

O custo da usinagem CNC é uma das principais preocupações de qualquer empresa de manufatura na produção de peças de precisão. Imagine investir milhares de dólares na compra de matéria-prima, passar por múltiplos processos para produzir um produto final, mas, devido à quebra da ferramenta de rosqueamento na última etapa, centenas de dólares em peças acabam sendo descartadas.
Ao mesmo tempo, a linha de produção fica estagnada, o prazo de entrega atrasa e custos adicionais de retrabalho também são incorridos. Esse cenário não é incomum em oficinas de usinagem CNC, e os processos tradicionais de rosqueamento são a principal fonte desses custos ocultos.

Este guia irá desmistificar a ideia errônea sobre o preço unitário do processo e fornecerá uma análise aprofundada de como a fresagem de roscas pode reduzir sistematicamente o custo da usinagem CNC e melhorar a confiabilidade da usinagem.
Quer você esteja enfrentando alta pressão de usinagem CNC, precise de serviços de usinagem CNC em aço inoxidável ou soluções de usinagem CNC em titânio, você pode encontrar aqui caminhos práticos e viáveis para a otimização de custos.
Resumo das respostas principais
| Principais desafios de custo | Possíveis Armadilhas da Extração Tradicional de Seiva | Solução de fresamento de roscas da JS Precision |
| Reduzir o custo total da usinagem CNC | A quebra de machos de rosca resulta em desperdício de peças, tempo de inatividade da linha de produção e altos custos ocultos. | O uso de fresas de topo mais resistentes evita a quebra da rosca, protege peças de alto valor e elimina a maior fonte de risco em sua origem. |
| Otimizando o preço da usinagem CNC | Estocar grandes quantidades de machos de rosca para diferentes tamanhos resulta em altos custos de estoque e gerenciamento, além de ser uma preocupação o desgaste rápido. | Uma única fresa de rosca pode usinar múltiplos passos e diâmetros internos, reduzindo significativamente os custos de estoque de ferramentas e prolongando sua vida útil. |
| Garantir a estabilidade da usinagem CNC de alto volume | O desgaste ou a quebra das roscas de corte podem causar problemas de consistência e tempo de inatividade em grandes lotes de peças. | A fresagem de roscas oferece maior controle, melhor gerenciamento térmico e remoção de cavacos, garantindo qualidade e entrega consistentes em usinagem CNC de alto volume e longo prazo. |
Resumo das respostas principais
- A fresagem de roscas é a maneira mais eficaz de controlar os custos de usinagem CNC, evitando a quebra do cone e protegendo diretamente a peça de trabalho.
- Para serviços de usinagem CNC em aço inoxidável, a fresagem de roscas permite um melhor controle da força de corte e do calor, melhorando a qualidade da rosca.
- Em usinagem CNC de alto volume, a versatilidade das ferramentas e a longa vida útil da fresagem de roscas proporcionam melhores preços de usinagem CNC a longo prazo.
- Ao avaliar o custo da usinagem CNC, é necessário levar em consideração o risco de quebra do cone e os custos implícitos decorrentes do gerenciamento da ferramenta.
Reduzindo os custos de usinagem CNC: Fresamento de roscas de precisão JS como alternativa à usinagem por rosqueamento.
Com base em mais de dez anos de experiência no processamento de mais de 5.000 pedidos de alta precisão , a JS Precision compreende profundamente os principais problemas da usinagem tradicional na produção real: quebra de machos, baixa qualidade da rosca e o consequente aumento de custos ocultos.
Nossa solução se baseia em práticas comprovadas: em particular, para os serviços de usinagem CNC em aço inoxidável que oferecemos, processamos peças em aço inoxidável 304 e 316L com características de rosca complexas, com uma taxa de aprovação de 99,8% . Em nossa usinagem CNC de alto volume, fabricamos 100.000 conexões roscadas em 30 dias, sem que nenhuma peça fosse descartada para usinagem de rosca.
Em segundo lugar, nossas soluções de processo estão totalmente em conformidade com os padrões internacionais, como a norma ASME B94.19 , "Norma para Fresas e Ferramentas de Corte", que exige precisão e tolerância rigorosas das ferramentas. Essa norma fornece uma base sólida para a confiabilidade no processo de fresamento de roscas.
Nossas experiências nos proporcionaram uma visão clara das principais dificuldades dos processos convencionais de rosqueamento na produção real, incluindo machos quebrados, baixa qualidade da rosca e aumento dos custos ocultos.
Este guia é o resultado de dezenas de milhares de horas de prática em campo e pesquisa tecnológica, e todas as nossas conclusões e recomendações derivam de projetos reais e do feedback dos clientes.
Independentemente de você ser um gerente de compras preocupado com o custo da usinagem CNC, um engenheiro ou um empresário buscando o processo de usinagem mais confiável, você pode contar com o profissionalismo e a utilidade deste guia.
Se você deseja verificar imediatamente como a fresagem de roscas pode reduzir seus custos de usinagem CNC, entre em contato com nossa equipe técnica. Eles oferecerão um relatório de avaliação de processo gratuito com base nos desenhos da peça fornecidos.
Buraco Negro de Custos Negligenciados: Sua Solução de Rosqueamento Está Corroendo Seus Lucros?
A usinagem de roscas é um processo geralmente incluído no custo total de componentes de precisão. No entanto, os riscos associados aos métodos convencionais de rosqueamento incluem a quebra de machos e danos à rosca. Um único incidente pode resultar no descarte do componente e, consequentemente, no aumento do custo da usinagem CNC.
Há muitos casos em que as empresas consideram apenas os custos de materiais, a depreciação de equipamentos ou os custos de mão de obra ao determinar o preço final da usinagem CNC , ignorando os custos ocultos envolvidos nas operações de rosqueamento.
Essas despesas ocultas se acumulam a cada dia que passa e reduzem significativamente os lucros de uma empresa. A fresagem de roscas, com quebra de ferramentas praticamente nula e alta flexibilidade de processo, elimina os riscos pela raiz, tornando o custo da usinagem CNC mais controlável e garantindo maior competitividade a longo prazo.
| Tipo de processo | Contribuintes comuns para custos ocultos | Requisito de Controlabilidade de Custos |
| Batente convencional | Quebra e descarte de torneiras, tempo de inatividade, ferramentas com múltiplas especificações. | Baixo |
| Fresamento de roscas | Desgaste da ferramenta (longa vida útil) | Alto |

Figura 1. Se você deseja reduzir o custo da usinagem de furo único, a fresagem de rosca geralmente é a solução preferida.
Como a fresagem de roscas pode reduzir sistematicamente o custo da sua usinagem CNC?
Para entender o benefício econômico da fresagem de roscas, é preciso considerá-lo além do custo do processo , analisando seu impacto dentro da perspectiva do ciclo de vida do processo de fabricação.
A fresagem de roscas não é apenas um processo alternativo à usinagem CNC, mas também uma abordagem para o controle de riscos e a otimização de processos, que responde à pergunta: " Quanto custa a usinagem CNC ?" sob diversas perspectivas.
Evite perdas catastróficas e proteja artefatos de alto valor.
Evite desmontar para sucata devido à quebra da torneira:
Em muitos casos de produção onde peças de alto valor agregado e materiais difíceis estão sendo usinados, a quebra da ferramenta de rosca pode resultar no descarte de uma peça quase concluída. É aqui que um design mais robusto, com um movimento de corte mais suave das fresas de rosca, desempenha um papel crucial na eliminação da quebra da ferramenta de rosca, protegendo assim seu produto principal.
Menos tempo de inatividade inesperado e custos de processamento relacionados:
Eliminar machos defeituosos consome muito tempo e mão de obra. Portanto, a fresagem de roscas garante um processo de produção estável e sem problemas, além de economizar dinheiro com paradas inesperadas na produção.
Maior flexibilidade para processos e preço otimizado de usinagem CNC a longo prazo.
| Dimensões da Otimização | Benefícios da fresagem de roscas | Efeitos nos preços de usinagem CNC |
| Gestão de ferramentas | Ferramenta multifuncional, capaz de trabalhar com roscas de diversos diâmetros e passos semelhantes. | Redução do custo de aquisição de estoque. |
| Qualidade de usinagem | Alto nível de acabamento superficial, boa precisão dimensional. | Menos retrabalho, custos unitários mais baixos. |
- Ferramenta multifuncional, inventário e gestão simplificados: isso contribui para uma grande economia na aquisição de ferramentas, otimizando assim o preço total da usinagem CNC.
- Melhor acabamento superficial e precisão dimensional: menores taxas de retrabalho e refugo, o que se traduz em um custo geral mais baixo das unidades processadas por usinagem CNC ao longo do tempo.
Deseja reduzir os custos do seu projeto de usinagem CNC a longo prazo? Envie-nos os desenhos das suas peças agora mesmo e elaboraremos um plano de fresamento de roscas personalizado, detalhando cada ponto de economia, para que você tenha uma resposta mais precisa sobre o custo da usinagem CNC.
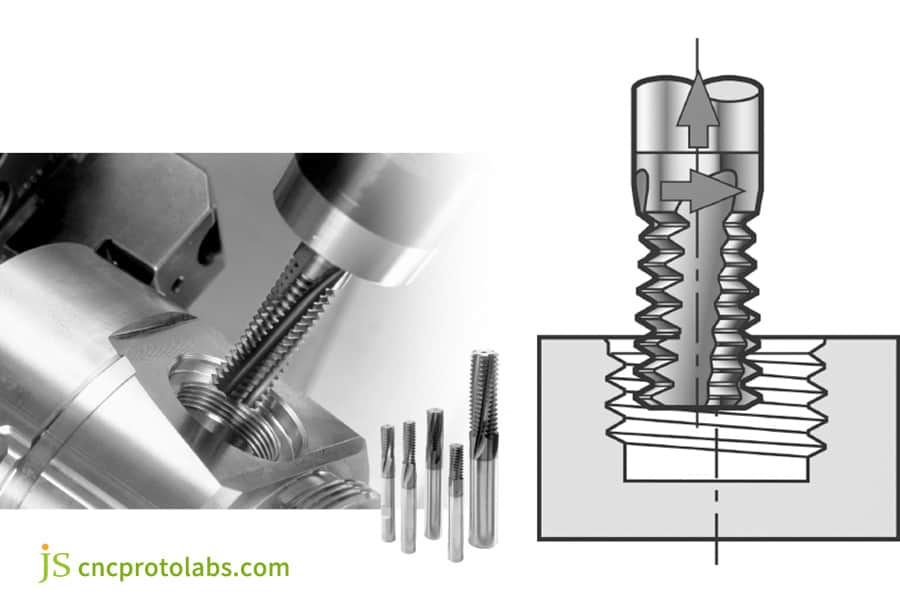
Figura 3. Na fresagem de roscas, uma ferramenta pode produzir roscas de vários tamanhos.
Por que os serviços de usinagem CNC em aço inoxidável deveriam se voltar para a fresagem de roscas?
Ao lidar com materiais de alta resistência e alta viscosidade ou com produção em larga escala, as limitações do método tradicional de sangria são ampliadas.
Não há dúvidas quanto aos benefícios econômicos e de confiabilidade oferecidos pela fresagem de roscas, tornando-a ideal para usinagem CNC de aço inoxidável, usinagem CNC de titânio e usinagem CNC de alto volume.
A ferramenta definitiva para dominar a usinagem de materiais de difícil usinagem.
Dificuldades de manuseio apresentadas por ligas de aço inoxidável e ligas de titânio:
Nos serviços de usinagem CNC de aço inoxidável e titânio, os materiais são propensos a aderir à aresta de corte, sofrer endurecimento por trabalho severo, e o rosqueamento tradicional é propenso à quebra do cone e a problemas de qualidade da rosca.
Este problema é abordado no documento ARP1331C da SAE International, que afirma que a usinagem de ligas de difícil corte requer métodos que garantam a remoção do calor e facilitem a remoção dos cavacos. Isso é precisamente assegurado pela ação de corte intermitente presente no processo de fresamento de roscas.
A redução das forças de corte ajuda a preservar paredes finas e detalhes:
A força radial na fresagem é baixa em comparação com a rosqueamento e auxilia em operações como a abertura de roscas em componentes de paredes finas sem causar deformações.
Obtenha custos e prazos de entrega previsíveis em usinagem CNC de alto volume.
- Melhoria na estabilidade e consistência do processo: Isso garante uma qualidade consistente e elevada da rosca, da peça número um à peça número dez mil, reduzindo assim a amostragem para inspeções de qualidade.
- Redução do tempo de troca de ferramentas: Quando o tempo de troca de ferramentas é reduzido na fabricação, isso leva a um uso mais eficiente dos equipamentos, ciclos de produção mais rápidos e custos de produção controláveis na produção em massa.
Realizamos usinagem CNC em aço inoxidável ou titânio. Por favor, especifique o tipo de material e o volume de produção, e forneceremos um pacote personalizado de parâmetros de fresamento de roscas que ajudará a otimizar custos e eficiência em trabalhos de usinagem CNC de alto volume.
Prática Técnica: Crise de Milhares de Roscas de Juntas de Liga de Titânio: 72 Horas de Quase Sucata à Entrega Perfeita
O cliente de longa data do setor aeroespacial enfrentou a necessidade urgente de fabricar e fornecer 1000 conectores de fluido em liga de titânio TC4. O produto, utilizado em sistemas hidráulicos de aeronaves, possui requisitos rigorosos tanto em termos de precisão da rosca quanto de confiabilidade.
Contudo, na última etapa de rosqueamento de furos cegos profundos M8x1, um problema inesperado ocorreu devido à alta viscosidade da liga de titânio TC4 e às dificuldades encontradas na remoção dos cavacos. A taxa de quebra de machos atingiu 15%, e 150 peças semiacabadas não puderam ser usinadas devido à quebra dos machos em apenas dois dias.
Crise: Lote defeituoso de cortes cônicos leva à suspensão do projeto
Com apenas 72 horas restantes para o prazo de entrega do cliente, qualquer falha acarretaria uma multa por atraso de até US$ 50.000. O custo de aquisição dessa liga de titânio específica já havia ultrapassado US$ 30.000 para este projeto em particular e, portanto, estava fadado ao fracasso.
Foi nesse contexto que o cliente apressou seu pedido de solução à JS Precision, com o objetivo de salvar esse projeto específico que estava fadado ao fracasso.
Análise Rápida e Transição de Processos
Quando a JS Precision recebeu o pedido de ajuda, nossa empresa acionou seu sistema para lidar com a emergência. Após examinar as especificações da peça, o material e as condições de usinagem, os engenheiros de processo concluíram que o principal problema com as fresas cônicas danificadas era a presença de aresta postiça devido à viscosidade do material e à remoção inadequada de cavacos durante a usinagem de furos cegos profundos.
Em menos de 2 horas, nossos engenheiros reescreveram o programa de fresamento de roscas por interpolação espiral, utilizando fresas de rosca revestidas com TiAlN, projetadas especificamente para usinagem CNC de titânio , e ajustaram a velocidade de corte, a taxa de avanço e o método de resfriamento para otimizar a remoção de cavacos e a dissipação de calor.
Resultando em: Zero desperdício e economia de custos
Nossa equipe de produção passou a noite ajustando os equipamentos e otimizando os parâmetros. Todos os dez componentes produzidos em caráter de teste foram aprovados nos testes de precisão de rosca, sem quebras de ferramentas e sem desperdício.
O processamento subsequente de 1000 componentes constantes durante as próximas 48 horas culminou no resultado ideal de zero quebra de ferramentas e zero refugo. As roscas dos componentes processados excederam os padrões exigidos pela indústria aeroespacial.
Essa mudança de processo não só ajudou o cliente a entregar o pedido no prazo e evitar altas indenizações por quebra de contrato, como também evitou custos indiretos com a recompra de matéria-prima e atrasos no projeto. Seu valor supera em muito o ajuste inicial nos custos de usinagem CNC causado pela mudança de processo.
Está com dificuldades para usinar roscas em materiais de difícil corte ? Tem algum problema com uma peça? Basta ligar para nossa linha direta de suporte técnico e descrever o problema detalhadamente. A JS Precision fornecerá um plano de emergência para evitar prejuízos com a usinagem CNC.
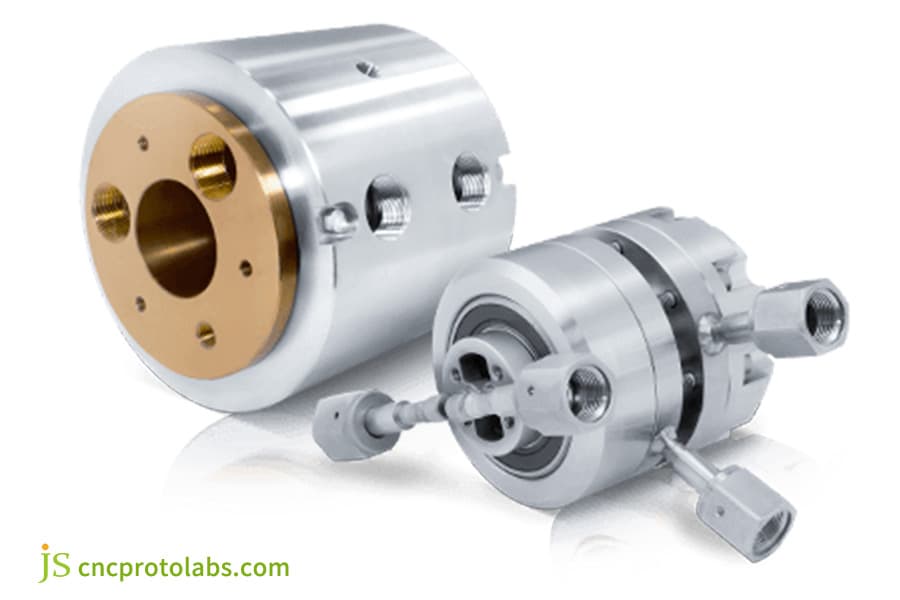
Figura 3: Juntas fluidas do sistema hidráulico da aeronave
Como comparar e interpretar orçamentos de usinagem CNC de diferentes fornecedores?
Ao receber orçamentos de vários fornecedores, comparar apenas o custo total pode não ser a melhor opção. Um orçamento confiável deve refletir os riscos e benefícios envolvidos na escolha do processo , ajudando você a determinar com mais clareza o custo real da usinagem CNC.
Desvendando processos ocultos em citações
- Detalhes da descrição do processo: É importante observar se a cotação mencionada é para rosqueamento direto ou fresamento de rosca. O fresamento de rosca geralmente apresenta menor risco e exige maior investimento de capital, dependendo da capacidade técnica do fornecedor.
- Solicite informações sobre os custos ocultos das garantias: Pergunte diretamente ao fornecedor: "O que acontece se um cone quebrar durante um processo de usinagem, resultando em uma peça descartada? Como as partes dividem suas responsabilidades e obrigações de custo?" Parceiros confiáveis terão segurança na adoção de processos robustos, como a fresagem de roscas, e poderão fornecer termos claros de garantia de qualidade.
Analisar e calcular o custo total de propriedade (TCO).
- Calcule o Custo Potencial do Risco: Ele inclui o valor da peça e a probabilidade de quebra da rosca. O custo potencial do risco para os dois processos pode ser comparado. Por exemplo, considerando o valor da peça de US$ 100 e assumindo uma probabilidade de quebra da rosca de 5%, o custo do risco, por si só, é de US$ 5. Portanto, o custo real da usinagem CNC pode ser estimado de forma abrangente.
- Valorizando a Parceria ao Longo do Tempo: Ao decidir se deve ou não firmar uma parceria com um fornecedor desse tipo, a capacidade dele de oferecer processos aprimorados e mitigar riscos para o seu negócio vale muito mais do que simplesmente apresentar uma proposta contratual muito baixa.
Por que a JS Precision é a parceira ideal para otimizar os custos de usinagem CNC em alto volume?
Oferecemos não apenas serviços de usinagem, mas também soluções de fabricação com amplo conhecimento de processos . Na JS Precision , a fresagem de roscas continua sendo nossa principal escolha para todos os materiais, inclusive os de difícil usinagem, garantindo que seu projeto entre imediatamente no caminho certo para o controle de custos e riscos.
Um banco de dados de processos baseado em ciência de materiais avançada
Biblioteca de parâmetros para processos parametrizados:
Criamos uma biblioteca de parâmetros para processos de usinagem parametrizados, como fresamento de roscas em aço inoxidável e outros materiais usináveis, como ligas de titânio. Isso garante que todos os processos de usinagem sejam realizados utilizando práticas de inicialização eficazes, para uma inicialização rápida e redução de custos.
Recomendações proativas em DFM:
Mesmo na fase de revisão do projeto, nossos engenheiros podem fazer recomendações proativas de projeto para fabricação, em termos de perfis de dentes sugeridos e tolerâncias para fresagem, para roscas, a fim de reduzir custos e melhorar a produtividade em sua tarefa de usinagem CNC de alto volume.
Um sistema de produção para estabilidade
Gestão e monitoramento avançados de ferramentas:
Para garantir que cada fresa de rosca atinja seu estado ideal, seguimos uma gestão rigorosa da vida útil da ferramenta e um monitoramento constante na máquina, assegurando estabilidade absoluta durante a produção em massa e, assim, evitando custos adicionais relacionados a ferramentas.
Rastreabilidade de qualidade de ponta a ponta:
Todas as informações críticas de usinagem, desde os materiais até as roscas acabadas, são rastreáveis, garantindo alta qualidade e entrega pontual para seu pedido de usinagem CNC de grande volume.
Está se preparando para iniciar um projeto de usinagem CNC de alto volume? Compartilhe seus requisitos de produção e desenhos das peças. A JS Precision poderá oferecer uma solução completa para a sua fabricação, incluindo fresamento de roscas. Isso garante maior estabilidade nos serviços de usinagem CNC em aço inoxidável .
Perguntas frequentes
P1: A fresagem de roscas é menos eficiente do que o rosqueamento?
Na usinagem de furos simples, embora a fresagem de roscas possa ser ligeiramente menos eficiente do que a rosqueamento, ela elimina problemas como quebra de machos e múltiplas trocas de ferramentas. No entanto, sua eficiência é superior na usinagem de furos profundos em materiais de difícil corte e na usinagem de roscas com múltiplas especificações.
Q2: A fresadora de roscas consegue fresar furos cegos?
Sem dúvida. A vantagem da fresagem de roscas é ainda maior na fabricação de furos cegos. Ela permite controlar com precisão o comprimento da rosca e a remoção de cavacos por meio de cortes intermitentes. Isso ajuda a superar as dificuldades de remoção de cavacos durante a usinagem de roscas em furos cegos.
P3: É necessário fresar para realizar operações de usinagem de roscas em componentes de alumínio?
Para componentes de alumínio em geral e para a abertura de roscas simples, o rosqueamento é mais econômico. No entanto, para ligas de alumínio de alto custo, roscas em furos profundos ou componentes de alumínio com paredes finas, a fresagem de roscas ainda é recomendada para evitar a quebra e o descarte do macho de rosca.
Q4: Como posso determinar se minha peça é adequada para fresamento de rosca?
Entre em contato com um engenheiro da JS Precision para uma avaliação profissional. A fresagem de roscas é vantajosa ao trabalhar com materiais de difícil usinagem, roscas de grande diâmetro, materiais valiosos, furos cegos e furos de paredes finas.
Q5: Poderia obter uma análise das peças existentes para um processo de conversão?
Claro. Se você nos fornecer os desenhos das peças e os dados do seu processo atual de rosqueamento, podemos avaliar a relação custo-benefício do rosqueamento versus a fresagem de roscas sem custo algum.
Q6: Qual o diâmetro mínimo de um componente roscado que pode ser produzido por usinagem?
Sim, a JS Precision geralmente consegue usinar roscas maiores que M2. Mas isso depende do projeto da peça e dos requisitos de precisão da sua máquina. Podemos oferecer uma solução melhor para esse problema.
Q7: Vocês utilizam o fresamento de rosca como padrão ao calcular o preço?
Quando se trata de materiais de difícil usinagem, como aço inoxidável e ligas de titânio, para características importantes da rosca ou componentes valiosos, daremos mais ênfase à fresagem de roscas na avaliação e orçamento de DFM (Design for Manufacturing).
Q8: Que certificações ou experiência exclusivas a JS Precision possui em relação à usinagem de ligas de titânio?
Possuímos uma linha de usinagem avançada para ligas de titânio, que atende às indústrias aeroespacial e médica. Somos certificados pelos sistemas de qualidade ISO 9001 e AS9100, e temos amplo conhecimento e exemplos de sucesso em todo o processo de usinagem de ligas de titânio, incluindo a fresagem de roscas.
Resumo
Na verdade, tentar controlar o custo da usinagem CNC não é de forma alguma uma busca por baixo custo, mas sim uma medida preventiva contra riscos desconhecidos. A fresagem de roscas, devido ao seu risco zero de quebra de ferramentas, flexibilidade e versatilidade de materiais, é considerada a chave para controlar efetivamente o preço da usinagem CNC e garantir preços estáveis nesse setor.
A JS Precision pode ser esse elo forte em sua cadeia de suprimentos, transformando potenciais riscos de usinagem em vantagens concretas de qualidade e custo.
Siga estes passos imediatamente para otimizar seu próximo projeto:
→ 【Obtenha seu relatório personalizado de análise de custos】 Envie seus desenhos de peças e nossos engenheiros enviarão gratuitamente uma análise comparativa de processos (rosqueamento vs. fresamento de roscas), ilustrando a economia potencial.
→ 【Agende um Seminário sobre Tecnologia de Usinagem de Roscas】 Converse individualmente com nossos especialistas para elaborar o melhor plano possível para o seu projeto.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

