

CNC精密车削件是现代精密制造的核心支撑。从微创手术工具的精密轴,到航空航天液压系统的关键阀芯,数控精密车削件以微米级精度帮助现代工业可靠运行。
当每个零件的圆度、圆柱度和表面光洁度直接影响整个系统的性能时,只有深刻理解数控车削过程中的每个细节才能确保最终的卓越质量。
结合多年服务20多个行业500多家客户的实践经验,本指南旨在帮助您系统掌握数控精密车削零件的关键知识,解决实际生产挑战。
核心答案摘要
| 技术尺寸 | 主要挑战 | JS精密解决方案 |
| 工艺稳定性 | 工具磨损、热变形、振动抑制。 | 全面的数控车削过程监控和优化系统,可实现连续稳定的加工。 |
| 表面质量控制 | 粗糙度控制、振痕消除、尺寸一致性。 | 专业精密车削部件表面完整性控制技术。 |
| 材质适应性 | 不同钢种的加工特性存在差异。 | 钢件工艺数据库的针对性精密车削。 |
| 服务灵活性 | 小批量生产的精度保证和成本控制。 | 成熟的定制数控车削质量控制和快速响应机制。 |
您的制造合作伙伴:全面了解JS Precision的数控加工服务能力
超过 15 年的实际 CNC 车削经验使 JS Precision 有信心与医疗、航空航天、汽车和光学设备等 20 多个行业的 500 多家客户合作。
我们为某医疗公司生产了10000件精密轴类零件,合格率达99.8%。此外,我们还为航空航天客户加工高温合金零件,公差控制在±0.001mm以内。
此外,我们熟悉30多种钢材、钛合金、工程塑料的数控车削工艺,其加工性能数据可以通过交叉验证CES 选择材料数据库Granta Design 旗下,确保工艺优化的科学性。
该指南总结了多年的项目经验和技术积累,每一点都有真实的案例研究支持,因此您完全可以相信它能够解决您在数控精密车削件方面的需求。
需要快速了解我们的服务能力?直接申请《JS精密数控车削服务能力手册》,将公开20+行业案例,以及设备参数。
CNC精密车削零件在现代制造业中的关键在哪里?
了解了JS Precision的能力后,您可能会想:CNC精密车削零件在现代制造业中扮演什么角色?事实上,它在高精度零件的生产中几乎是不可或缺的。下面我从定义、应用、优点三个方面来讲解。
基本定义及工艺特点
精密车削与常规车削的本质区别在于精度水平和过程控制。
CNC精密车削件可实现公差±0.001mm ,表面粗糙度Ra 0.2μm,而常规车削件公差大多在±0.05mm以上,表面粗糙度Ra1.6μm。
精密车削利用实时温度补偿、SPC 控制和专用刀具,而传统车削强调效率,不考虑过程监控。正是基于这样的差异,数控精密车削件才能达到高精度。
主要应用场景
- 医疗器械:生产要求生物相容性和公差在±0.003mm以内的植入物和手术器械。
- 航空航天:用于发动机涡轮轴等零件的加工,采用钛合金/高温合金,保证超极端环境下的稳定性。
- 汽车行业:制造公差在±0.005mm以内的燃油喷射部件,以保证精确的燃油喷射。
- 光学设备:镜筒、镜头座的生产,为保证成像精度,形位公差必须在±0.002mm以内。
性能优势分析
CNC精密车削件的优点显着:
- 精度高,可直接组装,从而减少后续加工。
- 优异的表面质量可以消除抛光工序、降低成本,还可以减少医疗部件上的细菌粘附。
- 良好的互换性保证了批量生产零件的通用性,提高了最终产品的质量和效率。

图 1:精密车削可以生产具有无与伦比的精度和极小公差的零件,从而生产出适合高性能应用的高质量部件。
哪些因素决定数控车削过程的稳定性?
由于零件的质量由CNC精密车削取决于稳定的加工工艺,那么数控车削过程中的稳定性是由什么决定的呢?这三个因素直接影响到最终零件的精度,我给大家分解一下。
设备刚性基础
数控车削加工的稳定性取决于机床的基本结构、导轨系统和主轴精度。
机床采用铸铁床身,减少振动,导轨系统采用直线导轨设计,保证定位准确,主轴精度控制在0.0005mm以内,避免主轴跳动造成零件尺寸偏差。
工具系统优化
刀柄、几何形状和涂层技术的平衡有助于增强切削的稳定性。
刀架平衡达到G2.5级别,避免高速振动。刀具几何形状是根据材料特性设计的,例如,不锈钢的正前角可减少阻力。 TiAlN 等硬涂层可增强刀具的耐磨性并减少磨损引起的加工误差。
过程参数科学
需要根据材料特性优化切削参数并抑制振动。
对于铝合金,切削参数在2000-5000 rpm范围内,进给量为0.02至0.05 mm/r,而对于钢材,则降低至500-1500 rpm。加装减震装置,调整夹紧力,抑制振动,保证机床的稳定性。数控车削工艺。

图 2:精密车削设置,包括粗加工、半精加工和精加工工序。
哪些行业需要数控精密车削服务的最高标准?
不同行业对数控精密车削的需求各不相同。由于这些行业中零件的性能直接影响产品的安全性和核心功能,因此其中一些具有特别高的标准。下面列出了一些具体示例:
医疗器械
医疗器械行业对数控精密车削的要求非常严格。植入物和手术器械要求具有良好的生物相容性,常用316L不锈钢或钛合金。为了安全使用,表面应无裂纹和毛刺。
航空航天应用
材料和可靠性是航空航天业数控车削服务的重点。许多零件采用高温合金、钛合金等耐火材料制成,要求在极其恶劣的环境下性能稳定,因此每个零件都必须经过严格的测试,以避免因质量问题引发事故。
光学及精密仪器
光学和精密仪器行业对数控精密车削的形位公差有着极高的要求。例如,镜筒和镜头卡口的形状和位置公差需要满足±0.002mm以内,表面粗糙度必须达到Ra0.1μm ,以免影响光的反射或折射。
如何精确控制精密车削部件的表面粗糙度?
精密车削零件的表面粗糙度对于指示工件的质量非常重要,特别是在医疗和光学领域。那么我们如何精确控制呢?这三个方面是主要的方法。
切削参数优化
主轴转速、进给速率和切削深度等都会影响表面粗糙度:转速越高,表面越光滑。
例如,以 5000 rpm 的转速加工铝合金可实现 Ra0.2μm 的表面粗糙度。进给量越小,表面纹理越精细。切削深度需根据材料调整(硬钢0.1-0.3mm为宜)。
刀具技术应用
精密车削刀片的几何形状和刃口处理决定了表面质量。 5°-15°的前角和6°-12°的后角可减少切削力。边缘钝化或珩磨(半径0.01-0.03mm)可避免边缘过于锋利而划伤零件表面。
冷却和润滑策略
采用不同的冷却方式,影响表面完整性和尺寸稳定性。采用乳液冷却普通钢件,减少热变形;采用油雾冷却不锈钢,防止粘刀;采用高温合金专用冷却油,防止表面氧化或开裂。
有些产品对表面粗糙度有要求吗? 精密车削部件?例如,如果您想得到小于0.2μm的Ra,您可以轻松下载《表面质量控制标准手册》,其中非常详细地解释了测试方法和验收程序。如果您想检查我们的表面控制效果如何,您可以先订购1-5个样品,我们将为您提供免费的表面粗糙度测试并附上报告。
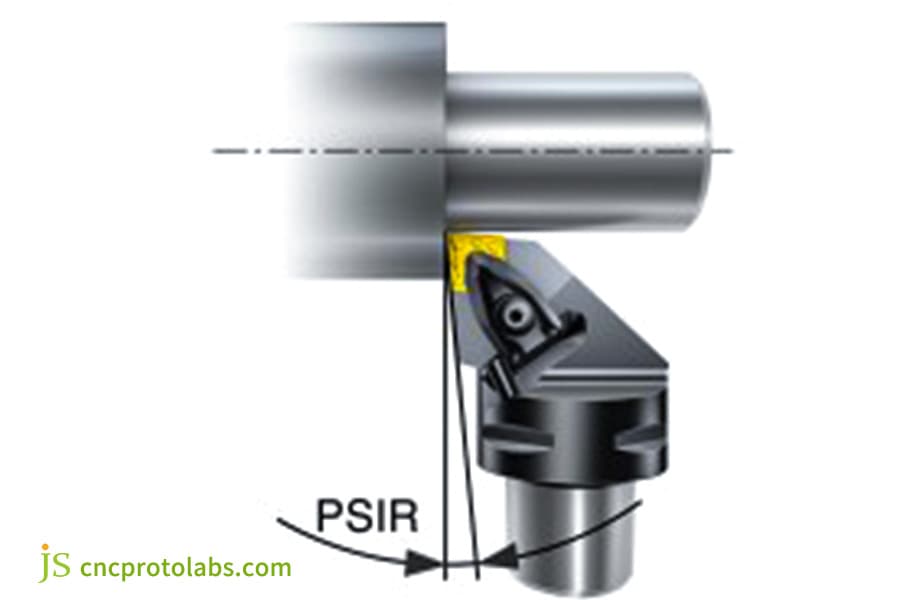
图3:精密切割刀片的几何角度决定表面质量。
各种钢种的精密车削存在哪些工艺差异?
各类钢种的性能差异很大,因此,钢件精密车削的方法差异很大。只有根据钢种改变工艺,才能保证零件的精度。下面,我将结合表格详细解释这一点。
| 钢型 | 加工特点 | 关键流程点 |
| 奥氏体不锈钢 | 韧性高,易粘刀,加工硬化严重。 | 使用高速钢刀具,转速800-1500转/分钟冷却油雾,减少粘刀。 |
| 马氏体不锈钢 | 高硬度HRC30-45,对刀具崩刃敏感。 | 使用硬质合金刀具,进给0.01-0.02毫米/转,温度控制。 |
| 合金结构钢 | 淬透性好,切削性能不均匀。 | 转速应根据淬火程度进行调整,对于淬火零件、TiCN涂层刀具为1000-1200转/分钟。 |
| 工具钢 | 硬度高,HRC 58-65,非常难加工。 | 使用CBN工具,低速, 300-500 RPM 。大切深,强化冷却。 |
不锈钢系列:
对于奥氏体不锈钢(304、316L),使用高速钢刀具提高切削速度并降低加工硬化,对于马氏体不锈钢(410、420),应降低进给量以避免刀具破损。沉淀硬化不锈钢(17-4PH)加工后必须进行时效处理,加工过程中要留有变形余量。
合金结构钢:
45CrNiMoVA等合金结构钢在调整参数时应考虑硬化程度。因此,在需要处理的区域采用低速和进给,并且由于切削力大,因此需要高强度硬质合金刀具。
工具钢加工:
对于T10、Cr12MoV等工具钢,采用低速大切深的CBN刀具,同时加强冷却,采用专用冷却油,避免刀具失效或零件氧化。
需要加工特定钢种?例如,对于316L不锈钢和Cr12MoV工具钢,可以有一个免费的“ 钢件精密车削刀具选择和冷却方案的“工艺参数表”。如果您不确定选择哪种钢材,只需说明零件的使用场景,我们会建议合适的钢材并分析加工成本。
如何评估数控车削服务提供商的技术能力?
选择合适的数控车削服务提供商非常重要。如何判断其技术能力?以下三个维度将帮助您做出准确的判断。
装备能力
基本上,主轴精度、定位精度和重复精度至关重要。优质服务商可提供机床主轴精度≤0.0005mm,定位精度±0.001mm,重复精度±0.0005mm。他们拥有坐标测量机、光学比较仪和其他必要的检测设备,以确保零件质量检测的最高准确性。
技术团队级别
不同水平的工艺工程师的经验、编程技能和解决问题的能力都非常重要。经验丰富的工程师可以快速制定工艺方案,程序员团队可以制定高效的加工程序,并且能够在很短的时间内找到原因并调整参数来解决问题。
质量保证体系
检查检验设备的配置、质量控制流程和文件管理。可靠的服务商有首件检验、过程检验、最终检验流程。并完整记录加工参数和检验数据,方便追溯。
如何保持小批量定制数控车削生产的精度?
小批量定制数控车削生产很难同时实现精度和效率。我们怎样才能实现这些目标?这三项措施有效保证了精度和效率。
工艺稳定性保证:
小批量生产需要对工具、参数和工艺进行特殊控制。每一批零件都事先准备好专用工具,以避免混淆。通过试切调整参数,过程中通过取样进行监控,避免批次报废。
快速反应机制:
从订单到流程设计的高效转换非常重要。 24小时内响应每个订单, 48小时内提供流程解决方案。与客户密切沟通,尽快确认图纸和技术要求,避免延误。
质量一致性保证:
实行严格的首件检验、过程检验、最终检验。首件检验合格后开始批量生产。整个过程中的随机抽样和最终的 100% 检查确保每个零件的质量一致。
有小批量定制数控车削需要?例如10-500件。提供您的订单需求,48小时内得到我们的快速报价和生产周期计划。如果小批量出现精度不一致的情况,不要冒险,可以先定制3-5个样品来验证。只有通过检验后,我们才会确认批量生产。
实际案例审核:万支医疗器械轴合格率达99.8%
讲了这么多理论,我将通过一个实际案例让您更直观地了解JS Precision在生产CNC精密车削件方面的实力。
客户的挑战
某医疗器械生产企业需要生产一批316L不锈钢材质的手术器械精密轴(符合生物相容性要求),直径公差为±0.003mm ,表面粗糙度为Ra0.2μm,功能测试(包括旋转灵活性和密封性测试)100%通过。
批量大小为 10,000 件,交货周期仅为 3 周。过去,客户已经联系了几家厂家,但由于精度不够,需要进行多次返工。产品上市计划被推迟。
我们的技术解决方案
为了解决客户的问题,我们首先优化了数控车削工艺中的参数:主轴转速设置为3000rpm,进给速度0.01mm/r,切削深度0.1mm,以避免加工硬化影响精度。
为确保表面粗糙度符合要求,我们使用了切削刃半径为0.02mm的专用金刚石刀具。
同时,进行全过程温度补偿,每2小时显示一次车间环境温度。根据温度的变化,调整机床参数,避免热变形。
最后建立了统计过程控制系统,使用三坐标测量机对50件进行抽样检测,快速发现并调整偏差。
成功数据
本次生产10000台,尺寸合格率达到99.9% ,表面粗糙度合格率达到99.8%,功能测试合格率达到100%,客户投诉率降至零。此外,我们还提前两天完成了交付,帮助客户顺利推进手术器械上市计划。
客户与我们签订了长期合作协议,将其精密轴全部委托给JS Precision生产。

图 4:医疗设备轴
如何利用专业的数控车削服务启动您的项目?
学到了这么多,你如何与专业人士一起工作数控车削服务如果您想启动一个项目,供应商?这三个步骤可以帮助您的项目顺利进行:
明确的技术要求
请提供完整的 2D 和 3D 图纸,以及与公差和表面光洁度相关的技术要求。此外,还需要明确说明质量标准 ISO 13485 和交付计划。明确的需求使服务提供商能够快速理解项目并避免可能的后续修改。
工艺解决方案开发
根据零件的特性,服务提供商将制定工艺规划和优化建议。
以JS Precision为例,该公司分析了零件的复杂性和材料特性,提出了刀具选择、参数设置和检测方法的综合解决方案。还将提出通过结构精简或材料调整降本增效的建议。
项目执行保障
服务商应建立标准流程,进行全过程质量监控和进度管理。进度报告将在制作过程中定期提交,例如每完成 20% 就提交一次报告。应进行首件、过程中和最终检验。交货时应提供完整的质量报告和检验数据。
如果您仍在澄清您的需求,例如完善图纸和定义质量标准,请立即免费安排一对一的技术咨询,以帮助您澄清您的要求并完成细节。
常见问题解答
Q1: CNC 精密车削可实现的典型公差是多少?
一般直径公差为±0.005mm。在需要高精度的应用中,可以达到±0.001mm的值,具体取决于零件的特性和制造中使用的材料。
Q2:如何确保车削件批量生产的一致性?
我们通过统计过程控制、自动补偿系统、定期设备校准和标准化操作来确保批量车削零件的一致性。
Q3:精密车削与传统车削有何不同?
精密车削注重微米级公差、优异的表面质量和严格的过程控制。相比之下,传统车削侧重于提高加工效率,但精度要求较低。
Q4: 定制精密车削项目的交货时间是多少?
通常情况下,交付原型需要3-7天,对于小批量,大约需要2-3周,具体取决于零件复杂程度和当前的生产负荷。
Q5: 您如何测量和验证精密车削零件?
精密车削件均通过三坐标测量机、光学比较仪、粗糙度仪以及专用夹具进行全面检验和验证。
Q6: 你能同时处理原型和生产数量吗?
是的,我们提供全方位服务从单件原型制造到批量生产,满足不同阶段的定制数控车削要求。
Q7: 你们持有什么质量认证?
我们通过了ISO 9001:2015质量管理体系认证和ISO 13485医疗器械质量管理体系认证,以确保我们的服务合规。
Q8:你们的精密车削服务与竞争对手有何不同?
配备先进的设备、深厚的工艺知识和严格的质量控制,我们以更高的性价比提供技术先进的数控精密车削解决方案。
概括
在精密制造领域,微米级的每一次改进都可能成为产品性能突破的关键。 CNC精密车削件除了考验设备能力外,还体现了制造商的工艺深度和质量承诺。
JS Precision凭借完善的数控车削加工体系、专业的钢件精密车削技术和严格的质量控制,可以帮助您解决从工艺优化到批量生产的各种挑战,高效可靠地满足您的高精度零件需求。
选择正确的数控车削服务为您的项目的成功提供坚实的保证。
立即开始您的精密车削项目!
→上传您的零件图专业的流程分析和准确的报价
→ 联系我们的车削专家获取定制技术解决方案

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

