

Le coût de l'usinage CNC est un enjeu majeur pour toute entreprise manufacturière produisant des pièces de précision. Imaginez investir des milliers d'euros dans l'achat de matières premières, passer par de multiples étapes de fabrication pour obtenir un produit fini, et qu'à cause de la casse d'un taraud lors de la dernière opération, des pièces d'une valeur de plusieurs centaines d'euros soient immédiatement mises au rebut.
Parallèlement, la chaîne de production s'enraye, les délais de livraison s'allongent et des coûts de retouche supplémentaires apparaissent. Ce scénario est fréquent dans les ateliers d'usinage CNC, et les procédés de taraudage traditionnels en sont la principale source.

Ce guide vous permettra de dépasser les idées reçues sur le prix unitaire des procédés et vous fournira une analyse approfondie de la manière dont le fraisage de filetage peut réduire systématiquement les coûts d'usinage CNC et améliorer la fiabilité de l'usinage.
Que vous soyez confronté à une forte pression en matière d'usinage CNC, que vous ayez besoin de services d'usinage CNC pour l'acier inoxydable ou de solutions d'usinage CNC pour le titane, vous pouvez y trouver des solutions d'optimisation des coûts pratiques et réalisables.
Résumé des réponses principales
| Défis liés aux coûts fondamentaux | Pièges potentiels du taraudage traditionnel | Solution de fraisage de filetage de JS Precision |
| Réduire le coût global de l'usinage CNC | La casse des tarauds entraîne des rebuts de pièces, des arrêts de chaîne de production et des coûts cachés importants. | L'utilisation de fraises plus robustes évite la casse des tarauds, protège les pièces de grande valeur et élimine la principale source de risque à la source. |
| Optimisation du prix de l'usinage CNC | Le stockage de grandes quantités de tarauds de différentes tailles de filetage entraîne des coûts élevés de gestion et d'inventaire, et l'usure rapide est également un problème. | Une seule fraise à fileter peut usiner plusieurs pas et diamètres internes, réduisant considérablement les coûts d'inventaire des outils et prolongeant leur durée de vie. |
| Garantir la stabilité de l'usinage CNC à haut volume | L'usure ou la rupture des tarauds peut entraîner des problèmes de régularité et des temps d'arrêt dans la production de grandes séries de pièces. | Le fraisage de filetage offre un meilleur contrôle, une meilleure gestion thermique et une meilleure évacuation des copeaux, garantissant une qualité et une livraison constantes dans l'usinage CNC à long terme et à grand volume . |
Résumé des réponses clés
- Le fraisage de filetage est le moyen le plus efficace de contrôler les coûts d'usinage CNC en évitant la rupture du cône et en protégeant directement la pièce à usiner.
- Pour les services d'usinage CNC de l'acier inoxydable, le fraisage de filetage permet un meilleur contrôle de la force de coupe et de la chaleur, améliorant ainsi la qualité du filetage.
- Dans l'usinage CNC à grand volume, la polyvalence et la longue durée de vie des fraises à fileter permettent d'obtenir de meilleurs prix d'usinage CNC à long terme.
- Pour évaluer le coût de l'usinage CNC, il est nécessaire de prendre en compte le risque de rupture du cône et les coûts implicites liés à la gestion des outils.
Réduction des coûts d'usinage CNC : le filetage de précision JS comme alternative au taraudage
Forte de plus de dix ans d'expérience et de plus de 5 000 commandes de haute précision traitées, JS Precision comprend parfaitement les problèmes liés au taraudage traditionnel en production : casse des tarauds, mauvaise qualité du filetage et augmentation des coûts cachés qui en résulte.
Notre solution repose sur des pratiques éprouvées : notamment, pour nos services d’usinage CNC d’acier inoxydable, nous avons traité des pièces en acier inoxydable 304 et 316L présentant des filetages complexes avec un taux de réussite de 99,8 % . Dans le cadre de notre usinage CNC en grande série, nous avons réalisé 100 000 raccords filetés en 30 jours sans aucun rebut.
Deuxièmement, nos solutions de traitement sont entièrement conformes aux normes internationales, notamment à la norme ASME B94.19 , « Fraises et outils de coupe », qui impose des exigences strictes en matière de précision et de tolérance des outils. Cette norme constitue un fondement fiable pour le processus de filetage par fraisage.
Nos expériences nous ont permis de mieux comprendre les problèmes liés aux procédés de taraudage conventionnels dans la production réelle, notamment les tarauds cassés, la mauvaise qualité du filetage et l'augmentation des coûts cachés.
Ce guide est le fruit de dizaines de milliers d'heures de pratique sur le terrain et de recherche technologique, et toutes nos conclusions et recommandations sont issues de projets réels et des retours clients.
Que vous soyez un responsable des achats préoccupé par le coût de l'usinage CNC, un ingénieur ou un entrepreneur à la recherche du processus d'usinage le plus fiable, vous pouvez compter sur le professionnalisme et l'utilité de ce guide.
Pour vérifier immédiatement comment le filetage par fraisage peut réduire vos coûts d'usinage CNC, veuillez contacter notre équipe technique. Elle vous fournira un rapport d'évaluation de processus gratuit, basé sur les plans des pièces.
Un gouffre financier négligé : votre solution de filetage érode-t-elle vos profits ?
Le filetage est une opération généralement incluse dans le coût global des composants de précision. Cependant, les risques liés aux méthodes de taraudage conventionnelles incluent la rupture des tarauds et l'endommagement du filetage. Un seul incident peut entraîner la mise au rebut de la pièce et, par conséquent, une augmentation du coût d'usinage CNC.
Il arrive fréquemment que les entreprises ne prennent en compte que le coût des matériaux, l'amortissement du matériel ou le coût de la main-d'œuvre pour déterminer le prix final de l'usinage CNC , ignorant ainsi les coûts cachés liés aux opérations de taraudage.
Ces frais cachés s'accumulent jour après jour et réduisent considérablement les bénéfices d'une entreprise. Le fraisage de filetage, grâce à une fiabilité quasi parfaite en matière de casse d'outils et à une grande flexibilité de processus, élimine les risques à la source, ce qui rend le coût d'usinage CNC plus maîtrisable et garantit une compétitivité accrue à long terme.
| Type de processus | Facteurs communs contribuant aux coûts cachés | Exigence de maîtrise des coûts |
| Tarage conventionnel | Cassage et grattage des robinets, temps d'arrêt, outil multi-spécifications | Faible |
| fraisage de filetage | Usure des outils (longue durée de vie) | Haut |

Figure 1 Si vous souhaitez réduire le coût de l'usinage d'un seul trou, le fraisage de filetage est généralement la solution préférée.
Comment le fraisage de filetage peut-il réduire systématiquement vos coûts d'usinage CNC ?
Pour comprendre l'intérêt économique du filetage par fraisage, il faut l'envisager au -delà du simple coût du procédé , en analysant son impact dans le cadre du cycle de vie d'un processus de fabrication.
Le fraisage de filetage n'est pas simplement un procédé alternatif à l'usinage CNC, mais aussi une approche de contrôle des risques et d'optimisation des processus qui permettrait de répondre sous différents angles à la question : « Combien coûte l'usinage CNC ? »
Évitez directement les pertes catastrophiques et protégez les objets de grande valeur.
Évitez le démontage pour la mise au rebut en cas de casse du robinet :
Dans de nombreux cas de production où sont usinées des pièces de grande valeur et des matériaux difficiles à travailler, la rupture d'un outil de taraudage peut entraîner la mise au rebut d'une pièce presque terminée. C'est là qu'une conception plus robuste, associée à un mouvement de coupe plus doux des fraises à fileter, joue un rôle crucial pour éliminer ce risque et préserver ainsi votre produit phare.
Réduction des temps d'arrêt imprévus et des coûts de traitement associés :
L'élimination des tarauds défectueux est une opération longue et fastidieuse. C'est pourquoi le fraisage de filetage garantit un processus de production stable et sans incident, et permet de réaliser des économies en évitant les arrêts de production imprévus.
Flexibilité accrue des processus et optimisation du prix d'usinage CNC à long terme
| Dimensions de l'optimisation | Avantages du fraisage de filetage | Impacts sur les prix de l'usinage CNC |
| Gestion des outils | Outil multifonctionnel, capable de traiter des filetages de différents diamètres avec un pas similaire. | Coût d'acquisition des stocks réduit. |
| Qualité d'usinage | Finition de surface élevée, bonne précision dimensionnelle. | Réduction des retouches, baisse des coûts unitaires. |
- Outil multifonctionnel, inventaire et gestion simplifiés : cela contribue à une économie importante sur l’acquisition d’outils, optimisant ainsi le prix global de l’usinage CNC.
- Amélioration de la finition de surface et de la précision dimensionnelle : réduction des taux de retouche et de rebut, ce qui s’est traduit par une diminution du coût global des unités traitées par usinage CNC au fil du temps.
Vous souhaitez réduire durablement les coûts de votre projet d'usinage CNC ? Téléchargez vos plans de pièces dès maintenant et nous élaborerons pour vous un plan de processus de fraisage de filetage personnalisé, détaillant chaque point d'économie, afin de vous donner une vision claire du coût de l'usinage CNC.
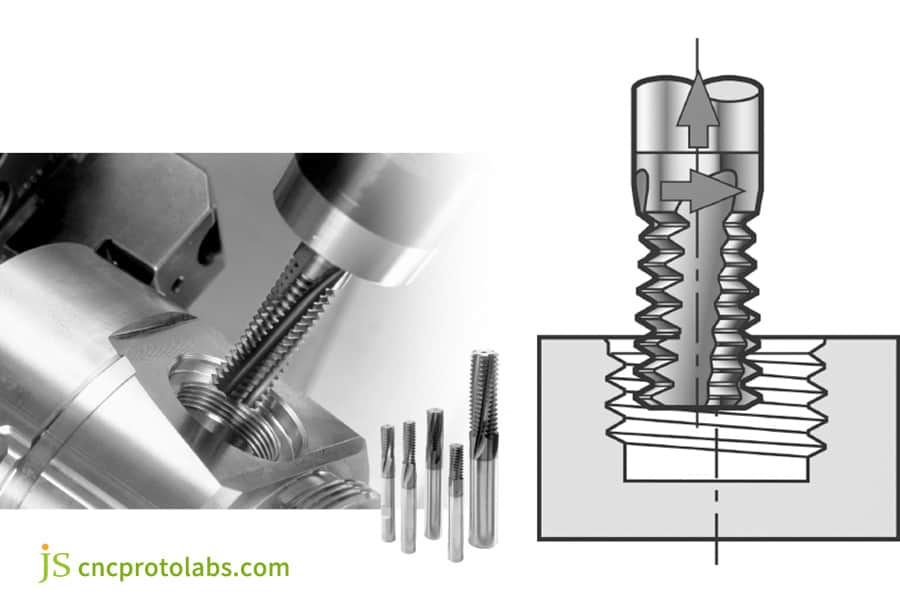
Figure 3 En fraisage de filetage, un outil peut produire des filetages de différentes tailles.
Pourquoi les services d'usinage CNC de l'acier inoxydable devraient-ils s'orienter vers le fraisage de filetage ?
Face à des matériaux à haute résistance et à haute viscosité ou à une production à grande échelle, les limites du taraudage traditionnel sont amplifiées.
Il ne fait aucun doute que le fraisage de filetage présente des avantages économiques et de fiabilité indéniables, ce qui en fait une solution idéale pour l'usinage CNC de l'acier inoxydable, du titane et pour l'usinage CNC en grande série.
L'outil indispensable pour maîtriser l'usinage des matériaux difficiles à usiner
Difficultés de manipulation posées par les alliages d'acier inoxydable et les alliages de titane :
Dans les services d'usinage CNC de l'acier inoxydable et du titane, les matériaux ont tendance à coller à l'arête de coupe, à subir un écrouissage important, et le taraudage traditionnel est sujet à la rupture du cône et à des problèmes de qualité du filetage.
Ce problème est traité par la norme SAE International ARP1331C, qui stipule que l'usinage des alliages difficiles à usiner nécessite des méthodes d'usinage garantissant l'évacuation de la chaleur et facilitant l'évacuation des copeaux. L'action de coupe intermittente du procédé de filetage par fraisage assure précisément ce résultat.
La réduction des forces de coupe contribue à préserver les parois minces et les détails :
La force radiale de fraisage est faible comparée à celle du taraudage et facilite les opérations telles que le filetage de composants à parois minces sans provoquer de déformations.
Bénéficiez de coûts et de délais de livraison prévisibles pour l'usinage CNC en grande série.
- Amélioration de la stabilité et de la constance du processus : ceci garantit une qualité de filetage élevée et constante de la pièce numéro un à la pièce numéro dix mille, réduisant ainsi l’échantillonnage pour les contrôles de qualité.
- Réduction du temps de changement d'outils : La réduction du temps de changement d'outils en production permet une utilisation plus efficace des équipements, des cycles de production plus rapides et un coût de production maîtrisable en production de masse.
Nous réalisons des usinages CNC en acier inoxydable ou en titane. Veuillez préciser le type de matériau et le volume de production souhaités ; nous vous fournirons un ensemble de paramètres de fraisage de filetage personnalisé qui optimisera les coûts et l’efficacité de vos travaux d’usinage CNC en grande série.
Pratique technique : Crise de milliers de filetages de raccords en alliage de titane : De la quasi-déchet à la livraison parfaite en 72 heures
Ce client historique du secteur aérospatial devait faire face à un besoin urgent de fabriquer et de fournir 1 000 raccords hydrauliques en alliage de titane TC4. Ce produit, utilisé dans les systèmes hydrauliques des aéronefs, répond à des exigences très strictes en matière de précision du filetage et de fiabilité.
Cependant, lors de la dernière étape du taraudage de trous borgnes profonds M8x1, un problème inattendu est survenu en raison de la viscosité élevée de l'alliage de titane TC4 et des difficultés rencontrées lors de l'évacuation des copeaux. Le taux de rupture des tarauds a atteint 15 %, et 150 pièces semi-finies n'ont pas pu être usinées en raison de ce problème en seulement deux jours.
Crise : Un lot défectueux de pièces coniques entraîne la suspension du projet
Alors qu'il ne restait que 72 heures avant la date limite de livraison au client, tout retard entraînerait une pénalité pouvant atteindre 50 000 $. Le coût d'approvisionnement de cette matière première, un alliage de titane, avait déjà dépassé 30 000 $ pour ce projet, et le résultat était donc incertain.
C’est dans ce contexte que le client a accéléré sa demande de solution auprès de JS Precision afin de sauver ce projet particulier qui était voué à la ruine.
Analyse rapide et basculement de processus
Lorsque JS Precision a reçu la demande d'assistance, notre entreprise a déclenché son système de gestion d'urgence. Après examen des spécifications de la pièce, du matériau et des conditions d'usinage, les ingénieurs de procédés ont conclu que le problème majeur des fraises coniques endommagées était la présence d'une arête rapportée due à la viscosité du matériau et à une évacuation insuffisante des copeaux lors du perçage de trous borgnes profonds.
En moins de deux heures, nos ingénieurs ont réécrit le programme de fraisage de filetage par interpolation spirale, en utilisant des fraises à filetage revêtues de TiAlN spécialement conçues pour l'usinage CNC du titane , et ont ajusté la vitesse de coupe, la vitesse d'avance et la méthode de refroidissement pour optimiser l'évacuation des copeaux et la dissipation de la chaleur.
Résultat : zéro rebut et des économies de coûts
Notre équipe de production a passé la nuit à régler les équipements et à optimiser les paramètres. Les dix composants testés ont tous passé avec succès les tests de précision du filetage, sans casse d'outil ni rebut.
Le traitement continu de 1 000 composants pendant les 48 heures suivantes a permis d'obtenir le résultat idéal : aucune casse d'outil et aucun rebut. Les filetages des composants traités ont dépassé les normes industrielles requises pour l'industrie aérospatiale.
Ce changement de processus a non seulement permis au client de livrer sa commande dans les délais et d'éviter d'importantes indemnités pour rupture de contrat, mais il lui a également permis de réaliser des économies substantielles en évitant les coûts indirects liés au rachat de matières premières et aux retards de projet. Sa valeur dépasse largement l'ajustement initial du coût d'usinage CNC induit par ce changement de processus.
Vous rencontrez des difficultés pour usiner des filetages sur des matériaux difficiles à usiner ? Vous avez un problème avec une pièce ? Appelez simplement notre assistance technique et décrivez-nous précisément le problème. JS Precision vous proposera alors une solution de dépannage d'urgence pour vous éviter des pertes financières liées à l'usinage CNC.
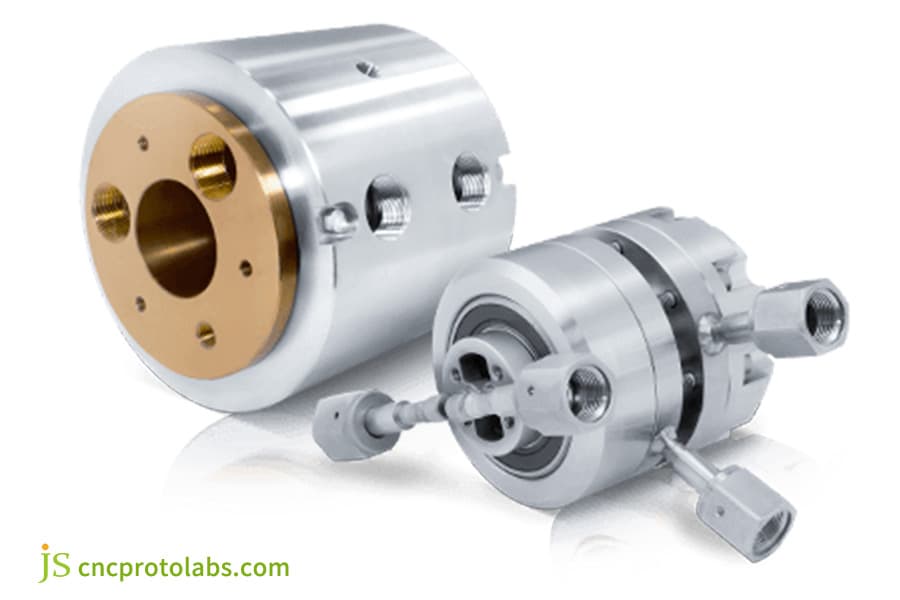
Figure 3 Joints hydrauliques du système hydraulique de l'aéronef
Comment comparer et interpréter les devis d'usinage CNC de différents fournisseurs ?
Lorsque vous recevez des devis de plusieurs fournisseurs, comparer uniquement le coût total peut s'avérer insuffisant. Un devis fiable doit refléter les risques et les avantages liés au choix du procédé , vous permettant ainsi de mieux appréhender le coût réel de l'usinage CNC.
Décryptage des processus cachés dans les citations
- Détails du procédé : Il convient de vérifier si le devis mentionne un taraudage direct ou un filetage par fraisage. Le filetage par fraisage est généralement moins risqué mais nécessite un investissement plus important, selon les capacités techniques du fournisseur.
- Demandez des précisions sur les coûts cachés des garanties : interrogez directement votre fournisseur : « Que se passe-t-il si un cône se casse lors d’un usinage, entraînant la mise au rebut de la pièce ? Comment les responsabilités et les coûts sont-ils répartis entre les parties ? » Les partenaires fiables auront confiance dans l’adoption de procédés robustes tels que le fraisage de filetage et pourront fournir des conditions d’assurance qualité claires.
Analyser et calculer le coût total de possession (CTP)
- Calcul du coût potentiel du risque : il inclut la valeur de la pièce et la probabilité de rupture du taraud. Le coût potentiel du risque pour les deux procédés peut être comparé. Par exemple, si l’on considère une pièce d’une valeur de 100 $ et une probabilité de rupture du taraud de 5 % lors du taraudage, le coût du risque s’élève à 5 $. Ainsi, le coût réel de l’usinage CNC peut être estimé de manière exhaustive.
- Valoriser le partenariat sur le long terme : lorsqu’il s’agit de déterminer si vous devez vous associer à un fournisseur de ce type, sa capacité à proposer des processus améliorés et à atténuer les risques pour votre entreprise vaut bien plus que s’il vous proposait simplement un contrat à un prix dérisoire.
Pourquoi JS Precision est-il votre partenaire idéal pour optimiser les coûts d'usinage CNC en grande série ?
Nous proposons non seulement des services d'usinage, mais aussi des solutions de fabrication grâce à notre expertise approfondie des procédés . Chez JS Precision , le fraisage de filetage demeure notre procédé de prédilection pour tous les matériaux, même les plus difficiles à usiner, permettant ainsi à votre projet d'être rapidement mis en œuvre et de maîtriser les coûts et les risques.
Une base de données de processus basée sur la science des matériaux approfondie
Bibliothèque de paramètres pour les processus paramétrés :
Nous avons mis en place une bibliothèque de paramètres pour les procédés d'usinage paramétrés, tels que le filetage par fraisage, pour les aciers inoxydables et d'autres matériaux comme les alliages de titane. L'objectif est de garantir que tous les procédés d'usinage soient réalisés selon des pratiques de démarrage efficaces, permettant un démarrage rapide et une réduction des coûts.
Recommandations proactives en matière de DFM :
Dès la phase de revue de conception, nos ingénieurs peuvent formuler des recommandations proactives en matière de conception pour la fabricabilité, notamment concernant les profils de dents et les tolérances de fraisage suggérés pour les filetages, afin de réduire les dépenses et d'améliorer la productivité de vos opérations d'usinage CNC à grand volume.
Un système de production pour la stabilité
Gestion et surveillance avancées des outils :
Pour garantir que chaque fraise à fileter atteigne son état optimal, nous respectons une gestion rigoureuse de la durée de vie des outils et une surveillance sur machine, assurant une stabilité absolue lors de la production en série et évitant ainsi des dépenses supplémentaires liées à l'outillage.
Traçabilité de la qualité de bout en bout :
Toutes les informations critiques relatives à l'usinage, des matériaux aux filetages finis, sont traçables, garantissant ainsi une qualité optimale et une livraison dans les délais pour votre commande d'usinage CNC en grand volume.
Vous vous apprêtez à lancer un projet d'usinage CNC en grande série ? Veuillez nous faire part de vos exigences de production et de vos plans de pièces. JS Precision pourra alors vous proposer une solution de fabrication complète, incluant notamment le filetage. Ceci garantit une plus grande stabilité pour vos services d'usinage CNC de l'acier inoxydable .
FAQ
Q1 : Le fraisage de filetage est-il moins efficace que le taraudage ?
Pour le perçage d'un seul trou, le fraisage de filetage est certes légèrement moins efficace que le taraudage, mais il évite les problèmes de casse de taraud et les changements d'outils fréquents. Son efficacité est toutefois supérieure pour le perçage profond de matériaux difficiles à usiner et l'usinage de filetages aux spécifications multiples.
Q2 : La fraiseuse à fileter peut-elle fraiser des trous borgnes ?
Absolument. Le fraisage de filetage présente un avantage considérable pour la réalisation de trous borgnes. Il permet un contrôle précis de la longueur du filetage et une évacuation optimale des copeaux grâce à une coupe intermittente. Ceci contribue à surmonter les difficultés d'évacuation des copeaux rencontrées lors du taraudage d'un trou borgne.
Q3 : Le fraisage est-il nécessaire pour les opérations d'usinage de filetage des composants en aluminium ?
Pour les composants en aluminium courants et le filetage simple, le taraudage est plus économique. Cependant, pour les alliages d'aluminium haut de gamme, les filetages profonds ou les composants en aluminium à parois minces, le fraisage reste recommandé afin d'éviter la casse et la mise au rebut du taraud.
Q4 : Comment puis-je déterminer si ma pièce est éligible au fraisage de filetage ?
Veuillez contacter un ingénieur de JS Precision pour une évaluation professionnelle. Le fraisage de filetage est avantageux pour l'usinage de matériaux difficiles à usiner, les filetages de grand diamètre, les matériaux précieux, les trous borgnes et les trous à parois minces.
Q5 : Pourrais-je obtenir une analyse des pièces existantes en vue d'un processus de conversion ?
Bien sûr. Si vous nous fournissez les plans de vos pièces et les données relatives à votre processus de taraudage actuel, nous pourrons évaluer gratuitement la rentabilité du taraudage par rapport au fraisage de filetage.
Q6 : Quel est le diamètre minimal d'un composant fileté qui peut être produit par usinage ?
Oui, JS Precision est généralement capable d'usiner des filetages de diamètre supérieur à M2. Cependant, cela dépend de la conception de votre pièce et de vos exigences de précision. Nous pourrons vous proposer une solution plus adaptée à votre problème.
Q7 : Le fraisage de filetage est-il par défaut dans votre tarification ?
En ce qui concerne les matériaux difficiles à usiner comme l'acier inoxydable et les alliages de titane, pour des caractéristiques de filetage importantes ou des composants de valeur, nous mettrons davantage l'accent sur le fraisage du filetage dans l'évaluation et le devis DFM.
Q8 : Quelles certifications ou expériences uniques possède JS Precision en matière d'usinage d'alliages de titane ?
Nous disposons d'une ligne d'usinage de pointe pour les alliages de titane, destinée aux secteurs de l'aérospatiale et du médical. Certifiés ISO 9001 et AS9100, nous possédons une solide expertise et de nombreux exemples de réussite dans l'ensemble du processus de transformation des alliages de titane, y compris le filetage par fraisage.
Résumé
En réalité, la maîtrise des coûts d'usinage CNC ne vise pas à minimiser les coûts, mais constitue une mesure préventive contre les risques imprévus. Le fraisage de filetage, grâce à l' absence de risque de casse d'outil, sa flexibilité et sa capacité à traiter divers matériaux, est considéré comme la clé d'une maîtrise efficace des prix d'usinage CNC et de leur stabilité.
JS Precision peut être ce maillon essentiel de votre chaîne d'approvisionnement, transformant les risques potentiels liés à l'usinage en avantages concrets en termes de qualité et de coûts.
Suivez immédiatement les étapes suivantes pour optimiser votre prochain projet :
→ 【Obtenez votre rapport d'analyse des coûts personnalisé】 Veuillez soumettre vos dessins de pièces et nos ingénieurs vous enverront gratuitement une analyse comparative des processus (taraudage vs fraisage de filetage), illustrant les économies potentielles.
→ 【Planifiez un séminaire sur la technologie d'usinage de filetage】 Communiquez individuellement avec nos experts pour élaborer le meilleur plan possible pour votre projet.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

