- Visa 5轴模块化设计,体积小,锁模力高达75kN,确保锁模稳定。
零点快换系统显着提高效率
- 具有零点定位功能的 Visa 5 轴可将夹具更换时间减少 80%,并最大限度地减少非加工时间。
- 重复定位精度达到0.005mm ,适合5轴数控服务的批量交付要求。
薄壁构件夹紧方案
- 薄壁构件需要采用“全支撑+低压”夹紧,避免夹紧时变形。
- 大型零件五轴数控加工专业维萨5轴夹具,能够根据形状支撑和分散切削力。
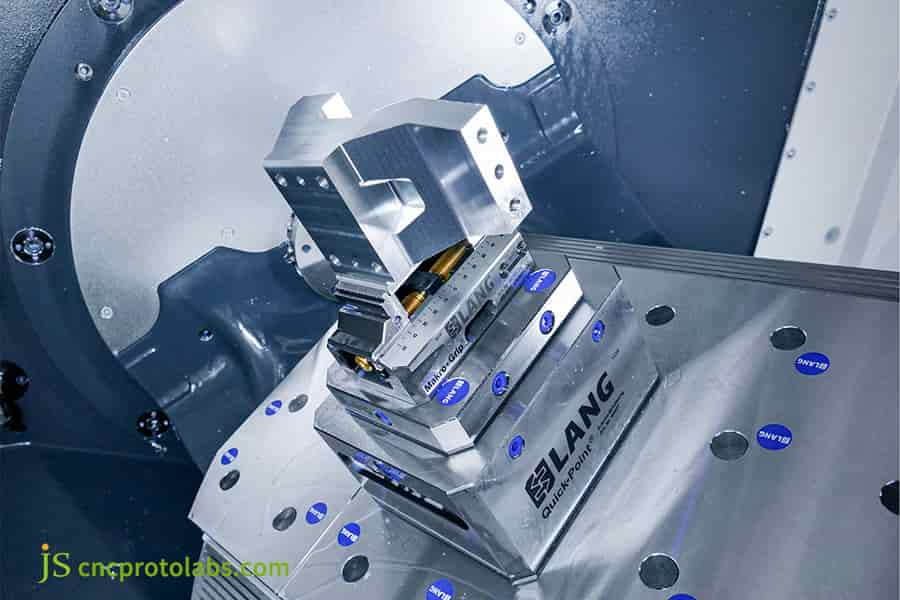
图 2:坚固、精密设计的虎钳的特写,该虎钳将金属工件牢固地固定在机床床上,这对于复杂的 5 轴操作至关重要。
如何为您的项目选择合适的大型零件五轴数控加工服务提供商?
寻找可靠的大型零件五轴数控加工服务提供商对于电动汽车零件的质量和交付至关重要。评价标准是装备、经验、素质。
设备能力:平衡行程和精度
- 数控机床5轴和5轴数控车床必须经过行程测试,以确认其操作极限是否满足制造指定零件的要求。
- 处理大型部件的 5 轴 CNC 加工操作需要特殊的温度控制设施,因为温度波动可能会导致加工错误。
流程经验:类似案例是关键
- 服务提供商的选择过程应首先关注那些处理符合电动汽车规格的材料和结构的提供商。
- 成熟的 5 轴 CNC 服务提供绘图阶段 DFM 优化,最大限度地减少客户的加工风险。
质量控制:可追溯性是底线
- 必须获得三坐标测量机和关键尺寸CPK > 1.33的检验报告,以通过测量精度验证过程一致性。
- 服务提供商需要证明拥有 IATF 16949 认证,并且ISO 9001 认证以及操作批量跟踪功能。
JS Precision:您在中国的一站式五轴加工合作伙伴
- JS Precision拥有多台进口五轴数控机床和五轴数控车床,可实现尺寸达到2.5米的大型零件的五轴数控加工。
- JS Precision 的工程团队英语沟通流利,同时为欧美客户提供快速响应和可靠的项目交付服务。
正在寻找可靠的大型零件五轴数控加工服务提供商?立即提交您的项目需求,JS Precision将为您提供一站式5轴CNC服务,确保从工艺设计到量产交付的一切。
JS Precision案例:德国一级供应商突破2米电机外壳加工瓶颈
挑战
德国一家顶级汽车零部件制造商在两米长的问题上苦苦挣扎电动车电机外壳由铝合金 A356 制成。刚性不够,由于壁厚仅为 2.5 毫米,该部件在生产过程中会轻微弯曲。
这种薄薄的结构扰乱了内孔的形状。圆度本应保持在 0.02 毫米以下,但却达到了 0.035。每八个单位中有一个未通过检查。
他们现有的欧洲工厂合作伙伴无法跟上,全速运转,每批交货拖延了八周。每个成品的加工成本超过 200 美元。
JS精密解决方案
1.夹具创新:设计专用保形支撑虎钳5轴夹具,在薄壁区域增加可调支撑点,将切削力分散到加强筋区域,有效抑制加工振动。
2.刀具路径优化:采用摆线铣削路径结合微润滑技术,径向切削力降低40%。精密加工采用18000转/分钟的高转速和小切深策略,保证内孔加工精度。
3.流程链整合:一步处理粗剪,另一步处理精细细节。大型零件经过 5 轴 CNC 加工后,会在实时 CMM 系统上进行检查。此检查会调整所有班次,确保每个住房单元的关键尺寸 CPK 值均高于 1.33。
4.全流程可追溯性:每件产品从始至终都有数字记录,链接原材料加热代码、机器设置,然后进行质量检查。每个步骤都会无缝地登录到满足 IATF 16949 跟踪规则的系统。细节保持联系,因此起源始终清晰。
结果
内孔圆度从 0.035mm 开始,现在稳定在 0.015mm 附近。缺陷率一度达到 12%,现已降至 0.8% 以下。交货时间减少了一半,从八周减少到四个星期。现在每个单元的加工成本为 144 美元,这使开支减少了近三分之一。
在装配线上,由于安装更加顺畅,安装运行速度提高了 15%。由于事情进展得更快,这款电动汽车比计划提前了大约六十天在欧洲上市。
想复制这款电机外壳的成功加工经验吗?联系JS精密现在,工程师们,提交您的零件挑战,我们将为您定制 5 轴汽车加工解决方案。

图 3:CNC 5 轴铣刀主动加工复杂的多型腔铝制汽车零件,冷却液雾气可见,以确保精度。
常见问题解答
Q1:电动车的哪些部位适合五轴加工?
五轴加工适用于结构复杂、精度要求高的核心零部件,如电机外壳、电池托盘、逆变器外壳、大型压铸铝件等。
Q2:五轴加工能达到什么精度?
五轴加工具有稳定的定位精度±5μm以内的精密能力,密封面平面度≤0.01mm,内孔圆度≤0.005mm,表面粗糙度Ra<0.4μm。
Q3:5轴加工比3轴加工成本高多少?
5轴加工的工艺成本比3轴加工增加20-30% ,并且减少装夹夹具成本和缺陷,更具成本效益。
Q4:大型铝件加工时如何控制变形?
对于压铸铝的大型零件,可以用摆线铣削分散热源,薄弱的零件可以用虎钳5轴夹具夹紧,然后进行二次加工进行精加工,这样可以控制变形。
Q5:什么是压铸一体化后加工?
一体化压铸后加工是压铸毛坯的二次精加工工艺,大型零件5轴数控加工用于获得装配所需的尺寸。
Q6:5轴加工技术可以实现的最小壁厚是多少?
五轴加工技术对铝合金零件可以达到的最小厚度为1.5mm,为零件提供了结构强度。
Q7: 样品和批量生产的交货时间是多少?
5轴加工样品可在2周内交付。经过批量生产的验证过程后,可以实现4-6周的交货周期。
Q8:如何评估5轴供应商的可靠性?
为了评估5轴供应商的可靠性,应验证供应商的5轴数控设备、电动汽车相关案例研究、质量认证以及CMM测试和可追溯性。
概括
在电动汽车产业的发展过程中,五轴汽车加工作为企业的竞争优势发挥着至关重要的作用。离不开成熟的5轴数控加工技术。
JS Precision凭借在大型零件五轴数控加工领域的丰富经验,为全球客户提供解决加工挑战的解决方案。
立即联系我们并提交你的图纸。我们的工程师将在24小时内为您提供专业的技术评审和有竞争力的生产解决方案,帮助您的新能源汽车零部件快速参与全球市场竞争。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

