

Прецизионные токарные детали с ЧПУ являются основной опорой современного точного производства. От прецизионных валов для минимально инвазивных хирургических инструментов до важнейших сердечников клапанов в аэрокосмических гидравлических системах — прецизионные токарные детали с ЧПУ помогают современной промышленности работать надежно, используя точность микронного уровня.
Только глубокое понимание каждой детали процесса точения на станках с ЧПУ может гарантировать окончательное превосходное качество, когда округлость, цилиндричность и качество поверхности каждой детали напрямую влияют на производительность всей системы.
Это руководство, объединяющее многолетний практический опыт обслуживания более 500 клиентов в более чем 20 отраслях , призвано помочь вам систематически осваивать ключевые знания в области прецизионных токарных деталей с ЧПУ и решать практические производственные задачи.
Основная сводка ответов
| Технические размеры | Ключевые проблемы | Прецизионные решения JS |
| Стабильность процесса | Износ инструмента, термическая деформация, подавление вибрации. | Комплексная система мониторинга и оптимизации процесса токарной обработки с ЧПУ для непрерывной стабильной обработки. |
| Контроль качества поверхности | Контроль шероховатости, устранение следов вибрации, соответствие размеров. | Профессиональная технология контроля целостности поверхности точеных деталей. |
| Адаптивность материала | Различия в характеристиках обработки разных марок стали. | База данных процессов целевой точной токарной обработки стальных деталей. |
| Гибкость обслуживания | Обеспечение точности и контроль затрат при мелкосерийном производстве. | Зрелый индивидуальный контроль качества токарной обработки с ЧПУ и механизм быстрого реагирования . |
Ваш партнер-производитель: всестороннее понимание возможностей JS Precision по обслуживанию станков с ЧПУ
Более чем 15-летний опыт практической токарной обработки с ЧПУ дает JS Precision уверенность в работе с более чем 500 клиентами в более чем 20 отраслях, включая медицинское, аэрокосмическое, автомобильное и оптическое оборудование.
Для медицинского предприятия нами было изготовлено 10 000 прецизионных деталей валов с процентом прохождения 99,8%. Кроме того, мы также обрабатываем детали из жаропрочных сплавов для клиентов из аэрокосмической отрасли с допусками в пределах ±0,001 мм.
Кроме того, мы знакомы с процессом токарной обработки с ЧПУ более 30 типов стали, титановых сплавов и конструкционных пластиков, а данные о производительности их обработки могут быть проверены с помощью перекрестной проверки. База данных материалов селектора CES в рамках Granta Design, чтобы обеспечить научный характер оптимизации процессов.
В руководстве обобщен многолетний проектный опыт и технические накопления, а также подкреплены реальными практическими примерами по каждому пункту, поэтому вы можете полностью доверять ему в решении своих задач в области прецизионных токарных деталей с ЧПУ.
Вам нужно быстро понять наши возможности обслуживания? Подайте заявку непосредственно на «Руководство по возможностям токарных услуг JS Precision CNC», и в нем будут раскрыты более 20 отраслевых тематических исследований, а также параметры оборудования.
Где прецизионные токарные детали с ЧПУ имеют решающее значение в современном производстве?
Поняв, на что способна JS Precision, вы можете задаться вопросом: какую роль играют прецизионные токарные детали с ЧПУ в современном производстве? Фактически он практически незаменим при производстве высокоточных деталей. Ниже я объясню это в трех аспектах: определение, применение и преимущества.
Основное определение и характеристики процесса
Существенная разница между прецизионным токарным точением и традиционным точением заключается в уровне точности и управлении процессом.
Прецизионные токарные детали с ЧПУ могут достигать допусков ± 0,001 мм и шероховатости поверхности Ra 0,2 мкм, в то время как обычные допуски при токарной обработке в основном превышают ± 0,05 мм, а шероховатость поверхности Ra 1,6 мкм.
Для прецизионной токарной обработки используются температурная компенсация в реальном времени, SPC-управление и специальные инструменты, тогда как традиционное точение обеспечивает эффективность независимо от мониторинга процесса. Это основано на такой разнице, что прецизионные токарные детали с ЧПУ могут достигать высокой точности.
Основные сценарии применения
- Медицинские устройства: производство имплантатов и хирургических инструментов, требующих биосовместимости и допусков в пределах ±0,003 мм.
- Аэрокосмическая промышленность: для обработки валов турбин двигателей и других деталей с использованием титанового сплава/жаропрочных сплавов для обеспечения стабильности в сверхэкстремальных условиях.
- Автомобильная промышленность: производство деталей впрыска топлива с допусками в пределах ±0,005 мм для гарантированного точного впрыска топлива.
- Оптическое оборудование: производство оправ объективов и креплений объективов. Для обеспечения точности изображения допуски на форму и положение должны быть в пределах ± 0,002 мм.
Анализ преимуществ производительности
Преимущества прецизионных токарных станков с ЧПУ значительны:
- Высокая точность и возможность прямой сборки, тем самым сокращая последующую обработку.
- Превосходное качество поверхности позволяет исключить процессы полировки, снизить затраты, а также уменьшить адгезию бактерий к медицинским деталям.
- Хорошая взаимозаменяемость гарантирует унификацию деталей массового производства и повышает качество и эффективность конечной продукции.

Рисунок 1. Прецизионная токарная обработка позволяет производить детали с беспрецедентной точностью и чрезвычайно малыми допусками, что позволяет производить высококачественные компоненты, подходящие для высокопроизводительных применений.
Какие факторы определяют стабильность процесса токарной обработки с ЧПУ?
Поскольку качество детали, изготовленной Прецизионная токарная обработка с ЧПУ зависит от стабильного процесса обработки, что определяет стабильность в процессе токарной обработки с ЧПУ? Эти три фактора напрямую влияют на точность конечной детали, о которой я вам расскажу.
Фонд жесткости оборудования
Стабильность процесса токарной обработки с ЧПУ зависит от базовой конструкции станка, системы направляющих и точности шпинделя.
Станок оснащен чугунной станиной для снижения вибрации, система направляющих оснащена линейными направляющими для обеспечения точного позиционирования, а точность шпинделя контролируется в пределах 0,0005 мм, чтобы избежать биения шпинделя, вызывающего отклонения размеров деталей.
Оптимизация инструментальной системы
Балансировка держателей инструмента, геометрии и технологий нанесения покрытия отвечают за повышение стабильности реза.
Баланс державки инструмента достигает уровня G2,5, чтобы избежать высокоскоростной вибрации. Геометрия инструмента разрабатывается с учетом свойств материала, например, положительный передний угол нержавеющей стали снижает сопротивление. Твердое покрытие, такое как TiAlN, повышает износостойкость инструмента и уменьшает ошибки обработки, вызванные износом.
Наука о параметрах процесса
Необходимо оптимизировать параметры резания в соответствии с характеристиками материала и подавить вибрацию.
Для алюминиевых сплавов параметры резания находятся в пределах 2000-5000 об/мин со скоростями подачи от 0,02 до 0,05 мм/об, а для стальных материалов она снижается до 500-1500 об/мин. Для подавления вибраций и обеспечения устойчивости конструкции производятся установка демпфирующих устройств и регулировка прижимной силы.Процесс токарной обработки с ЧПУ .

Рис. 2. Настройка прецизионной токарной обработки, включая черновые, получистовые и чистовые операции.
Какие отрасли требуют самых высоких стандартов в сфере услуг прецизионной токарной обработки с ЧПУ?
Спрос на прецизионную токарную обработку с ЧПУ варьируется от одной отрасли к другой. Некоторые из них имеют особенно высокие стандарты в связи с тем, что характеристики деталей в этих отраслях напрямую влияют на безопасность и основные функциональные возможности продукта. Некоторые конкретные примеры перечислены ниже:
Медицинское оборудование
Требования промышленности медицинского оборудования к прецизионному точению на станках с ЧПУ очень жесткие. Имплантатам и хирургическим инструментам требуется хорошая биосовместимость, поэтому обычно используется нержавеющая сталь 316L или титановый сплав. Для безопасного использования поверхность должна быть без трещин и заусенцев.
Аэрокосмические приложения
Материалы и надежность являются ключевыми моментами токарных работ на станках с ЧПУ в аэрокосмической промышленности. Многие детали изготовлены из жаропрочных сплавов, титановых сплавов и других тугоплавких материалов, которые требуют стабильной работы в чрезвычайно суровых условиях, поэтому каждая деталь должна быть тщательно проверена, чтобы избежать несчастных случаев, вызванных проблемами с качеством.
Оптика и прецизионные приборы
Промышленность оптики и точных приборов предъявляет чрезвычайно высокие требования к геометрическим допускам прецизионного точения на станках с ЧПУ. Например, оправы и крепления объективов должны соответствовать допускам по форме и положению в пределах ±0,002 мм , а шероховатость их поверхности должна достигать Ra0,1 мкм , чтобы не влияли на отражения и преломления света.
Как точно контролируется шероховатость поверхности в прецизионных деталях?
Шероховатость поверхности прецизионных точеных деталей очень важна для определения качества заготовки, особенно в медицинской и оптической областях. Тогда как же нам точно это контролировать? Эти три аспекта являются основными методами.
Оптимизация параметров резки
На шероховатость поверхности влияют такие факторы, как скорость шпинделя, скорость подачи и глубина резания: более высокие скорости вращения связаны с более гладкими поверхностями.
Например, шероховатость поверхности Ra0,2 мкм достижима при обработке алюминиевых сплавов со скоростью 5000 об/мин. Чем меньше скорость подачи, тем тоньше будет текстура поверхности. Глубину реза необходимо регулировать в зависимости от материала (0,1-0,3 мм подходит для твердой стали).
Применение инструментальных технологий
Геометрия и обработка кромок прецизионных токарных пластин определяют качество поверхности. Передний угол 5–15° и задний угол 6–12° снижают силы резания. Притупление или хонингование кромок (радиус 0,01-0,03 мм) позволяет избежать чрезмерно острых кромок, которые царапают поверхность детали.
Стратегии охлаждения и смазки
Применяются различные методы охлаждения, влияющие на целостность поверхности и стабильность размеров . Эмульсии используются для охлаждения обычных стальных деталей для уменьшения тепловой деформации, масляный туман используется для охлаждения нержавеющей стали во избежание прилипания инструмента, специальное охлаждающее масло для жаропрочных сплавов предотвращает поверхностное окисление или растрескивание.
Существуют ли требования к шероховатости поверхности для некоторых прецизионные токарные детали ? Например, если вы хотите получить Ra менее 0,2 мкм, вы можете легко загрузить «Руководство по стандарту контроля качества поверхности», в котором очень подробно объясняются методы испытаний и процедуры приемки. Если вы хотите проверить, насколько эффективен наш контроль поверхности, вы можете сначала заказать 1-5 образцов, и мы предоставим вам бесплатный тест на шероховатость поверхности с отчетом.
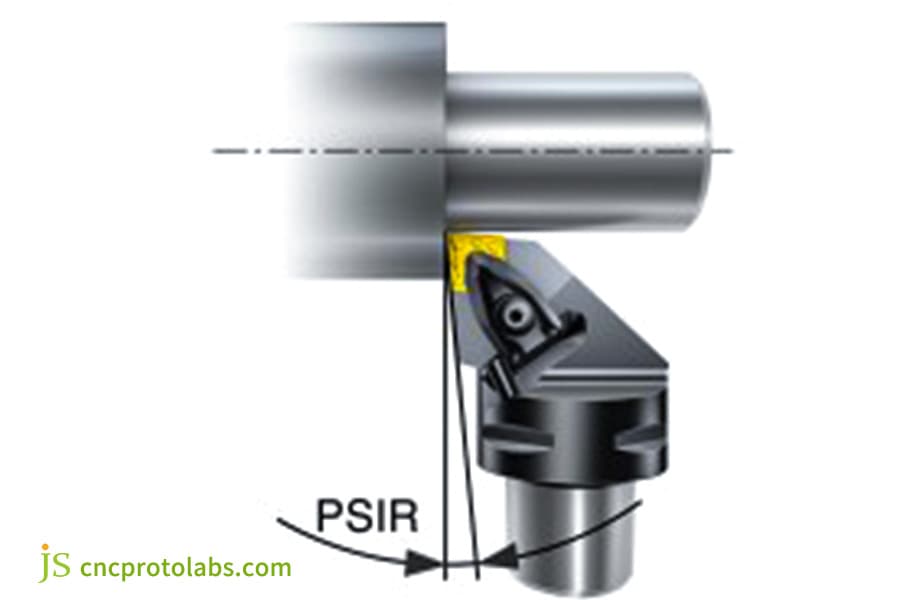
Рис. 3. Геометрический угол прецизионного режущего лезвия определяет качество поверхности.
Какие различия в процессах существуют при прецизионном точении различных марок стали?
Свойства различных марок стали сильно различаются, поэтому и способы прецизионного точения стальных деталей сильно различаются. Только изменив процесс в зависимости от марки стали, можно гарантировать точность деталей. Ниже я подробно объясню это, опираясь на таблицу.
| Тип стали | Характеристики обработки | Ключевые точки процесса |
| Аустенитная нержавеющая сталь | Высокая прочность, склонность к прихвату инструмента, сильное упрочнение. | Используйте инструменты из быстрорежущей стали, скорость вращения 800-1500 об/мин, охлаждающий масляный туман, чтобы уменьшить прилипание инструмента. |
| Мартенситная нержавеющая сталь | Высокая твердость HRC30-45, чувствительна к сколам инструмента. | Используйте твердосплавные инструменты, подача 0,01-0,02 мм/об, контроль температуры. |
| Легированная конструкционная сталь | Хорошая прокаливаемость, неравномерность резки. | Скорость следует регулировать в зависимости от степени закалки, 1000-1200 об/мин для закаленных деталей, инструментов с покрытием TiCN. |
| Инструментальная сталь | Высокая твердость, HRC 58-65, очень прочна в обработке. | Используйте инструменты из КНБ, низкая скорость, 300–500 об/мин . Большая глубина резания, улучшенное охлаждение. |
Серия из нержавеющей стали:
В случае аустенитной нержавеющей стали (304, 316L) используйте инструменты из быстрорежущей стали для повышения скорости резания и снижения наклепа, в случае мартенситной нержавеющей стали (410, 420) скорости подачи следует уменьшить во избежание поломки инструмента. Дисперсионно-твердеющую нержавеющую сталь (17-4PH) необходимо состарить после механической обработки, принимая во время процесса допуск на деформацию.
Легированная конструкционная сталь:
Легированная конструкционная сталь, такая как 45CrNiMoVA, должна учитывать степень закалки при настройке параметров. Соответственно, на участках, подлежащих обработке, используются малая скорость и подача, а из-за высокой силы резания требуются высокопрочные твердосплавные инструменты.
Обработка инструментальной стали:
Для инструментальной стали, такой как T10 и Cr12MoV, используйте инструменты из CBN с низкой скоростью и большой глубиной резания, одновременно улучшая охлаждение, используя специальное охлаждающее масло, чтобы избежать поломки инструмента или окисления деталей.
Вам необходимо обрабатывать определенные марки стали? Например, для нержавеющей стали 316L и инструментальной стали Cr12MoV можно получить бесплатную Прецизионная токарная обработка стальных деталей Таблица параметров процесса» для выбора инструмента и решений по охлаждению. Если вы не уверены, какую сталь выбрать, просто объясните сценарий использования детали, и мы предложим подходящие стали и проанализируем затраты на обработку.
Как оценить технические возможности поставщиков токарных услуг с ЧПУ?
Очень важно выбрать подходящего поставщика токарных услуг с ЧПУ. Как оценить его технические возможности? Следующие три измерения помогут вам принять правильное решение.
Возможности оборудования
По сути, решающее значение имеют точность шпинделя, точность позиционирования и повторяемость . Поставщик высококачественных услуг может предложить точность шпинделя станка ≤0,0005 мм, точность позиционирования ±0,001 мм и повторяемость ±0,0005 мм. У них есть КИМ, оптические компараторы и другое необходимое контрольное оборудование для обеспечения высочайшей точности контроля качества деталей.
Уровень технической команды
Очень важны разные уровни опыта инженеров-технологов, навыки программирования и способности решать проблемы . Опытные инженеры могут быстро разрабатывать планы процессов, команда программистов может разрабатывать эффективные программы обработки, а они могут найти причину и скорректировать параметры для устранения проблем в очень короткие сроки.
Система обеспечения качества
Проверьте конфигурацию инспекционного оборудования, процесс контроля качества и документооборота. Надежный поставщик услуг проводит первичную проверку, проверку процесса и окончательную проверку. Он также полностью записывает параметры обработки и данные проверки для облегчения отслеживания.
Как поддерживать точность при мелкосерийном токарном производстве с ЧПУ?
Небольшой партии токарных станков с ЧПУ на заказ сложно обеспечить одновременно точность и эффективность. Как мы можем их достичь? Эти три меры эффективно гарантируют точность и эффективность.
Гарантия стабильности процесса:
Мелкосерийное производство требует особого контроля инструментов, параметров и процессов. Для каждой партии деталей заранее подготавливаются специальные инструменты, чтобы избежать путаницы. Параметры корректируются путем пробных разрезов, а контроль осуществляется путем отбора проб во время процесса, чтобы избежать брака партии.
Механизм быстрого реагирования:
Эффективный переход от заказа к проектированию процесса очень важен. Ответ на каждый заказ в течение 24 часов и предоставление технологических решений в течение 48 часов. Тесное общение с клиентами и подтверждение чертежей и технических требований как можно скорее, чтобы избежать задержек.
Гарантия постоянства качества:
Осуществляется строгий контроль первого изделия, внутрипроизводственный контроль и окончательный контроль. Массовое производство начинается после того, как первое изделие прошло проверку. Случайный отбор проб на протяжении всего процесса и окончательная 100% проверка гарантируют стабильное качество каждой детали.
Есть мелкая партия токарная обработка с ЧПУ на заказ потребности? Например, 10-500 шт. Укажите требования к заказу и получите наше быстрое предложение и план производственного цикла в течение 48 часов. Если есть какие-либо несоответствия в точности для небольших партий, не рискуйте, вы можете сначала настроить 3-5 образцов, чтобы проверить это. Только после того, как они пройдут проверку, мы подтвердим массовое производство.
Обзор реальных случаев: достижение уровня прохождения 99,8% для 10 000 корпусов медицинских инструментов
Обсудив так много теории, я буду использовать реальный случай, чтобы сделать ваше понимание более интуитивным относительно преимуществ JS Precision в производстве прецизионных токарных деталей с ЧПУ.
Проблемы клиента
Некоторому производителю медицинского оборудования необходимо изготовить партию прецизионных стержней хирургических инструментов из нержавеющей стали 316L (соответствующей требованиям биосовместимости), с допуском диаметра ± 0,003 мм , шероховатостью поверхности Ra 0,2 мкм и 100% прохождением функциональных испытаний (включая испытания на вращательную гибкость и герметичность).
Размер партии составляет 10 000 штук, срок поставки составляет всего 3 недели . В прошлом заказчик уже обращался к нескольким производителям, но из-за недостаточной точности требовалось выполнить множество доработок. План запуска продукта был отложен.
Наше техническое решение
Чтобы решить проблему клиента, мы сначала оптимизировали параметры процесса токарной обработки с ЧПУ: скорость шпинделя была установлена на 3000 об/мин, скорость подачи 0,01 мм/об и глубина резания 0,1 мм, чтобы избежать упрочнения, которое может повлиять на точность.
Чтобы обеспечить соответствие шероховатости поверхности требованиям, мы использовали специальный алмазный инструмент с радиусом режущей кромки 0,02 мм.
При этом была произведена полная температурная компенсация процесса , и температура окружающей среды в цеху отображалась каждые 2 часа. В зависимости от изменения температуры параметры станка корректировались во избежание термической деформации.
Наконец, была создана система статистического управления процессом, в которой были отобраны и проверены 50 штук с помощью координатно-измерительной машины для быстрого обнаружения и корректировки отклонений.
Успешные данные
В этой производственной партии из 10 000 единиц степень соответствия размеров достигла 99,9% , степень соответствия шероховатости поверхности достигла 99,8%, процент прохождения функциональных испытаний достиг 100%, а количество жалоб клиентов упало до нуля. Кроме того, мы завершили доставку на два дня раньше запланированного срока, что помогло клиенту плавно реализовать план выпуска хирургических инструментов.
Клиент подписал с нами долгосрочное соглашение о сотрудничестве, доверив все производство своих прецизионных валов компании JS Precision.

Рисунок 4. Стержень медицинского устройства.
Как начать свой проект с помощью профессиональных токарных услуг с ЧПУ?
Узнав так много, как можно работать с профессионалом? токарные услуги с ЧПУ провайдера, если вы хотите запустить проект? Эти три шага помогут плавно продвигать ваш проект:
Четкие технические требования
Пожалуйста, предоставьте готовые чертежи в 2D и 3D, а также технические требования, касающиеся допусков и качества поверхности. Кроме того, необходимо четко указать стандарты качества ISO 13485 и план поставки. Четкие требования позволяют поставщикам услуг быстро разобраться в проекте и избежать возможных последующих модификаций.
Разработка технологических решений
В зависимости от характеристик деталей поставщик услуг разработает предложения по планированию и оптимизации процесса.
На примере JS Precision компания анализирует сложность деталей и свойства материалов, чтобы найти комплексное решение по выбору инструмента, настройке параметров и методов контроля. Он также выдвинет предложения по снижению затрат и повышению эффективности за счет структурного упрощения или корректировки материалов.
Гарантия реализации проекта
Поставщик услуг должен установить стандартный процесс для полного мониторинга качества и управления графиком. Отчеты о ходе работ будут предоставляться через регулярные промежутки времени во время производства, например, каждые 20 процентов отчета о завершении. Должны проводиться первичный, текущий и окончательный контроль. Заполненный отчет о качестве и данные проверки должны быть предоставлены при доставке.
Если вы все еще уточняете свои потребности, например, совершенствуете чертежи и определяете стандарты качества, запишитесь на бесплатную индивидуальную техническую консультацию прямо сейчас, чтобы помочь вам уточнить ваши требования и уточнить детали.
Часто задаваемые вопросы
Вопрос 1: Каков типичный допуск, достижимый при прецизионной токарной обработке с ЧПУ?
Общий допуск на диаметр составляет ±0,005 мм. В приложениях, требующих высокой точности, можно достичь значения ±0,001 мм в зависимости от характеристик детали и материалов, использованных при ее изготовлении.
Вопрос 2: Как обеспечить стабильность массового производства точеных деталей?
Мы обеспечиваем согласованность деталей, обрабатываемых партиями, используя статистический контроль процесса, автоматическую систему компенсации, регулярную калибровку оборудования и стандартизированные операции.
Вопрос 3: Чем прецизионная токарная обработка отличается от обычной токарной обработки?
Прецизионная токарная обработка ориентирована на микронные допуски , превосходное качество поверхности и строгий контроль процесса. Напротив, традиционное точение ориентировано на более высокую эффективность обработки при меньших требованиях к точности.
В4: Каковы сроки выполнения проектов точной токарной обработки на заказ?
Обычно доставка прототипа занимает 3-7 дней , а для небольших партий – около 2-3 недель, в зависимости от сложности детали и загруженности производства на данный момент.
Вопрос 5: Как вы измеряете и проверяете прецизионные токарные детали?
Прецизионные токарные детали тщательно проверяются и проверяются с помощью координатно-измерительной машины , оптического компаратора, измерителя шероховатости и специальных приспособлений.
В6: Можете ли вы обрабатывать как прототипы, так и объемы производства?
Да, мы предоставляем полноценные услуги от производства единичных прототипов до массового производства, удовлетворяя индивидуальные требования к токарной обработке с ЧПУ на разных этапах.
В7: Какие сертификаты качества вы имеете?
Мы сертифицированы по системе управления качеством ISO 9001:2015 и системе управления качеством медицинского оборудования ISO 13485, чтобы гарантировать соответствие наших услуг требованиям.
Вопрос 8: Что отличает ваши услуги по точной токарной обработке от конкурентов?
Наши технологически передовые решения для прецизионной токарной обработки с ЧПУ, оснащенные современным оборудованием, глубокими знаниями технологических процессов и строгим контролем качества, обеспечивают более высокое соотношение цены и качества .
Краткое содержание
В точном производстве каждое улучшение на уровне микрона может стать ключом к прорыву в производительности продукта. Помимо проверки возможностей оборудования, прецизионные токарные детали с ЧПУ отражают глубину производственного процесса и приверженность качеству .
Благодаря комплексной системе токарной обработки с ЧПУ, профессиональной технологии точной обработки стальных деталей и строгому контролю качества JS Precision может помочь вам решить множество задач, от оптимизации процесса до массового производства, эффективно и надежно удовлетворяя ваши потребности в высокоточных деталях.
Выбор правильных токарных услуг с ЧПУ дает надежную гарантию успеха вашего проекта.
Начните свой проект точной токарной обработки прямо сейчас!
→ Загрузите чертежи своих деталей для профессионального анализа процессов и точных цен
→ Свяжитесь с нашими специалистами по токарной обработке для получения индивидуальных технических решений

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

