

OEMエンジニアや購買担当者が複雑な構造部品のアウトソーシングを行う際、 CNCフライス加工サービスは主要な需要となるだろう。
想像してみてください。新製品の発売に伴い、精密部品を緊急に大量生産する必要があるのに、選定したサプライヤーの表面品質があまりにも悪く、修正に次ぐ修正で生産が長引いてしまう、といった状況です。
加工能力が複雑な形状に対応できず、不良率が高くなり、納期遅延によってプロジェクト全体のスケジュールが狂ってしまう。煩雑なコミュニケーションは多くのエネルギーを浪費し、製品の総合的な性能だけでなく、プロジェクトの進捗にも悪影響を及ぼす。
このガイドは、そうした課題に対応するために作成されました。CNCフライス加工の基本を詳細に解説し、サプライヤーの選定、材料の加工、コスト管理といった、精密CNCフライス加工部品のアウトソーシングを成功させるための実践的なノウハウを網羅しています。
図1は、CNCフライス加工がコンピュータによって制御され、切削が行われる様子を示している。
JS PrecisionのCNCフライス加工ガイドが信頼できる理由
JS PrecisionはCNCフライス加工の分野で15年以上の経験を持ち、自動車、航空宇宙、医療、家電など様々な業界の2,000社以上のお客様向けにプロジェクトを完了させてきました。
同社は、航空機エンジン部品や、高い生体適合性が求められる医療機器の筐体といった複雑な部品など、±0.005mmという厳しい公差まで対応した精密機械加工プロジェクトを5,000件以上手掛けてきた。
当社チームには、材料性能、多軸加工技術、DFM最適化において豊富な経験を持つ30名以上の専門エンジニアが在籍しています。さらに、生産の安定性と効率性を保証するため、5軸CNCフライス盤20台を含む50台以上の最新鋭機械を導入しています。
このガイドは、長年の実務経験と専門知識をまとめたものであり、すべての提案と方法は実際のプロジェクトで検証済みです。
国際的に認められているABCM( COB09-1220)では、DFMA(設計・製造・組立性)などの設計ツールを適切に活用することで、品質を損なうことなくCNC加工のコストを大幅に削減できることが強調されています。当社は、このガイドラインで指摘されているプロセス最適化の原則を考慮し、このアプローチに完全に賛同しています。
もし、弊社のガイドで紹介している手法がお客様のプロジェクトに適用可能かどうかを簡単に確認したい場合は、お客様のプロジェクトの初期要件をお知らせいただければ、弊社の専門家チームによる完全無料の個別プロセス適応評価サービスをすぐにご利用いただけます。
一流のCNCフライス加工サービスに含まれる8つの主要プロセスとは何ですか?
最高のCNCフライス加工サービスは、単純なワンステッププロセスではなく、包括的な品質保証システムです。JS Precisionでは、CNCフライス加工サービスに以下の8つの主要プロセスが含まれています。
1. 詳細な DFM 分析 -> 2. インテリジェント CAM プログラミング -> 3. 精密治具設計 -> 4. 高品質材料の選定 -> 5. 多軸加工 -> 6. 中間品質検査 -> 7. 表面処理 (必要に応じて) -> 8. 最終検査および報告書の発行。
各工程にはそれぞれ重要な役割があります。DFM解析はコスト削減と効率向上の基盤を築き、多軸加工は複雑な部品の精度を保証します。最終的に、これらの工程すべてが連携して、完成品の品質、納期、性能を向上させます。標準化されたCNCフライス加工プロセスを習得することは、高品質なサプライヤーを選定するための重要な基礎となります。
これらのプロセスがお客様の部品にどのように適用されるかご興味をお持ちですか?部品の図面と仕様書をお送りいただければ、お客様のプロジェクトのCNCフライス加工プロセスの重要な要素を明確にするための無料のプロセス診断レポートをお送りいたします。
徹底的なDFM解析を通じて、フライス加工部品の設計を最初から最適化するにはどうすればよいか?
DFM解析は、JS Precisionが提供する無料のコア付加価値サービスであり、フライス加工部品の設計最適化において重要なステップです。長年の実績から、高品質なDFM解析によって加工リスクを80%以上事前に低減できることが実証されています。
当社のDFM分析は、クライアントに価値を創造するために、以下の3つの主要な側面に焦点を当てています。
- まず、部品構造の最適化として、例えば、鋭角な角を丸みを帯びた角に変更することで部品強度を高め、加工時の応力集中を防ぐ提案を行うべきです。また、加工時の歪みを避けるため、金属部品の場合、一般的に1mm以上ある過度に薄い肉厚を修正することも推奨します。
- 第二に、当社はお客様が適切な基準点を選択できるようサポートいたします。適切な基準点を選択することで、加工精度が向上し、累積誤差を低減できます。
- 最後に、DFM解析によって加工経路の最適化が可能になります。不要な工程は削除されるため、加工時間とコストの削減につながります。
3軸、4軸、5軸連動フライス加工は、どのようなシナリオに適していますか?
CNCフライス盤には様々な種類があり、それぞれ異なる特性と適用場面があります。以下の表は、主な違いをまとめたものです。
| 軸タイプ | 特徴 | 正確さ | 効率 | 適用可能な部品タイプ |
| 三軸フライス加工 | シンプルな構造で、操作も簡単 | ±0.01~±0.03mm | 加工効率の高いシンプルなワークピース。 | 複雑な表面を持たない、単純な板、ブロック、およびシャフト。 |
| 4軸フライス加工 | 追加の軸を中心に回転できる | ±0.008~0.02mm | 中程度の複雑さを持つ部品に対して、バランスの取れた加工効率を実現します。 | 円筒形形状の部品:歯車、スリーブ、単純なインペラ。 |
| 5軸フライス加工 | さらに2つの軸を中心に回転できるため、材料を扱う際の柔軟性が非常に高い。 | ±0.005mm - ±0.01mm | 複雑な部品の加工において、高い加工効率を実現します。 | 曲面を持つ部品:複雑な曲面、航空宇宙部品、タービンブレード、自動車用ターボチャージャーハウジング。 |
JS Precisionの設備構成は、3軸、4軸、5軸のCNCフライス盤を網羅しています。お客様の部品の複雑さ、精度要件、生産量に基づいて、コストと性能のバランスを考慮した最適な加工ソリューションをご提案し、最高の精度を誇るCNCフライス加工サービスを提供いたします。
当社の精密管理基準はすべて、国際公差規格ISO 286に厳密に準拠して実施されています。この規格における公差等級の分類および計算方法は、異なる国や地域のメーカー間における正確な連携と部品の互換性を保証します。
例えば、航空宇宙部品の加工においては、 ISO 286規格に準拠した公差範囲を設定することで、高高度・高圧環境下でも組み立て精度と信頼性を確保しています。これは、当社が航空宇宙分野のお客様に長期にわたりサービスを提供できる大きな強みの一つです。
部品加工に適した軸の種類が不明な場合は、部品の構造、精度要件、生産数量をお知らせください。弊社のチームがCNCフライス加工の種類による違いを詳細にご説明し、最も費用対効果の高い多軸リンケージ加工ソリューションをご提案いたします。
 図2:5軸フライス加工は、タービンブレード、一体型ディスク、複雑な表面処理など、より複雑な幾何学的形状の加工に使用されます。
図2:5軸フライス加工は、タービンブレード、一体型ディスク、複雑な表面処理など、より複雑な幾何学的形状の加工に使用されます。
精密CNCフライス加工サプライヤーを選定する際に考慮すべき主要な要素とは?
こうした関係性を考慮すると、信頼できるCNCフライス加工業者を選定することは、プロジェクトの成功を左右する最も重要な要素の一つです。業者を評価する際には、以下の重要な点を考慮する必要があります。
1. 設備ブランドと使用年数/寿命。ハースやDMG森精機などの先進的でメンテナンスの行き届いた設備は、加工の安定性を保証します。JSプレシジョンの設備は3~5年ごとに更新され、世界的に有名なブランドで構成されています。
2.測定機器と認証。サプライヤーは、CMMなどの専門的な測定機器を備え、ISO 9001認証を取得している必要があります。当社は、完全な品質試験ラボを有し、ISO 9001品質マネジメントシステムを厳格に実施しています。
3.経験豊富なエンジニアリングチーム。経験豊富なエンジニアリングチームは、複雑な技術的問題を解決できます。当社のエンジニアの平均業界経験年数は8年です。
4.事例研究。サプライヤーが業界で成功裏に完了させた事例研究の数が多いほど良い。当社は自動車、航空宇宙、その他の分野で数多くの成功プロジェクト実績があります。
5. コミュニケーションの応答速度とアフターサービス。タイムリーなコミュニケーションと包括的なアフターサービスにより、プロジェクトの遅延を回避します。24時間オンライン技術サポートと1年間の保証サービスを提供しています。
CNCフライス加工業者を選定する際のリスクを軽減したいですか?精密機械加工メーカーの包括的なリストをご提供することで、お手伝いいたします。これは、潜在的なサプライヤーを詳細に評価する絶好の機会となるでしょう。

図3 精密CNCフライス加工業者を選ぶ際には、その設備を考慮する必要があります。
成功事例―自動車エンジン業界:アルミニウム合金製ターボチャージャーシェルの5軸精密フライス加工
顧客の問題
自動車の動力装置において、ターボチャージャーハウジングの性能は、エンジンの出力と燃費に直接影響を与える。
大手自動車部品サプライヤーは、複雑な内部流路を持つアルミニウム合金製ターボチャージャーハウジングを量産するという課題に直面していた。既存のサプライヤーでは、ガス流路の滑らかさや重要な取り付け面の平面度を保証することができなかった。
その結果、製品性能が不安定になり、使用中に頻繁に不具合が発生し、空気漏れのリスクが高くなったため、このサプライヤーと自動車メーカーとの協力関係に大きな影響が出た。
JSプレシジョンソリューション
JS Precisionは、顧客の抱える課題を理解し、顧客専用の5軸精密フライス加工ソリューションを開発しました。
- ターボチャージャーハウジングのすべての機械加工工程は、高精度5軸CNCフライス盤を用いて1回のクランプで完了しました。これにより、ターボチャージャーケーシングは複数回のクランプによる累積誤差の影響を受けず、製造されるすべての部品が同一となります。
- 同時に、専門的なCAMプログラミングによってツールパスを最適化し、的を絞った冷却プロセスを活用することで、工具の摩耗や材料の変形を回避し、流路が滑らかになるようにしました。
- さらに、すべての部品は、大理石の台と三次元測定機を使用して100%検査を受け、すべての重要な寸法を厳密に管理する必要があります。
結果と価値
作業は完了し、結果は顧客の期待をはるかに上回りました。ターボチャージャーハウジングの重要寸法は100%合格、流路表面仕上げはRa < 0.8μm、重要な取り付け面は高精度の平面度で業界最高レベルに達しました。
これにより、お客様は性能変動の問題を完全に解消し、歩留まり率を92%から99.5%に向上させることができました。また、安定した月次バッチ納品を実現し、お客様の生産スケジュールを確実に遵守することができました。
自動車業界をはじめとするあらゆる業界で、このような複雑な部品の製造において課題を抱えている方は、ぜひ具体的なニーズをお聞かせください。お客様に最適なプロフェッショナルなCNCフライス加工ソリューションをご提供し、最高品質の製品をお約束いたします。
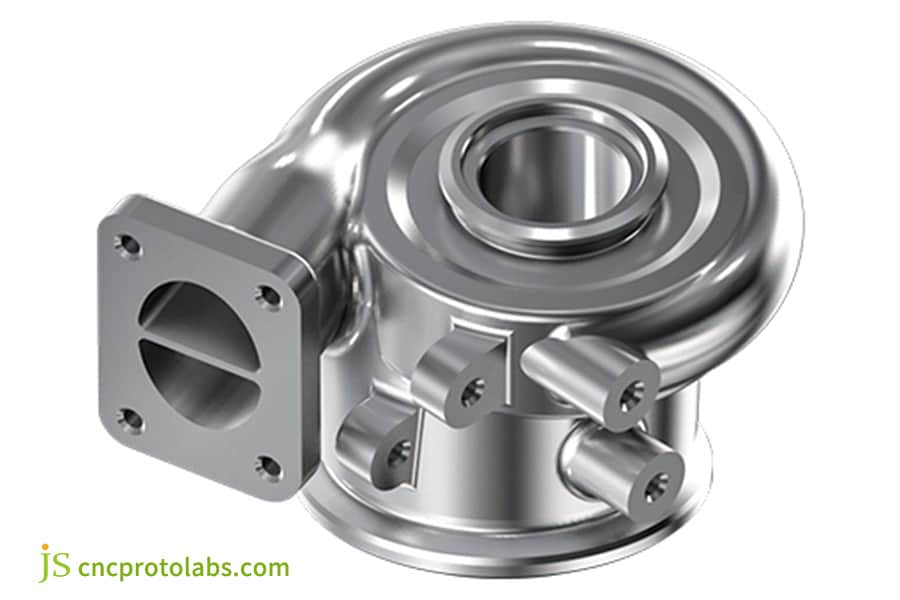
図4 ターボチャージャーハウジングのフライス加工
CNCフライス加工におけるアルミニウム合金やステンレス鋼などの一般的な材料の特性と加工ポイントは何ですか?
材料によってCNCフライス加工の性能は大きく異なります。製品の品質を確保し、工具摩耗や表面仕上げの不十分さといった一般的な課題に対処するためには、材料の特性と加工ポイントを把握することが非常に重要です。
以下に、一般的に使用される3種類の材料の機械加工に関する詳細情報と、よくある問題に対する具体的な解決策を示します。
6061アルミニウム合金:
優れた耐食性と被削性を備えている一方、加工工程では工具の固着が起こりやすいという課題があります。JS Precisionでは、特殊コーティングを施した超硬工具を使用し、切削速度を適切に上げ、切削油を十分に塗布することで工具の固着を軽減し、送り速度を制御することで材料の大きな変形を防いでいます。
304/316ステンレス鋼:
高い強度と靭性を持つため、機械加工時に加工硬化傾向が顕著になります。そのため、高硬度・耐摩耗性の工具を選定し、低切削速度と低送り速度を採用し、工具への過負荷を避けるために層状切削法を用い、冷却性と潤滑性に優れた切削油を選択することで加工温度を低減します。
POMスチール:
この材料は剛性と耐摩耗性に優れていますが、熱変形を起こしやすいという欠点があります。そこで、切削力とそれに伴う発熱量を低減するために鋭利な工具を使用し、切削速度を落とすことで加工温度を制御し、クランプによる変形を避けるために均等に力が分散されるクランプ方法を選択するようにしています。
CNCフライス加工サービスの見積もりに影響を与える主な要因は何ですか?コストを管理するにはどうすればよいでしょうか?
CNCフライス加工サービスの料金を決定する際には、いくつかの要素が考慮されます。これらの要素を理解することで、より効果的なコスト管理が可能になります。
- プログラミングとデバッグにかかる時間。部品が複雑になればなるほど、プログラミングとデバッグにかかる時間が長くなり、結果として価格も上昇します。
- 加工時間。加工時間は、材料除去率、部品サイズ、および複雑さによって決まります。
- 材料費。材料の種類によってコストは大きく異なります。チタン合金のような高性能材料は高価になります。
- 公差と表面仕上げの要求。公差と表面仕上げの要求が高まるにつれて、加工の難易度とコストも増加します。
- 注文数量。大量購入(バッチ購入)を行うと規模の経済が働くため、単価は低くなります。
CNCフライス加工のコストを抑制するために、いくつかの対策を講じることができます。
- DFM解析を使用して、不要な加工工程を削減またはなくすことで設計を最適化します。
- 製品の性能要件を維持しながら、重要度の低い公差を適切に緩める。
- 複数の注文をまとめて、バッチサイズを大きくする。
- 部品の動作環境を考慮し、費用対効果の高い材料を選択する。
プロジェクトのコスト削減策を含む正確な見積もりをご希望ですか?弊社のコスト管理ソリューションは、部品の実際のニーズに合わせて綿密にカスタマイズされています。つまり、少量注文の場合は、単にロットサイズに頼るのではなく、工程最適化によって単位コストを最小限に抑えます。
部品図面や材料要件、注文数量をお知らせいただければ、透明性の高いお見積もりと専門的なコスト管理ソリューションをご提供いたします。
JS Precisionとのコラボレーションにおける具体的なプロセスとは?どのように始めればよいですか?
JS Precision を使用した作業は、透明性と制御性を確保するための明確なプロセスを備えた非常に簡単かつ効率的な操作であり、次のように実行できます。
1. 要件の伝達と図面の提供:部品の材質、公差、表面仕上げ、生産数量などに関する要件を説明し、2Dまたは3D図面を提供するには、電話、メール、またはオンライン相談でご連絡ください。
2. 無料のDFM分析と見積もり:当社のエンジニアが24時間以内にお客様の部品の無料DFM分析を実施し、結果とお客様のご要望に基づいて詳細な見積もりを提供します。
3. 注文の確認と生産スケジュールの策定:見積もりの確認と契約締結後、直ちに生産を手配し、お客様に生産スケジュールをお知らせします。
4.初回製品検査および報告:顧客は初回製品を製造し、包括的な検査を実施して、初回製品検査報告書(FAIレポート)を発行する。適合性が確認され次第、生産を開始する。
5. 量産と進捗状況の更新:生産プロセス中は、プロジェクトマネージャーが定期的にご連絡し、ご希望の方法で生産の進捗状況をお知らせいたします。
6. 完成品の出荷:製造完了後、すべての製品の最終検査を実施し、合格品を指定された物流業者を通じてお客様に出荷し、品質に関するすべての書類一式を提供します。
よくある質問
Q1:貴社の最小許容誤差はどれくらいですか?また、貴社のCNCフライス加工サービスにおける最適な表面仕上げはどれくらいですか?
当社の高精度CNCフライス加工サービスの標準精度は±0.01mm 、表面粗さはRa0.4μmです。具体的な値は、部品の材質や構造の複雑さによって異なります。
Q2:小ロットの試作品製作や、大量生産のCNCフライス加工サービスは行っていますか?
もちろん、弊社はそれをサポートいたします。柔軟な対応力で、プロジェクトの様々な段階におけるご要望にお応えし、少量生産から量産まで、あらゆるニーズに完全に対応可能です。
Q3:CNCフライス加工サービスの見積もりには、すべての費用が含まれていますか?隠れた費用はありませんか?
CNCフライス加工サービスの見積もりは、お客様の図面に基づいて作成され、簡潔明瞭で透明性があります。見積もりには、加工費、材料費、標準テスト費用がすべて含まれており、隠れた費用は一切ありません。追加のご要望については、事前に確認させていただきます。
Q4:御社のCNCフライス加工サービスを利用する際に、製品設計と知的財産のセキュリティをどのように確保すればよいですか?
当社は、お客様との間で締結する秘密保持契約に基づき、機密保持を徹底しております。製品設計に関するすべての電子データは暗号化された形式で保存・処理されるため、お客様の知的財産権は完全に保護されます。
Q5:CNCフライス加工プロジェクトの製作過程における進捗状況を随時ご報告いただけますか?
はい、お客様のCNCフライス加工プロジェクトには専任のプロジェクトマネージャーを配置いたします。プロジェクトマネージャーは、メールまたはご希望の方法で、製造の進捗状況を定期的にご報告いたします。
Q6:CNCフライス加工サービスの一般的な生産サイクルはどのくらいですか?特急サービスはありますか?
CNCフライス加工プロジェクトの標準的な生産サイクルは7~14営業日です。緊急のご要望にも対応できるよう、迅速なサービスも提供可能ですので、詳細と納期については弊社チームまでお問い合わせください。
Q7:CNCフライス加工部品にはどのような品質文書が提供されますか?
出荷時には、FAI(初回製品検査)、材料試験報告書(MTC)、CNC加工部品の最終検査報告書などを含む、品質に関する完全な文書一式が提供されます。
Q8:部品到着後に品質問題が見つかった場合はどうなりますか?
品質問題の原因が弊社にあると確認された場合、弊社は直ちに迅速対応体制を発動いたします。製品の再生産または返品を優先的に行い、お客様の権利を最大限に保護するため、相応の責任を負います。
まとめ
技術的に優れ、綿密な管理と連携体制を備えたCNCフライス加工サプライヤーは、製品の品質を保証し、ひいてはプロジェクトの成功を確実なものにします。JS Precisionは、専門的な技術、包括的なプロセス、高品質な設備、そして豊富な経験により、精密CNCフライス加工分野における信頼できるパートナーとして、皆様の信頼を得ています。
コスト削減と効率向上を目的とした設計最適化から、適切で安定したCNCフライス加工業者探しまで、お客様のニーズに合わせたソリューションをご提供いたします。
お客様のプロジェクトには、最も信頼性の高い製造保証が必要です。 「無料のDFM分析と見積もりを取得する」をクリックして図面をアップロードするだけで、JS Precisionの専門家が24時間以内にプロフェッショナルなプロセス分析と、非常に競争力のある詳細な見積もりをご提供いたします!

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

