

CNC精密旋削部品は、現代の精密製造の中核的なサポートです。低侵襲手術ツールの精密シャフトから航空宇宙油圧システムの重要なバルブ コアに至るまで、CNC 精密旋削部品は、ミクロン レベルの精度を使用して現代の産業を確実に稼働させるのに役立ちます。
各部品の真円度、円筒度、表面仕上げがシステム全体のパフォーマンスに直接影響する場合、CNC 旋削プロセスのあらゆる詳細を深く理解することによってのみ、最終的な優れた品質を保証できます。
このガイドは、 20 を超える業界、500 を超えるクライアントにサービスを提供してきた長年の実践経験を組み合わせて、CNC 精密旋削部品の重要な知識を体系的に習得し、実際の生産上の課題を解決できるようにすることを目的としています。
主要な回答の概要
| 技術的寸法 | 主要な課題 | JS プレシジョン ソリューションズ |
| プロセスの安定性 | 工具の摩耗、熱変形、振動の抑制。 | 安定した加工を継続するためのCNC旋削プロセスのトータルモニタリングと最適化システム。 |
| 表面品質管理 | 粗さの管理、振動痕の除去、寸法の均一性。 | プロの精密旋削部品の表面完全性管理技術。 |
| 材料適応性 | 異なる鋼種の加工特性の違い。 | 鋼部品の精密旋削加工を対象とした加工データベース。 |
| サービスの柔軟性 | 小ロット生産の精度保証とコスト管理。 | 成熟したカスタム CNC 旋削品質管理と迅速な応答メカニズム。 |
あなたの製造パートナー: JS Precision の CNC 加工サービス能力の包括的な理解
JS Precision は、実用的な CNC 旋削加工における15 年以上の経験により、医療、航空宇宙、自動車、光学機器など 20 以上の業界の 500 以上の顧客と協力できる自信を持っています。
医療会社向けの精密シャフト部品を10,000個生産しており、合格率は99.8%です。さらに、航空宇宙分野の顧客向けに、公差が±0.001mm以内に制御された高温合金部品の機械加工も行っています。
さらに、当社は 30 種類を超える鋼材、チタン合金、エンジニアリング プラスチックの CNC 旋削加工に精通しており、それらの加工性能データは、 CESセレクター材料データベースGranta Design に基づいて、プロセス最適化の科学的性質を確保します。
このガイドは、長年にわたるプロジェクトの経験と技術の蓄積を要約し、あらゆる点で実際のケーススタディによってサポートされているため、CNC 精密旋削部品のニーズを解決するために完全に信頼できます。
当社のサービス能力をすぐに理解する必要がありますか? 「JS Precision CNC Turning Services Capability Manual」を直接申請すると、20 以上の業界事例と装置パラメータが公開されます。
現代の製造において CNC 精密旋削部品はどこに重要ですか?
JS Precision の機能を理解した後は、CNC 精密旋削部品が現代の製造においてどのような役割を果たしているのか疑問に思うかもしれません。実は、高精度部品の製造には欠かせないものなのです。以下では、定義、応用、メリットの3つの側面から解説していきます。
基本的な定義とプロセスの特徴
精密旋削と従来の旋削の本質的な違いは、精度とプロセス制御のレベルにあります。
CNC精密旋削部品は、従来の旋削公差が±0.05mm以上、表面粗さRa1.6μmが主流であったのに対し、CNC精密旋削部品は公差±0.001mm、表面粗さRa0.2μmを実現します。
精密旋削ではリアルタイムの温度補正、SPC 制御、専用工具が利用されますが、従来の旋削ではプロセスの監視に関係なく効率が重視されます。このような違いにより、CNC精密旋削部品は高い精度を実現できます。
主なアプリケーションシナリオ
- 医療機器:生体適合性と±0.003mm以内の公差を必要とするインプラントや手術器具の製造。
- 航空宇宙:超極限環境下での安定性を確保するため、チタン合金・高温合金を使用したエンジンタービンシャフト等の加工に。
- 自動車産業:精度の高い燃料噴射を保証するために、公差±0.005mm以内の燃料噴射部品を製造します。
- 光学機器:鏡筒やレンズマウントの製造では、結像精度を確保するため、形状や位置の公差を±0.002mm以内にする必要があります。
パフォーマンス上の利点の分析
CNC 精密旋削部品の利点は次のとおりです。
- 精度が高く、直接組み立てることができるため、後続の加工が軽減されます。
- 優れた表面品質により、研磨プロセスが不要になり、コストが削減され、医療部品への細菌の付着も軽減されます。
- 優れた互換性により、量産部品の共通性が保証され、最終製品の品質と効率が向上します。

図 1: 精密旋削により、比類のない精度と極めて小さい公差を備えた部品を製造できるため、高性能アプリケーションに適した高品質のコンポーネントが製造できます。
CNC 旋削加工の安定性を決定する要因は何ですか?
製造された部品の品質のため、 CNC精密旋削加工安定した加工プロセスに依存しますが、CNC 旋削プロセス中の安定性は何によって決まりますか?これら 3 つの要素は最終パーツの精度に直接影響します。詳しく説明します。
設備剛性基盤
CNC 旋削プロセスの安定性は、基本的な工作機械の構造、ガイドウェイ システム、および主軸の精度に依存します。
工作機械には鋳鉄ベッドを採用することで振動を低減し、案内面にはリニアガイドウェイを採用し正確な位置決めを実現し、主軸精度は部品の寸法誤差の原因となる主軸振れを0.0005mm以内に管理しています。
ツールシステムの最適化
切削の安定性を高めるには、ツール ホルダー、形状、コーティング技術のバランスが重要です。
ホルダのバランスはG2.5レベルに達し、高速振動を回避します。工具の形状は材料特性に基づいて設計されます。たとえば、ステンレス鋼では正のすくい角が抵抗を低減します。 TiAlN のような硬質コーティングは工具の耐摩耗性を高め、摩耗による加工誤差を軽減します。
プロセスパラメータ科学
材料の特性に応じて切削条件を最適化し、振動を抑える必要があります。
アルミニウム合金の場合、切削パラメータは送り速度 0.02 ~ 0.05 mm/r で 2000 ~ 5000 rpm の範囲内ですが、鋼材の場合は500 ~ 1500 rpm に低下します。振動を抑え安定性を確保するため、減衰装置の設置やクランプ力の調整を行います。CNC旋盤加工。

図 2: 荒加工、中仕上げ加工、仕上げ加工を含む精密旋削加工のセットアップ。
CNC 精密旋削サービスで最高水準を要求するのはどの業界ですか?
CNC 精密旋削加工に対する需要は業界によって異なります。これらの業界では部品の性能が安全性と製品の中核機能に直接影響するため、特に高い基準を設けている企業もあります。いくつかの具体的な例を以下に示します。
医療機器
医療機器業界の CNC 精密旋削に対する要件は非常に厳しいものです。インプラントや手術器具には良好な生体適合性が求められ、316Lステンレス鋼やチタン合金がよく使われます。安全に使用するには、表面に亀裂やバリがないことが必要です。
航空宇宙用途
航空宇宙産業における CNC 旋削サービスでは、材料と信頼性が重要な点となります。多くの部品は、非常に過酷な環境下でも安定した性能が要求される高温合金、チタン合金、その他の耐火物で作られているため、品質問題による事故を避けるために、すべての部品を厳格にテストする必要があります。
光学および精密機器
光学および精密機器業界では、CNC 精密旋削加工の幾何公差に対して非常に高い要件が求められます。例えば、鏡筒やレンズマウントは、形状や位置の公差を±0.002mm以内に収める必要があり、光の反射や屈折に影響を与えないよう表面粗さはRa0.1μmにする必要があります。
精密旋削部品の表面粗さはどのようにして正確に制御されるのでしょうか?
精密旋削部品の表面粗さは、特に医療および光学分野において、ワークピースの品質を示すために非常に重要です。では、どうすれば正確に制御できるのでしょうか?この 3 つの側面が主な方法です。
切削パラメータの最適化
主軸速度、送り速度、切込み深さなどは表面粗さに影響を与えます。回転速度が高いほど表面はより滑らかになります。
例えば、アルミニウム合金を5000rpmで加工すると、Ra0.2μmの表面粗さが実現可能です。送り速度が小さいほど、表面のテクスチャは細かくなります。切込み深さは材質に応じて調整する必要があります(高硬度鋼の場合は0.1~0.3mmが適当です)。
ツール技術の応用
精密旋削チップの形状と刃先処理により、表面品質が決まります。すくい角5° ~ 15° 、逃げ角6° ~ 12°により切削抵抗が低減されます。エッジの鈍化またはホーニング (半径 0.01 ~ 0.03 mm) により、部品の表面を傷つける過度に鋭利なエッジを回避します。
冷却と潤滑の戦略
さまざまな冷却方法が採用されており、表面の完全性と寸法安定性に影響を与えます。エマルジョンは熱変形を低減するために普通鋼部品を冷却するために使用され、オイルミストは工具の固着を防ぐためにステンレス鋼を冷却するために使用され、高温合金用の特殊な冷却油は表面の酸化や亀裂を防止します。
一部の製品には表面粗さの要件はありますか? 精密旋削部品?例えば、Ra0.2μm未満を取得したい場合は、試験方法や検査手順を詳しく解説した「表面品質管理標準マニュアル」を簡単にダウンロードできます。当社の表面管理の効果を確認したい場合は、まず 1 ~ 5 個のサンプルを注文してください。無料で表面粗さテストとレポートを提供します。
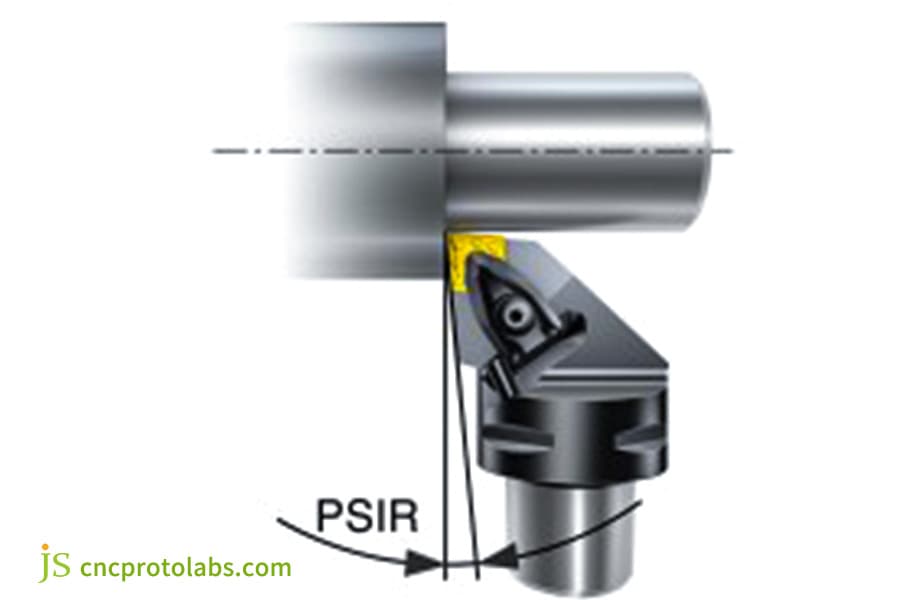
図 3: 精密切断ブレードの幾何学的角度が表面品質を決定します。
さまざまな鋼種の精密旋削加工にはどのようなプロセスの違いがありますか?
さまざまな種類の鋼種の特性は大きく異なるため、鋼部品の精密旋削方法も大きく異なります。鋼種に応じて工程を変えるだけで部品の精度を保証できます。以下、表を参照しながら詳しく説明していきます。
| 鋼の種類 | 加工特性 | 主要なプロセスポイント |
| オーステナイト系ステンレス鋼 | 靭性が高く、工具の固着が起こりやすく、加工硬化が激しい。 | 高速度鋼工具を使用し、 800 ~ 1500 rpm の冷却オイルミストを使用して工具の固着を軽減します。 |
| マルテンサイト系ステンレス鋼 | 高硬度HRC30~45、工具欠けに弱い。 | 超硬工具使用、送り0.01~0.02mm/r、温度管理。 |
| 合金構造用鋼 | 焼入性が良く、切れ味が不均一です。 | 速度は硬化度に応じて調整してください。硬化部品、TiCN コーティング工具の場合は1000 ~ 1200 rpm です。 |
| 工具鋼 | 硬度が高く、HRC 58 ~ 65 で、機械加工が非常に困難です。 | CBN ツール、低速、 300 ~ 500 RPMを使用してください。切込み深さが大きく、冷却性が向上します。 |
シリーズステンレス鋼:
オーステナイト系ステンレス鋼(304、316L)の場合は、高速度鋼工具を使用して切削速度を上げ、加工硬化を下げます。マルテンサイト系ステンレス鋼(410、420)の場合は、工具折損を避けるために送り速度を下げる必要があります。析出硬化型ステンレス鋼(17-4PH)は、加工後に変形代を考慮した時効処理が必要です。
合金構造用鋼:
45CrNiMoVA などの合金構造用鋼は、パラメータを調整する際に硬化の程度を考慮する必要があります。したがって、加工箇所では低速・送りであり、切削抵抗が大きいため高強度の超硬工具が要求されます。
工具鋼の加工:
T10 や Cr12MoV などの工具鋼には、低速で切込み量の大きいCBN 工具を採用し、同時に特殊な冷却油を使用して冷却を強化し、工具の破損や部品の酸化を防ぎます。
特定の鋼種を加工する必要がありますか?たとえば、316L ステンレス鋼と Cr12MoV 工具鋼の場合、無料の「 鋼部品の精密旋削加工工具の選択と冷却ソリューションについては、「プロセス パラメータ テーブル」を参照してください。どの鋼材を選択すればよいかわからない場合は、部品の使用シナリオを説明するだけで、適切な鋼材を提案し、加工コストを分析します。
CNC 旋削サービスプロバイダーの技術能力を評価するにはどうすればよいですか?
適切な CNC 旋削サービスプロバイダーを選択することが非常に重要です。その技術力をどうやって判断するのか?次の 3 つの側面は、正確な判断を下すのに役立ちます。
機器の能力
基本的には、主軸精度、位置決め精度、再現性が重要です。高品質のサービスプロバイダーは、工作機械の主軸精度 ≤0.0005mm、位置決め精度 ±0.001mm、繰り返し精度 ±0.0005mm を提供できます。 CMM、光学コンパレーター、その他の必要な検査機器を備えており、部品の品質検査で最高の精度を保証します。
技術チームのレベル
プロセス エンジニアのさまざまなレベルの経験、プログラミング スキル、問題解決能力が非常に重要です。経験豊富なエンジニアはプロセス計画を迅速に作成でき、プログラマーのチームは効率的な加工プログラムを開発でき、原因を見つけてパラメータを調整して問題を非常に短時間で解決できます。
品質保証体制
検査機器の構成、品質管理プロセス、文書管理を確認します。信頼できるサービスプロバイダーには、初品検査、工程検査、最終検査プロセスがあります。また、加工パラメータや検査データを丸ごと記録し、簡単に追跡できます。
小ロットのカスタム CNC 旋盤加工で精度を維持するにはどうすればよいですか?
少量のカスタム CNC 旋盤生産では、精度と効率の両方を達成するのが困難です。どうすればそれらを達成できるでしょうか?これら 3 つの対策により、精度と効率の両方が効果的に保証されます。
プロセスの安定性の保証:
小バッチ生産には、ツール、パラメータ、プロセスの特別な制御が必要です。部品の各バッチには、取り違えを避けるために事前に専用ツールが用意されています。パラメータはトライアルカットによって調整され、バッチの廃棄を避けるためにプロセス中にサンプリングによってモニタリングが行われます。
迅速な応答メカニズム:
オーダーからプロセス設計への効率的な変換は非常に重要です。すべての注文に24 時間以内に応答し、 48 時間以内にプロセス ソリューションを提供します。お客様と緊密にコミュニケーションをとり、図面や技術要件をできるだけ早く確認し、遅延を回避します。
品質の一貫性の保証:
厳しい初品検査、工程内検査、最終検査を実施し、初品検査合格後に量産を開始します。プロセス全体にわたるランダムなサンプリングと最終的な全数検査により、すべての部品の品質が均一であることが保証されます。
小ロット対応可能カスタムCNC旋削加工ニーズ?たとえば、10 ~ 500 個です。注文要件を入力すると、48 時間以内に迅速な見積もりと生産サイクル プランが表示されます。小さなバッチの精度に一貫性がない場合でも、危険を冒す必要はありません。最初に 3 ~ 5 個のサンプルをカスタマイズして検証できます。検査に合格して初めて量産が確定します。
実例を振り返る:医療機器シャフト10,000本で99.8%の合格率を達成
ここまで理論を説明してきましたが、CNC 精密旋削部品の製造における JS プレシジョンの強みをより直感的に理解していただくために、実際の事例を使用します。
お客様の課題
ある医療機器メーカーは、直径公差が±0.003mm 、表面粗さがRa0.2μm、機能試験(回転柔軟性やシール試験を含む)に100%合格する、316Lステンレス鋼(生体適合性要件に準拠)製の手術器具精密シャフトをバッチ生産する必要があります。
バッチサイズは 10,000 個で、納品サイクルはわずか 3 週間です。以前、お客様はすでに数社のメーカーに問い合わせをしていましたが、精度が足りず、何度も手直しが必要でした。製品発売計画が遅れた。
当社の技術ソリューション
お客様の問題を解決するために、まず CNC 旋削プロセスのパラメータを最適化しました。精度に影響を与える可能性のある加工硬化を避けるために、主軸回転数 3000rpm、送り速度 0.01mm/r、切込み深さ 0.1mm に設定しました。
面粗さを規定内にするため、刃先半径0.02mmの専用ダイヤモンド工具を使用しました。
その間、全プロセスの温度補正が行われ、作業場の周囲温度が 2 時間ごとに表示されました。温度の変化に応じて、熱変形を避けるために工作機械のパラメータが調整されました。
最後に、50 個の部品をサンプリングし、三次元測定機を使用して検査し、偏差を迅速に見つけて調整する統計的プロセス管理システムが確立されました。
成功したデータ
この 10,000 個の生産バッチでは、寸法適合率は99.9% 、表面粗さ適合率は99.8%、機能テスト合格率は100% に達し、顧客の苦情率はゼロに低下しました。さらに予定より2日早く納品を完了することができ、お客様の手術器具の発売計画をスムーズに進めることができました。
顧客は当社と長期協力契約を締結し、精密シャフトの製造をすべてJSプレシジョンに委託しています。

図 4: 医療機器シャフト
プロフェッショナルな CNC 旋削サービスを利用してプロジェクトを開始するにはどうすればよいですか?
たくさんのことを学びましたが、専門家とどのように協力しますか? CNC旋削サービスプロジェクトを開始したい場合はプロバイダーを利用しますか?次の 3 つの手順は、プロジェクトをスムーズに進めるのに役立ちます。
明確な技術要件
完成した図面 (2D と 3D の両方) を、公差や表面仕上げに関する技術要件とともに提供してください。また、品質基準ISO13485と納期計画を明確にする必要があります。明確な要件により、サービスプロバイダーはプロジェクトを迅速に理解し、その後の変更の可能性を回避できます。
プロセスソリューション開発
部品の特性に応じて、サービスプロバイダーはプロセス計画と最適化の提案を作成します。
JS Precision を例として使用すると、同社は部品の複雑さと材料特性を分析して、ツールの選択、パラメータの設定、検査方法に関する包括的なソリューションを考案します。また、構造の簡素化や材質の調整によるコストダウンや効率化のご提案もさせていただきます。
プロジェクト実行保証
サービスプロバイダーは、全プロセスの品質監視とスケジュール管理のための標準プロセスを確立する必要があります。進捗レポートは、20 パーセントの完了レポートごとに送信するなど、制作中に定期的に送信されます。初品検査、工程中検査、最終検査を実施するものとします。完成した品質報告書と検査データは納品時に提供されます。
図面の完成度や品質基準の定義など、まだニーズを明確にしている途中の場合は、要件を明確にして詳細を完了するのに役立つ、無料の 1 対 1 の技術コンサルティングを今すぐ予約してください。
よくある質問
Q1: CNC 精密旋削加工で達成可能な一般的な公差はどれくらいですか?
一般的な直径公差は±0.005mmです。高い精度が要求される用途では、製造時に使用される部品や材料の特性によっては、±0.001mmの値に達することも可能です。
Q2: 旋削部品の量産において一貫性を確保するにはどうすればよいですか?
当社は、統計的プロセス制御、自動補正システム、定期的な機器の校正、および標準化された操作を使用して、バッチ回転部品の一貫性を保証します。
Q3: 精密旋削加工は従来の旋削加工とどう違うのですか?
精密旋削加工では、ミクロンレベルの公差、優れた表面品質、厳格なプロセス制御に重点を置いています。対照的に、従来の旋削加工は、より低い精度要件での加工効率の向上に重点を置いています。
Q4: カスタム精密旋削プロジェクトのリードタイムはどれくらいですか?
通常、プロトタイプの納品には3 ~ 7 日かかりますが、小ロットの場合は部品の複雑さとその時点の生産負荷に応じて約2 ~ 3 週間かかります。
Q5: 精密旋削部品の測定と検証はどのように行うのですか?
精密旋盤加工された部品は、三次元測定機、光学コンパレータ、粗さ計、専用治具などを用いて総合的に検査・検証されます。
Q6: 試作と量産の両方に対応できますか?
はい、私たちは本格的なサービスを提供するさまざまな段階でのカスタム CNC 旋削要件を満たすことで、単体のプロトタイプ製造から量産まで対応します。
Q7: どのような品質認証を取得していますか?
当社は、サービスが確実に準拠していることを保証するために、 ISO 9001:2015品質管理システムおよびISO 13485医療機器品質管理システムの認定を受けています。
Q8: 貴社の精密旋削サービスが競合他社と異なる点は何ですか?
高度な設備、深いプロセス知識、厳格な品質管理を備えた当社の技術的に進んだ CNC 精密旋削ソリューションは、より高いコストパフォーマンス比で提供されます。
まとめ
精密製造においては、ミクロンレベルでのあらゆる改善が、製品の性能を飛躍的に向上させる鍵となります。装置の機能のテストに加えて、CNC 精密旋削部品にはメーカーのプロセスの深さと品質への取り組みが反映されます。
JS Precision は、包括的な CNC 旋削加工システム、鋼部品の専門的な精密旋削技術、および厳格な品質管理により、プロセスの最適化から量産までのさまざまな課題の解決を支援し、高精度部品のニーズに効率的かつ確実に応えます。
適切な CNC 旋削サービスを選択すると、プロジェクトの成功が確実に保証されます。
今すぐ精密旋削プロジェクトを始めましょう!
→部品図面をアップロードする専門的なプロセス分析と正確な見積もりのために
→ カスタム技術ソリューションについては、当社の旋削専門家にお問い合わせください

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

