

CNC加工コストは、精密部品の製造において、あらゆる製造企業が最も懸念する主要な課題の一つです。原材料の購入に数千ドルを投資し、複数の工程を経て完成品を製造したにもかかわらず、最後のタッピング工程でタップが破損したために、数百ドル相当の加工品が廃棄されてしまう状況を想像してみてください。
同時に、生産ラインは停滞し、納期が遅延し、追加の手直し費用も発生します。このような状況はCNC加工工場では珍しくなく、従来のタッピング加工がこれらの隠れたコストの主な原因となっています。

このガイドでは、加工単価に関する単純な誤解を解消し、ねじ切り加工がいかにしてCNC加工コストを体系的に削減し、加工の信頼性を向上させるかを詳細に分析します。
大量生産のCNC加工のプレッシャーに直面している場合でも、ステンレス鋼のCNC加工サービスやチタンのCNC加工ソリューションが必要な場合でも、そこから実用的で実現可能なコスト最適化の方法を見つけることができます。
主要回答の要約
| コアコストに関する課題 | 伝統的な樹液採取における潜在的な落とし穴 | JS Precisionのねじ切り加工ソリューション |
| CNC加工の全体コストを削減する | タップの破損は、加工品の不良、生産ラインの停止、そして高額な隠れたコストにつながる。 | より強度のあるエンドミルを使用することで、タップの破損を防ぎ、高価なワークピースを保護し、最大の危険源を根本から排除することができます。 |
| CNC加工価格の最適化 | 様々なねじサイズのタップを大量に在庫しておくと、在庫管理コストが高くなるだけでなく、摩耗が早まるという問題も生じる。 | 単一のねじ切りフライスで複数のピッチと内径を加工できるため、工具在庫コストを大幅に削減し、工具寿命を延ばすことができます。 |
| 大量生産CNC加工の安定性を確保する | タップの摩耗や破損は、大量生産における部品の品質低下や生産停止の原因となる可能性があります。 | ねじ切り加工は、より優れた制御性、より優れた熱管理、および切りくず排出性を提供し、長期にわたる大量生産のCNC加工において、一貫した品質と納期を保証します。 |
主要解答の要約
- ねじ切り加工は、コーンの破損を防ぎ、加工対象物を直接保護することで、CNC加工コストを抑制する最も効果的な方法です。
- ステンレス鋼のCNC加工サービスにおいて、ねじ切り加工は切削力と熱をより適切に制御できるため、ねじの品質を向上させることができます。
- 大量生産のCNC加工においては、ねじ切り加工の工具の汎用性と長寿命性により、長期的に見てCNC加工の価格面で優位性が得られます。
- CNC加工のコストを評価する際には、コーン破損のリスクと、工具管理に伴う潜在的なコストを考慮に入れる必要がある。
CNC加工コストの削減:タッピングに代わるJSプレシジョンのねじ切り加工
JS Precisionは、10年以上にわたり5000件以上の高精度加工案件を手掛けてきた経験に基づき、実際の生産現場における従来のタッピング加工の課題、すなわちタップの破損、ねじ山の品質不良、そしてそれに伴う隠れたコスト増加を深く理解しています。
当社のソリューションは、確かな実績に基づいています。特に、当社が提供するステンレス鋼CNC加工サービスでは、複雑なねじ山特性を持つ304および316L部品を99.8%の合格率で加工してきました。また、大量生産のCNC加工においては、ねじ山加工のために不良品を出すことなく、30日間で10万個のねじ接続部を製造しました。
第二に、当社の加工ソリューションは、 ASME B94.19 「エンドミルおよびカッター規格」をはじめとする世界標準に完全に準拠しており、この規格では工具の精度と公差に関して厳格な要件が定められています。この規格は、ねじ切り加工における信頼性の確固たる基盤となります。
私たちの経験から、実際の生産現場における従来のタッピング加工の問題点、例えばタップの破損、ねじ山の品質不良、そして隠れたコストの増加などについて、明確な洞察を得ることができました。
このガイドは、数万時間に及ぶ現場での実践と技術調査の成果をまとめたものであり、すべての知見と推奨事項は実際のプロジェクトと顧客からのフィードバックに基づいています。
あなたがCNC加工の費用を心配している調達担当者であろうと、最も信頼性の高い加工プロセスを探しているエンジニアや起業家であろうと、本書の専門性と有用性は信頼できるものです。
ねじ切り加工によってCNC加工コストをどれだけ削減できるかをすぐに確認したい場合は、弊社の技術チームまでお問い合わせください。部品図面に基づいて、無料の加工プロセス評価レポートをご提供いたします。
見過ごされがちなコストの落とし穴:あなたのスレッディングソリューションは利益を蝕んでいませんか?
ねじ切り加工は、精密部品の総合コストに一般的に含まれる工程です。しかし、従来のタッピング方法には、タップの破損やねじ山の損傷といったリスクが伴います。これらの問題が一度発生するだけで部品が廃棄処分となり、結果としてCNC加工コストが高騰する可能性があります。
企業がCNC加工の最終価格を決定する際に、材料費、設備減価償却費、または人件費のみを考慮し、タッピング作業に伴う隠れたコストを無視するケースは少なくない。
こうした隠れた費用は日々積み重なり、企業の利益を大きく減少させます。ねじ切り加工は、工具破損がほぼゼロでプロセス柔軟性が高いため、根本的なリスクを排除し、CNC加工コストをより管理しやすくすることで、長期的なCNC加工コストの競争力を高めます。
| プロセスタイプ | 隠れたコスト要因としてよくあるもの | コスト管理可能性要件 |
| 従来型のタッピング | 蛇口の破損と廃棄、ダウンタイム、多仕様工具 | 低い |
| ねじ切り加工 | 工具の摩耗(長寿命) | 高い |

図1 単一穴加工のコストを削減したい場合は、通常、ねじ切り加工が好ましい解決策となります。
ねじ切り加工は、どのようにしてCNC加工コストを体系的に削減できるのでしょうか?
ねじ切り加工の経済的メリットを理解するためには、加工コストだけでなく、製造プロセスのライフサイクル全体におけるその影響を考慮する必要がある。
ねじ切り加工は、CNC加工の代替プロセスであるだけでなく、リスク管理とプロセス最適化のためのアプローチでもあり、「 CNC加工のコストはいくらか」という疑問に様々な角度から答えることができます。
壊滅的な損失を直接回避し、高価な美術品を保護する
タップ破損によるスクラップ目的での分解は避けてください。
高価な部品や難削材を加工する多くの生産現場では、ねじ切り工具の破損によって、ほぼ完成した部品が廃棄される事態になりかねません。このような状況において、より堅牢な設計と、よりスムーズな切削動作を実現するねじ切りフライスが、ねじ切り工具の破損を防止し、重要な製品を守る上で極めて重要な役割を果たします。
予期せぬダウンタイムとそれに伴う処理コストを削減できます。
不良タップの除去には時間と労力がかかります。そのため、ねじ切り加工は安定したトラブルのない生産プロセスを保証し、予期せぬ生産停止によるコスト削減につながります。
プロセスの柔軟性の向上と、CNC加工の長期的な価格最適化
| 最適化の次元 | ねじ切り加工の利点 | CNC加工価格への影響 |
| ツール管理 | 多目的工具で、ピッチが類似した様々な直径のねじに対応できます。 | 在庫調達コストを削減した。 |
| 加工品質 | 表面仕上げが良く、寸法精度も良好です。 | 手直し作業の削減、単位コストの低減。 |
- マルチタスクツール、簡素化された在庫管理:これにより、工具調達コストの大幅な削減につながり、総合的なCNC加工価格の最適化を実現します。
- 表面仕上げと寸法精度の向上:手直しや不良品の発生率が低下し、結果としてCNC加工で処理される製品の全体的なコストが長期的に低下しました。
CNC加工プロジェクトの長期的なコスト削減を実現したいですか?部品図面をすぐにアップロードしてください。お客様に合わせたねじ切り加工プランを作成し、コスト削減ポイントを明確にご説明いたしますので、CNC加工の費用をより明確に把握していただけます。
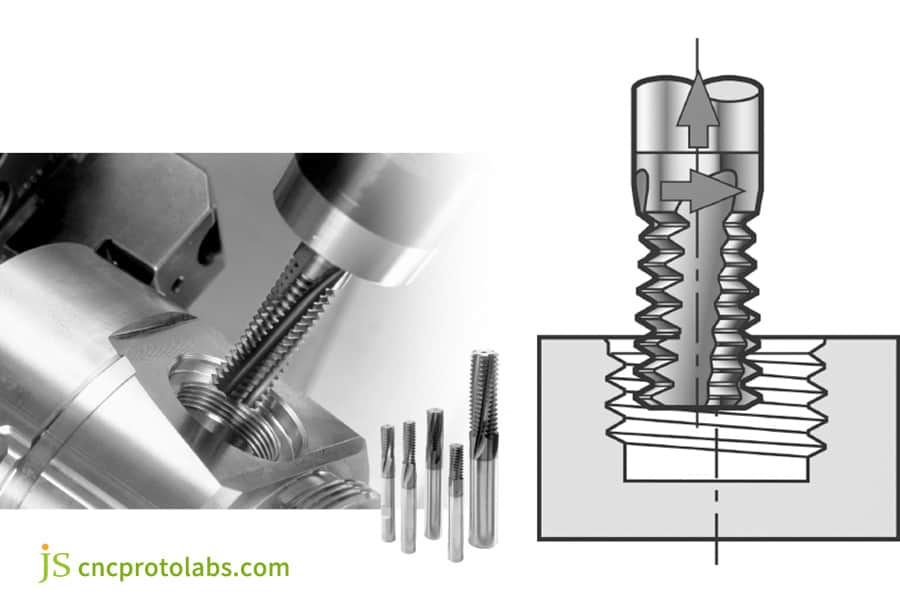
図3 ねじ切り加工では、工具によってさまざまなサイズのねじを加工できます。
ステンレス鋼のCNC加工サービスがねじ切り加工へと移行すべき理由とは?
高強度、高粘度の材料を扱う場合や、大規模生産を行う場合、従来のタッピング方法の限界はより顕著になる。
ねじ切り加工がもたらす経済性と信頼性のメリットについては疑いの余地はなく、ステンレス鋼のCNC加工、チタンのCNC加工、および大量生産のCNC加工に理想的な方法である。
難削材の加工をマスターするための決定的なツール
ステンレス鋼合金およびチタン合金の取り扱い上の難しさ:
ステンレス鋼やチタンのCNC加工サービスでは、材料が切削刃に付着しやすく、加工硬化が激しく、従来のタッピングではコーンの破損やねじ山の品質問題が発生しやすい。
この問題は、SAE International ARP1331C文書で取り上げられており、難削合金の機械加工には、熱を確実に除去し、切りくずの排出を容易にする加工方法が必要であると規定されています。これは、ねじ切り加工における断続的な切削動作によってまさに実現されます。
切削力の低減は、薄肉部や細部の損傷を防ぐのに役立ちます。
フライス加工におけるラジアル力はタッピング加工に比べて小さく、薄肉部品にねじ山を切るなどの加工において、変形を引き起こすことなく作業を進めるのに役立ちます。
大量生産のCNC加工において、予測可能なコストと納期を実現します。
- プロセスの安定性と一貫性の向上:これにより、部品番号1から部品番号1万まで一貫して高品質のねじ品質が保証され、品質検査のためのサンプリングが削減されます。
- 工具交換時間の短縮:製造工程において工具交換時間が短縮されると、設備の効率的な利用、生産サイクルの短縮、大量生産における生産コストの管理が可能になります。
ステンレス鋼またはチタンのCNC加工を承っております。材料の種類と生産量をお知らせいただければ、大量生産のCNC加工におけるコストと効率を最適化するための、カスタマイズされたねじ切り加工パラメータパッケージをご提供いたします。
技術実践:数千個のチタン合金製ねじ山の危機:ほぼスクラップ状態から完璧な納品まで72時間
航空宇宙分野の長年の顧客は、TC4チタン合金製流体コネクタ1000個の製造・供給を緊急に必要としていた。航空機の油圧システムに使用されるこの製品は、ねじの精度と信頼性の両方において厳しい要件を満たす必要がある。
しかし、M8x1深穴のタッピング加工の最終段階で、TC4チタン合金材料の高い粘度と深穴の切りくず除去時の困難さから、予期せぬ問題が発生した。タップ破損率は15%に達し、 2日間で150個の半製品がタップ破損のため加工不能となった。
危機:不良品のテーパーカットによりプロジェクトが中断
顧客の納期まであと72時間しか残されておらず、納期遅延となれば最大5万ドルの違約金が発生する。このチタン合金の原材料の調達費用は既に3万ドルを超えており、プロジェクトは失敗に終わる寸前だった。
こうした背景から、顧客は廃棄処分寸前だったこのプロジェクトを救うため、JS Precision社に緊急に解決策を求めた。
迅速な分析とプロセス切り替え
JS Precisionは支援要請を受け、緊急事態に対応するための体制を整えました。部品仕様、材質、加工条件などを精査した結果、加工技術者は、損傷したテーパーカッターの主な問題点は、材料の粘性による構成刃先の発生と、深い止まり穴加工時の切りくず排出不良にあると結論付けました。
当社のエンジニアは2時間以内に、 チタンCNC加工専用に設計されたTiAlNコーティングされたねじ切りカッターを使用して、螺旋補間ねじ切り加工プログラムを書き直し、切削速度、送り速度、冷却方法を調整して、切りくず排出と放熱効果を最適化しました。
結果として、不良品ゼロとコスト削減が実現します。
製造チームは夜通し機器の調整とパラメーターの微調整を行いました。試作した10個の部品すべてがねじ精度テストに合格し、工具の破損や不良品の発生は一切ありませんでした。
その後48時間にわたり、1000個の部品を継続的に加工した結果、工具の破損ゼロ、不良品ゼロという理想的な成果が得られました。加工された部品のねじ山は、航空宇宙産業の要求される業界標準を上回りました。
この工程変更は、顧客が納期通りに注文を納品し、高額な契約違反賠償を回避できただけでなく、原材料の再購入やプロジェクトの遅延といった潜在的なコストも削減できた。その価値は、工程変更によって生じた当初のCNC加工コスト調整をはるかに上回る。
難削材へのねじ切り加工でお困りですか?部品に問題が発生しましたか?そんな時は、弊社のテクニカルホットラインにお電話いただき、部品の問題点を詳しくご説明ください。JS Precisionが、CNC加工コストの損失を防ぐための緊急対策プランをご提案いたします。
図3 航空機油圧システムの流体継手
複数のサプライヤーから提示されたCNC加工価格の見積もりを比較・解釈する方法は?
複数のサプライヤーから見積もりを受け取った場合、単に見積もりの合計金額を比較するだけでは不十分な場合があります。適切な見積もりとは、プロセス選択に伴うリスクと価値を反映したものであり、CNC加工の真のコストをより明確に判断するのに役立ちます。
引用文に隠されたプロセスを解き明かす
- 加工工程の詳細:直接タップ加工かねじ切り加工のどちらの見積もりが出されているかを確認する必要があります。ねじ切り加工は、通常、リスクは低いものの、サプライヤーの技術力によっては資本集約型となります。
- 保証の隠れたコストを要求しましょう。サプライヤーに直接、「加工中にテーパーが破損し、不良品が発生した場合、どうなりますか?責任と費用負担はどのように分担されますか?」と質問してください。信頼できるパートナーは、ねじ切り加工などの堅牢なプロセスを採用することに自信を持ち、明確な品質保証条件を提示できるはずです。
総所有コスト(TCO)の分析と計算
- 潜在的なリスクコストを計算します。これには部品の価値とタップ破損の確率が含まれます。2つの加工工程における潜在的なリスクコストを比較することができます。例えば、部品の価値が100ドルで、タップ加工時のタップ破損確率が5%と仮定した場合、リスクコストだけでも5ドルになります。このようにして、実際のCNC加工コストを包括的に見積もることができます。
- 長期的なパートナーシップを重視する:このようなサプライヤーと提携すべきかどうかを判断する際には、単に契約価格を低く提示するよりも、プロセスの改善やビジネスにおけるリスク軽減を提供できる能力の方がはるかに価値があります。
JS Precisionが、大量生産CNC加工コストの最適化において理想的なパートナーである理由とは?
当社は機械加工サービスだけでなく、豊富なプロセス知識に基づいた製造ソリューションも提供しています。JS Precisionでは、あらゆる材料、さらには難削材に対しても、ねじ切り加工を最優先の加工方法として採用しており、お客様のプロジェクトをコストとリスクを抑えながら迅速に進めることができます。
材料科学に基づいた高度なプロセスデータベース
パラメータ化プロセス用のパラメータライブラリ:
ステンレス鋼などの加工可能な材料やチタン合金などの材料に対するねじ切り加工といったパラメータ化された機械加工プロセス向けに、パラメータライブラリを構築しました。これは、すべての機械加工プロセスにおいて、迅速な起動と起動コストの削減を実現する効果的な起動手順を確実に実施するためです。
DFMにおける積極的な推奨事項:
設計レビューの段階から、当社のエンジニアは、ねじ山に関して、推奨される歯形やフライス加工の公差といった製造性を考慮した設計に関する推奨事項を積極的に提示することで、お客様の大量生産CNC加工におけるコスト削減と生産性向上に貢献します。
安定性のための生産システム
高度なツール管理と監視:
すべてのねじ切りフライスが最適な状態を維持できるよう、当社は厳格な工具寿命管理と機械上での監視を徹底し、量産中の絶対的な安定性を確保することで、工具関連の追加費用を回避しています。
エンドツーエンドの品質トレーサビリティ:
材料から完成したねじ山に至るまで、すべての重要な加工情報が追跡可能であるため、大量生産のCNC加工注文において、高い品質と納期厳守が保証されます。
大量生産のCNC加工プロジェクトを開始しようとお考えですか?生産要件と部品図面をお送りください。JS Precisionは、ねじ切り加工など、製造に関する包括的なソリューションをご提供いたします。これにより、ステンレス鋼のCNC加工サービスにおける安定性が向上します。
よくある質問
Q1:ねじ切り加工はタッピング加工よりも効率が悪いですか?
単穴加工においては、ねじ切りフライス加工はタッピング加工に比べて効率が若干劣るものの、タップ破損や複数回の工具交換といった問題がない。しかし、難削材の深穴加工や、複数の仕様を持つねじの加工においては、フライス加工の方が効率性に優れている。
Q2:ねじ切りフライス盤は止まり穴加工が可能ですか?
まさにその通りです。止まり穴加工においては、ねじ切りフライス加工のメリットがより顕著になります。断続切削によってねじ山の長さを正確に制御し、切りくずの排出を容易にします。これにより、止まり穴のねじ切り加工における切りくず排出の難しさを克服できます。
Q3:アルミニウム部品のねじ切り加工にはフライス加工が必要ですか?
一般的なアルミニウム部品や単純なねじ切り加工の場合は、タッピングの方が経済的です。しかし、高価なアルミニウム合金、深穴ねじ、または薄肉アルミニウム部品の場合は、タップの破損や廃棄を防ぐため、ねじ切りフライス加工が依然として推奨されます。
Q4:部品がねじ切り加工に適しているかどうかは、どのように判断すればよいですか?
専門的な評価をご希望の場合は、JS Precisionのエンジニアまでお問い合わせください。ねじ切り加工は、切削が困難な材料、大径ねじ、貴金属、止まり穴、薄肉穴などの加工に有効です。
Q5:既存部品の改造プロセスに関する分析を依頼することはできますか?
もちろんです。部品図面と現在のタッピング加工データをご提供いただければ、タッピング加工とねじ切り加工の費用対効果を無料で評価いたします。
Q6:機械加工によって製造できるねじ部品の最小直径はどれくらいですか?
はい、JS Precisionは一般的にM2ネジよりも大きなネジ山の加工が可能です。ただし、これはお客様の機械部品の設計と精度要件によって異なります。この問題については、より良い解決策をご提案いたします。
Q7:価格設定の際に、ねじ切り加工をデフォルトとして考慮していますか?
ステンレス鋼やチタン合金などの加工が難しい材料、重要なねじ特性を持つ部品、あるいは高価な部品については、DFM(設計製造性)評価と見積もりにおいて、ねじ切り加工をより重視します。
Q8:JS Precisionはチタン合金の機械加工に関して、どのような独自の認証や経験を有していますか?
当社は、航空宇宙産業および医療産業向けに、チタン合金の高度な機械加工ラインを提供しています。ISO 9001およびAS9100の品質システム認証を取得しており、ねじ切り加工を含むチタン合金の全工程に関する豊富な知識と実績を有しています。
まとめ
実際、CNC加工コストの抑制は、決して低コストを追求するものではなく、未知のリスクに対する予防策である。ねじ切り加工は、工具破損のリスクがゼロであり、柔軟性と材料の多様性を備えているため、 CNC加工価格を効果的に抑制し、安定した価格を確保するための鍵と考えられている。
JS Precisionは、お客様のサプライチェーンにおける強力なリンクとなり、潜在的な加工リスクを確実な品質とコストのメリットへと転換させることができます。
次のプロジェクトを最適化するために、以下の手順をすぐに実行してください。
→【お客様専用のコスト分析レポートを入手】部品図面をご提出いただければ、当社のエンジニアがタッピングとねじ切り加工の比較分析を無料で送付し、潜在的なコスト削減額をご案内いたします。
→【ねじ加工技術セミナーを予約する】当社の専門家とマンツーマンで話し合い、プロジェクトに最適なプランを作成しましょう。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

