

ピニオン加工産業機器の重要な部品です。
変速機構において、動力伝達の成否はピニオンがすべての責任を負います。歯形の小さな間違いは騒音、振動、そして場合によってはシステムの初期故障を引き起こしますが、その優れた精度により、滑らかで騒音のない動作と寿命の大幅な延長が実現します。
一般的な平歯車とピニオンの組み合わせであっても、回転運動を直線運動に変換するラックアンドピニオン ギア システムであっても、ピニオン ギアの品質は性能の基礎です。 JS Precision は、ピニオン加工の技術が、材料、精密製造、熱処理における歯形の基本的な複製をはるかに超えていることを理解しています。
主要な回答のまとめ
| 主な考慮事項の寸法 | 技術的な課題と解決策 | JS Precision の付加価値サービス |
| 精度とパフォーマンス | 歯形誤差、歯面の平滑性、熱処理変形が主要な課題です。スピンピニオン加工、CNCギア削り、研削などの工程を採用し、品質を確保しています。 | 歯形精度と耐久性を確保するために、材料の選択からDFM解析、熱処理プロセスまでをワンストップで最適化します。 |
| デザインポイント | ピニオンと歯車の役割の違いを明確にし(通常、小さな歯車は摩耗しやすい)、平歯車とピニオンの組み合わせパラメータに注意し、ラックとピニオンの噛み合い特性を考慮します。 | 当社のエンジニアは設計レビューに参加し、効率を向上させ、騒音を低減し、寿命を延ばすためにパラメータを最適化します。 |
| コストと納期 | ピニオンの加工コストは、材料、精度、熱処理、バッチサイズに影響されます。標準化されたプロセスとインテリジェントなスケジューリングを通じて、小さなバッチを最適化できます。 | 当社は、スピンピニオン加工などのプロセス革新と透明性のある価格設定を通じて品質を確保しながら、コストとパフォーマンスの最適なバランスを見つけるお手伝いをします。 |
このガイドが信頼できる理由JSピニオン加工実習
ピニオン加工に関する具体的な技術的な詳細に入る前に、なぜこのガイドが信頼できるのかと疑問に思う人もいるかもしれません。その答えは、JS Precision の長年にわたる歯車加工の実践経験にあります。
精密ピニオン加工は創業以来当社の注力分野であり、自動車、ロボット工学、医療機器などの 10 を超える業界で 5,000 以上のさまざまなプロジェクトを完了してきました。スチール製スピンピニオン精密機械加工プロジェクトは、当社の全プロジェクトの約 35% を占めています。
たとえば、産業用ロボット メーカー向けに 0.8 モジュールのピニオンを加工しました。キサゲ工程と熱処理工程の最適化により、累積ピッチ誤差を0.005mm以内に抑えることができました。
この精度は、お客様が要求する ISO 7 レベルをはるかに上回っているだけでなく、ISO 7 で概説されているベスト プラクティスに対する当社の深い理解と適用を反映しています。米国歯車製造者協会 (AGMA) 「精密歯車製造ガイドライン」に記載されています。
さらに、当社は 4140 や 8620 などのさまざまな合金鋼の加工特性を熟知しています。これにより、カスタマイズされたジョブの小ロット注文 (最大 50 個) の場合、生産サイクルを業界平均の6 週間から 3 週間に短縮することができます。
このハンドブックは、実践的なケーススタディ、プロセスパラメータ、問題解決ソリューションを集めたものです。ここでの各提案は実際の運用環境で検証されているため、自信を持って参照していただけます。
あなたのプロジェクトにスチール スピン ピニオン精密機械加工サービスが必要な場合、または関連するケーススタディに関する詳細情報が必要な場合は、JS Precision にお気軽にお問い合わせください。マンツーマンの技術サポートが受けられます。
隠れた課題とは私n 精密ピニオン加工?
ガイドの信頼性を理解した後、歯車加工の効率に直接影響を与えるピニオン加工における見落とされがちな課題を分析してみましょう。従来のフライス加工を超えて、ピニオン加工の挑戦は、微細な世界を制御することから始まります。
歯形と歯方向を極限まで追求
中心的な問題は、歯形、累積ピッチ誤差、ねじれ精度です。マイクロメートルレベルの誤差は騒音や振動の原因となります。たとえば、顧客のピニオンでは、0.02mm の歯形誤差により、ISO クラス 6 規格を超える過剰なノイズが発生していました。
スチール製スピンピニオンは材料硬度が高いため、歯方向の精度の制御がさらに難しく、最適化されたツールパスが必要です。
なぜ表面仕上げによって寿命が決まるのでしょうか?
歯の表面仕上げは油膜形成プロセスに直接関係します。 Ra1.6μmを超えると金属同士が直接接触し、孔食が促進される可能性があります。かつて、ある顧客のピニオンは、表面仕上げが標準以下であったために、わずか 300 時間運転しただけで孔食が発生しました。 Ra0.4μmに再加工したところ、寿命は5000時間を優に超えました。
熱処理:硬度と寸法安定性のバランスをとる
浸炭と焼入れは硬度と耐摩耗性を向上させるのに適していますが、これらの方法は、特に鋼製スピンピニオンの場合、歪みを引き起こしやすくなります。雰囲気浸炭炉を使用し、温度変動±5℃で歪みを低減しています。続いて歯車研削を行い、硬度と精度の両方が基準を満たすようにします。
熱処理変形や表面仕上げなど、ピニオン加工でお困りのことがございましたら、部品の特性に応じたオーダーメイドの歯車加工をご提案いたしますので、お気軽にJSプレシジョンにご相談ください。
ピニオン加工の歯形の精度と滑らかさを確保するにはどうすればよいですか?
精度は高度なテクノロジーと厳密な制御から生まれます。ピニオン加工の歯形精度と表面仕上げを保証するには、加工から検査までいくつかの段階を考慮する必要があります。
スピンピニオン加工 - 連続切削の再定義
歯削りなどのプロセスでは、工具とワークピースが継続的に関与するため、従来の歯車の成形やホブ加工と比較して効率が 30% ~ 50% 高くなります。歯形誤差は0.005mm以下、Raは0.8μmと低い。 ISO 6 レベルの精度を達成し、自動車トランスミッションのお客様向けに効率を40%向上させました。
最後の仕上げ: 超仕上げのための研削とホーニング
仕上げには研削が非常に重要で、 ISO5~6レベルの精度や鏡面仕上げが要求される場合には欠かせない役割を果たします。ダイヤモンド砥石を搭載した高精度歯車研削盤を採用し、Ra0.2μm、累積歯ピッチ誤差≦0.003mmを実現し、医療機器の低騒音要求に応えます。
当社の完全な品質監視システム
歯車測定センターや三次元測定機を活用し、加工前後の素材検査を行います。プロセス中に、検証のために歯形とピッチをサンプリングします。鋼の欠陥率スピンピニオン加工プロジェクトは ≤0.1% です。
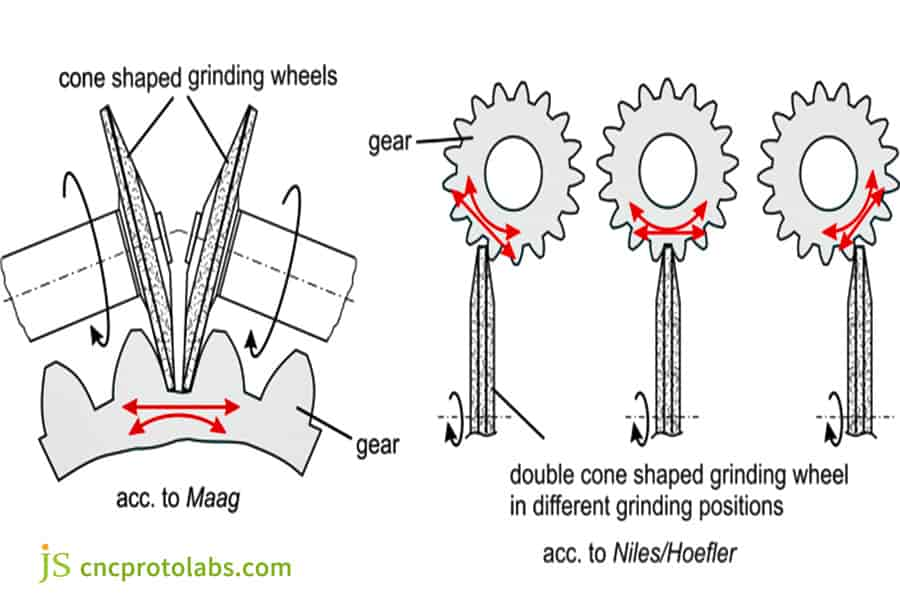
図 1: 歯車研削。精密加工の鍵となるのは研削です。
ピニオンとギア: 役割と責任に関するデザイナー向けガイド
ピニオンとギアの違いを明確に理解することは、トランスミッション設計を最適化するための第一歩です。歯車加工というカテゴリーに属しますが、その設計や用途は大きく異なります。
| 比較するもの | ピニオン | ギヤ |
| 歯の数 | 通常は歯の数が 10 ~ 20 本と少なくなります。 | 通常はそれ以上、30 ~ 100 本の歯があります。 |
| 周期的ストレス | より高い、回転周波数が高くなります。 | より低い、回転周波数が低くなります。 |
| 材料要件 | 高強度合金鋼 (例: 8620)。 | 従来の合金鋼 (例: 4140)。 |
| 失敗のリスク | 高い - 孔食、歯の骨折が発生しやすくなります。 | 低い - 摩耗が遅くなります。 |
| デザインの焦点 | 歯根の強さ、表面の硬さ。 | 一般的な耐荷重。 |
通常ピニオンが設計の焦点となるのはなぜですか?
ピニオンは歯数が少なく、回転周波数が高いため、同じシステム内の大型ギアの最大 2 ~ 3 倍となり、周期応力が大きくなり、摩耗が 50% 以上増加します。寿命を延ばすには、より高級な材料と熱処理が必要です。
サイズは重要です: 最適な透過率と中心距離を見つけるには?
回転数とトルクから変速比(変速比)を計算します。そして、「中心距離=(ピニオン歯数+大歯車歯数)×モジュール÷2 」より、中心距離を算出します。例えば、ギア比1:3、モジュール2、ピニオン歯数15、ギア歯数45、軸間距離60mmの場合です。
特殊なピニオンを使用する必要があるのはどのような場合ですか?
- ヘリカルピニオンは、自動車のギアボックスなど、高負荷でスムーズなトランスミッションに適しています。
- ベベルピニオンは、工作機械のステアリングなどの交差シャフト伝動装置に適しています。
- ウォームピニオンはエレベーター昇降など高減速比の用途に適しています。
設計でピニオンのタイプを指定する方法がわからない場合、またはピニオンの特定のパラメータを比較する必要がある場合は、 ピニオンとギア、 JSプレシジョンまでお問い合わせください。当社のエンジニアが専門的な設計アドバイスを提供します。
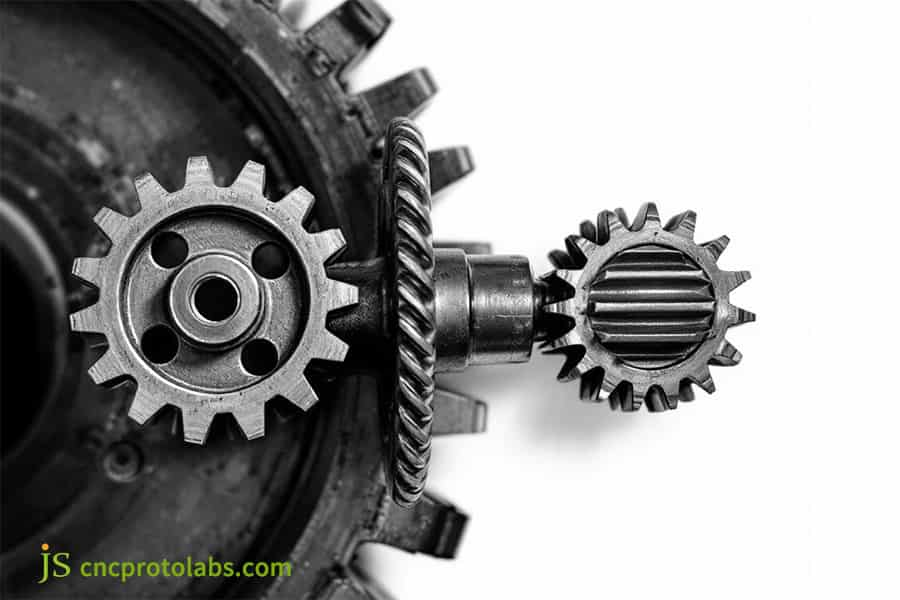
図 2: ピニオンとギア。これらには、機能、サイズと形状、歯の数、速度、用途においていくつかの重要な違いがあります。
なぜスピンピニオン加工なのかあゲームチェンジャーFそれとも現代の歯車製造でしょうか?
JSプレシジョンが誇る先進技術をご紹介します。最新の歯車加工において、スピンピニオン加工は、環境に優しく、効率的で柔軟な利点、特に鋼製スピンピニオン精密加工の利点により業界に革命をもたらしています。
ドライ加工と高効率:
切削液を必要としないため、切削液の廃棄コストを月あたり 1,000 ~ 2,000 ドル節約でき、同時に処理時間を20% ~ 30% 削減できます。当社は新エネルギー会社向けにスチール製スピンピニオンの多くのバッチを加工し、1 日あたりの生産量を50 個から 70 個に増やしました。
小ロット生産における柔軟性:
素早い切り替えと柔軟なプログラミング、異なるピニオン間の切り替えにかかる時間はわずか 1 ~ 2 時間です (従来のプロセスでは 4 ~ 6 時間かかります)。 30種類の仕様のスチール製スピンピニオンを5日間で生産完了しました。
切りくず処理と工具寿命:
連続切削により、優れた切りくず分断と長い工具寿命が実現し、従来のホブ加工と比較して工具寿命が50% 以上延長され、単価が 2 ドルから 1.30 ドルに削減されます。
あなたの会社が小ロットの場合スチール製スピンピニオン精密加工スピンピニオン加工によるコストダウンをご希望の場合、またはコストダウンをご希望の場合は、JSプレシジョンにご相談ください。お客様に合わせてカスタマイズされた生産ソリューションを開発します。
調和を考慮した設計: 平歯車とピニオンのペアに関する重要な考慮事項
設計を成功させるには、完璧なメッシュを達成する必要があります。平歯車とピニオンのペアの設計では、いくつかのパラメータに注意する必要がありますが、ラック アンド ピニオン ギア システムにも特有の設計上の考慮事項があります。
圧力角とモジュールの選択:動力伝達の基本
圧力角と弾性率の選択は、平歯車とピニオンの軸受容量、騒音、サイズに直接影響します。
一般的に使用される圧力角は 20° (高耐荷重、エンジニアリング機械に適しています) と 14.5° (安定した噛み合い、低騒音、精密機器に適しています) の 2 つです。
モジュールによってギアのサイズが決まります。モジュールが大きいほど、耐荷重能力は大きくなります。モジュール 3 を例にとると、モジュール 2 の歯と比較して、歯の厚さが 50% 増加し、耐荷重能力が 40% 以上増加しました。
したがって、さらなるステップでは、安定した電力伝送を確保するために、顧客のニーズに基づいてパラメータを選択することになります。
プロファイルシフトの技術: アンダーカットを回避し、強度を最適化する
プロファイル シフトは、アンダーカットを回避し、強度を最適化するために、平歯車とピニオンの組み合わせで広く使用されています。
ピニオンの歯数が 17 枚未満の場合、標準設計ではアンダーカットが発生しやすくなります。歯元での過剰な切削により強度が低下します。これは、ポジティブ プロファイル シフト設計で歯元の厚さを増やすことで回避できます。
同時に、プロファイルのシフトにより 2 つのギアの曲げ強度のバランスをとることができます。 、たとえば、ピニオンの正のプロファイル シフトとギアの負のプロファイル シフトにより、両方のギアの歯元応力が収束する可能性があります。
工作機械の顧客向けの設計では、プロファイルの変更によりピニオンの耐用年数が 30% 延長されました。
バックラッシュ制御: 滑らかさと精度の微妙なバランス
でラックアンドピニオンギアトランスミッションシステムにおいてはバックラッシュ制御が非常に重要です。歯面の噛み合いに代表されるバックラッシ量の不適正により、伝達精度や衝撃音が発生します。
バックラッシュ制御は 3 つの方法で行われます。 0.01 ~ 0.03mm を使用する高精度伝送など、設計段階で特定のシナリオに従って値を設定します。 、歯厚精度を維持するために機械加工時に刃具を調整する、組み立て中に中心距離を微調整します。
平歯車やラック アンド ピニオン ギアの設計中にパラメータ選択で問題が発生した場合は、詳細な設計ソリューションとパラメータ計算のサポートについて、遠慮なく JS Precision にお問い合わせください。
ピニオン加工コストの真の要因は何ですか?
私たちは透明性のあるコスト内訳分析を提供することで、お客様との信頼を築きます。ピニオンの加工コストを決定する主な要素は、材質、精度要件、後加工の 3 つです。それらを知ることは、コストをより適切に管理するのに役立ちます。
材料グレードと被削性: 4140 から 8620 までの費用対効果のトレードオフ
| 材質の種類 | 価格/トン (USD) | 被削性 | 熱処理性能 | 該当するシナリオ |
| 4140 | 1200-1500 | 良い | 中くらい | 一般的なロードピニオンの加工。 |
| 4340 | 1800-2200 | 中くらい | 素晴らしい | 高荷重、高強度の要件。 |
| 8620 | 1800-2200 | 良い | 素晴らしい | 浸炭焼入れを必要とする精密ピニオン加工。 |
材料グレードと被削性はどちらもピニオンの機械加工コストの基本的な要素です。お客様のニーズに合わせてコストパフォーマンスの高い材料を提案していきます。
公差の綱渡り: 精度の向上がコストの急激な増加につながるのはなぜですか?
したがって、コストの増加はすべて精度の要件に関係します。
ISO 8 から 6 に品質を向上させるとコストが大幅に上昇します。ISO 8 は歯車のホブ加工に依存しており、1 個あたり 10 ~ 15 ドルのコストがかかります。 、 ISO 7 には、歯車ホブ加工 + 中仕上げ研削が含まれており、料金は 18 ~ 25 ドルです。 、 ISO 6 には歯車のホブ加工 + 熱処理 + 研削が含まれており、費用は 30 ~ 45 ドルです。
精度が高くなるとテストコストも増加します、 ISO 6 のテスト時間は ISO 8 の 3 ~ 4 倍です。
熱処理と仕上げにかかる隠れたコスト
多くの場合、熱処理と仕上げプロセスは「隠れた」コストとみなされます。浸炭と焼入れは部品のサイズに応じて 1 個あたり 5 ~ 10 ドル、歯元の強度を向上させるショットピーニングは 1 個あたり 2 ~ 3 ドル、防錆性を高めるためのリン酸塩処理は 1 個あたり 1 ~ 2 ドルです。
これらはコストを追加しますが、ピニオンの全体的なパフォーマンスと寿命を大幅に向上させます。総合的な品質管理がどこに付加価値を与えるのかを理解していただくために、当社はお客様に完全な内訳を提供します。
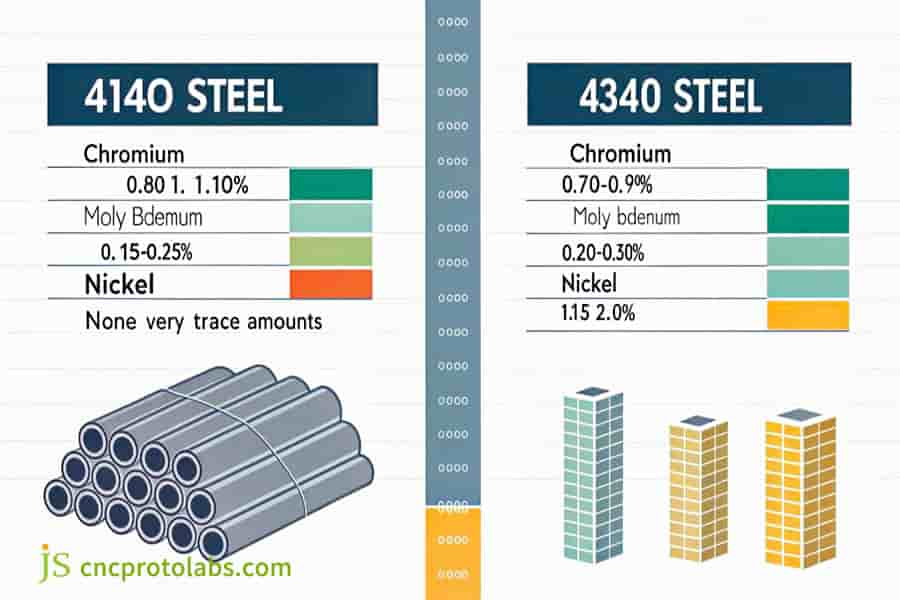
図 3: 4140 および 4340 鋼のコスト構成
アジャイル製造の最適化: カスタムオーダーのリードタイムと価格設定の合理化
このセクションでは、小ロットのカスタマイズ注文に関する効率と価格に関連する懸念について説明します。ピニオン加工では、コストを低レベルに抑えながら、小ロットのリードタイムを効果的に短縮するように、プロセスとワークフローを最適化できます。
標準化されたツールとプロセスの活用: スピードとコストのバランスをとる
標準ツール ライブラリと成熟したプロセス パラメータを使用することで、セットアップ時間を短縮し、小規模バッチの初期コストを削減します。
0.5 ~ 10 のモジュールを備えた標準ツール ライブラリにより、通常のピニオン用のカスタム ツールを作成する必要がなくなり、3 ~ 5 日を節約できます。 、完成したパラメータをシステムに入力することにより、新規注文ではわずかな調整のみが必要となり、セットアップ時間が 2 日から半日に短縮されます。
かつて私たちは、クライアントのために 20 個のモジュール 3 ピニオンを処理し、スタートアップ コストを20% 削減しながら、サイクル タイムを 10 日から 7 日に短縮しました。
デジタル プロトタイピングと仮想 DFM: 生産前にすべての問題を解決
当社のすべての見積もりはデジタル DFM 作業によって裏付けられており、追加費用は発生せず、加工問題の予測と回避に役立ちます。顧客が図面を提供すると、3D モデリングを介してデジタル プロトタイプが作成され、機械加工がシミュレーションされ、歯元フィレットが小さすぎる、穴径と歯数の不一致などの設計上の問題が特定されます。
最近のお客様のピニオン歯の根元フィレット 0.1 mm は応力集中の影響を受けやすいものでした。再作業を避け、 5 日と 2000 ドルのコストを節約するには、0.3 mm に増やすことをお勧めします。
緊急のニーズに対応する柔軟な生産スケジュール
当社は主要顧客向けにファストトラック生産チャネルを確保しています。品質を損なうことなく、数量を問わず緊急納品にも対応できます。お客様の緊急の注文を考慮して、生産スケジュールを優先します。
顧客は緊急に 15 個のピニオンが必要で、3 日以内の配達を希望していました。ダウンタイムによる損失を最小限に抑えるために、迅速な対応を行い、 2.5 日で注文を完了しました。ファスト トラックは、通常料金に 10% ~ 15% の特急料金を追加するだけで、非常にお得です。
ケーススタディ: 95dB から 68dB へ — 高速ロボットの関節に「サイレント」ギアを実現
このケーススタディは典型的な例を表しています。 JSプレシジョンのスチール スピン ピニオン精密加工に関する研究では、ピニオン加工に関する困難な問題を解決し、平歯車とピニオンの組み合わせを最適化する方法を参照できます。
顧客のジレンマ
ハイエンド産業用ロボット メーカーの新しい多関節アームのテストでは、騒音レベルが 95dB に達し、ハイエンド機械の標準である 75dB をはるかに超えていました。そのため、医療、電子機器、その他のアプリケーションの静かな動作要件を満たしていませんでした。
ピニオンギヤは、500時間の負荷試験後に歯面に孔食が発生したため、寿命が予想の3000時間ではなく800時間しかなく、製品の競争力に影響を及ぼしました。
ファンダメンタルズ分析
歯車測定センターと粗さ試験機を使用して既存のピニオンを検査したところ、次の 3 つの主要な問題が見つかりました。
- 歯形精度は ISO 8 にとどまりましたが、歯形誤差は 0.02 mm で ISO 6 が要求されました。
- 歯面Raは1.6μmと粗すぎて安定した油膜が形成できません。
- 熱処理の温度管理が不均一だったため、歯間の硬化層に0.2mmの差が生じ、部分的に硬度が不足して摩耗が促進されました。
JS プレシジョン ソリューション
1. 材料のアップグレード:真空溶解 8620 鋼は、顧客が用意した 4140 鋼よりも純度が 40% 高く、熱処理中の変形や孔食のリスクが軽減されるため推奨されます。
2. 精密加工:荒加工にはスチールスピンピニオン精密加工を使用して、歯面の一貫性を確保し、精密加工のための均等な余裕を残します。
3. 最適化された熱処理:制御雰囲気浸炭炉を使用し、炉内温度の変動を±5℃以内に制御します。硬化層の深さはリアルタイムで制御され、均一性は0.05mm以内でHRC58~62の硬度に達します。
4. 究極の磨き上げ:高精度歯車研削とダイヤモンドホイールの組み合わせにより、歯車の精度をさらに高めます。 平歯車とピニオンISO 5 に相当し、総累積ピッチ誤差 ≤0.003 mm、歯面仕上げRa 0.4μm です。
私たちの実績
お客様による 2000 時間の負荷テストにより、ロボット関節の騒音が 68dB に維持され、ハイエンドの静かな動作要件を満たしていることが示されています。 、歯の表面に孔食が発生せず、寿命は予想を1.7倍上回る5000時間以上と見込まれており、顧客のハイエンドロボット製品の投入やニッチ市場の獲得に貢献する。

図4:産業用ロボット多関節アーム小型歯車
よくある質問
Q1: ピニオン加工で最も一般的な故障モードは何ですか?
歯面のピッチングと歯元の破損は、ピニオン加工で最も一般的な故障モードです。ピッチングと歯元の破損。ピッチングは歯面の接触疲労によって発生し、歯の破損は歯元の曲げ疲労過負荷によって発生しますが、どちらも加工精度に関係します。
Q2: ピニオン加工で研削が必要になるのはどのような場合ですか?
ピニオンの加工精度がISO 7クラス以上、歯面硬度がHRC 45以上、または非常に高い作動平滑性や静音性が要求される場合には、研削加工を使用してください。
Q3: スピンピニオン加工は研削の代わりになりますか?
スピンピニオン加工だけでは研削の代替にはなりません。中仕上げ・仕上げ加工はスピンピニオン加工が最も効率的ですが、研削加工によりさらに高い精度と表面仕上げが可能です。どちらのプロセスを選択するかは、品質要件によって決まります。
Q4: ラックアンドピニオンギヤシステムのピニオンギヤの特別な設計上の特徴は何ですか?
ラックアンドピニオンギヤ装置におけるピニオンの設計では、歯面の耐摩耗性の向上を考慮し、噛み合い衝撃に耐えられる歯元強度の向上が必要となります。通常は深浸炭と焼入れが必要です。
Q5: あなたが通常扱っている最小のモジュールピニオンは何ですか?
JS Precision は一般的に次のことを行います。ピニオン加工のご注文また、モジュール数が0.5未満のマイクロギヤは特殊な加工が必要となります。
Q6: カスタマイズやピニオン付きで 50 個などの小さなバッチを作成するには、通常どのくらい時間がかかりますか?
プロセスが異なると所要時間が異なるため、50 個の小ロット注文の場合のピニオンの機械加工の一般的なサイクルには2 ~ 4 週間かかります。これらは、お急ぎサービスを利用して迅速に対応できます。
Q7: 防錆、耐摩耗性を高めるための表面処理は何ですか?
ピニオン加工における表面処理には、黒染め、リン酸塩処理、亜鉛メッキ、ニッケルメッキ、DLCなどがあり、様々な環境下での防錆、耐摩耗性の要求に応えます。
Q8: 他の歯車加工工場ではなく、JS Precision を選んだ理由は何ですか?
JS Precision が選ばれた理由については、高精度、小ロットのカスタマイズされたピニオン加工に焦点を当て、部品ではなく技術ソリューションを提供するエンドツーエンドのサービスと高度なプロセスを提供します。
まとめ
動力伝達におけるピニオンの品質は、システム全体の性能の上限を表します。これは金属を成形する技術ですが、結局のところ、精度、耐久性、効率性を最終的に追求するものです。
厳しい公差やカスタマイズされた生産を追求するために、精密ピニオン加工の技術の霧の中で手探りする必要はありません。その代わりに、JS Precision は豊富な実務経験、スピンピニオン加工などの高度なプロセス、エンドツーエンドの品質管理によってお客様のニーズに応えることで、精度、コスト、納期のバランスを取ることができます。
重要なコンポーネントがプロジェクト全体のボトルネックになってはいけません。デザインに関する課題を今すぐ私たちに提出してください。
JS Precision の公式ウェブサイトにアクセスしてください。ギアの図面をアップロードする詳細なプロセス計画、透明性の高い見積り、専門的な DFM 分析などの包括的なフィードバックを24 時間以内に入手できます。最も信頼できるトランスミッション部品製造パートナーとして当社にお任せください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

